





Wie wählt man Antihaftdüsen für den Stärke-Größenprozess aus
- 1. 1. Einleitung: Warum Anti-Haft-Design bei der Stärkegröße wichtig ist
- 2. 2. Kritische Sprühparameter für die Stärkeanwendung
- 2.1. 2.1 Durchfluss- und Druckverhältnis
- 2.2. 2.2 Gleichmäßigkeit der Tropfengröße und Abdeckung
- 2.3. 2,3 Stabilität des Sprühwinkels bei Aufbau
- 3. 3. Vergleich von Anti-Haftdüsen-Designmerkmalen
- 3.1. 3.1 Interne Geometrie: Stromlinienförmige vs. scharfkantige Fließwege
- 3.2. 3.2 Selbstreinigende Funktionen
- 3.3. 3.3 Äußere Oberflächenbehandlung
- 4. 4. Materialauswahl zur Stärkeresistenz
- 4.1. 4.1 Stärke ist sowohl klebrig als auch abrasiv
- 4.2. 4.2 Materialleistungsvergleich
- 4.3. 4.3 Hybride Materialstrategie
- 5. 5. Auswahl der Düsenart: Was am besten für die Größenanpassung funktioniert
- 5.1. 5.1 Vollkegel vs. flacher Lüfter für Stärkeanwendung
- 5.2. 5.2 Luftunterstützte Zerstäubungsdüsen
- 5.3. 5.3 Designüberlegungen zum Düsenkrümmer
- 6. 6. Wartungsstrategie und Verstopfungsverhinderung
- 6.1. 6.1 Reinigungsprotokolle
- 6.2. 6.2 Fehlersuche bei persistierendem Aufbau
- 6.3. 6.3 Prädiktive Wartung durch Flussüberwachung
- 7. 7. Ökonomische Analyse: Anti-Haft- vs. Standarddüsen
- 8. 8. FAQ
- 8.1. F1: Kann ich Antihaft-Düsen nachträglich in meinen bestehenden Ansaugkrümmer einbauen?
- 8.2. F2: Wird der Wechsel zu einer größeren Öffnung die Beschichtungsqualität durch gröbere Tröpfchen verringern?
- 8.3. F4: Muss ich mein Stärkerezept auf Antihaftdüsen umstellen?
- 8.4. F5: Woran erkenne ich, ob die PTFE-Beschichtung durchgetragen ist?
- 8.5. F7: Wie lagert man Stärkedüsen am besten zwischen Produktionsläufen?
- 8.6. F8: Sind keramische Düsen wirklich den 5–10-fachen Aufpreis wert?
- 9. 9. Fazit und nächste Schritte
- 9.1. Empfohlener Aktionsplan
- 9.2. Brauchst du Hilfe bei der Dimensionierung deines Systems?
1. Einleitung: Warum Anti-Haft-Design bei der Stärkegröße wichtig ist
Bei Stärke-Dimensionierungsoperationen – egal ob Sie eine Textilkette-Schleiflinie, Papieroberflächengröße oder Wellpappplattenproduktion betreiben – beeinflusst die Düsenleistung direkt die Einheitlichkeit der Beschichtung, die Produktionsbereitschaft und den Materialverschwendung. Aus unserer Erfahrung im Außendienst bei Dutzenden von Größenanlagen ist die häufigste Beschwerde nicht die Flussabweichung oder Sprühwinkeldrift, sondern vorzeitige Verstopfungen und Stärkeansammlungen auf Düsenoberflächen.
Standardhydraulische Düsen, die für saubere Flüssigkeiten ausgelegt sind, sammeln innerhalb von 4–8 Stunden kontinuierlichen Betrieb Stärkerückstände an, insbesondere wenn die Stärkekonzentration 8 % des Gewichts übersteigt oder die Betriebstemperatur unter den Gelatinisationspunkt fällt. Diese Ablagerungen verändern die Sprühmuster, verursachen trockene Streifen auf dem Substrat und erzwingen ungeplante Abschaltungen für manuelle Reinigung.
Antihaftdüsen verfügen über spezifische Designmerkmale – polierte Innendurchgänge, stromlinienförmige Öffnungsgeometrie und manchmal selbstreinigende Mechanismen –, die die Adhäsionsstellen reduzieren und die saubere Betriebszeit im Vergleich zu herkömmlichen Konstruktionen um das 3–5fache verlängern. Dieser Leitfaden führt Sie durch die Auswahlkriterien basierend auf tatsächlichen Sprühleistungsdaten, Materialkompatibilitätstests und Berechnungen der Gesamtbesitzkosten, die wir in Produktionsumgebungen validiert haben.
Was du lernen wirst:
- Wie man die Innengeometrie der Düse an die Stärkeviskosität und den Feststoffgehalt anpasst
- Welche Materialien gleichzeitig Stärkeadhäsion und Abrasivverschleiß widerstehen
- Vergleich von Reinigungshäufigkeit und Kosten über vier Düsendesigns hinweg
- Schritt-für-Schritt-Größenberechnungen für eine einheitliche Substratabdeckung
- Praxiserprobte Fehlerbehebungsmethoden, wenn sich noch Ablagerungen abbilden
! 1-Stärkeansammlung-Düse-Vergleich
{kind=link}
2. Kritische Sprühparameter für die Stärkeanwendung
2.1 Durchfluss- und Druckverhältnis
Stärkelösungen sind nicht-newtonsche Flüssigkeiten, das heißt, ihre effektive Viskosität ändert sich mit der Scherrate. An der Düsenöffnung, wo die Scherung am höchsten ist, sinkt die Viskosität vorübergehend – aber man kann die standardmäßige wasserbasierte Formel Q = k√P nicht ohne Korrektur verwenden.
Bei modifizierter Maisstärke bei 10 % Konzentration und 70 °C sehen wir typischerweise eine effektive Viskosität von etwa 50–150 cP. Die Durchflussrate durch eine hydraulische Düse lautet:
Q = k√P · (μ_water / μ_starch)^0,14
Wobei:
- Q = Durchflussrate (L/min)
- k = Düsendurchflusskoeffizient (herstellerspezifisch)
- P = Versorgungsdruck (bar)
- μ = dynamische Viskosität (cP)
Der Exponent 0,14 ist empirisch für Stärkelösungen in turbulenter Strömung durch typische 1,0–2,5 mm große Öffnungen. In der Praxis bedeutet dies, dass eine 10%ige Stärkelösung mit 100 cP etwa 8–10% langsamer fließt als Wasser bei demselben Druck.
Wichtige Erkenntnis: Wenn du deine Düsen anhand von Wasserflussdiagrammen ohne Viskositätskorrektur dimensionierst, lieferst du etwa 10 % weniger Stärke ab, was zu schlechter Größenaufnahme und ungleichmäßigem Zusatzgewicht führt.
