





Hochviskose Beschichtungen sprühen nicht? Wichtige Überlegungen bei der Auswahl von Hochdurchflussdüsen
- Inhaltsverzeichnis
- 1. Einleitung: Warum hochviskose Beschichtungen Standarddüsen herausfordern
- 2. Verständnis der Strömungsdynamik in Anwendungen mit hoher Viskosität
- 2,1 Reynolds-Zahl und laminare Strömungsregime
- 2.2 Druckfluss-Beziehungsabweichung
- 2.3 Energiebedarf der Atomisierung
- 3. Kritische Düsenparameter für hochviskose Flüssigkeiten
- 3.1 Öffnungsdurchmesser (Am kritischsten)
- 3.2 Sprühwinkel
- 3,3 Durchflusskapazität
- 3.4 Design von internen Flusskanälen
- 3.5 Verbindungstyp und Speisepfad
- 4. Hochdurchfluss-Düsentypen: Leistungsvergleich
- 4.1 Hydraulische Flachventilatordüsen
- 4.2 Luftunterstützte Luftlose Düsen
- 4.3 Volle Kegel- und Hohlkegeldüsen
- 4.4 Leistungsübersicht
- 5. Öffnungsgröße und Druckanforderungen
- 5.1 Berechnung der Minimalöffnungsgröße
- 5.2 Pressure-Selection-Kompromisse
- 5.3 Die "Doppeldruck"-Falle vermeiden
- 6. Materialauswahl für abrasive, hochviskose Beschichtungen
- 6.1 Verschleißraten-Vergleich
- 6.2 Risiko des spröden Versagens
- 7. Häufige Installations- und Betriebsfehler
- 7.1 Unterdimensionierter Zuführungskrümmer
- 7,2 Ignorieren von Temperatureffekten auf die Viskosität
- 7.3 Verwendung wasserbasierter Flussdiagramme für viskose Beschichtungen
- 8. Schritt-für-Schritt-Auswahlprozess
- Schritt 1: Definieren Sie Anforderungen
- Schritt 2: Berechnen Sie den minimalen Öffnungsdurchmesser
- Schritt 3: Düsentyp auswählen
- Schritt 4: Material basierend auf den Betriebszeiten auswählen
- Schritt 5: Überprüfe Druck- und Durchflusskapazität
- Schritt 6: Entwurf von Mannigfaltigkeit und Abstand
- 9. FAQ
- F: Kann ich einfach den Druck erhöhen, wenn meine Beschichtung nicht sprüht?
- F: Wie viel erhöht luftgestützte Luftlosigkeit die Betriebskosten?
- F: Warum sieht mein Sprühmuster gut aus, wenn ich mit Wasser teste, aber mit eigener Beschichtung schrecklich?
- F: Wie oft sollte ich die Düsen austauschen?
- F: Kann ich dieselbe Düse für mehrere Beschichtungsformulierungen verwenden?
- F: Was ist die beste Methode, um verstopfte Hochdurchflussdüsen zu reinigen?
