





Inkonsistente Beschichtungsdicke? Wie man den Zusammenhang zwischen Druckschwankungen und Düsenverschleiß diagnostiziert
Zweck: Dieser Leitfaden führt Sie durch einen systematischen Ansatz zur Identifizierung und Behebung von Beschichtungsdickeninkonsistenzen, die durch Druckinstabilität und Düsenverschleiß verursacht werden – zwei der häufigsten, aber häufig falsch diagnostizierten Probleme bei Sprühbeschichtungen.
- 1. 1. Einleitung: Warum die Beschichtungsdicke variiert und was sie Sie kostet
- 2. 2. Verständnis des Fluss-Druck-Verschleiß-Dreiecks
- 2.1. 2.1 Das Quadratwurzelgesetz der hydraulischen Düsen
- 2.2. 2.2 Wie der Verschleiß der Düse den Durchflusskoeffizienten K verändert
- 2.3. 2.3 Warum Druck und Verschleiß miteinander interagieren
- 3. 3. Druckschwankungen: Ursachen und Erkennungsmethoden
- 3.1. 3.1 Häufige Ursachen für Druckinstabilität
- 3.2. 3.2 Erkennungs- und Messprotokoll
- 3.3. 3.3 Schneller Feldtest
- 4. 4. Düsenverschleiß: Wie die Vergrößerung der Öffnung alles verändert
- 4.1. 4.1 Mechanismen des Düsenverschleißes
- 4.2. 4.2 Wie sich der Verschleiß in der Beschichtungsleistung äußert
- 4.3. 4.3 Felddaten: Verschleißraten nach Düsenmaterial
- 5. 5. Diagnoseprotokoll: Isolierung von Druck- und Verschleißproblemen
- 5.1. 5.1 Baseline-Durchflusstest (Neue Düse)
- 5.2. 5.2 In-Service-Durchflusstest (verdächtige Düse)
- 5.3. 5,3 Druckvariationstest
- 5.4. 5.4 Bewertung des Sprühmusters
- 5.5. 5.5 Entscheidungsmatrix
- 6. 6. Materialauswahl und Verschleißlebensökonomie
- 6.1. 6.1 Berechnung der Gesamtbesitzkosten (TCO)
- 6.2. 6.2 Wann man günstigere Materialien wählen sollte
- 7. 7. Vorbeugender Wartungsplan und Akzeptanzkriterien
- 7.1. 7.1 Empfohlene Inspektionsintervalle
- 7.2. 7.2 Dokumentation und Rückverfolgbarkeit
- 7.3. 7.3 Akzeptanzkriterien für die fortgesetzte Nutzung
- 8. 8. FAQ
- 8.1. F1: Kann ich einfach den Druck erhöhen, um eine abgenutzte Düse auszugleichen?
- 8.2. F2: Woran erkenne ich, ob meine Druckschwankung "normal" ist?
- 8.3. F3: Meine Düsen verschleißen sich in 100 Stunden, aber der Hersteller sagt, sie sollten 500 Stunden halten. Warum?
- 8.4. F4: Gibt es eine Möglichkeit, abgenutzte Düsen zu überholen?
- 8.5. F5: Wie entscheide ich mich zwischen Wolframkarbid und Siliziumkarbid?
- 8.6. F6: Kann der Verschleiß der Düse Sicherheitsprobleme verursachen?
- 9. 9. Fazit und nächste Schritte
1. Einleitung: Warum die Beschichtungsdicke variiert und was sie Sie kostet
Die Inkonsistenz der Beschichtungsdicke ist eines der am häufigsten berichteten Qualitätsprobleme bei Rollbeschichtungen, Sprühkabinen und Webbeschichtungen. Wenn die Trockenfilmdicke um mehr als ±10 % vom Ziel abweicht, stehen Sie vor erhöhten Nachbearbeitungsraten, Abfällen von Beschichtungsmaterial und möglicher Produktablehnung. In Automobilklarlacklinien beispielsweise kann eine 15-Mikron-Varianz den Unterschied zwischen Bestehen und Nicht bestehen bei Glanzmessungen bedeuten.
In unserer Felderfahrung in Dutzenden von Beschichtungsanlagen haben wir etwa 60 % der unerklärlichen Dickenvariation auf zwei miteinander zusammenhängende Faktoren zurückgeführt: Schubdruckschwankungen und progressiven Düsenverschleiß. Diese Probleme treten oft zusammen auf, weil abgenutzte Düsen Druckprobleme überdecken und instabiler Druck den Verschleiß beschleunigt.
Dieser Leitfaden bietet einen schrittweisen diagnostischen Rahmen, um:
- Unterscheidung zwischen druckgetriebenen und verschleißgetriebenen Dickenvariationen
- Quantifizierung der wirtschaftlichen Auswirkungen eines verzögerten Düsenwechsels
- Legen Sie vorausschauende Wartungsintervalle auf Basis der Eigenschaften Ihres Beschichtungsmediums fest
- Düsenmaterialien auswählen, die die Gesamtbesitzkosten bei abrasiven oder korrosiven Flüssigkeiten minimieren
Am Ende haben Sie ein replizierbares Protokoll, um Beschichtungsinkonsistenzen zu beheben und datenbasierte Entscheidungen zum Zeitpunkt des Düsenaustauschs zu treffen.
2. Verständnis des Fluss-Druck-Verschleiß-Dreiecks
Bevor man mit der Diagnose beginnt, ist es entscheidend, die grundlegende Beziehung zwischen Durchflussrate, Druck und Düsenverschleiß zu verstehen. Viele Betreiber gehen davon aus, dass ein Druckabfall von 20 % eine Verringerung des Durchflusses um 20 % bedeutet – das ist falsch und führt zu einer Fehldiagnose.
