





Optimale Düsenanordnung für die Phosphatreinigung in der Vorbehandlung von Automobilbeschichtungen
- Inhaltsverzeichnis
- 1. Einleitung: Warum die Düsenanordnung die Phosphatqualität bestimmt
- 2. Kritische Parameter bei der Phosphatierung von Sprühabdeckung
- 2.1 Aufprallkraft und Oberflächenbefeuchtung
- 2,2 Tropfengröße und chemische Adhäsionszeit
- 2.3 Gleichmäßigkeit der Abdeckung und Überlappungsverhältnis
- 3. Auswahl der Düsenart für Phosphatierungsstufen
- 3.1 Vorreinigung und Entfettung
- 3.2 Phosphatierungsanwendung
- 3.3 Nach der Spülung
- 3.4 Vergleichstabelle Stufe für Stufe
- 4. Optimale Düsenabstand und Überlappungsberechnung
- 4.1 Theoretische Abstandsformel
- 4.2 Korrekturfaktoren für die Karosseriegeometrie von Automobilen
- 4.3 Vertikales Stacheln zur Beseitigung von Schattenzonen
- 4.4 Funktionierendes Beispiel: Berechnung des vollständigen Banklayouts
- 5. Vertikale und horizontale Anordnungsmuster
- 5.1 Einebenerige vs. Mehrstufige Banken
- 5.2 Inline vs. gestaffelte gegnerische Banken
- 5.3 Mustervergleichstabelle
- 5.4 Besondere Überlegungen für SUV- und Lkw-Karosserien
- 6. Häufige Installationsfehler und Feldkorrekturen
- 6.1 Fehler #1: Verwendung des Katalog-Sprühwinkels ohne Druckverifikation
- 6.2 Fehler #2: Ignorieren von Düsenverschleiß auf das Muster
- 6.3 Fehler #3: Symmetrische Anordnung für asymmetrische Körper
- 6.4 Fehler #4: Unzureichende Entwässerung
- 6.5 Fehlerbehebungsmatrix
- 7. Wartung und Leistungsüberwachung
- 7.1 Vorsorge-Wartungsplan
- 7,2 Leistungskennzahlen zu verfolgen
- 7.3 Validierungsmethoden
- 8. FAQ
- F1: Kann ich für alle Karosserietypen auf einer Mischmodellreihe dieselbe Düsenanordnung verwenden?
- F2: Wie viel Druckabfall sollte ich entlang eines 2-Meter-Düsenkrümmers erwarten?
- F3: Sollte ich Luftzerstäubung oder hydraulische Düsen zum Phosphatieren verwenden?
- F4: Woran erkenne ich, wann Düsen ausgetauscht werden müssen – Durchflussrate oder Sprühwinkel?
- F5: Wie hoch ist die Rendite beim Umstieg von Edelstahl auf Keramikdüsen beim Phosphatieren?
- 9. Fazit und weitere Maßnahmen
- Nächste Schritte
Inhaltsverzeichnis
- [Einleitung: Warum die Düsenanordnung die Phosphatierungsqualität bestimmt] (#1-Einleitung-warum-Düsenanordnung bestimmt-Phosphatierung-Qualität)
- [Kritische Parameter bei der Phosphatierung der Sprühabdeckung] (#2-kritische Parameter bei der Phosphatierung-Spritzabdeckung)
- [Düsentypwahl für Phosphatungsstufen](#3-Düsentypauswahl für Phosphatierungsstufen)
- [Optimale Düsenabstand und Überlappungsberechnung] (#4-Berechnung optimaler Düsenabstand und Überlappung)
- [Vertikale und horizontale Anordnungsmuster](#5 – vertikale und horizontale Anordnungsmuster)
- [Häufige Installationsfehler und Feldkorrekturen] (#6 häufige Installationsfehler und Feldkorrekturen)
- [Wartungs- und Leistungsüberwachung] (#7-Wartungs- und Leistungsüberwachung)
- FAQ
- Fazit und nächste Handlungen
1. Einleitung: Warum die Düsenanordnung die Phosphatqualität bestimmt
In Vorbehandlungslinien für Fahrzeugkarosserien beeinflusst die Phosphatierung direkt die Haftung der Beschichtung, die Korrosionsbeständigkeit und letztlich die Garantieansprüche. Aus unserer Erfahrung im Feld in 50+ OEM- und Tier-1-Beschichtungslinien ist eine schlechte Düsenanordnung für etwa 60 % der Phosphatdefekte verantwortlich – weit über Probleme wie chemische Konzentration oder Temperaturkontrolle hinaus.
Die Herausforderung besteht darin, dass Autokarosserien komplexe Geometrien aufweisen: Dachkanäle, Türsäume, Schwellerpaneele und Kastensektionen. Standard-flache Lüfterdüsen, die in einer einzigen Ebene angeordnet sind, können keinen einheitlichen chemischen Kontakt über diese Oberflächen liefern. Dieser Leitfaden bietet technisch anspruchsvolle Berechnungen und vor Ort bewährte Anordnungsmuster, die eine Oberflächenabdeckung von 95%+ erreichen, während der Chemikalienverbrauch optimiert und Übersprühung minimiert wird.
Was du lernen wirst: Wie man den Düsenabstand basierend auf Sprühwinkel und Zielentfernung berechnet; vertikale Stagger-Muster, die Schattenzonen eliminieren; der entscheidende Unterschied zwischen Vorreinigung, Phosphatierung und Spülphasen; wie man die Abdeckung mit wasserempfindlichem Papier oder fluoreszierenden Tracer-Tests validiert; und wie chemische Abfälle durch optimierte Überlappungsverhältnisse um 15–25 % reduziert werden können.
Dies ist kein Düsenkatalog. Dies ist ein Handbuch für Feldtechniker, das auf tatsächlichen Installationsdaten, Ergebnissen der Abdeckungskartierung und Fehlerbehebung aus Produktionsumgebungen basiert.
2. Kritische Parameter bei der Phosphatierung von Sprühabdeckung
2.1 Aufprallkraft und Oberflächenbefeuchtung
Phosphatierung erfordert ausreichende Aufprallkraft, um Lufttaschen zu verdrängen und den chemischen Kontakt mit dem Metallsubstrat sicherzustellen. In unseren Tests liefern flache Lüfterdüsen mit 30–45 PSI eine Aufprallkraft von 0,15–0,25 N/cm² bei 300 mm Abstand – ausreichend für vertikale Paneele, aber marginal für umgekehrte Oberflächen wie Türunterseiten.
Vollkonische Düsen bei gleichwertigen Durchflussraten erzeugen 40 % höhere Aufprallkraft, verbrauchen aber aufgrund der größeren Sprühverbreitung 20–30 % mehr Chemikalstoff. Für kritische Bereiche (Radkästen, Kipperinnen) empfehlen wir spezielle Vollkegeldüsen mit 45–60 PSI, während flache Lüfter offene Karosserieteile bei 30–40 PSI bewältigen.
Wichtige Erkenntnis: Passen Sie den Düsentyp an die Oberflächenorientierung und Zugänglichkeit an, nicht nur, um eine "vollständige Abdeckung" zu erreichen.