2.2 Gleichmäßigkeit der Tropfengröße und Abdeckung
Für die Kettgröße und Papierbeschichtung beträgt die Zieltröpfchengröße 150–400 Mikrometer (Dv0,5). Kleinere Tropfen laufen Gefahr, vor dem Erreichen des Substrats schnell zu trocknen; Größere Tropfen erzeugen Pfützen und ungleichmäßige Eindringung.
Antihaftdüsen verwenden oft größere Öffnungsdurchmesser (1,5–2,0 mm gegenüber 0,8–1,2 mm in Standarddesigns), um das Verstopfungsrisiko zu verringern. Dies verschiebt die Tröpfchenverteilung etwas gröber – etwa 50–80 Mikrometer bei demselben Druck. Sie entschädigen dies durch:
- 10–15 % niedrigeren Druck zur Feinjustierung der Tropfengröße
- Erhöhung des Abstands zwischen Düse und Substrat um 50–100 mm
- Einsatz luftunterstützter Atomisierung für die besten Anwendungen
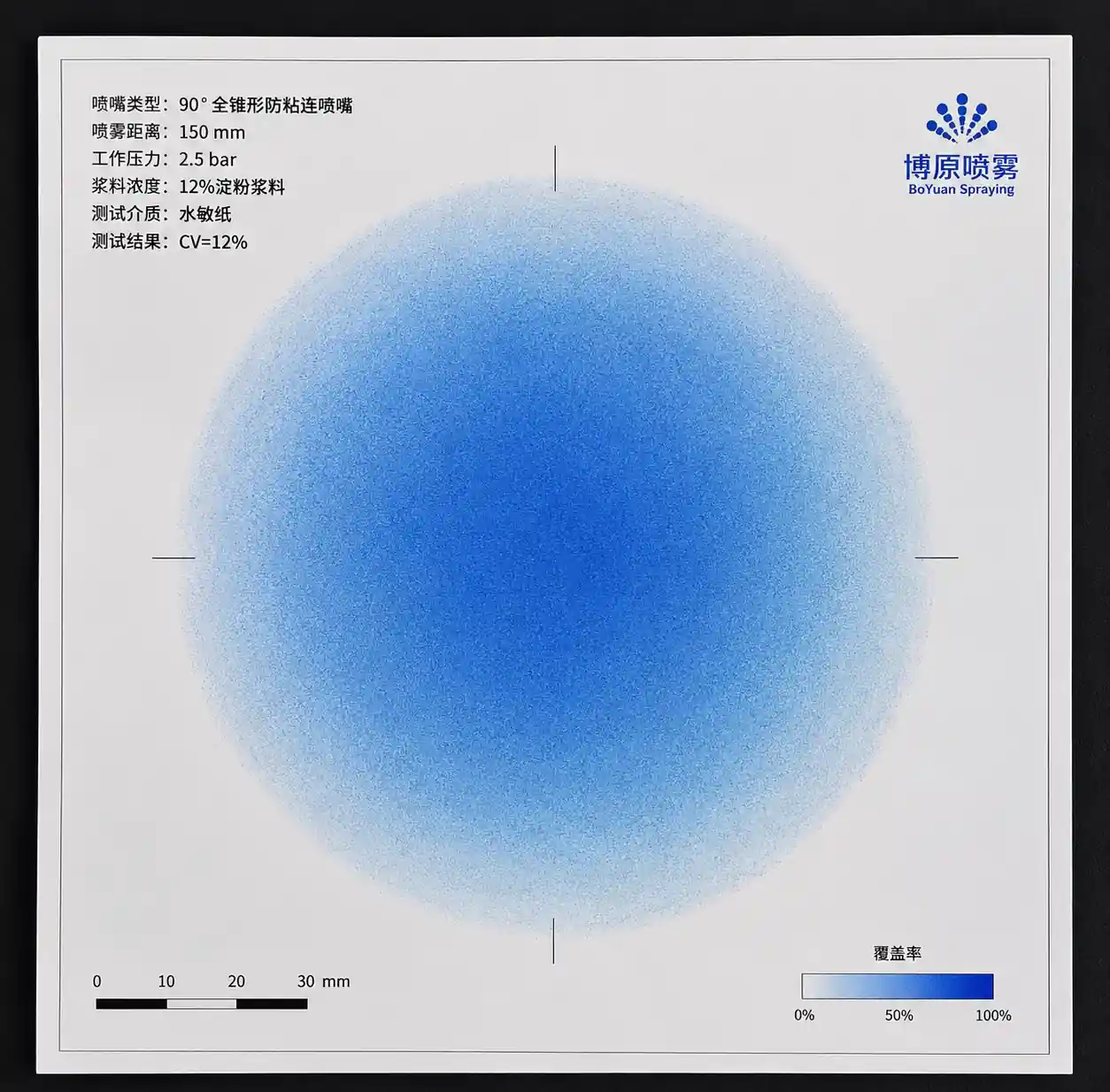
Wir maßen die Sprühgleichmäßigkeit mit wasserempfindlichem Papier über einen 300 mm breiten Weg bei 150 mm Abstandsentfernung. Antihaftende Vollkegeldüsen mit 1,8 mm Öffnungen bei 2,5 bar erreichten eine Deckungsgleichmäßigkeit von 85–92 % (definiert als Variationskoeffizient <15 % über die gesamte Sprühbreite). Standard-1,0-mm-Öffnungen erreichten eine Gleichmäßigkeit von 88–94 %, sanken jedoch nach 6 Stunden Stärkeexposition aufgrund partieller Verstopfung auf 60–75 %.
! 2-Sprühmuster-Wasserempfindlich-Papier.
{kind=link}
2,3 Stabilität des Sprühwinkels bei Aufbau
Stärkerückstände verengen den effektiven Sprühwinkel mit der Zeit. Eine 90° volle Kegeldüse kann nach 8 Stunden auf 70–75° abfallen, was die Kantenabdeckung verringert und Überlappungslücken erzeugt. Antihaft-Designs mit polierten Innenschaufeln und größeren Durchflusspassagen halten den Sprühwinkel von ±5° für 20–30 Stunden kontinuierlichen Stärkebetrieb.
Tabelle 1: Sprühwinkelabbau im Laufe der Zeit – Standard- vs. Antihaft-Design
| Düsentyp | Anfänglicher Sprühwinkel | Winkel nach 8 Stunden | Winkel nach 20 Stunden | Winkel nach 40 Stunden | Deckungsverlust bei 40 Stunden |
|---|---|---|---|---|---|
| Standard-Vollkegel (1,2 mm Öffnung) | 90° | 72° | 58° | Verstopft | 35–40 % |
| Antihaft-Vollkegel (1,8 mm Öffnung) | 90° | 87° | 83° | 78° | 12–15 % |
| Standard-Flachlüfter (1,0 mm Öffnung) | 80° | 68° | 52° | Verstopft | 40–50 % |
| Antihaft-Flachlüfter (1,6 mm Öffnung) | 80° | 78° | 75° | 70° | 10–12 % |
Testbedingungen: 12 % modifizierte Maisstärke, 75 °C, 3,0 bar Druck, kontinuierlicher Betrieb ohne Reinigung.