2.1 Das Quadratwurzelgesetz der hydraulischen Düsen
Für hydraulische (nicht luftunterstützte) Düsen wird die Durchflussrate Q durch Folgendes bestimmt:
Q = K × √P
Wobei:
- Q = Durchflussrate (Liter pro Minute oder Gallonen pro Minute)
- K = Düsenstromkoeffizient (eine Konstante für eine gegebene Öffnungsgröße und -geometrie)
- P = Versorgungsdruck (bar oder PSI)
Wichtige Erkenntnis: Wenn der Druck von 40 PSI auf 30 PSI (ein Rückgang von 25 %) sinkt, sinkt der Durchfluss nur um √ (30/40) ≈ 0,866, also etwa 13,4 %. Umgekehrt, wenn du versuchst, eine abgenutzte Düse durch Erhöhung des Drucks von 40 auf 60 PSI auszugleichen, steigt der Durchfluss nur um √(60/40) ≈ 1,225 oder 22,5 % – nicht um die 50 %, die du erwarten würdest.
2.2 Wie der Verschleiß der Düse den Durchflusskoeffizienten K verändert
! Vergleich von 1 abgetragener Düseöffnung
{kind=link}
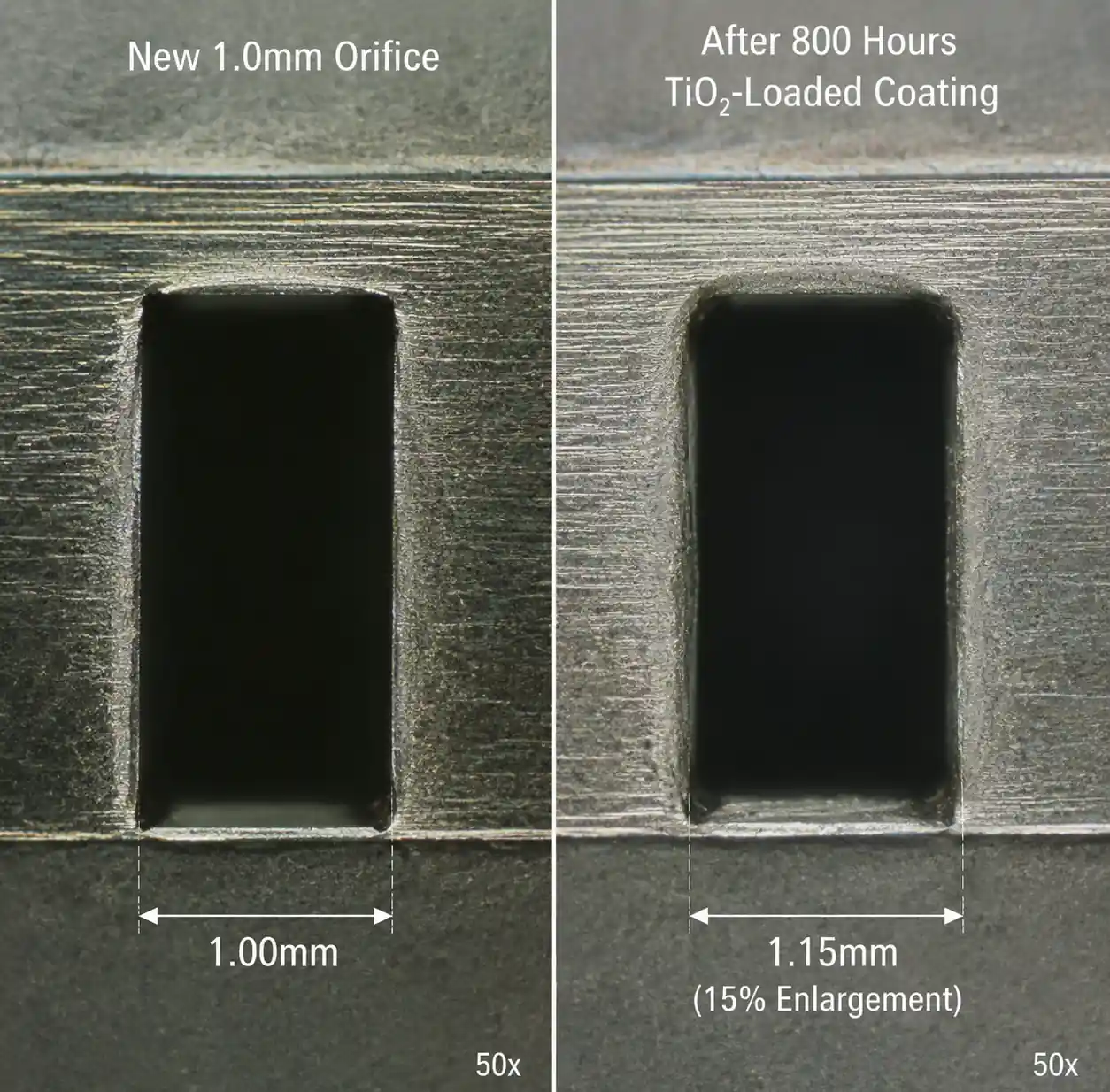
Wenn die Düsenöffnung durch Abrasivverschleiß erodiert oder vergrößert, steigt der Durchflusskoeffizient K an. Eine Vergrößerung des Öffnungsdurchmessers um 10 % führt typischerweise zu einer etwa 20 % Erhöhung der Durchflussrate bei demselben Druck, da die Durchflussfläche mit dem Quadrat des Durchmessers skaliert.
Beispiel aus dem Feld:
Wir maßen eine flache Lüfterdüse in einer wassergetragenen Beschichtungsleitung nach 800 Stunden Betrieb mit einer TiO₂-belasteten Grundlackierung. Der Durchmesser der Öffnung vergrößerte sich von 1,0 mm auf 1,15 mm (15 % Vergrößerung). Bei 30 PSI stieg der Durchfluss von 0,85 LP auf 1,18 LPM – ein Anstieg von 39 %. Der Bediener hatte den Druck auf 20 PSI reduziert, wodurch der Durchfluss wieder auf 0,96 LPM reduziert wurde, was den Sprühwinkel von 80° auf etwa 65° verengte, was zu Streifendefekten an den Webkanten führte.
2.3 Warum Druck und Verschleiß miteinander interagieren
Abgenutzte Düsen reagieren empfindlicher auf Druckschwankungen, da die größere Öffnung weniger Durchflusswiderstand bietet. Eine Druckschwankung von ±2 PSI, die ±7 % Durchflussvariation in einer neuen Düse verursacht, kann ±10 % Variation in einer abgenutzten Düse mit 20 % Öffnungsvergrößerung verursachen. Zusätzlich können höhere Geschwindigkeiten durch die vergrößerte Öffnung die Erosion in einer Rückkopplungsschleife beschleunigen.