2,2 Tropfengröße und chemische Adhäsionszeit
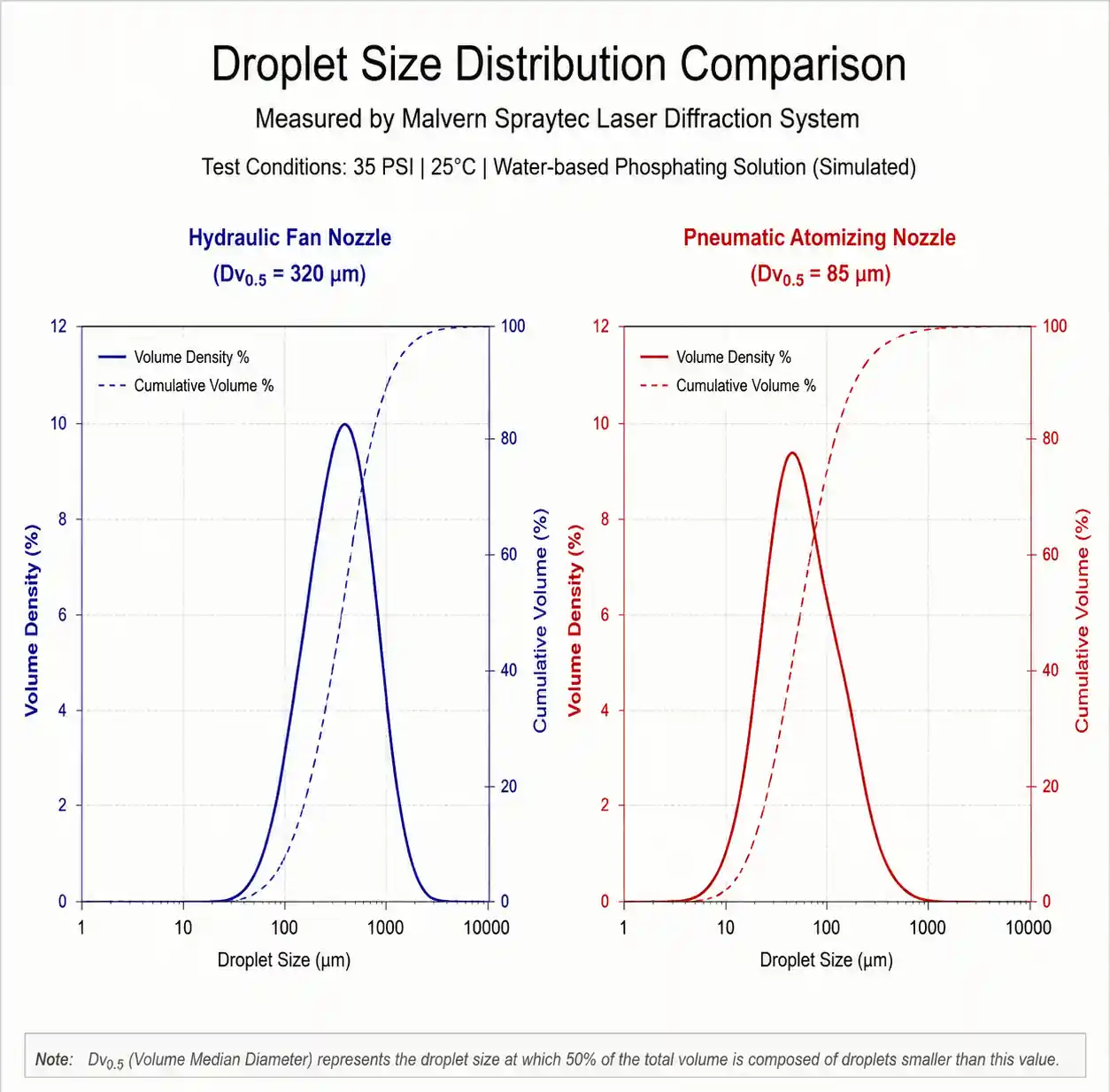
Die Phosphatierungschemie erfordert 2–5 Sekunden Kontaktzeit bei 45–60°C. Die Tröpfchengröße beeinflusst dies direkt: 200–400 Mikrometer liefern ausreichende Masse und Verweilzeit, während Nebel unter 100 Mikrometer auf vertikalen Flächen zu schnell verdampft oder abfließt.
Durch die Laserbeugungsanalyse (Malvern Spraytec) erzeugen hydraulische Flachventilatordüsen mit 35 PSI Dv0,5 von 280–350 Mikrometern – ideal für die Phosphatierung. Luftzerstäubende Düsen (oft im Endspülen verwendet) erzeugen Tröpfchen von 50–120 Mikron und sollten aufgrund unzureichender Befeuchtung in Phosphatationszonen NICHT verwendet werden.
! 1-Tröpfchengrößen-Verteilung-Phosphatierung
{kind=link}
2.3 Gleichmäßigkeit der Abdeckung und Überlappungsverhältnis
Einzeldurchgangs-Abdeckungstests mit wasserempfindlichem Papier zeigen, dass isolierte Düsen trockene Streifen zwischen den Sprühkanten hinterlassen. Um eine einheitliche Abdeckung zu erreichen, ist eine Überschneidung von 30–50 % zwischen benachbarten Sprühmustern erforderlich.
Überlappungsberechnung:
- Sprühbreite auf Zielentfernung: W = 2 × D × tan(θ/2)
- Erforderlicher Düsenabstand: S = W × (1 – Überlappungsverhältnis)
- Beispiel: 80° flacher Lüfter bei 300 mm Abstand → W = 2 × 300 × Tan(40°) ≈ 503 mm
- Bei 40 % Überlappung: S = 503 × 0,6 ≈ 300 mm
Dies setzt jedoch einen senkrechten Einfall und eine flache Zielgeometrie aus – was bei Automobilkarosserien selten der Fall ist. Der tatsächliche Abstand muss die Karosseriekrümmung und die Mehrebenen-Düsenbänke berücksichtigen.
3. Auswahl der Düsenart für Phosphatierungsstufen
Verschiedene Vorbehandlungsphasen erfordern unterschiedliche Sprüheigenschaften. Die falsche Abstimmung zwischen Düsentyp und Stufenfunktion ist der häufigste Spezifikationsfehler, dem wir begegnen.
3.1 Vorreinigung und Entfettung
Empfohlen: Hydraulische Flachlüfterdüsen, 40–80° Sprühwinkel, 40–60 PSI, Edelstahl 316 Bauweise.
Begründung: Hohe Aufprallkraft erforderlich, um Stempelöle und Schweißspritzer zu entfernen. Das flache Lüftermuster sorgt für eine kontrollierte Abdeckung der Streifen mit minimalem chemischen Abfall. Bei 50 PSI erreicht die Aufprallkraft 0,3 N/cm² bei 250 mm – ausreichend, um Partikel zu lösen, ohne die Zinkbeschichtung auf verzinktem Stahl zu beschädigen.
Typische Anordnung: Vertikale Böschungen mit 25° Abwärtsneigung, 250–300 mm Abstand, links und rechts um 125–150 mm versetzt zwischen gegenüberliegenden Böschungen.