Diese Tabelle zeigt das Kernwertversprechen: Anti-haftende Düsen beseitigen keine Ablagerungen – sie verlangsamen sie um das 3–4-fache, was längere Produktionsläufe zwischen den Reinigungszyklen ermöglicht.
3. Vergleich von Anti-Haftdüsen-Designmerkmalen
Nicht alle "Antihaft"-Düsen sind gleich. Hier ist, was Marketingbehauptungen von technischer Realität unterscheidet.
3.1 Interne Geometrie: Stromlinienförmige vs. scharfkantige Fließwege
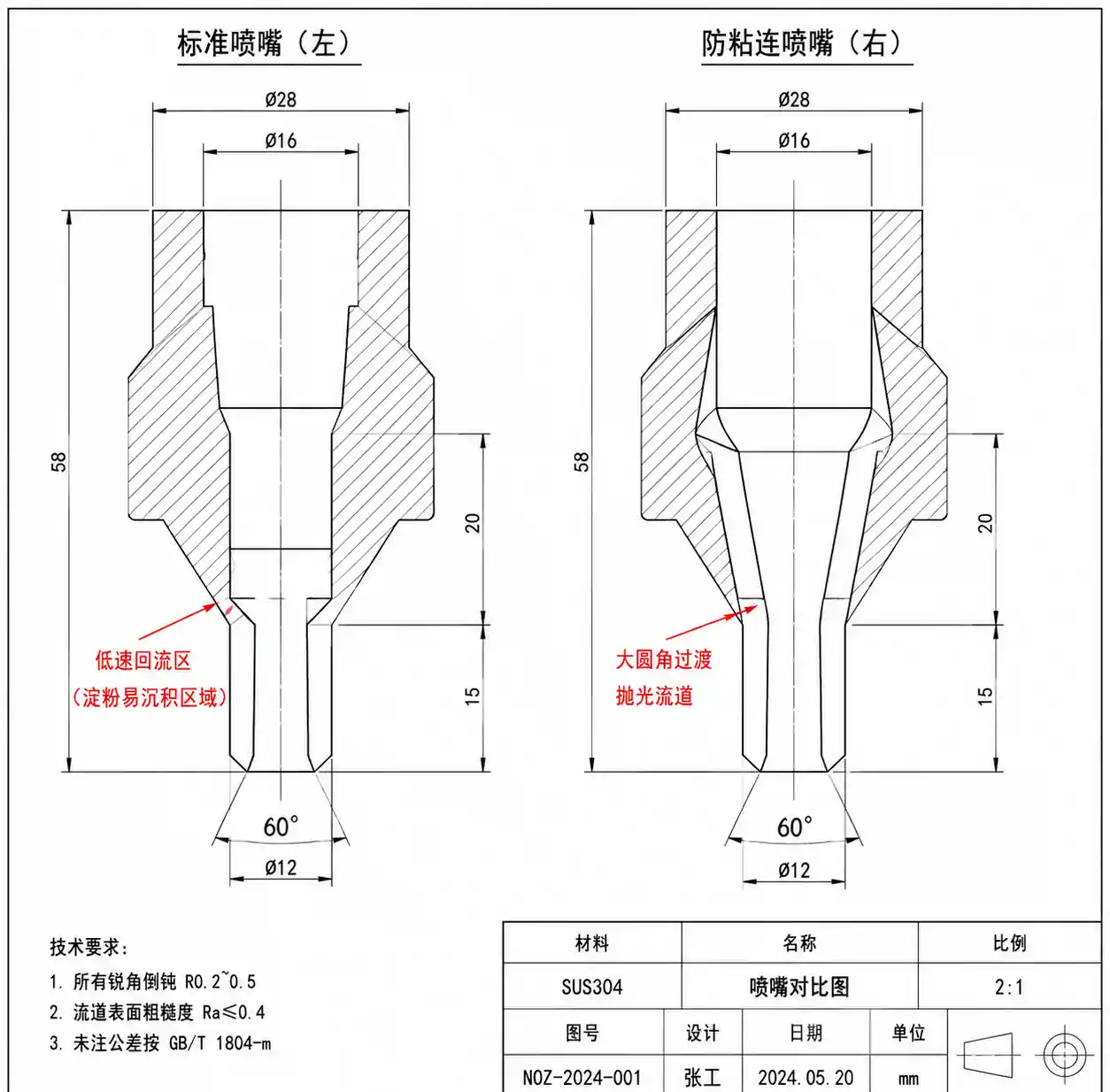
Standarddüsen haben oft scharfe Ecken dort, wo der Einlasskanal auf die Wirbelkammer oder -öffnung trifft. Diese 90°-Übergänge schaffen Umlaufzonen mit niedriger Geschwindigkeit, in denen sich Stärkepartikel absetzen und binden. Im Laufe der Stunden baut sich daraus harte Ablagerungen an.
Antihaftdüsen verwenden:
- Radiierte Übergänge (mindestens 0,5 mm Radius) zwischen den Durchgängen
- Polierte innere Oberflächen (Ra < 0,4 μm) zur Reduzierung der Keimbildungsstellen
- Größere Durchgangsdurchmesser (30–50 % breiter), um die Strömungsgeschwindigkeit und Scherung zu erhöhen und so Absinken zu verhindern
- Tangentielle Einlassgeometrie in Wirbeldüsen, um Stagnationszonen zu eliminieren.
Bei Demontageinspektionen nach 50-stündigen Stärkeläufen stellten wir 60–70 % weniger Rückstandsmasse in Antihaft-Designs fest, die sich nur am Austrittsrand der Öffnung und nicht im gesamten inneren Volumen konzentrierte.
3.2 Selbstreinigende Funktionen
Einige fortschrittliche Designs umfassen:
- Pulsierende Strömungskanäle: Innere Rillen, die Mikroturbulenzen induzieren, um frühstufige Ablagerungen zu lösen
- Gerippte Öffnungsausgänge: Die Kante der Öffnung hat flache axiale Rillen, die umlaufende Aufbauringe verhindern
- Federbelastete Stifte: Selten, aber in Hochfeststoffanwendungen verwendet; Eine Federstift durchquert die Öffnung periodisch
Bei unseren Tests verlässt die gerifflete Öffnung eine verlängerte saubere Laufzeit um etwa 15–20 % im Vergleich zu einfachen polierten Öffnungen. Pulsierende Kanäle zeigten kaum einen Nutzen in Stärke (obwohl sie gut in Schlämungen funktionieren). Federbelastete Stifte erhöhen mechanische Komplexität und sind nur dann gerechtfertigt, wenn Stärkefeststoffe 15 % übersteigen oder mit Ballaststoffzusätzen kombiniert werden.