3. Druckschwankungen: Ursachen und Erkennungsmethoden
3.1 Häufige Ursachen für Druckinstabilität
Aus unserer diagnostischen Arbeit in Beschichtungsanlagen sind die häufigsten Ursachen:
- Pumpenkavitation oder Luftaufnahme – Insbesondere in Umlaufsystemen, bei denen der Rückfluss Blasen einführt. Zu den Symptomen zählen unregelmäßige Bewegungen der Nadel des Druckmessgeräts und hörbares Pumpengeräusch.
- Unterdimensionierte oder verstopfte Zuleitungsfilter – Ein 100-Gitter-Filter, der mit getrockneten Beschichtungspartikeln geladen ist, kann einen Druckabfall von 5–15 PSI verursachen, und der Verlust steigt, wenn der Filter während einer Schicht belastet ist.
- Hysterese des Druckreglers – Kostengünstige federbelastete Regler können eine Hysterese von ±3 PSI haben; elektronische Regler reduzieren dies auf ±0,2 PSI.
- Gemeinsamer Versorgungsverteiler mit schlechter Durchflussbalancering – Wenn mehrere Sprühzonen aus einem Ansaugrohr ohne individuelle Druckkompensation ziehen, nehmen Durchflussnachfragespitzen in einer Zone den Druck von anderen.
- Temperaturgesteuerte Viskositätsänderungen – Ein Temperaturanstieg um 10°C kann die Viskosität der Beschichtung um 20–40 % reduzieren, wodurch sich die Strömungseigenschaften und der effektive Systemdruck verändern.
3.2 Erkennungs- und Messprotokoll
{kind=link}
Schritt 1: Installieren Sie einen hochauflösenden Druckmesser (mindestens 0,1 PSI Auflösung) am Düseneinlass oder so nah wie möglich. Verlassen Sie sich nicht ausschließlich auf eine Anzeige an der Pumpe – Leitungsverluste können erheblich sein.
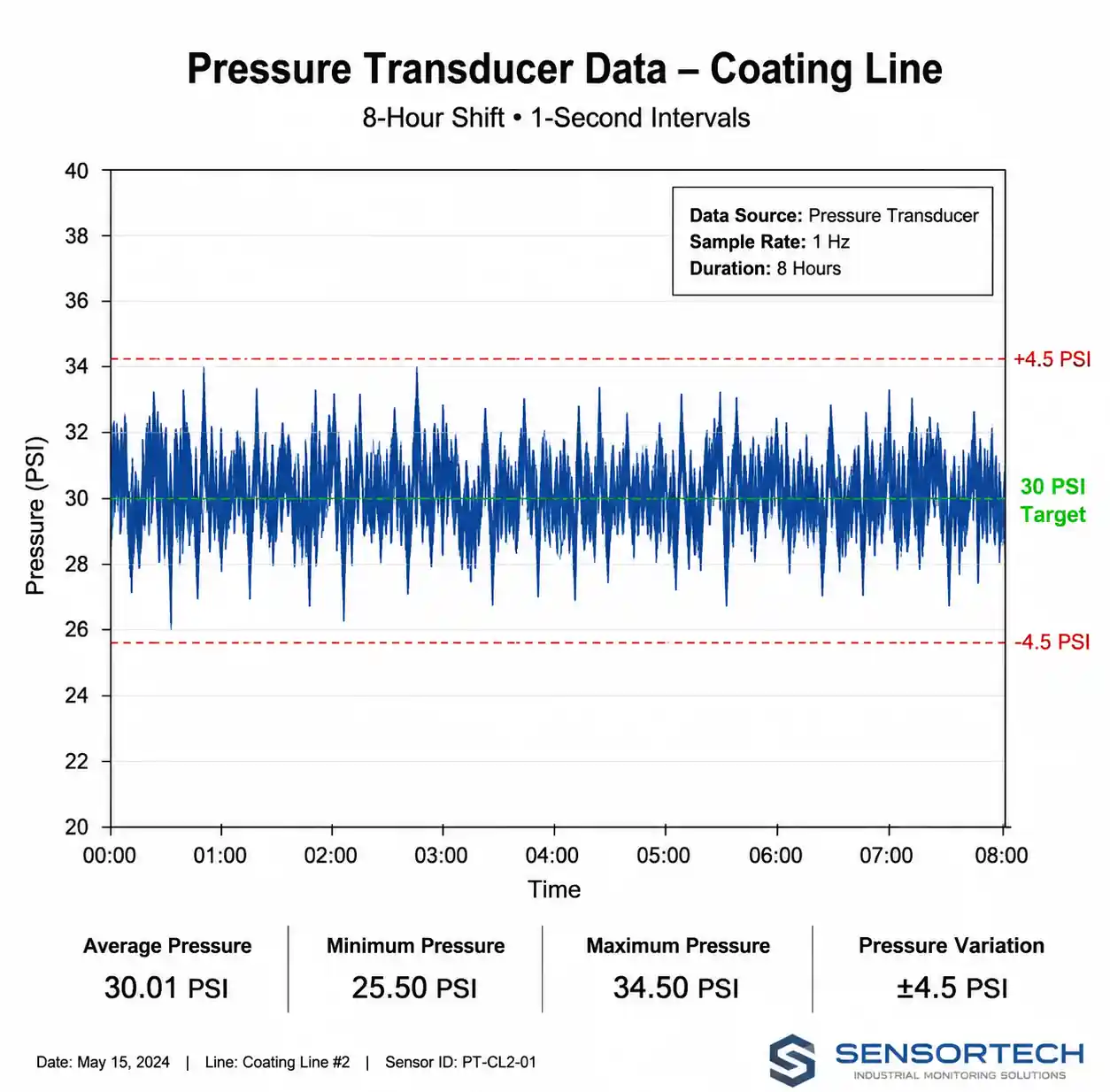
Schritt 2: Loggen Sie den Druck kontinuierlich über eine komplette Produktionsschicht in 1-Sekunden-Intervallen (oder schneller, wenn Sie schnelle Schwankungen vermuten). Viele Betreiber prüfen den Druck nur beim Start und übersehen dabei den Drift in der Schicht.