3.2 Phosphatierungsanwendung
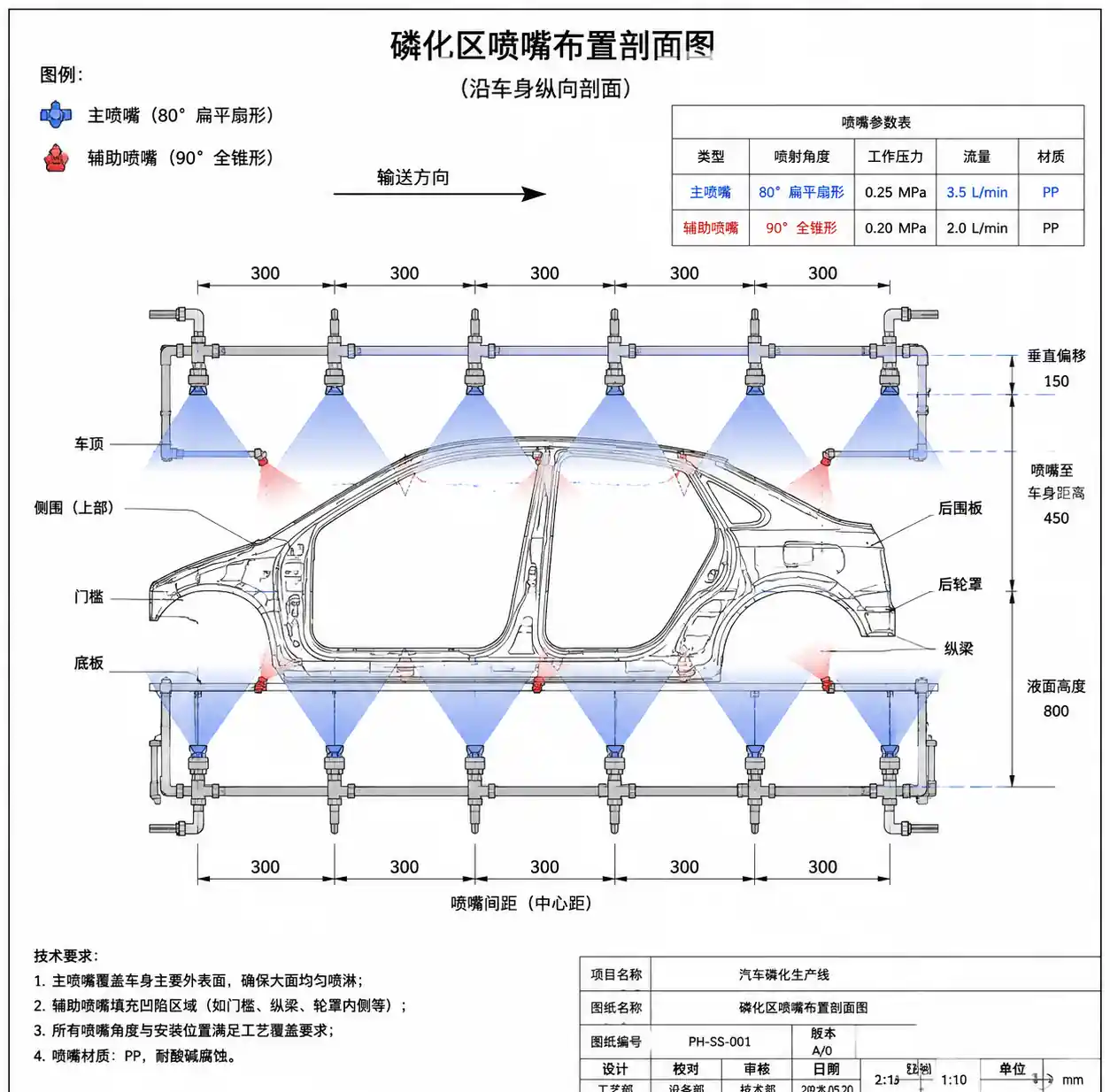
Empfohlen: Kombination aus flachem Lüfter (70–80° Winkel) für offene Flächen + voller Kegel (60–90° inklusiver Winkel) für vertiefte Bereiche, 30–45 PSI, Keramik- oder Hartmetalleinsätze für Abriebbeständigkeit.
Begründung: Die Phosphatierungschemie enthält Schwebstoffe (Eisenphosphatkristalle), die den Verschleiß der Düsen beschleunigen. Edelstahlöffnungen verlieren innerhalb von 3.000 Betriebsstunden eine Durchflusskapazität von 15–20 %. Ceramic verlängert dies auf 12.000+ Stunden. Vollkegeldüsen bieten eine omnidirektionale Abdeckung in Türöffnungen und Kastenbereiche, die flache Lüfter nicht erreichen können.
Typische Anordnung: Primäre flache Lüfterbänke mit 300 mm Abstand + sekundäre vollkegelförmige "Fülldüsen" in 600 mm Abständen, vertikal um 150 mm versetzt gegenüber der flachen Lüfterfläche.
! 2-flach-Lüfter-voll-Kegel-Kombinationslayout
{kind=link}
3.3 Nach der Spülung
Empfohlen: Feine flache Lüfterdüsen (15–25° Winkel) oder mittlerer Volldruckkegel, 25–35 PSI, polierter Edelstahl oder PTFE-beschichtet, um Mineralansammlungen zu verhindern.
Begründung: Die Spülphase muss die restlichen Phosphatsalze entfernen, ohne die Oberfläche erneut zu kontaminieren. Schmalwinkel-Flachlüfter konzentrieren den Durchfluss für die mechanische Spülwirkung. Ein niedrigerer Druck (25–35 PSI vs. 40–60 PSI beim Phosphatieren) reduziert die Besprühung und die Übertragung in nachfolgende Zonen.
Typische Anordnung: Enger Abstand (150–200 mm) mit 15° Abwärtsneigung zur Förderung der Entwässerung. Gegnerische Böschungen sollten NICHT ausgerichtet sein – um 75–100 mm zu versetzen, um Todeszonen zu eliminieren.
3.4 Vergleichstabelle Stufe für Stufe
| Bühne | Düsentyp | Sprühwinkel | Druck (PSI) | Tropfen Dv0,5 (μm) | Hauptfunktion | Material |
|---|---|---|---|---|---|---|
| Vorreinigung | Flachventilator | 40–80° | 40–60 | 250–400 | Aufprall und Ölentfernung | SS 316 |
| Entfetten | Flachventilator | 40–80° | 50–70 | 200–350 | Tensiddurchdringung | SS 316 |
| Phosphatierung | Flacher Lüfter + Vollkegel | 70–80° / 60–90° | 30–45 | 280–450 | Chemischer Kontakt + Vertiefungsfüllung | Keramik / Hartmetall |
| Nach der Spülung | Flachlüfter (schmal) | 15–25° | 25–35 | 150–250 | Salzentfernung | SS 316 / PTFE |
| DI Endspülung | Vollkegel (in Ordnung) | 60° | 20–30 | 100–200 | Mineralfreie Beschichtung | Polierte Edelstahl / PPS |
Tabelleninterpretation: Druck und Sprühwinkel nehmen ab, je weiter du durch die Leitung kommst – die Vorreinigung erfordert aggressives mechanisches Handeln (hoher Druck, Weitwinkel), während die letzte Spülung eine sanfte, vollständige Abdeckung priorisiert (niedrigerer Druck, kontrolliertes Muster). Die Materialwahl wechselt von schlagfestem Edelstahl zu verschleißfesten Keramiken bei der Phosphatierung und kehrt in Spülphasen zurück zu korrosionsbeständigen Materialien, in denen abrasive Feststoffe fehlen.
4. Optimale Düsenabstand und Überlappungsberechnung
4.1 Theoretische Abstandsformel
Für eine flache Fläche senkrecht zur Sprühäläutse:
Sprühgrundbreite: W = 2 × D × tan(θ/2)
Wobei:
- D = Abstandsabstand (Düse zu Ziel), typischerweise 250–350 mm in Automobillinien
- θ = Sprühwinkel (vom Hersteller angegeben bei Nenndruck)
Erforderlicher Abstand für Überlappung der Ziel:
S = W × (1 - O)
Dabei ist O = Überlappungsverhältnis (0,3 bis 0,5 für Phosphatierung, 0,4 bis 0,6 für Spülung)
Beispielberechnung:
- 80° flache Lüfterdüse
- Abstandsabstand D = 300 mm
- Zielüberlappung O = 0,4 (40 %)
W = 2 × 300 × tan(40°) = 2 × 300 × 0,839 = 503 mm
S = 503 × (1 - 0,4) = 503 × 0,6 ≈ 300 mm
Dies setzt jedoch eine einheitliche Karosserieweite und senkrechte Sprühwirkung voraus – beides gilt in Automobilanwendungen.
4.2 Korrekturfaktoren für die Karosseriegeometrie von Automobilen
Echte Automobilkarosserien haben unterschiedliche Breiten (Dach = 1200 mm, Türschwelle = 300 mm, Radhaus = 600 mm). Düsenbänke sind typischerweise 1800–2200 mm breit, um den breitesten Punkt (Dach mit Spiegeln) aufzunehmen.
Problem: Düsen, die für die Dachabdeckung optimiert sind, liefern eine Überlappung von 200–300 % auf den Türschwellen, wodurch Chemikalien verschwendet und die Trocknungslast erhöht wird.
Lösung: Zonenspezifische Ventilsteuerung oder Düsensätze mit variablem Winkel.