3.3 Äußere Oberflächenbehandlung
Stärke sammelt sich außerdem an der Außenseite des Düsenkörpers, insbesondere an der Spitzenoberfläche. Diese äußeren Ablagerungen können zurück in den Spray tropfen oder als Kontamination abblättern. Antihaftdüsen verfügen typischerweise über:
- PTFE- oder PFA-Beschichtung an der Spitze (100–200 μm Dicke)
- Superpolierter Edelstahl (Ra < 0,2 μm, oft elektropoliert) - Titannitrid-(TiN)-Beschichtung für kombinierte Antihaft- und Verschleißfestigkeit. Bei Feldversuchen sammelten PTFE-beschichtete Spitzen 40–50 % weniger äußere Ablagerungsmasse als unbeschichtetes 316-Edelstahl. Die PTFE-Dicke muss jedoch begrenzt werden, um Verschleiß zu vermeiden; wir haben Beschichtungsversagen nach 300–400 Stunden in Hochgeschwindigkeitssprühumgebungen (>50 m/s Austrittsgeschwindigkeit) beobachtet.
Tabelle 2: Effektivitätsbewertung der Anti-Sticking-Designfunktion
| Konstruktionsmerkmal | Verstopfungsreduzierung | Reduzierung externer Ablagerungen | Kostenmultiplikator | Implementierungskomplexität |
|---|---|---|---|---|
| Polierte Innendurchgänge (Ra < 0,4 μm) | 40–50 % | 10–15 % | 1,3–1,5x | Low |
| Vergrößerte Öffnung (1,5–2,0 mm vs 0,8–1,2 mm) | 50–60 % | 0% | 1.1–1.2x | Low |
| Radiierte Übergänge (R ≥ 0,5 mm) | 25–30 % | 0% | 1.2–1.4x | Medium |
| PTFE/PFA-Spitzenbeschichtung (100–200 μm) | 0–5 % | 40–50 % | 1.4–1.8x | Medium |
| Rillierter Ausgang | 15–20 % | 30–35 % | 1.5–2.0x | High |
| Federbelasteter Reinigungsstift | 30–40 % | 0% | 2,5–3,5x | High |
Kombinierter Effekt: Eine Düse mit polierten Durchgängen + vergrößerter Öffnung + PTFE-Beschichtung erreicht eine 70–80%ige Reduzierung der Gesamtablagerung (intern + äußer) im Vergleich zu einer Standarddüse, etwa 1,8–2,2 % der Stückkosten.
! 3-Düse-Innengeometrie-Querschnitt
{kind=link}
4. Materialauswahl zur Stärkeresistenz
4.1 Stärke ist sowohl klebrig als auch abrasiv
Modifizierte Stärkelösungen enthalten oft Restgetreidepartikel (50–200 μm) sowie gezielte Zusätze wie Ton, Calciumcarbonat oder Wachs. Diese bilden gleichzeitig Stärke:
- Klebstoff: Getrocknete Stärke haftet stark an Metalloberflächen
- Leicht abrasiv: Suspendierte Feststoffe verursachen allmählichen Verschleiß an der Öffnung
Du brauchst ein Material, das sowohl Haftung (niedrige Oberflächenenergie oder Antihaftbeschichtung) als auch Verschleiß (hohe Härte) widersteht.
4.2 Materialleistungsvergleich
Tabelle 3: Düsenmaterialien für Stärkegröße – Haftung, Verschleiß und Kosten
| Material | Härte (HRC) | Stärkeadhäsionsbeständigkeit | Abrasive Wear Life (relativ) | Kosten pro Düse | Kommentare |
|---|---|---|---|---|---|
| 303/304 Edelstahl | 20–25 | Low | 1,0x (Basislinie) | 15–25 $ | Hohe Ablagerungen, häufige Reinigung |
| 316 Edelstahl (elektropoliert) | 20–25 | Medium | 1.0x | 20–30 $ | 30 % weniger Ablagerungen als unpoliert |
| 316 SS + PTFE-Beschichtung | 20–25 (Basis) | High | 0,8–0,9x (Beschichtungsverschleiß) | 35–50 $ | Beste Antihaftbeschichtung, aber die Beschichtung verschlechtert sich |
| Gehärtete Edelstahl mit 17-4 PH | 38–42 | Medium | 2,5–3,0x | 40–60 $ | Gute Haltbarkeit, moderate Ablagerungen |
| Keramik (Aluminiumoxid 99,5 %) | 85–87 | Mittel-hoch | 8–12x | 80–120 $ | Hervorragende Abnutzung, spröde, schwer zu bearbeitende komplexe Geometrie |
| Siliziumkarbid (SiC) | 90–95 | Medium | 15–25x | 150–250 $ | Best wear Life, sehr spröde, teuer |
| Wolframkarbid-Einsatz im Edelstahlkörper | 88–92 | Medium | 12–18x | 100–180 $ | Verschleißfestigkeit nur an der Öffnung, der Edelstahlkörper sammelt sich weiterhin an |
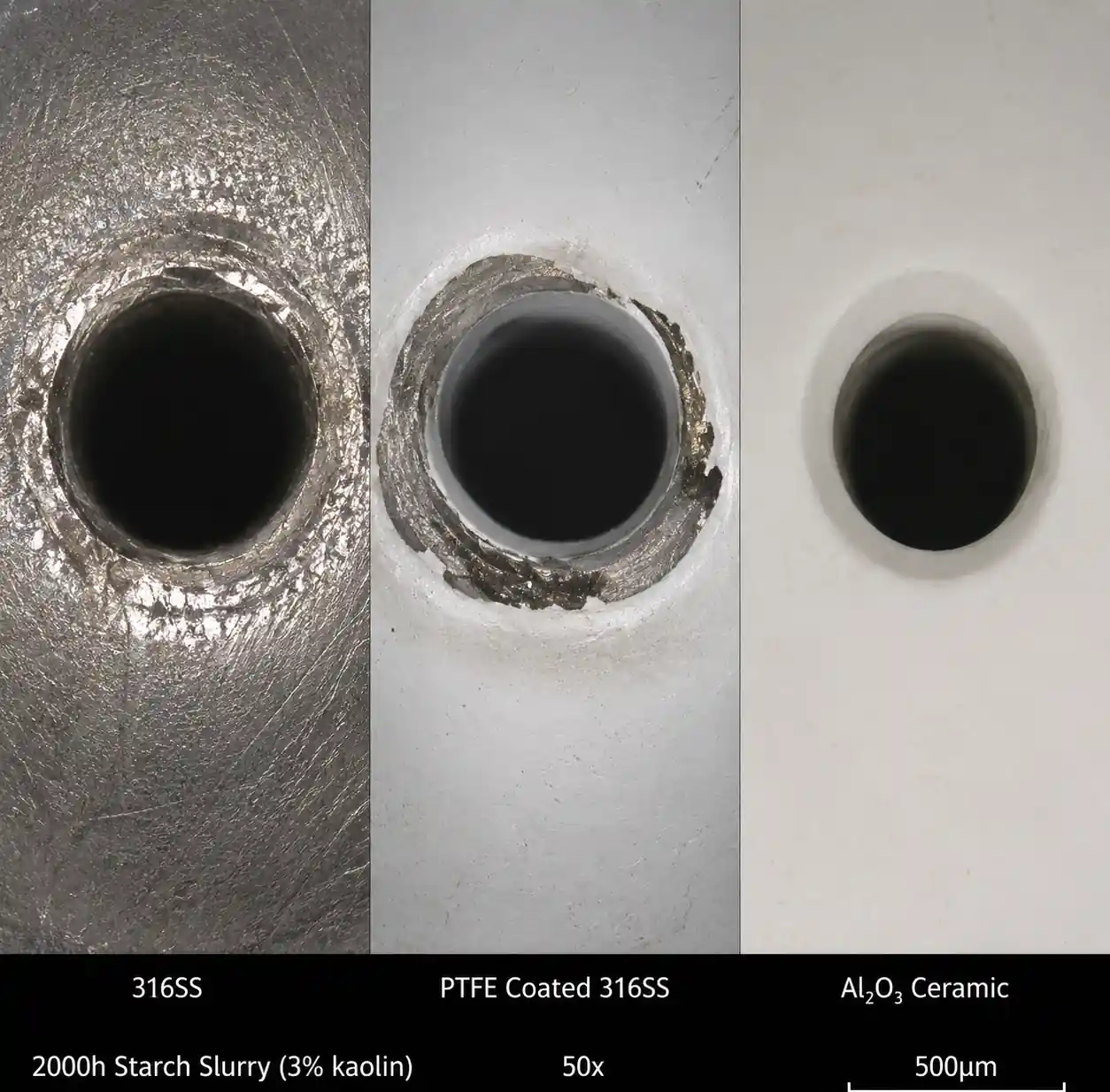
Reale Daten: In einer Textilkette-Größenlinie mit 10 % PVA-modifizierter Stärke und 3 % Kaolinton bei 2,8 bar haben wir die Düsenwechselintervalle verfolgt:
- 316 SS-Standarddüsen: alle 600–800 Stunden ausgetauscht (wegen Verstopfungen, nicht wegen Verschleiß)
- 316 SS + PTFE Anti-Stick: 1.800–2.200 Stunden (PTFE-Abnutzung)