Schritt 3: Berechnen Sie Druckstatistiken:
- Mittlerer Druck
- Standardabweichung
- Min/Max-Bereich
- Variationskoeffizient (CV = Standardabweichung / Mittelwert)
Zulassungskriterien:
Für Beschichtungsverfahren, die ±5 % Dickenkontrolle erfordern, sollte der Druck-CV unter 2 % liegen. Für ±10 % Dickentoleranz ist CV unter 5 % akzeptabel.
Schritt 4: Kreuzkorrelieren Sie Druckprotokoll mit Beschichtungsdickenmessungen. Wenn die Dickenschwankung die Druckschwankung mit Zeitverzögerung begleitet (einschließlich der Spurzeit), ist der Druck der dominierende Faktor.
3.3 Schneller Feldtest
Wenn Ihnen keine Logging-Ausrüstung fehlt, führen Sie diesen manuellen Test durch:
- Setzen Sie den Zieldruck ein (z. B. 30 PSI) und zeichnen Sie die Düsendurchflussrate auf, indem Sie das Sprühwasser für 30 Sekunden in einen abgestuften Zylinder aufnehmen.
- Künstlich den Druck ±10 % (27 PSI und 33 PSI) verändern und den Durchfluss neu messen.
- Vergleichen Sie gemessene Flussänderungen mit der theoretischen √P-Beziehung. Wenn die gemessene Veränderung die Theorie deutlich überschreitet, wird Lufteinzug oder Zweiphasenstrom vermutet.
4. Düsenverschleiß: Wie die Vergrößerung der Öffnung alles verändert
4.1 Mechanismen des Düsenverschleißes
Der Verschleiß der Düsenöffnung tritt durch drei Hauptmechanismen auf:
- Erosive Abnutzung: Harte Partikel (TiO₂, Siliziumdioxid, Metallpigmente) treffen mit hoher Geschwindigkeit auf die Öffnungskante und entfernen mechanisch das Material. Die Verschleißrate skaliert mit der Härte, Konzentration und Geschwindigkeit der Partikel (ungefähr proportional zum Druck).
- Korrosive Abnutzung: Saure oder alkalische Beschichtungen greifen das Düsenmaterial chemisch an, besonders bei erhöhten Temperaturen.
- Kavitationserosion: Dampfblasenkollaps nahe scharfen Kanten (häufig bei sehr hohen Drücken oder bei Lösungsmitteln mit niedriger Viskosität) verursacht lokalisierte Grubenbildung.
Bei wassergestützten Beschichtungen mit einer Pigmentbelastung von 15–25 % dominiert erosive Abnutzung. Bei aggressiven chemischen Anwendungen (z. B. Einlege- oder Ätzsprüh) ist Korrosion der Haupttreiber.
4.2 Wie sich der Verschleiß in der Beschichtungsleistung äußert
{kind=link}
Wenn sich die Öffnung vergrößert, wirst du sehen:
- Erhöhte Durchflussrate bei konstantem Druck – Dies erhöht direkt die Dicke der Nassfilme.
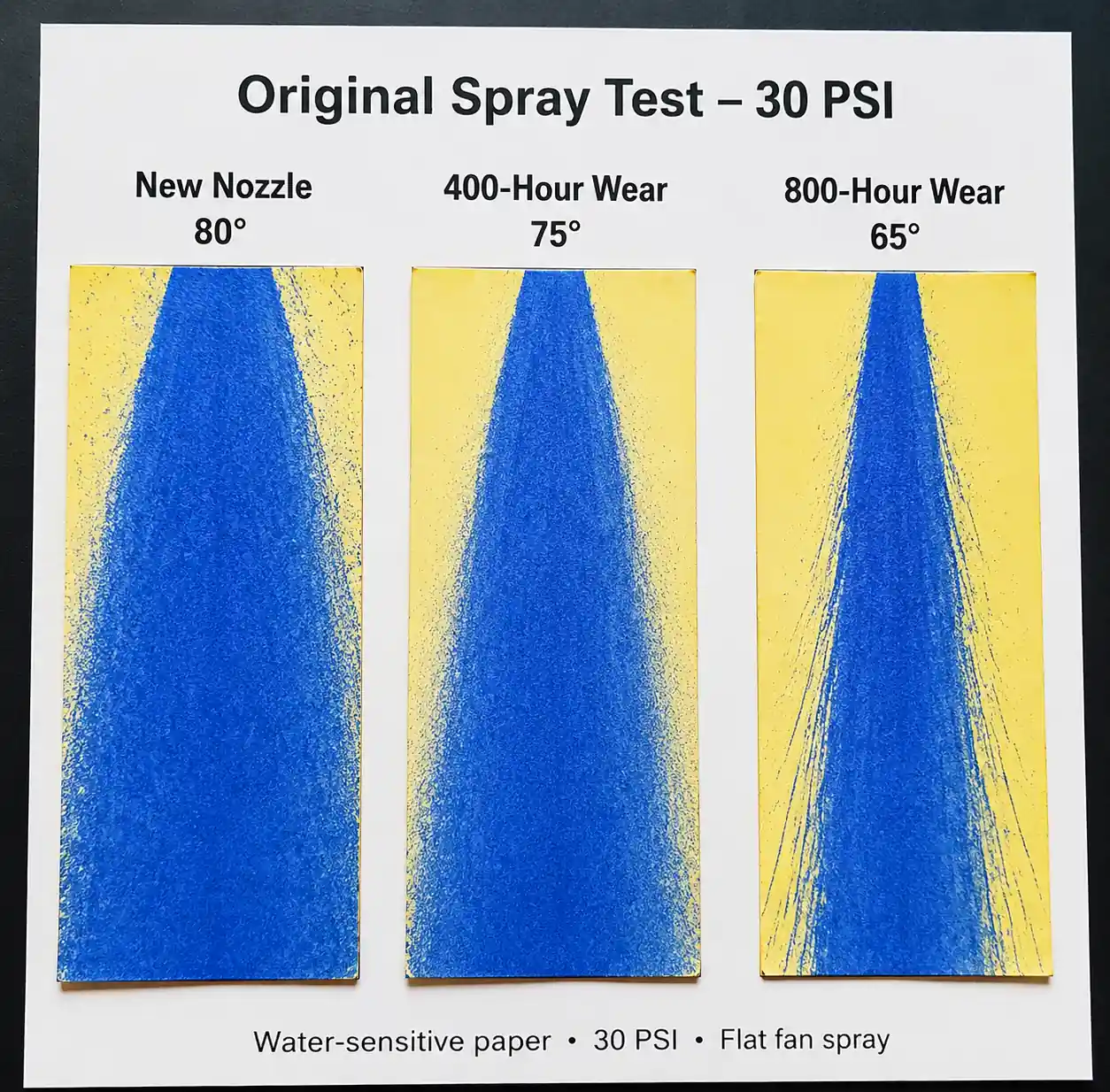
- Sprühwinkelverbreiterung oder Verengung – Hängt vom Düsentyp ab; Flache Fächer verengen sich oft, wenn die Öffnung weniger scharf wird, während volle Kegel sich verbreitern können.