- 10. Fazit und weitere Maßnahmen
- Nächste Schritte
Inhaltsverzeichnis
- [Einleitung: Warum hochviskose Beschichtungen Standarddüsen herausfordern] (#1-Einleitung)
- [Verständnis der Strömungsdynamik in Anwendungen mit hoher Viskosität] (#2 – Strömungsdynamik)
- [Kritische Düsenparameter für Flüssigkeiten mit hoher Viskosität] (#3-kritische Parameter)
- [Hochdurchfluss-Düsentypen: Leistungsvergleich] (#4-Düsentypen)
- [Öffnungsgröße und Druckanforderungen] (#5-Öffnungsgröße)
- [Materialauswahl für abrasive, hochviskose Beschichtungen] (#6-Materialauswahl)
- [Häufige Installations- und Betriebsfehler](#7-häufige Fehler)
- Schritt-für-Schritt-Auswahlprozess
- FAQ
- Fazit und nächste Maßnahmen
1. Einleitung: Warum hochviskose Beschichtungen Standarddüsen herausfordern
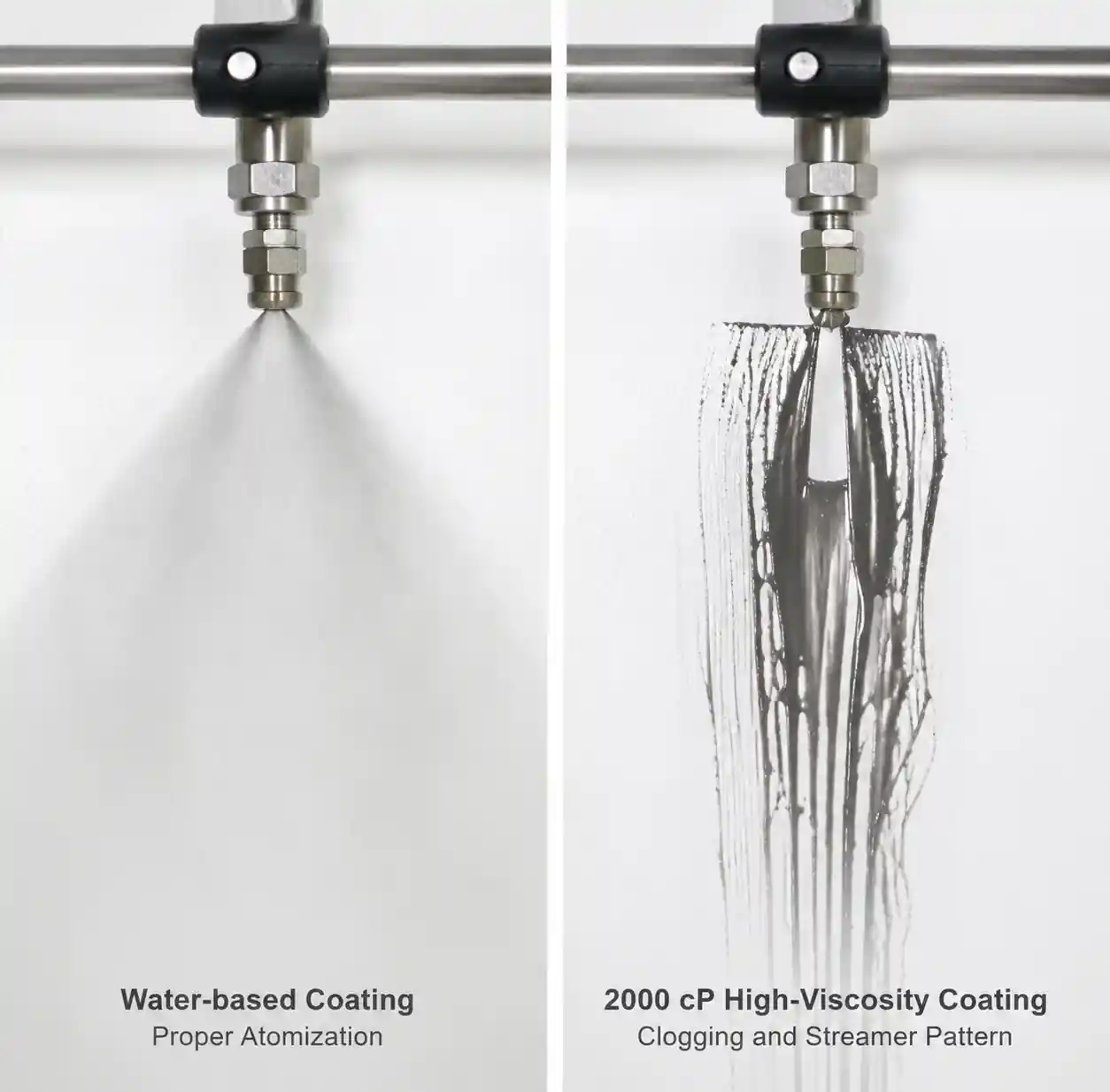
Wenn Sie schon einmal Beschichtungsversagen erlebt haben, bei denen das Material einfach nicht sprüht, sich in der Zuführleitung verstopft oder inkonsistente Deckungsmuster erzeugt, haben Sie es wahrscheinlich mit einer unzureichenden Düsenauswahl für Ihren Viskositätsbereich zu tun. Hochviskose Beschichtungen – typischerweise über 500 cP (Centipoise) und besonders über 2.000 cP – erfordern grundlegend andere Düsendesigns als wasserbasierte oder niedrigviskose Flüssigkeiten.