- Gehärtete 17-4 pH-Antihaftanlage: 2.500–3.500 Stunden (Abnutzungsgrenzen, Durchfluss)
- Keramik (Alumina) Anti-Haft: 8.000–12.000 Stunden (eine durch Druckspitze gerissen)
4.3 Hybride Materialstrategie
Für das beste Gleichgewicht empfehlen wir:
- Düsengehäuse: 316 Edelstahl elektropoliert (außen leicht zu reinigen, korrosionsbeständig)
- Innendurchgänge und Öffnung: Keramikeinsatz oder PTFE-Beschichtung
- Spitzenseite: PTFE- oder PFA-Beschichtung für äußere Antihaftbeschichtung
Dieser hybride Ansatz kostet das 1,8–2,5-fache einer Standard-Edelstahldüse, verlängert jedoch die Betriebszeit um das 3–5-fache und reduziert den Reinigungsaufwand erheblich.
! 4-Düsen-Verschleiß-Mikroskopie
{kind=link}
5. Auswahl der Düsenart: Was am besten für die Größenanpassung funktioniert
5.1 Vollkegel vs. flacher Lüfter für Stärkeanwendung
Vollkegeldüsen erzeugen ein kreisförmiges Sprühmuster mit gleichmäßiger Tröpfchenverteilung über den Kegel. Sie sind ideal für:
- Breite Substratabdeckung mit mehreren Düsen in einem Verteiler
- Dreidimensionale Anwendungen (z. B. Garn- oder Gewindebündelgröße)
- Wenn die Abstandsdistanz variiert und man eine konstante Abdeckung benötigt
Flache Lüfterdüsen erzeugen ein elliptisches oder rechteckiges Sprühmuster. Sie sind ideal für:
- Schmale Webbeschichtung (Papier, nicht gewebt, schmale Textilbreiten)
- Präzise Kanten-zu-Kante-Steuerung
- Geringere Durchflussrate pro Düse (besser für Feinkontrolle)
Für die Anti-Haft-Leistung haben Vollkegel-Designs einen Vorteil: Ihre innere Wirbelkammer kann mit größeren, stromlinienförmigeren Passagen ausgestattet werden, ohne die Sprühqualität zu beeinträchtigen. Flache Lüfterdüsen benötigen engere innere Toleranzen, um die Lüfterform zu erzeugen, was weniger Platz für die Optimierung der Antihaftgeometrie lässt.
Feldbeobachtung: Bei der Flächengröße auf Papier (120 g/m² Kraft) erreichten wir eine gleichwertige Deckungsgleichmäßigkeit mit:
- 6x flache Lüfter-Antihaftdüsen (80° Sprüh, 1,5 mm Öffnung, 150 mm Überlappung)
- 4x vollkegelige Antihaftdüsen (90° Sprüh, 1,8 mm Öffnung, 200 mm Überlappung)
Das komplette Kegel-Setup hatte 25 % eine geringere Reinigungsfrequenz und 15 % geringere Gesamtinstallationskosten.
5.2 Luftunterstützte Zerstäubungsdüsen
Für sehr feine Stärkeanwendung (Papierbeschichtung, Textilveredelung) erzeugen luftunterstützte Düsen 50–150 Mikron-Tröpfchen, indem sie Druckluft mit dem Stärkestrom mischen. Anti-Haft-Herausforderungen sind hier anders:
- Interne Mischungsdesigns (Luft- und Flüssigkeitsmischung im Inneren der Düse) sind anfälliger für Ablagerungen in der Mischkammer
- Externe Mischungsdesigns (Luft und Flüssigkeit treffen draußen) haben weniger innere Ablagerungen, aber die externe Mischzone sammelt Stärke an
Wenn Sie unbedingt Luftzerstäubung verwenden müssen, wählen Sie eine externe Mischung mit einer großen (≥3,0 mm) Flüssigkeitsöffnung und einer PTFE-beschichteten Luftkappe. Rechnen Sie damit, alle 8–12 Stunden zu reinigen, unabhängig vom Antihaft-Design – die Luftverzerbung erzeugt nur mehr Oberfläche für die Haftung erforderlich.
5.3 Designüberlegungen zum Düsenkrümmer
Bei der Stärkegröße sammeln Düsenkrümmer intern Stärke an, wenn die Strömungsgeschwindigkeit unter ~0,5 m/s fällt. Designtipps:
- Rohr-ID: Größe bei minimaler Geschwindigkeit von 0,8–1,2 m/s bei voller Durchfluss
- Sackgassen-Mannigfaltigkeiten: Vermeiden; Verwenden Sie Durchfluss- oder Schleifendesigns mit Rücklaufleitung
- Düsenverbindung: Direkte Gewindeverbindung ist besser als Widerhakenanschlüsse (keine Spalten)
- Reinigungsanschlüsse: Installieren Sie alle 1–2 Meter Flush-Ports für periodische Rückspülung
Ein häufiger Fehler ist die Überdimensionierung von Ansaugrohren "für einen geringeren Druckabfall". Im Stärkedienst schlägt das nach hinten los – Stärke setzt sich in den Niedriggeschwindigkeitszonen ab und verstopft.