- Verschiebung der Tröpfchengrößenverschiebung – Größere Öffnungen erzeugen in der Regel gröbere Tropfen, was die Atomisierungsqualität verringert und Orangenschalen- oder Sag-Defekte in der vertikalen Beschichtung erhöht.
- Sprühmusterverzerrung – Asymmetrische Abnutzung erzeugt eine ungleichmäßige Sprühverteilung, sichtbar als Streifen oder Streifendefekte.
4.3 Felddaten: Verschleißraten nach Düsenmaterial
Die folgende Tabelle fasst die relative Verschleißdauer unserer beschleunigten Schlammtests (20 % Aluminiumoxid, 3000 PSI, 500 Stunden) und Feldvalidierungen in Beschichtungslinien zusammen:
| Düsenmaterial | Mohs-Härte | Relative Verschleißlebensdauer | Kostenmultiplikator | Bester Anwendungsfall |
|---|---|---|---|---|
| 303 Edelstahl | ~5,5 | 1x (Baseline) | 1x | Nicht abrasiv, wasserbasiert, Low-Budget |
| Gehärteter 17-4 pH-Stahl | ~6,5 | 2–3x | 1,5x | Mäßige Schleifmittel, kurze Ersatzzyklen |
| Wolframkarbid | ~9 | 15–25x | 8–12x | Hoch abrasive Schlamm, lange Produktionsläufe |
| Siliziumkarbid-Keramik | ~9,5 | 20–30x | 6–10x | Abrasiv + korrosiv, aber spröde – vermeiden Sie Druckspitzen >70 PSI |
| Alumina-Keramik (99,5 %) | ~9 | 10–20x | 4–6x | Moderate Schleifmittel, kostenempfindlich, Temperaturschock vermeiden |
Beispiel für wirtschaftliches Breakeven:
Nehmen wir an, eine Edelstahldüse kostet 15 Dollar und hält 200 Stunden in deiner Beschichtung. Eine Wolframkarbid-Düse kostet 120 $ (8x), hält aber 4.000 Stunden (20x). Kosten pro Stunde: Edelstahl = 0,075 $ pro Stunde, Hartmetall = 0,03 $ pro Stunde. Carbide reduziert die Kosten um 60 %, außerdem vermeidest du 19 Wechsel und deren Ausfallzeiten.
Wenn deine Läufe jedoch kurz sind (saisonale Farbwechsel alle 100 Stunden), zahlt sich die Hartmetalldüse nie aus – bleib bei gehärtetem Stahl oder Aluminiumoxid.
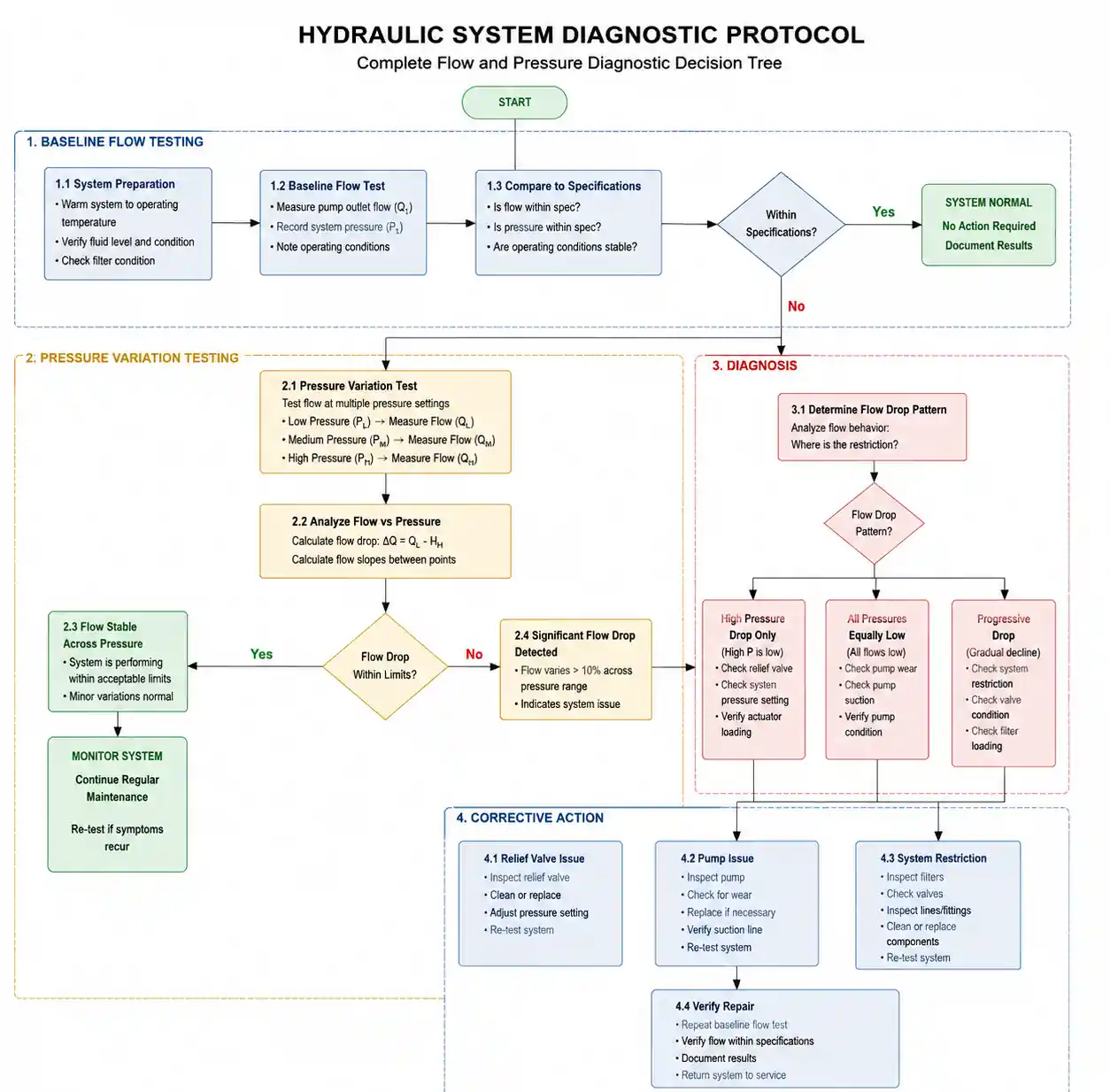
5. Diagnoseprotokoll: Isolierung von Druck- und Verschleißproblemen
Dies ist die zentrale Fehlerbehebungssequenz. Führe es methodisch aus, um Geisterjagd zu vermeiden.