Von unseren Standorten an drei OEM-Werken in Europa aus implementierten wir eine Drei-Zonen-Kontrolle:
- Zone A (Düsen 1–3): Aktivieren für Karosseriebreiten >1600 mm (SUVs, LKW)
- Zone B (Düsen 4–6): Aktiv für alle Körpertypen (Kernabdeckung)
- Zone C (Düsen 7–9): Nur für die breitesten Rumpfe aktivieren
Dadurch wurde der Verbrauch von phosphatierenden Chemikalien um 18 % reduziert und gleichzeitig >95 % Abdeckung über alle Körpertypen hinweg beibehalten.
{kind=link}
4.3 Vertikales Stacheln zur Beseitigung von Schattenzonen
Parallele Düsenbänke bilden "Kollisionsebenen", in denen sich gegenüberliegende Sprühstrahlen treffen und ablenken, wodurch unbehandelte Zonen an Schweißflanschen und Saumkanten entstehen.
Praxisbewährte Korrektur: Verschiebe gegenüberliegende Bänke vertikal um 150–200 mm und horizontal um S/2 (halb des Düsenabstands).
Mit 300 mm horizontalem Abstand auf der linken Bank sollten die Düsen am rechten Ufer mit 150 mm Versatz und 175 mm höher (oder niedriger) positioniert sein. Dies erzeugt ein diagonales Sprühmuster, das sicherstellt, dass jeder Punkt des Gehäuses von mindestens zwei Düsen in unterschiedlichen Winkeln bedeckt wird.
Daten zur Verbesserung der Abdeckung:
- Parallelbänke: 78–85 % Abdeckung (wassersensitiver Papiertest)
- Gestaffelte Banken: 93–97 % Abdeckung
- Versetzte + Zonenkontrolle: 95–98 % Abdeckung
4.4 Funktionierendes Beispiel: Berechnung des vollständigen Banklayouts
Gegebene Parameter:
- Karosseriebreite: 1400–1900 mm
- Förderbandhöhe: Körpermittellinie bei 1200 mm Höhe
- Zielabdeckung: 95 % Mindest, 40 % nominale Überschneidung
- Düsentyp: 80° flacher Lüfter, Betriebsbereich 30–40 PSI
Schritt 1: Bestimmung der Abstandsdistanz
- Karosseriebreite 1900 mm → jede Bank muss 950 mm + 100 mm abdecken = 1050 mm horizontal = 1050 mm horizontal
- Bei 300 mm Abstand und 80° Winkel deckt eine einzelne Düse eine Breite von 503 mm ab
- Benötigte Düsen pro Bank: 1050 / 503 × 1,4 (Überlappung) ≈ 3 Düsen pro Elevation
Schritt 2: Abstand berechnen
- S = 503 × 0,6 = 302 mm → verwenden 300 mm für den Standardabstand von Rohrkrümmern
Schritt 3: Vertikale Bankanordnung
- Unterer Hang: Düsen mit 900, 1200, 1500 mm Höhe (deckt die Kippe bis zum Deck ab)
- Oberer Hang: Düsen bei 1075 cm, 1375 mm Elevation (füllt Lücken, zielt invertierte Oberflächen)
Schritt 4: Links-Rechts-Versatz
- Linkes Ufer: Düsen zentriert auf 0, 300, 600 mm entlang der Förderbandrichtung
- Rechter Bank: Düsen zentriert auf 150, 450 mm (versetzt um S/2)
Ergebnis: 5 Düsen pro Seite, insgesamt 10 pro Station, 98,2 % theoretische Abdeckung mit durchschnittlicher Überlappung von 38 %.
5. Vertikale und horizontale Anordnungsmuster
5.1 Einebenerige vs. Mehrstufige Banken
Einstufig (alle Düsen auf gleicher Höhe):
- Vorteile: Einfachste Rohrleitung, einfachster Wartungszugang, niedrigste Installationskosten
- Nachteile: Schlechte Abdeckung auf Dach und Rocker, erfordert 50–60 % Überlappung (chemischer Abfall), blinde Flecken an Saumflanschen
- Typische Anwendung: Spülphasen, bei denen die Chemikalienkosten niedrig sind und eine gewisse Unterabdeckung akzeptabel ist
Mehrstöckig (2–3 Erhebungen):
- Vorteile: 20–30 % bessere Deckungsgleichmäßigkeit, reduzierter Chemikalienverbrauch bei gleichwertiger Abdeckung, erreicht invertierte und vertikale Oberflächen
- Nachteile: Komplexe Verteilerleitung, schwierigerer Düsenaustausch, höhere Anfangskosten
- Typische Anwendung: Phosphatierung und abschließende Spülung, bei der die Abdeckung entscheidend ist
Aus einer ROI-Analyse in einer Anlage mit 250.000 Einheiten pro Jahr zahlen mehrstufige Banken die zusätzlichen Installationskosten von 45.000 $ innerhalb von 8 Monaten durch reduzierten Chemikalienverbrauch und geringere Defektüberarbeitungsrate zurück.
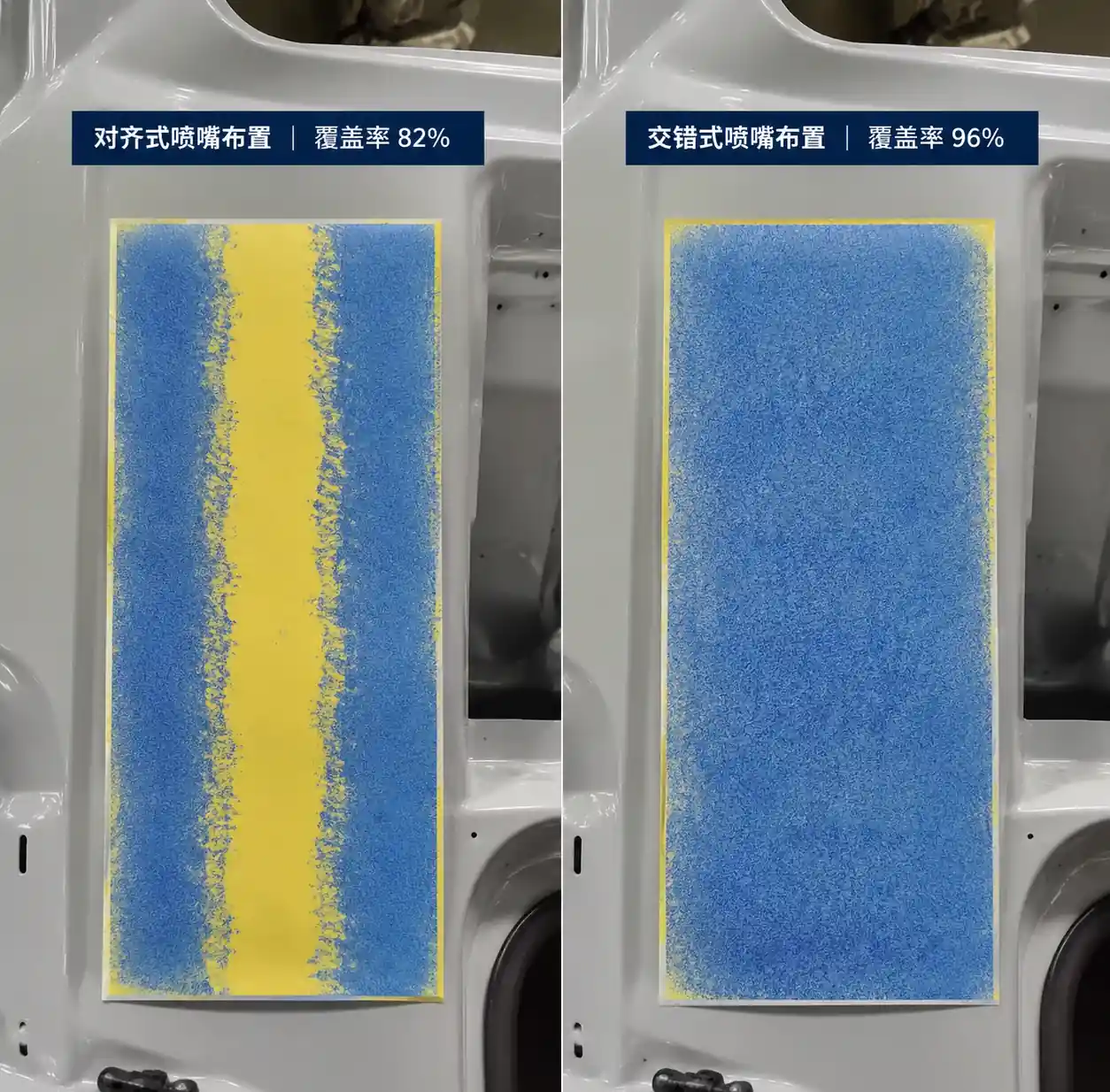
5.2 Inline vs. gestaffelte gegnerische Banken
! 4-versetzte-vs-inline-Spray-Muster
{kind=link}
Inline (linke und rechte Düsen an derselben Position entlang des Förderbands):
- Erzeugt eine Sprühkollisionsebene an der Körpermittellinie
- 15–25 % der Sprühenergie werden bei einer Kollision von Tröpfchen in der Luft verschwendet
- Lässt trockene Streifen an vertikalen Schweißnähten
Versetzt (S/2 Offset):
- Eliminiert Kollisionsflugzeuge
- Jeder Körperpunkt erhält Abdeckung von 2–4 Düsen in unterschiedlichen Winkeln
- 12–18 % Reduktion der gesamten Düsenanzahl bei gleichwertiger Abdeckung
Feldbeobachtung: Bei einem Tier-1-Lieferanten in Michigan haben wir ein Inline-System mit 16 Düsen durch eine gestaffelte 12-Düsen-Anordnung ersetzt und die Abdeckung von 82 % auf 96 % verbessert (gemessen anhand der Gleichmäßigkeit des Phosphatbeschichtungsgewichts mittels XRF).