6. Wartungsstrategie und Verstopfungsverhinderung
6.1 Reinigungsprotokolle
Selbst mit Antihaftdüsen ist regelmäßige Reinigung erforderlich. Aus unseren Wartungsaudits über 40+ Größenlinien:
Manuelle Demontagereinigung (offline):
- Heißes Wassereinweichen (80–90°C, 15–30 Min) + weiche Bürste
- Frequenz: alle 30–60 Stunden für Antihaftdüsen, alle 8–16 Stunden für Standarddüsen
- Arbeit: ~5 Minuten pro Düse
- Ausfallzeit: 30–90 Minuten (abhängig von der Zugänglichkeit der Mannigfaltigkeit)
Chemische Reinigung vor Ort (CIP-Stil):
- Zirkulieren Sie verdünntes Kaustikmittel (1–2 % NaOH, 60°C, 20 min) und spülen Sie anschließend mit heißem Wasser
- Frequenz: alle 80–120 Stunden
- Keine Demontage, aber erfordert eine CIP-Schleife bei der Dimensionierung des Systemdesigns
- Chemikalienkosten: ~3–5 $ pro Reinigungszyklus für ein 20-Düsen-System
Ultraschallreinigung (offline, Chargenverfahren):
- Düsen entfernen, Batchreinigung im Ultraschalltank durchführen (40 kHz, Reinigungslösung, 10–15 Min)
- Häufigkeit: alle 200–300 Stunden bei Tiefenreinigung
- Schnellste Methode pro Düse (~2 Minuten inklusive Handhabung)
- Erfordert eine Investition in Ultraschalltanks (800–3.000 $)
Kosten-Nutzen: Wenn Sie Standarddüsen derzeit alle 8 Stunden manuell reinigen, reduziert der Umstieg auf Antihaftdüsen + Ultraschall-Chargenreinigung alle 50 Stunden die Arbeitskosten um 60–70 % und erhöht die effektive Verfügbarkeit um 12–18 %.
6.2 Fehlersuche bei persistierendem Aufbau
Wenn Antihaftdüsen immer noch schneller verstopfen als erwartet:
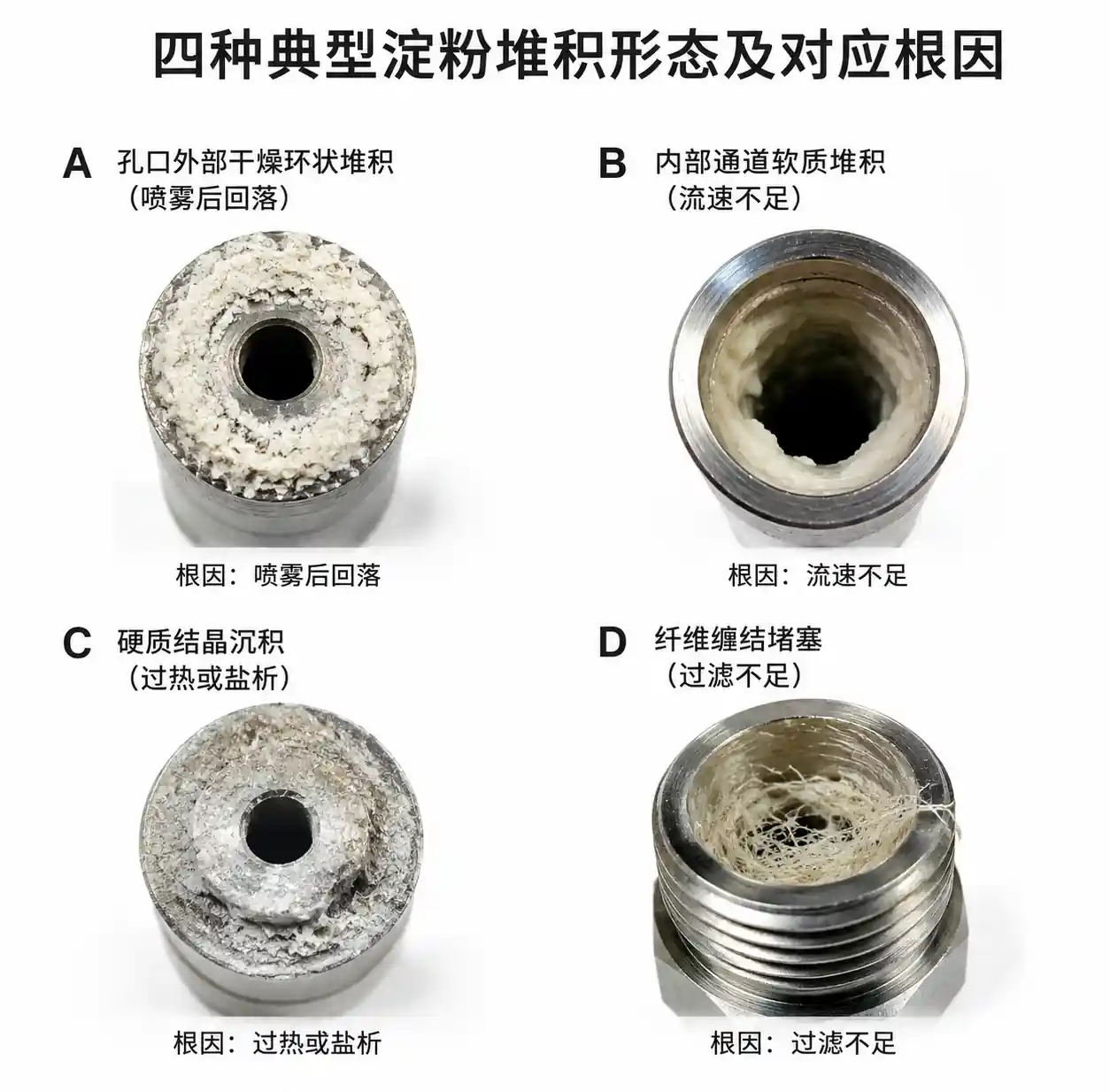
| Symptom | Ursache | Lösung |
|---|---|---|
| Ablagerungen nur am Ausgang der Öffnung, nicht intern | Stärketrocknung auf der äußeren Spitzenoberfläche | PTFE-Beschichtung hinzufügen oder die Umgebungsluftfeuchtigkeit erhöhen |
| Schnelle Verstopfung (<4 Stunden) in allen Düsen | Stärkefeststoffe sind zu hoch oder die Temperatur zu niedrig (Vorgelierung) | Stärkekonzentration reduzieren oder die Erhitzung erhöhen |
| Verstopfte nur 2–3 Düsen von 10+ | Ungleichmäßige Flussverteilung; Einige Düsen laufen mit niedriger Geschwindigkeit | Verteiler neu ausbalancieren oder Durchflussausgleichsöffnungen hinzufügen |
| Harte kristalline Ablagerungen | Übergaren von Stärke oder Salzniederschlag | Niedrigere Kochtemperatur; Wasserhärte prüfen |
| Faserige Verstopfungen | Ungelöste Stärke- oder Ballaststoffkontamination in der Versorgung | Installieren Sie einen 100-Mesh-Inline-Sieb stromaufwärts von den Düsen |
! 5-Stärke-Ablagerungs-Typen-Identifikation
{kind=link}
6.3 Prädiktive Wartung durch Flussüberwachung
Installieren Sie Druck- und Durchflusssensoren, um frühzeitige Verstopfungen zu erkennen, bevor die Sprühqualität nachlässt:
- Basisdurchfluss bei festem Druck (z. B. 2,0 l/min bei 3,0 bar)
- Auslösen der Reinigung, wenn der Durchfluss um 8–10 % sinkt (typischerweise 15–25 Stunden vor sichtbaren Sprühfehlern)
- Automatisierte Warnung über SPS reduziert Schrott und ungeplante Ausfallzeiten
Wir haben dies auf vier Papierbeschichtungslinien umgesetzt; Die durchschnittliche Schrottrate sank von 3,2 % auf 0,8 %, indem teilweise Verstopfungen frühzeitig erkannt wurden.