In unserer Feldarbeit mit Automobilbeschichtungslinien, industriellen Walzbeschichtungssystemen und Schutzbeschichtungsoperationen beobachten wir konsequent drei Ausfallmodi: vollständige Durchflussblockade bei Zieldruck (Flüssigkeit verdampft sich nicht), starke Musterverzerrung (oval oder streifenhaft statt gleichmäßiger Lüfter) und vorzeitigen Verschleiß der Düse durch das Erzwingen zu großer Öffnungen. Jeder Ausfall steht für Produktionsverluste, verschwendungen von Material und Nachbearbeitungskosten, die in mittelgroßen Betrieben typischerweise 2.000–8.000 US-Dollar pro Vorfall übersteigen.
Dieser Leitfaden bietet Auswahlkriterien auf technischer Ebene basierend auf den Prinzipien der Strömungsmechanik, vergleichende Leistungsdaten aus mehreren Düsenkonfigurationen und wirtschaftliche Analysen der Entscheidungen über die Größenordnung der Öffnung. Sie lernen, den minimalen Öffnungsdurchmesser aus Viskosität und gewünschter Durchflussrate zu berechnen, luftunterstützte und hydraulische Atomisierung für Ihre spezielle Beschichtung zu vergleichen, verschleißfeste Materialien auszuwählen, die die Öffnung nicht über die Spezifikation hinaus vergrößern, und vermeiden die drei häufigsten Installationsfehler, die die effektive Durchflusskapazität um 30–50 % verringern.
Was Sie erreichen werden: Am Ende dieses Artikels haben Sie eine wiederholbare Methode, um Düsen zu spezifizieren, die zuverlässig bis zu 5.000 cP besprühen, die Mustergleichmäßigkeit von ±10 % über die gesamte Sprühbreite gewährleisten und eine vorhersehbare Lebensdauer in abrasiven oder gefüllten Beschichtungsformulierungen gewährleisten.
! 1-Hochviskositäts-Beschichtung-Sprühversagen
{kind=link}
2. Verständnis der Strömungsdynamik in Anwendungen mit hoher Viskosität
2,1 Reynolds-Zahl und laminare Strömungsregime
Standard-hydraulische Sprühdüsen gehen von turbulentem Fluss innerhalb der Öffnung aus (Reynolds-Nummer Re > 4.000), was die Instabilität erzeugt, die für die Zerlegung in Tröpfchen erforderlich ist. Bei hochviskosen Flüssigkeiten sinkt die Reynolds-Zahl dramatisch:
Re = (ρ × v × D) / μ
Wobei:
- ρ = Flüssigkeitsdichte (kg/m³)
- v = Geschwindigkeit durch die Öffnung (m/s)
- D = Öffnungsdurchmesser (m)
- μ = dynamische Viskosität (Pa·s)
Eine Beschichtung mit einer Viskosität von 2.000 cP (2,0 Pa·s) bei einer Dichte von 1.200 kg/m³, die durch eine 1,5 mm große Öffnung mit 3 m/s fließt, ergibt Re ≈ 2.700 – fest im laminaren Bereich. Laminarer Fluss erzeugt einen kohärenten Flüssigkeitsstrom statt eines atomisierten Sprühs. Um mit dieser Viskosität Re > 4.000 zu erreichen, benötigt man entweder eine höhere Geschwindigkeit (was einen unpraktischen Druck erfordert – oft über 150 bar / 2.175 psi) oder einen größeren Öffnungsdurchmesser, was die Tröpfchengröße erhöht und die Beschichtungsqualität beeinträchtigen kann.