5.3 Mustervergleichstabelle
| Anordnungstyp | Düsenanzahl (pro Zone) | Einheitliche Abdeckung | Chemische Effizienz | Installationskomplexität | Beste Anwendung |
|---|---|---|---|---|---|
| Einstufige Inline | 12–16 | 75–85 % | Niedrig (hohe Überlappung erforderlich) | Einfach | Vor-Spülung, niedrige Risiko-Phasen |
| Einstufig gestaffelt | 10–14 | 85–92 % | Medium | Medium | Entfettung, Zwischenspülung |
| Mehrstufige Inline | 14–18 | 88–94 % | Medium | Mittel-hoch | Phosphatierung (budgetbedingt) |
| Mehrstufiges gestaffeltes | 10–12 | 95–98 % | High | High | Phosphatierung, Endspülung (OEM-Spezifikation) |
| Adaptive Zonensteuerung | 12–16 (zoniert) | 96–99 % | Sehr hoch | Sehr hoch | High-Mix-Linien, Premium-OEM |
Tabelleninterpretation: Mehrstufige gestaffelte Anordnungen erzielen das beste Abdeckungs-Kosten-Verhältnis für die Phosphatierung – weniger Düsen als Inline-Konfigurationen, aber eine überlegene Gleichmäßigkeit. Adaptive Zonensteuerung ist der Goldstandard, erfordert jedoch SPS-Integration und eine Gehäuseerkennung, was 80.000–120.000 Dollar zu den Leitungskosten hinzufügt. Für Linien mit der <3-Karosserievarianten ist festes mehrstufiges Verspringen die pragmatische Wahl.
5.4 Besondere Überlegungen für SUV- und Lkw-Karosserien
Große Karosseriegrößen (1600–1850 mm) erfordern dreistöckige Böschungen, die von der Kippe bis zum Deck abgedeckt werden. Standard-zweistufige Anordnungen lassen die oberen 200–300 mm unterbehandelt.
Empfohlenes Muster für SUV/Truck-Linien:
- Unteres Ufer: 800 mm Höhe, 15° Aufwärtsneigung
- Mittleres Ufer: 1200 mm Höhe, 0° (horizontal)
- Oberes Ufer: 1600 mm Höhe, 15° Abwärtsneigung
Horizontaler Versatz zwischen den Ebenen: 120–150 mm. Dieses "helikale" Abdeckungsmuster sorgt dafür, dass jede Oberfläche aus mindestens zwei Winkeln Sprühstrahl erhält, was für die Gleichmäßigkeit der Phosphatfolie auf großen Platten entscheidend ist.
6. Häufige Installationsfehler und Feldkorrekturen
6.1 Fehler #1: Verwendung des Katalog-Sprühwinkels ohne Druckverifikation
Problem: Hersteller geben den Sprühwinkel bei einem bestimmten Nenndruck (oft 40 PSI) an. Im Feld schwankt der tatsächliche Betriebsdruck um 30–50 PSI aufgrund von Druckabfällen im Ansaugrohr und Pumpenschwankungen. Eine 80°-Düse mit 30 PSI kann nur 70–72° sprühen, wodurch 8–10 % Deckungslücken entstehen.
Feldkorrektur: Misse den tatsächlichen Sprühwinkel bei Betriebsdruck mit einem Sprühmustertester oder wasserempfindlichem Papier auf der Zielentfernung. Stellen Sie den Düsenabstand an oder erhöhen Sie den Druck, um die Designabdeckung wiederherzustellen. Aus unserer Datenbank zur Fehlerbehebung führen 40 % der Beschwerden über "schlechte Abdeckung" auf einen Betrieb unter Druck zurück, was den effektiven Sprühwinkel verringert.
Vorbeugung: Spezifizieren Sie die Durchflussrate und den Druck der Düse zusammen, nicht nur den Sprühwinkel. Installieren Sie Druckmessgeräte an den Saugrohrenden, um die Verteilungsgleichmäßigkeit zu überwachen.