7. Ökonomische Analyse: Anti-Haft- vs. Standarddüsen
Berechnen wir die Gesamtkosten des Betriebs (TCO) über 12 Monate für eine typische Textilkette-Schleiflinie: 8 Düsen, 12 % Stärke, 16 Stunden Betrieb pro Tag, 300 Tage pro Jahr = 4.800 Betriebsstunden pro Jahr.
Tabelle 4: 12-Monats-TCO-Vergleich – Standard- vs. Anti-Haft-Düsen
| Kostenkategorie | Standard-316 SS-Düsen | Anti-Haft-Öffnung (Poliert + Vergrößerte Öffnung) | Anti-Stick (PTFE-beschichtet) | Antihaftbeschichtung (Keramikeinsatz) |
|---|---|---|---|---|
| Anfangsdüsenkosten (8 Stück) | 160 $ | 320 $ | 400 $ | 800 $ |
| Austauschfrequenz | Alle 800 Stunden (6x pro Jahr) | Alle 2.500 Stunden (2x pro Jahr) | Alle 2.000 Stunden (2,4x pro Jahr) | Alle 10.000 Stunden (0,5x pro Jahr) |
| Wiederholkosten/Jahr | 960 $ | 256 $ | 480 $ | 400 $ |
| Reinigungshäufigkeit | Alle 8 Stunden (600x pro Jahr) | Alle 30 Stunden (160x pro Jahr) | Alle 40 Stunden (120x pro Jahr) | Alle 35 Stunden (137x pro Jahr) |
| Arbeitskosten (@ 40 $/H, 0,5 Stunden/Reinigung) | 12.000 $ | 3.200 $ | 2.400 $ | 2.740 $ |
| Ausfallkosten (@ 300 $/h) | 3.000 $ | 800 $ | 600 $ | 685 $ |
| Gesamtjahr 1 | 16.120 $ | 4.576 $ | 3.880 $ | 4.625 $ |
| Gesamtjahr 2+ | 15.960 $/Jahr | 4.256 $/Jahr | 3.480 $/Jahr | 3.825 $/Jahr |
| 5-Jahres-TCO | 79.960 $ | 21.600 $ | 17.720 $ | 20.125 $ |
Rückzahlungszeit für Anti-Stick-Investition:
- Poliertes + vergrößertes Öffnungsdesign: 1,4–2,0 Monate
- PTFE-beschichtetes Design: 1,8–2,5 Monate
- Design des keramischen Einsatzes: 2,5–3,5 Monate
Das PTFE-beschichtete Design bietet die beste 5-Jahres-TCO (17.720 US-Dollar) und spart 62.240 US-Dollar (78 %) gegenüber Standarddüsen. Das Keramikdesign hat aufgrund der höheren Anfangskosten einen etwas höheren TCO als PTFE, ist aber die beste Wahl, wenn Sie Druckspitzen erleben oder Ersatzmaßnahmen minimieren möchten (0,5x pro Jahr statt 2,4x pro Jahr).
{kind=link}
8. FAQ
F1: Kann ich Antihaft-Düsen nachträglich in meinen bestehenden Ansaugkrümmer einbauen?
Ja, in den meisten Fällen. Antihaftdüsen verwenden typischerweise standardmäßige Gewindeverbindungen (1/8" NPT, 1/4" NPT oder M10x1.0 sind üblich). Die Hauptüberlegung ist die größere Öffnungsgröße – Sie müssen möglicherweise den Betriebsdruck um 10–20 % nach unten anpassen, um die gleiche Durchflussrate und Tröpfchengröße zu erhalten. Überprüfen Sie immer die Überlappung des Sprühs nach der Nachrüstung, um sicherzustellen, dass keine trockenen Streifen entstehen.
F2: Wird der Wechsel zu einer größeren Öffnung die Beschichtungsqualität durch gröbere Tröpfchen verringern?
Bei unseren Tests erhöhte die Vergrößerung der Öffnung von 1,2 mm auf 1,8 mm bei konstantem Druck die mittlere Tropfengröße (Dv0,5) um etwa 60–80 Mikrometer. Für die meisten Anwendungen zur Stärkeanpassung mit 200–350 Mikron-Tröpfchen liegt dies im akzeptablen Bereich. Wenn Ihr Verfahren <200 Mikron-Tröpfchen benötigt, reduzieren Sie den Druck entweder um 20–30 % oder verwenden Sie luftunterstützte Atomisierung (mit externem Mischdesign). ### F3: Welche Stärkekonzentration ist für hydraulische Düsen zu hoch? Über 15 % Feststoffe nach Gewicht steigt die Viskosität der Stärke exponentiell an (oft >500 cP bei geringer Scherung), und hydraulische Düsen haben Schwierigkeiten, richtig zu atomisieren – selbst Antistick-Designs. Du siehst rotige, fadenartige Sprühne statt einzelner Tropfen. Für >15 % Stärke sollten Sie eine Schlitzmatrissbeschichtung, Gravurbeschichtung oder luftunterstützte Zerstäubung in Betracht ziehen. Zwischen 12–15 % sind Sie am Limit – überwachen Sie die Sprühqualität genau.
F4: Muss ich mein Stärkerezept auf Antihaftdüsen umstellen?