2.2 Druckfluss-Beziehungsabweichung
Die Standarddüsenformel Q = K√P geht von Newtonscher Flüssigkeit mit vernachlässigbarer Viskositätseffekte aus. Bei hochviskosen Beschichtungen weicht der tatsächliche Durchfluss 15–40 % unter die vorhergesagten Werte ab, weil:
- Viskoser Widerstand dominiert Druckabfall im Öffnungseintritt und in der Vena contracta-Region
- Nicht-newtonsches Verhalten (Scherverdünnung oder thixotrop) bedeutet effektive Viskositätsänderungen mit der Schergeschwindigkeit durch die Öffnung
- Wandrutschen in gefüllten Beschichtungen (Pigmente, Füllstoffe) erzeugt eine Schmierschicht, die den Durchfluss teilweise wiederherstellt
Bei unseren Druckflusstests mit Epoxidbeschichtungen (1.500–3.000 cP) haben wir eine Durchflussreduktion von 25–35 % im Vergleich zu wasserkalibrierten K-Werten bei demselben Druck gemessen. Das bedeutet, dass Sie Hersteller-Flussdiagramme für Wasser nicht zuverlässig verwenden können, es sei denn, sie liefern Viskositätskorrekturfaktoren – die meisten tun das nicht.
2.3 Energiebedarf der Atomisierung
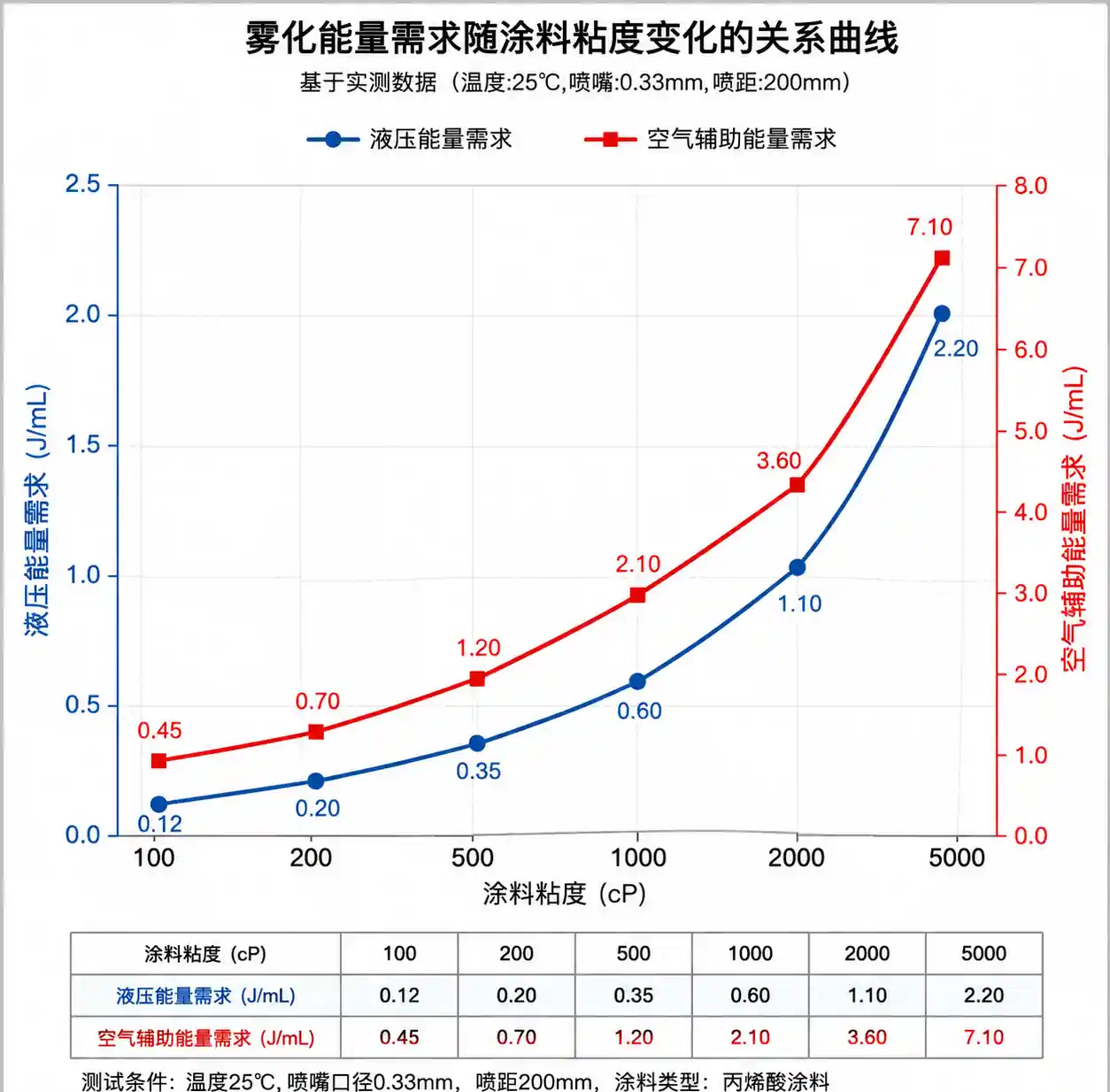
Das Erreichen einer akzeptablen Tröpfchengröße (typischerweise 50–200 Mikrometer für Beschichtungsanwendungen) erfordert Oberflächenenergie, um eine neue Flüssigkeitsoberfläche zu schaffen. Für eine viskose Flüssigkeit stammt diese Energie von:
- Hydraulische Druckenergie am Ausgang der Öffnung in kinetische Energie umgewandelt