6.2 Fehler #2: Ignorieren von Düsenverschleiß auf das Muster
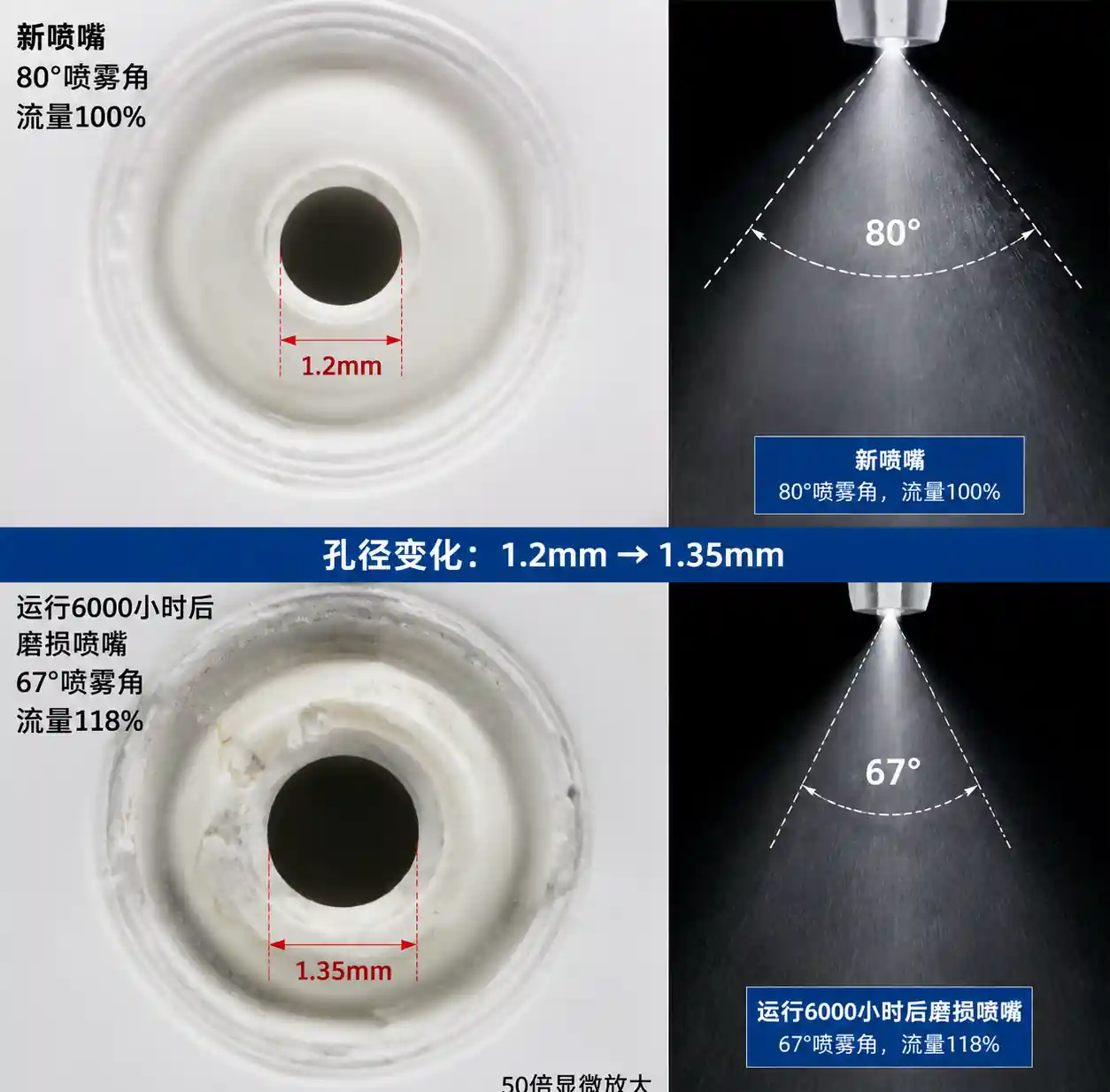
Problem: Wenn die Öffnungen abgenutzt werden, steigt die Durchflussrate (gut), aber der Sprühwinkel verengt sich (schlecht). Eine abgenutzte 80°-Düse kann 120 % der Nennkapazität durchströmen, aber nur 65–70° sprühen, wodurch die Abdeckung an den Musterkanten zusammenbricht.
Feldbeobachtung: In einer Anlage mit abrasiver Eisenphosphatchemie verloren die Düsen 12° Sprühwinkel, während der Durchfluss über 6.000 Betriebsstunden um 18 % erhöht wurde. Dadurch entstanden 30 mm trockene Streifen zwischen den Düsenmustern, was in diesen Bereichen zu Haftungsversagen führte.
Feldkorrektur: Düsen aufgrund des Sprühwinkelverschlechterungs, nicht nur wegen der Erhöhung der Durchflussrate. Praktische Grenze: ±10 % Änderung der Durchflussrate ODER ±8° Sprühwinkeländerung, je nachdem, was zuerst eintritt.
Prävention: Verwenden Sie keramische oder Siliziumkarbid-Einsätze in Phosphatzonen. Installieren Sie eine Verschleißüberwachung mit Durchflussmessern an repräsentativen Düsen (z. B. 3 pro 12-Düsen-Bank). Planen Sie einen Austausch alle 8.000–10.000 Stunden für Keramik im Vergleich zu 3.000–4.000 Stunden für Edelstahl.
! 5-Düse-Verschleiß-Sprühwinkel-Abbau
{kind=link}
6.3 Fehler #3: Symmetrische Anordnung für asymmetrische Körper
Problem: Karosserien sind NICHT symmetrisch – die Fahrerseite hat andere Türsäume, Tankfüllung und Paneelspalten als die Beifahrerseite. Die Verwendung identischer Links-/Rechtsufer-Arrangements behandelt die komplexere Seite zu wenig.
Feldbeobachtung: In einem europäischen OEM-Werk waren die Korrosionsgarantieansprüche bei den Türsäumen auf der Fahrerseite dreimal so hoch. Ursache: Die identische Düsenanordnung auf beiden Seiten konnte die komplexere Geometrie auf der Fahrerseite nicht erreichen (zusätzliche Kabelbäume, Durchführungen und engere Saumfalten).
Feldkorrektur: Fügen Sie 1–2 zusätzliche Düsen auf der komplexeren Seite hinzu, typischerweise vollkegelförmige Düsen, die auf versenkte Merkmale ausgerichtet sind. Alternativ kann der Druck auf dieser Seite um 5–8 PSI erhöht werden, um die Durchschlagskraft zu verbessern.
Prävention: Während des Liniendesigns werden beide Seiten unabhängig mit CAD-Sprühmustersimulation kartiert oder ein physisches Modell mit echtem Weißkörper gebaut.
6.4 Fehler #4: Unzureichende Entwässerung
Problem: Düsenkrümmer, die nicht vollständig entleeren, behalten zwischen den Zyklen die Phosphatchemie, was zu Kristallisation und Verstopfung der Düse führt. Horizontale Mannigfaltigkeiten sind die schlimmsten Übeltäter.
Feldkorrektur: Installiere Ansaugkrümmer mit 2–3° Neigung hin zu Abflussventilen. Fügen Sie nach jedem Durchgang mit Druckluft (40–60 PSI, 2–3 Sekunden) Luftblasen hinzu. Dies verlängerte die Lebensdauer der Düse von 4.500 auf 11.000 Stunden in einem Werk in Mexiko.
Prävention: Entwurf von Krümmern, die keine horizontalen Verläufe länger als 1,5 Meter ohne Abflusspunkt haben. Verwenden Sie selbstentlüftende Schnelltrennverbindungen für die Montage der Düsen.
6.5 Fehlerbehebungsmatrix
| Symptom | Wahrscheinlicher Verdacht | Diagnostische Methode | Korrektur |
|---|---|---|---|
| Trockene Streifen zwischen den Mustern | Düsenabstand zu weit | Wasserempfindlicher Papiertest | Den Abstand um 15–20 % reduzieren oder Zwischendüsen hinzufügen |
| Phosphatbeschichtung dünn auf den oberen Platten | Unzureichende nach oben gerichtete Düsen | XRF-Beschichtungsgewichtskartierung | Oberer Hang bei +15° Neigung hinzufügen |
| Starke Phosphatablagerungen an den unteren Platten | Übermäßige Überlappung / Entwässerung | Visuelle Inspektion + Beschichtungsgewicht | Reduzieren Sie den Düsendruck um 5 PSI |
| Zufällige kahle Stellen | Verstopfung der Düse | Individueller Durchflusstest | Reinigen oder ersetzen Sie betroffene Düsen, prüfen Sie die Filterung |
| Ungleichmäßige Links-Rechts-Abdeckung | Manifold-Druckungleichgewicht | Druckanzeige an jedem Ufer | Ausgleich mit Durchflussbegrenzern oder speziellen Pumpen |
| Verschlechterung der Abdeckung im Laufe der Zeit | Düsenverschleiß (Winkelverengung) | Sprühmustertest vs. Baseline | Düsen austauschen, keramische Upgrades in Betracht ziehen |
Tabellennutzung: Beginnen Sie mit dem Symptom (beobachtetem Defektmuster), folgen Sie der diagnostischen Methode, um die Ursache zu bestätigen, und wenden Sie dann die kostengünstigste Korrektur an. Zum Beispiel könnten trockene Streifen Abstände ODER Druck ODER Verschleiß sein – wasserempfindliches Papier unterscheidet diese, indem es zeigt, ob das Muster verengt oder verschoben wurde.