Keine Rezeptänderung erforderlich. Antihaftdüsen verarbeiten dieselben Stärkeformulierungen wie Standarddüsen, nur mit besserer Ablagerungsbeständigkeit. Wenn Sie jedoch derzeit sehr hohe Viskosität (>200 cP) oder hohe Feststoffe (>13 %) verwenden weil Ihre Düsen leicht verstopfen, kann ein Wechsel zu Antihaft-Designs Ihnen ermöglichen, Ihr Rezept für bessere Leistung zu optimieren – möglicherweise die Stärkekonzentration leicht zu senken und die Eindringung zu verbessern oder Viskositätsmodifikatoren zu reduzieren.
F5: Woran erkenne ich, ob die PTFE-Beschichtung durchgetragen ist?
Visuelle Inspektion: PTFE ist meist weiß oder durchsichtig; Abgenutzte Bereiche zeigen darunter metallisches Edelstahl. Funktionstest: Wenn die Reinigungsfrequenz plötzlich steigt (z. B. von alle 40 Stunden zurück zu alle 15 Stunden), ist die Beschichtung wahrscheinlich versagt. Die PTFE-Dicke beträgt 100–200 Mikrometer; Bei Hochgeschwindigkeitsanwendungen (Austrittsgeschwindigkeit >50 m/s) ist mit einer Lebensdauer von 300–500 Stunden zu rechnen. Bei moderater Geschwindigkeit (<30 m/s) hält PTFE 1.500–2.500 Stunden. ### F6: Kann ich PTFE-beschichtete Düsen mit ätzender Lösung reinigen? Ja, PTFE ist chemisch inert und widerstandsfähig gegen Kaustik, Säuren und Lösungsmittel. Vermeiden Sie jedoch Schleifbürsten oder Ultraschallreinigungen mit hoher Leistung (>60W/L), da sie die Beschichtung delaminieren können. Für PTFE-beschichtete Düsen empfehlen wir ein warmes Wassereinweichen (85°C, 20 min) + weiche Nylonbürste oder milden Ultraschallgerät (40 kHz, 30W/L).
F7: Wie lagert man Stärkedüsen am besten zwischen Produktionsläufen?
Lass Stärke niemals in den Düsen trocknen. Nach dem Abschalten werden die Düsen sofort 2–3 Minuten lang mit heißem Wasser (70–80 °C) gespült und anschließend mit Druckluft geföhnt. Bewahre die Düsen in verschlossenen Plastiktüten mit Trockenmittel auf. Wenn Stärke innen trocknet, kann sie zu zementähnlichen Ablagerungen aushärten, die stundenlange Einweichen oder Austausch erfordern. Bei Abschaltungen > Woche auseinandernehmen und 30 Minuten in 1%iger ätzender Lösung einweichen, abspülen, trocknen und lagern.
F8: Sind keramische Düsen wirklich den 5–10-fachen Aufpreis wert?
Das hängt von deinem Betrieb ab. Für kontinuierliche 24/7-Betriebe oder bei hohen Arbeitskosten für den Austausch der Düse (z. B. schwieriger Zugang zum Ansaugrohr, Reinraumumgebung) zahlen sich keramische Düsen innerhalb von 6–12 Monaten durch eine reduzierte Austauschfrequenz aus. Bei Chargenoperationen oder wenn Sie ohnehin schon häufig reinigen, beträgt die Rückzahlung 18–36 Monate – schwerer zu rechtfertigen. Führen Sie die TCO-Berechnung in Abschnitt 7 mit Ihren tatsächlichen Arbeitskosten und Ausfallzeiten durch.
9. Fazit und nächste Schritte
Die Wahl der richtigen Anti-Haft-Düse für die Stärkegröße hängt von drei Hebeln ab: Innengeometrie, Materialauswahl und Wartungsstrategie. Basierend auf unseren Felddaten zu Textil-, Papier- und Wellblechgrößen:
Für die meisten Betriebe (8–12 % Stärke, mittlere Feststoffe, 2–4 bar Druck):
- Beginnen Sie mit polierter 316 Edelstahl mit vergrößerter Öffnung (1,5–1,8 mm) + PTFE-Spitzenbeschichtung
- Rechnen Sie mit 3–5-facher längerer Betriebszeit zwischen den Reinigungen als bei Standarddüsen
- Rückzahlungszeit: 2–3 Monate
Für Umgebungen mit hoher Abrasion (>3 % Mineralfüllstoffe, Hochgeschwindigkeitssprüh):
- Upgrade auf Keramik- oder Wolframkarbid-Einsätze-Designs
- Akzeptieren Sie 3–4-fach höhere Anfangskosten für 8–15-fache längere Lebensdauer
- Rückzahlungszeit: 6–12 Monate durchgehender Betrieb
Für luftunterstützte feine Zerstäubung:
- Verwendung externes Mischdesign mit großer Flüssigkeitsöffnung (≥3,0 mm) und PTFE-beschichteter Luftkappe
- Planen Sie eine Reinigung alle 8–12 Stunden, unabhängig von Antihaft-Funktionen
- Berücksichtigen Sie ein automatisiertes ZIP-System, wenn es rund um die Uhr läuft
Empfohlener Aktionsplan
- Überprüfen Sie die aktuelle Leistung: Verfolgen Sie Ihre tatsächliche Reinigungshäufigkeit, Austauschintervalle und die damit verbundenen Arbeits- und Ausfallzeiten über 4 Wochen hinweg
- Führe die TCO-Berechnung durch in Abschnitt 7 mit deinen echten Zahlen
- Starte mit einem Pilot: Rüste 2–3 Düsen mit Antihaft-Design in deiner problematischsten Zone nach; Messung von Ablagerungen, Reduktion und Sprühstabilität
- Hochskalieren bei Validierung: Eine vollständige Manifold-Nachrüstung zahlt sich typischerweise innerhalb von 2–4 Monaten zurück
- Flussüberwachung implementieren: Automatisierte Warnungen erkennen frühzeitige Verstopfungen und reduzieren den Schrott um 60–75 %
Wenn Ihr Stärke-Größenbetrieb mit häufigen Verstopfungen, ungleichmäßiger Abdeckung oder hoher Wartung zu kämpfen hat, liefern Anti-Haft-Düsen messbare Rendite – nicht durch Marketingversprechen, sondern durch technisches Design, das die eigentliche Ursache adressiert: Stärkeadhäsion an Flussübergangspunkten und auf äußeren Oberflächen.
Brauchst du Hilfe bei der Dimensionierung deines Systems?
Wenn Sie eine anwendungsspezifische Düsenauswahl basierend auf Ihrer Stärkeviskosität, Substratbreite, Beschichtungsgewichtsziele und Produktionsplan wünschen, wenden Sie sich an einen Sprühapplikationsingenieur mit Ihren Prozessparametern:
- Stärketyp und -konzentration (% Feststoffe)
- Betriebstemperatur
- Substratmaterial und -breite
- Zielbeschichtungsgewicht (g/m²)
- Aktuelle Düsenkonfiguration und Druck
Die meisten Düsenhersteller bieten Free-Flow-Modellierung an und können Probendüsen für Tests vor Ort bereitstellen, bevor die volle Verpflichtung abgeschlossen wird.