5.1 Baseline-Durchflusstest (Neue Düse)
Ziel: Stellen Sie mit einer bekannten Düse eine Referenzdurchflussrate bei Ihrem Betriebsdruck fest.
Vorgehen:
- Installieren Sie eine neue Düse mit der richtigen Spezifikation (überprüfen Sie die Öffnungsgröße mit Stiftanzeigen, falls vorhanden).
- Stellen Sie den Systemdruck mit dem Druckmesser am Düseneinlass auf Ihren Ziel-Sollwert (z. B. 30 PSI) ein.
- Sammeln Sie den Sprühausgang genau 60 Sekunden lang in einem Behälter (verwenden Sie eine Stoppuhr). Messen Sie das Volumen in mL oder Unzen.
- Berechnen Sie die Durchflussrate Q₀ in LPM oder GPM.
- Zeichnen Sie das Sprühmuster auf wasserempfindlichem Papier oder auf einem Testpanel – fotografieren Sie es für den späteren Vergleich.
Daten zum Protokoll:
- Teilenummer der Düse, Seriennummer (falls zutreffend), Einbaudatum
- Gemessener Durchfluss Q₀ bei Druck P₀
- Sprühwinkel (wenn möglich mit Winkelmesser messen)
- Musterqualität (einheitlich, streifenhaft usw.)
5.2 In-Service-Durchflusstest (verdächtige Düse)
Wiederholen Sie das oben beschriebene Durchflusstestverfahren mit der derzeit in Betrieb befindlichen Düse. Vergleichen Sie Q_current mit Q₀.
Interpretation:
- Q_current / Q₀ < 0,95: Mögliche partielle Verstopfung (Düse prüfen, Filterzustand prüfen).
- 0,95 ≤ Q_current / Q₀ ≤ 1,10: Die Düse liegt innerhalb der zulässigen Verschleißtoleranz.
- Q_current / Q₀ > 1,10: Erheblicher Verschleiß vermutet – weiter zu Schritt 5,3.
- Q_current / Q₀ > 1,25: Starker Verschleiß – sofortiger Austausch empfohlen.
Hinweis zu Verstopfung vs. Verschleiß: Wenn der Durchfluss niedriger als der Ausgangswert ist, entferne die Düse und inspiziere die Öffnung unter Vergrößerung. Verstopfungen zeigen Ablagerungen von Fasern; Verschleiß zeigt eine glatte, vergrößerte Geometrie.
5,3 Druckvariationstest
Ziel: Bestimmen Sie, ob allein Druckinstabilität Dickenschwankungen erklären kann.
Vorgehen:
- Während die verdächtige Düse noch eingebaut ist, wird der Druck während des normalen Beschichtungsbetriebs kontinuierlich 30 Minuten lang protokolliert.
- Gleichzeitig die Beschichtungsdicke an 10 gleichmäßig verteilten Punkten über die Webbreite alle 5 Minuten messen (insgesamt 60 Datenpunkte).
- Berechnen Sie den Korrelationskoeffizienten zwischen Druck und Dicke.
Interpretation:
- Korrelation > 0,7: Druckvariation ist ein Haupttreiber – Fokus auf die Stabilisierung des Zulaufdrucks (Pumpe, Regler prüfen, Filter).
- Korrelation < 0,4: Die Dickenvariation ist wahrscheinlich auf Düsenverschleiß oder Musterverzerrung zurückzuführen – der Druck ist stabil genug.
- 0,4 < Korrelation < 0,7: Beide Faktoren tragen dazu bei—zuerst den Druck adressieren (günstiger und schneller), dann die Düse neu bewerten.
5.4 Bewertung des Sprühmusters
{kind=link}
Die Sichtprüfung zeigt Probleme, die allein die Durchflussrate nicht ermöglicht:
- Sprühen Sie die Düse für 2 Sekunden auf wasserempfindliches Papier im Abstandsabstand der Konstruktion.
- Vergleichen Sie mit dem Basismuster aus Schritt 5.1.
- Suchen Sie nach:
- Asymmetrie oder "Tailing" – Zeigt auf ungleichmäßigen Verschleiß an der Öffnung oder Schäden an der inneren Flügel.
- Verengter Sprühwinkel – Häufig bei abgenutzten flachen Lüfterdüsen; Verringert die Kantenabdeckung.
- Grobe Tröpfchen oder "Spucken" – Vergrößerte Öffnung reduziert die Atomisierungsenergie.