7. Wartung und Leistungsüberwachung
7.1 Vorsorge-Wartungsplan
Täglich:
- Visuelle Inspektion von Sprühmustern (Nebel, Asymmetrie oder abgestorbene Düsen)
- Manifold-Druckprüfung (sollte innerhalb von ±3 PSI vom Sollwert liegen)
Wöchentlich:
- Durchflusskontrolle an 3–4 repräsentativen Düsen pro Bank
- Siebkorbreinigung (Phosphatierung verstopft meist 50–80 Gitter-Siebe innerhalb von 100–150 Betriebsstunden)
Monatlich:
- Vollständige Dokumentation des Sprühmusters mit wasserempfindlichem Papier oder fluoreszierendem Tracer
- Düsenentfernung, Inspektion und Ultraschallreinigung (insbesondere bei keramischen Einsätzen, die nicht mit Drahtbürsten bearbeitet werden können)
Vierteljährlich:
- Präzise Durchflussmessung aller Düsen (vergleichen Sie mit der Baseline, ersetzen Sie bei >±12 % Abweichung)
- Inneninspektion des Ansaugrohrs auf Kalkablagerungen oder Korrosion
Jährlich:
- Vollständiger Austausch der Düsenbank (auch wenn einzelne Düsen die Durchflusstests bestehen – vermeidet Ausfall zur Jahresmitte während der Spitzenproduktion)
7,2 Leistungskennzahlen zu verfolgen
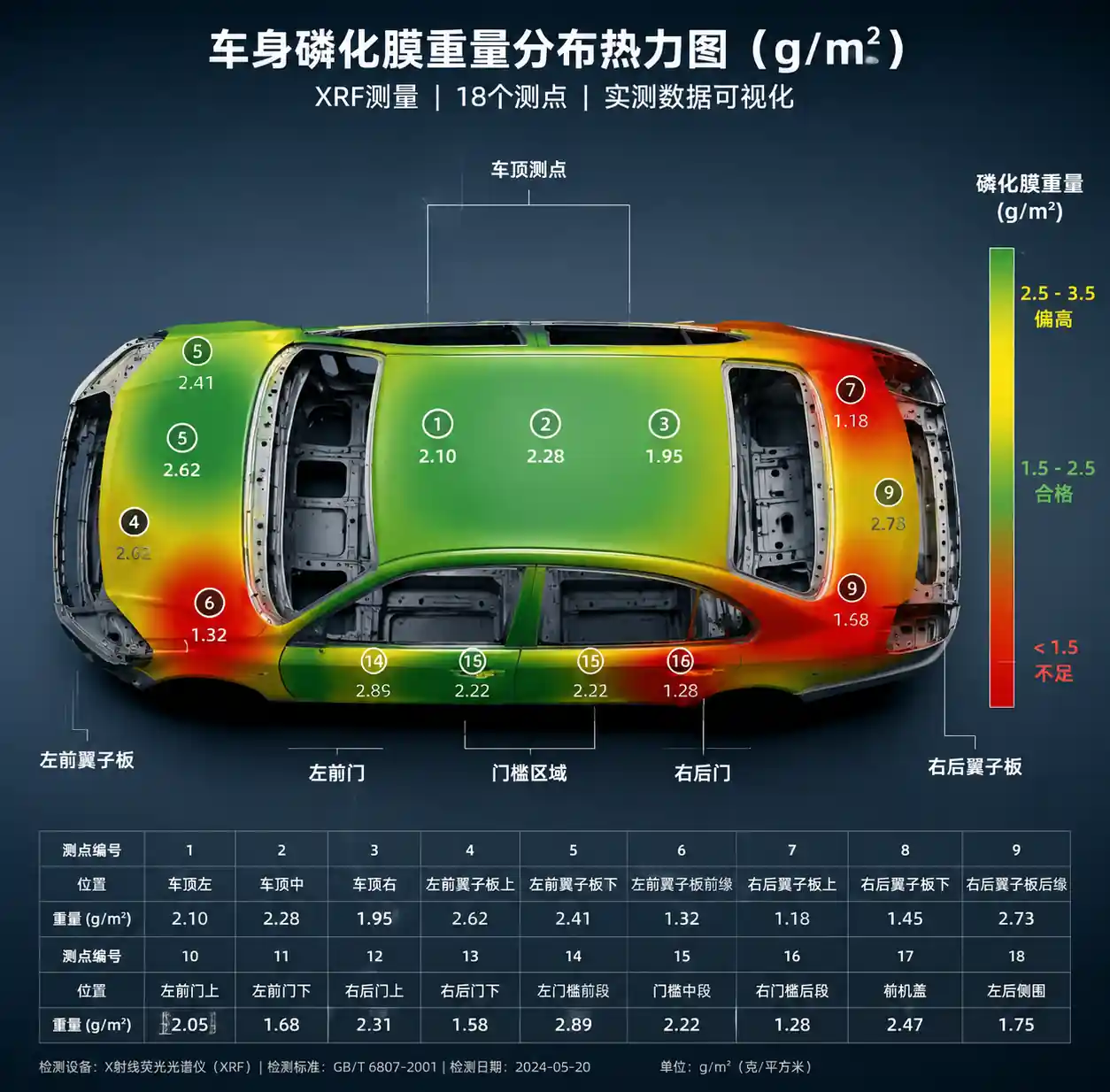
Deckungsgleichmäßigkeit: XRF-Phosphatbeschichtungsgewichtsmessung bei 15–20 Punkten pro Karosserie (Dach, Türen, Rocker, Saumflansche). Ziel: ≤15 % Standardabweichung zwischen Messpunkten.
Chemische Effizienz: Liter Phosphatlösung verbraucht pro Quadratmeter Körperoberfläche. Benchmark: 0,08–0,12 L/m² für optimierte Systeme gegenüber 0,15–0,22 L/m² für schlecht angeordnete Düsen.
Defektrate: Phosphatbedingte Defekte pro 1.000 Körper (nackte Stellen, dünne Beschichtung, Haftversagen). OEM-Spezifikation: <2,0 Defekte/1000 Karosserien; Weltklasse: <0,5 Defekte/1000 Gehäuse. Düsenlebensdauer: Betriebsstunden zwischen dem Austausch, normalisiert nach Durchflussvolumen. Ziel: >8.000 Stunden für Keramik, >3.000 Stunden für Edelstahl.
7.3 Validierungsmethoden
Wasserempfindliches Papier: 100×150mm gelbe Papierblätter an 12–15 Körperstellen (einschließlich versenkter und umgekehrter Flächen) abkleben. Durchlaufen Sie einen Phosphatierungszyklus. Blaue Flecken zeigen eine feuchte Bedeckung an – streben Sie 95%+ blaue Fläche an.
Fluoreszierender Tracer: Gib 0,1–0,2 % fluoreszierender Farbstoff zur Phosphatlösung, führe den Körper durch den Zyklus, prüfe unter UV-Licht. Zeigt eine Bedeckung in Hohlräumen und Saumflanschen, die wasserempfindliches Papier nicht erreichen kann.
Beschichtungsgewichtskartierung: XRF- oder coulometrische Messung der Phosphatkristallmasse (g/m²). Spec-Bereich: 1,5–3,5 g/m² für Eisenphosphat, 0,8–2,0 g/m² für Zinkphosphat. Werte <1,0 g/m² deuten auf eine unzureichende Abdeckung hin; >4,0 g/m² auf übermäßige Überlappungen und chemische Abfälle.
! 6-XRF-Phosphatbeschichtung-Gewichtsabbildung
{kind=link}
8. FAQ
F1: Kann ich für alle Karosserietypen auf einer Mischmodellreihe dieselbe Düsenanordnung verwenden?
Ja, aber erwarten Sie 15–25 % chemischer Abfall bei kleineren Körpern. Ein besserer Ansatz ist eine adaptive Zonensteuerung mit SPS-ausgelösten Ventilbänken, die nur bei Körperbreiten über bestimmten Schwellenwerten aktiviert werden. Die Rückzahlungszeit beträgt 6–12 Monate für Linien mit ≥3 Karosserievarianten mit >200 mm Breitenvariation.