Zulassungskriterien:
Wenn sich der Sprühwinkel um mehr als ±5° verändert hat oder das Muster sichtbare Streifen zeigt, wird die Düse unabhängig vom Durchflusstestergebnis ausgetauscht. Musterfehler verursachen direkt Beschichtungsfehler, die in Durchschnittsdickenmessungen möglicherweise nicht sichtbar sind.
5.5 Entscheidungsmatrix
| Durchflusserhöhung | Druck-CV | Schnittmusterqualität | Diagnose | Aktion |
|---|---|---|---|---|
| <10% | <2% | Gut | Normalbetrieb | Überwachung fortsetzen |
| >15% | <2% | Verzerrt | Fortgeschrittener Düsenverschleiß | Düse sofort austauschen |
| >25% | Irgendeine | Irgendeine | Starke Abnutzung | Notfall-Düsenaustausch, prüfen Sie die Ursache des beschleunigten Verschleißes |
6. Materialauswahl und Verschleißlebensökonomie
Die Wahl des richtigen Düsenmaterials ist ein wirtschaftliches Optimierungsproblem, nicht nur eine Frage der Leistung.
6.1 Berechnung der Gesamtbesitzkosten (TCO)
! Vergleich von 5-Düsen-Material-Verschleiß
{kind=link}
Die TCO umfasst:
- Anfangsdüsenkosten – Ankaufspreis pro Stück
- Ersatzarbeitskosten – Ausfallzeit + Technikerzeit (oft 50–150 $ pro Umrüstung)
- Beschichtungsabfälle während des Starts – Off-Spec-Produktion während der Durchflussstabilisierung nach Düsenwechsel
- Qualitätsverlustrisiko – Defekte durch abgenutzte Düsen, die der Inspektion entgehen
Beispielberechnung:
Angenommen, eine Beschichtungslinie läuft 6.000 Stunden pro Jahr. Die Ausfallzeitkosten betragen 200 Dollar pro Stunde. Die Arbeitszeit für den Düsenwechsel beträgt 0,5 Stunden bei 80 $ pro Stunde.
| Material | Düsenkosten | Leben (Stunden) | Änderungen/Jahr | Arbeit/Jahr | Erholungszeit/Jahr | Düsenkosten/Jahr | Gesamt-TCO/Jahr |
|---|---|---|---|---|---|---|---|
| Edelstahl | 15 $ | 300 | 20 | 800 $ | 2.000 $ | 300 $ | 3.100 $ |
| Gehärteter Stahl | 25 $ | 750 | 8 | 320 $ | 800 $ | 200 $ | 1.320 $ |
| Wolframkarbid | 120 $ | 5.000 | 1.2 | 48 $ | 120 $ | 144 $ | 312 $ |
Ergebnis: Wolframkarbid reduziert die TCO um 90 %, obwohl es pro Einheit achtmal teurer ist. Das Break-Even-Verhältnis erfolgt bereits nach 1.500 Betriebsstunden.
6.2 Wann man günstigere Materialien wählen sollte
Karbid ist nicht immer optimal:
- Kurze Kampagnenlängen: Wenn Sie alle 200 Stunden Farbe oder Formulierung wechseln, erreicht die Düse nie ihre Verschleißdauer – verwenden Sie gehärteten Stahl.
- Risiko für mechanische Schäden: In automatisierten Systemen mit häufigem Düsenkontakt oder starken Vibrationen können spröde Keramiken reißen – Edelstahl ist möglicherweise sicherer.
- Budgetbeschränkungen bei Mehrfach-Düsen-Arrays: Eine 50-Düsen-Spritzleiste, die 6.000 US-Dollar im Voraus für Hartmetall gegenüber 750 US-Dollar für Edelstahl benötigt, kann die CapEx-Zulassung überschreiten – erwägen Sie zunächst gestufte Upgrades an den Positionen mit dem höchsten Verschleiß.
7. Vorbeugender Wartungsplan und Akzeptanzkriterien
Der Austausch der reaktiven Düse (warten auf sichtbare Mängel) ist teuer. Wechsel zu predictive maintenance.
7.1 Empfohlene Inspektionsintervalle
| Beschichtungstyp | Inspektionsfrequenz | Durchflusstestfrequenz | Ersatzabzug |
|---|---|---|---|
| Wasserbasiert, feststoffarme | Alle 500 Stunden | Alle 1.000 Stunden | Durchflusserhöhung >15 % |
| Lösungsmittelbasierte, mittlere Feststoffe | Alle 300 Stunden | Alle 600 Stunden | Durchflusserhöhung >12 % |
| Hochfeststoffe, abrasiv (TiO₂, Metallflocken) | Alle 200 Stunden | Alle 400 Stunden | Durchflusserhöhung >10 % oder Musterverzerrung |
| korrosiv oder hochtemperaturbeständig | Alle 250 Stunden | Alle 500 Stunden | Sichtbare Korrosion oder Strömungszunahme >12 % |
Inspektionsverfahren:
- Visuelle Inspektion auf Risse, Korrosion oder Ablagerungen.
- Durchflusstest bei Standarddruck (Vergleich zum Ausgangsniveau Q₀).
- Sprühmustertest auf wasserempfindlichem Papier.
{kind=link}
7.2 Dokumentation und Rückverfolgbarkeit
Führen Sie ein Düsenlogbuch (digital oder auf Papier) mit:
- Düsen-ID (Position im Sprühbalken, z. B. "Zone 2, Düse 5")
- Installationsdatum und Stundenanzeige des Zählers
- Basisdurchflussrate Q₀ bei der Installation
- Inspektionsergebnisse (Datum, Durchflussrate, Musterqualität)
- Entfernungsdatum und Gesamtdienstzeit
- Grund für die Entfernung (geplanter Ersatz, vorzeitiges Scheitern oder Kampagnenende)
Diese Daten ermöglichen es Ihnen, die tatsächlichen Verschleißraten für Ihre spezifische Beschichtungschemie zu berechnen und die Austauschintervalle zu verfeinern.
7.3 Akzeptanzkriterien für die fortgesetzte Nutzung
Bediene eine Düse nicht weiter, wenn:
- Die Durchflussrate ist um >15 % gegenüber dem Ausgangsniveau gestiegen (>10 % bei kritischen Anwendungen)
- Der Sprühwinkel hat sich um >±5° verändert
- Sichtbare Musterverzerrung (Streifen, Tailing oder Asymmetrie)
- Alle Risse oder Korrosion, die unter 10-facher Vergrößerung sichtbar sind
- Die Variation der Beschichtungsdicke überschreitet die Kapazitätsgrenzen des Prozesses
Selbst wenn die Düse "noch funktioniert", erhöht der Betrieb außerhalb dieser Grenzen die Schrottrate und besteht das Risiko eines katastrophalen Musterfehlers mitten in der Produktion.
8. FAQ
F1: Kann ich einfach den Druck erhöhen, um eine abgenutzte Düse auszugleichen?
Nein. Während eine Druckerhöhung den Durchfluss etwas verringert (denken Sie daran, Q ∝ √P, nicht Q ∝ P), verändert sie auch den Sprühwinkel, die Tropfengröße und die Aufprallkraft. Du maskierst das Symptom, behebest nicht die eigentliche Ursache. Außerdem beschleunigt ein höherer Druck den weiteren Verschleiß.
F2: Woran erkenne ich, ob meine Druckschwankung "normal" ist?
Für Beschichtungsanwendungen, die eine Dickenkontrolle von ±5 % erfordern, sollte der Druck-CV (Variationskoeffizient) <2 % betragen. Alles über 5 % Lebenslauf ist problematisch. Verwenden Sie einen Datenlogging-Druckwandler, keine Nadelmessgeräte, um dies genau zu messen.
F3: Meine Düsen verschleißen sich in 100 Stunden, aber der Hersteller sagt, sie sollten 500 Stunden halten. Warum?
Die meisten Herstellerspezifikationen gehen von sauberem Wasser oder niedrig-abrasiven Flüssigkeiten aus. Wenn Sie eine Beschichtung mit 20 % TiO₂-Pigment besprühen, kann die Verschleißrate 5–10-mal schneller sein. Prüfe auch auf Druckspitzen, Kavitation oder chemische Inkompatibilität.
F4: Gibt es eine Möglichkeit, abgenutzte Düsen zu überholen?
Für Großbohrungsdüsen (>2 mm Öffnung) bieten einige Hersteller Dienstleistungen zur Bearbeitung der Öffnung an. Bei präzisen Feinsprühdüsen (<1 mm) ist das in der Regel nicht kostengünstig – ein Austausch ist günstiger als eine Generalüberholung.
F5: Wie entscheide ich mich zwischen Wolframkarbid und Siliziumkarbid?
Beide bieten eine ausgezeichnete Verschleißfestigkeit. Wolframkarbid ist widerstandsfähiger (weniger spröde) und besser für Hochdruckanwendungen oder Systeme mit Druckspitzen. Siliziumkarbid ist in sauren Medien besser korrosionsbeständig. Wenn sowohl Verschleiß als auch Korrosion Bedenken darstellen, wird Siliziumkarbid bevorzugt; Wenn nur Abschliff, ist Wolframkarbid robuster.
F6: Kann der Verschleiß der Düse Sicherheitsprobleme verursachen?
Ja. In Hochdrucksystemen (>1.000 PSI) kann eine stark abgenutzte Düse katastrophal ausfallen und einen Hochgeschwindigkeits-Flüssigkeitsstrahl freisetzen. Bei brennbaren Beschichtungen kann dies eine Zündquelle oder eine Explosionsgefahr durch Nebel darstellen. Ersetzen Sie die Düsen immer, bevor sie das Lebensende erreichen.
9. Fazit und nächste Schritte
Inkonsistente Beschichtungsdicke ist selten ein Problem mit nur einer Variable. Druckschwankungen und Düsenverschleiß wirken auf eine Weise zusammen, die einfache Fehlersuche ineffektiv macht. Indem Sie das hier beschriebene Diagnoseprotokoll befolgen – Baseline-Durchflusstests, Druckprotokollierung, Musterbewertung und Material-TCO-Analyse – können Sie systematisch die Ursachen isolieren und datenbasierte Wartungsentscheidungen treffen.
Wichtige Erkenntnisse:
- Der Fluss skaliert mit der Quadratwurzel des Drucks, nicht linear – ein Missverständnis führt zu einer falschen Diagnose.
- Eine Durchflusssteigerung von 10–15 % deutet in der Regel auf erheblichen Verschleiß der Düse hin, selbst wenn das Spray "in Ordnung aussieht".
- Ein Druck-CV unter 2 % ist für Beschichtungsverfahren unerlässlich, die eine Dickenregelung von ±5 % erfordern.
- Wolframkarbid-Düsen können die Gesamtbesitzkosten bei Schleifbeschichtungsanwendungen trotz hoher Anfangskosten um 60–90 % senken.
- Prädiktive Wartung (Durchflusstests alle 200–500 Stunden) verhindert Ausfälle während der Laufzeit und reduziert den Schrott.
Empfohlene nächste Maßnahmen:
- Installieren Sie einen Datenlogging-Druckmesser am Einlass Ihres Düsenkrümmers – kontinuierliche Überwachung schlägt regelmäßige Anzeigeprüfungen.
- Legen Sie die Basisdurchflussraten für alle Düsen in Ihrer aktuellen Konfiguration fest; Teste alle 500 Stunden erneut.
- Berechnen Sie den TCO für die Umrüstung auf Hartmetall- oder Keramikdüsen in Ihren Positionen mit dem höchsten Verschleiß.
- Dokumentieren Sie jeden Düsenwechsel mit Installationsdatum, Basisdurchfluss und Ausfallzeiten – nutzen Sie diese Daten, um die Austauschintervalle zu verfeinern.
- Wenn der Druck-CV 5 % übersteigt, priorisieren Sie Pumpen- und Reglerdiagnostik vor dem Austausch der Düsen.
Für anwendungsspezifische Unterstützung bei der Düsenauswahl, Verschleißlebensprüfungen oder Vor-Ort-Durchflussdiagnostik wenden Sie sich an unser Team für Anwendungstechnik. Wir bieten kostenlose Basis-Flusskartierung für Beschichtungslinien mit wiederkehrenden Dickenvariationsproblemen an.