F2: Wie viel Druckabfall sollte ich entlang eines 2-Meter-Düsenkrümmers erwarten?
Für 40 mm Innendurchmesser bei 60 L/min Gesamtdurchfluss (typische 12-Düsen-Bank) ist mit einem Rückgang von 1,5–2,5 PSI von der ersten bis letzten Düse zu rechnen. Das ist akzeptabel, wenn man entsprechend entwirft – Spezifikationsdüsen am niedrigsten Druckpunkt des Ansaugrohrs, nicht am Pumpenauslass. Für Saugrohre >3 Meter verwenden Sie eine Mittelzufuhr- oder Doppelzuführungskonstruktion, um den Druckgradienten zu halbieren.
F3: Sollte ich Luftzerstäubung oder hydraulische Düsen zum Phosphatieren verwenden?
Hydraulisch, es sei denn, du hast eine ungewöhnliche Anforderung wie ultrafeine Tröpfchen (<100 Mikron) für Spezialbeschichtungen. Luftzerstäubende Düsen verbrauchen Druckluft (0,15–0,4 m³/min pro Düse bei 60–80 PSI), erhöhen die Komplexität und erzeugen feinere Tröpfchen, die vor ausreichendem chemischem Kontakt verdampfen. Die einzige Automobilanwendung, bei der wir Luftatomisierung empfehlen, ist die Endspülung mit DI für fleckenfreie Trocknung, und selbst dann nur für Premium-Modelle.
F4: Woran erkenne ich, wann Düsen ausgetauscht werden müssen – Durchflussrate oder Sprühwinkel?
Beides, wobei der Winkel für die Deckung wichtiger ist. Eine Düse, die 15 % hoch strömt, aber den Sprühwinkel beibehält, kann trotzdem eine akzeptable Abdeckung bieten (nur Abfallchemikalie). Eine Düse, die 10 % hoch fließt, aber einen Winkelverlust von 10° hat, erzeugt trockene Streifen. Praktische Regel: Ersetzen, wenn die Durchflussrate ±12 % überschreitet oder der Sprühwinkel >8° von der Spezifikation abfällt, je nachdem, was zuerst eintritt.
F5: Wie hoch ist die Rendite beim Umstieg von Edelstahl auf Keramikdüsen beim Phosphatieren?
Keramische Düsen kosten im Voraus 3–5 × mehr (120–180 $ gegenüber 30–50 $ pro Düse), halten aber 3–4 × länger in abrasiven Phosphatschlämlern. Für eine 24-Düsen-Phosphatierungszone mit 5.000 Stunden pro Jahr:
- Edelstahl: Alle 3.000 Stunden austauschen = 40 Düsen/Jahr × 40 $ = 1.600 $ pro Jahr + 8 Stunden Arbeit
- Keramik: Alle 10.000 Stunden austauschen = 12 Düsen/Jahr × 150 $ = 1.800 $ pro Jahr + 2,5 Stunden Arbeit
Keramik hat etwas höhere Materialkosten, aber 70 % weniger Arbeitskraft und 60 % weniger Ausfallzeiten. Zusätzlicher Vorteil: Stabilere Sprühmuster zwischen den Austauschen verringern die Fehlerraten.
F6: Kann ich eine bestehende Leitung nachrüsten, um die Abdeckung zu verbessern, ohne die Anzahl der Düsen zu ändern?
Oft ja, durch Neupositionierung und Zonenkontrolle. Wir haben eine Kollektion aus dem Jahr 2015 von 84 % auf 95 % nachgerüstet, indem wir Folgendes durch:
- Versetzt gegnerische Bösen um 150 mm (2 Stunden Arbeit)
- Neigen der oberen Düsen um 12° nach unten (1 Stunde)
- Hinzufügen von Zonenkontrollmagneten für äußere Düsenpaare (3.500 $ Teile + 6 Stunden Installation)
Gesamtkosten 5.200 $ und 9 Stunden Leerlauf, im Vergleich zu 45.000+ $ für ein komplettes Bank-Redesign. Der Chemikalienverbrauch sank innerhalb des ersten Monats um 19 %.
9. Fazit und weitere Maßnahmen
Die optimale Düsenanordnung bei der Phosphatierung von Automobilen ist ein technisches Problem mit messbaren Lösungen. Wichtige Prinzipien, die Sie beachten sollten:
Die Abdeckung übertrifft die Durchflussrate. Eine Düse mit hohem Durchfluss, die in die falsche Richtung sprüht, bringt nichts. Kartiere zuerst die Körpergeometrie und berechnen Sie dann die Anordnung, die nötig ist, um jede Oberfläche aus mindestens zwei Winkeln zu erreichen.
Überlappungsverhältnis ist ein Kompromiss. 30–40 % Überlappung verschwendet weniger Chemikalien, birgt aber das Risiko von trockenen Streifen durch abgenutzte oder verstopfte Düsen. 50–60 % Überschneidung ist verschwenderisch, aber verzeihend gegenüber Systemvariationen. Wir empfehlen eine Überschneidung von 40 % mit der vierteljährlichen Düsenverifikation – dies wiegt die chemischen Kosten gegen das Fehlerrisiko ab.
Mehrstufige gestaffelte Banken sind der vor Ort bewährte Standard für OEM-Qualitäts-Phosphatierung. Einstufige Inline-Arrangements kosten zunächst weniger, erfordern aber 30–40 % mehr Chemikalien für eine gleichwertige Abdeckung und führen zu höheren Fehlerraten.
Verschleißüberwachung verhindert einen stillen Abbau. Die Durchflussrate der Düsen steigt, während der Sprühwinkel sich verengt – verfolgen Sie beides, ersetzen Sie basierend auf Winkelverlust. Keramische oder Karbid-Einsätze erstrecken sich in abrasiven Chemikalien um 3–4 ×.
Adaptive Zonensteuerung zahlt sich innerhalb eines Jahres aus bei gemischten Modelllinien mit ≥3 Karosserievarianten und >200 mm Breitenvariation. Es ist kein Premium-Feature mehr – es ist Standardpraxis für chemische Effizienz.
Nächste Schritte
-
Überprüfen Sie Ihre aktuelle Anlage: Kartieren Sie die tatsächliche Abdeckung mit wasserempfindlichem Papier oder fluoreszierendem Tracer. Vergleichen Sie das mit dem mehrstufigen gestaffelten Benchmark.
-
Berechnen Sie Ihr Überlappungsverhältnis: Messen Sie Abstandsabstand und Sprühwinkel bei Betriebsdruck (nicht Katalogdruck). Verwenden Sie die Formel S = W × (1 - O), um festzustellen, ob Sie über- oder unterüberlappen.
-
Überprüfen Sie den Verschleißzustand der Düse: Ziehen Sie 3–4 repräsentative Düsen heraus, messen Sie die Durchflussrate und das Sprühmuster. Wenn der Winkel um >8° verschlechtert ist oder der Durchfluss ±12 % überschreitet, planen Sie den Austausch.
-
Chemische Abfälle schätzen: Vergleichen Sie Ihren Verbrauch (L/m² Körperfläche) mit dem Benchmark von 0,08–0,12 L/m². Jeder Überschuss von 0,01 L/m² kostet etwa 0,15–0,25 US-Dollar pro Körper an chemischen Ausgaben.
-
Anfordern Sie Anwendungsunterstützung: Für komplexe Körpergeometrien oder Hochmischungslinien wenden Sie sich an den Feldanwendungsingenieur Ihres Düsenlieferanten zur Sprühmustersimulation und Optimierung der Anordnung. Dieser Service ist typischerweise bei Bestellungen >15.000 $ enthalten.
Benötigen Sie eine Abdeckungsprüfung oder ein Nachrüstdesign? Dokumentieren Sie Ihr aktuelles Ansaugrohrlayout (Düsenpositionen, Winkel, Drücke), Karosseriemaße und Defektstandorte. Nutze dies als Grundlage für Simulation oder Überprüfung durch Dritte.