- Luftscherenergie in luftunterstützten oder luftlosen, luftunterstützten Düsen
- Mechanische Energie in Rotationsverdampfern (hier nicht behandelt)
Die benötigte Energie skaliert mit der Oberflächenspannung und Viskosität. Eine 2.000-cP-Beschichtung benötigt etwa 4–6× mehr Atomisierungsenergie als eine 100-cP-Beschichtung, um die gleiche Größenverteilung der Tröpfchen zu erreichen. Deshalb benötigen hochviskose Beschichtungen oft spezielle Düsendesigns oder Luftunterstützung, selbst wenn die Durchflussrate allein dies nicht erfordert.
! 2-Viskositäts-Atomisation-Energie-Diagramm
{kind=link}
3. Kritische Düsenparameter für hochviskose Flüssigkeiten
Bei der Auswahl von Düsen für hochviskose Beschichtungen dominieren fünf Parameter die Leistung:
3.1 Öffnungsdurchmesser (Am kritischsten)
Der minimale praktische Öffnungsdurchmesser wird durch Viskosität und akzeptablen Druck bestimmt:
D_min ≈ 0,15 × (μ / ρ)^0,3
Diese empirische Beziehung (aus der Praxis der Beschichtungsindustrie) legt nahe, dass bei 2.000-cP-Beschichtungen der Öffnungsdurchmesser mindestens 1,8–2,0 mm betragen sollte, um übermäßigen Druckanforderungen zu vermeiden. Kleinere Pumpen bringen Sie über 100 bar (1.450 psi), was oft über die Leistungsfähigkeit von Standard-Beschichtungspumpen hinausgeht und Sicherheitsbedenken bei Schlauchanschlüssen mit sich bringt.
3.2 Sprühwinkel
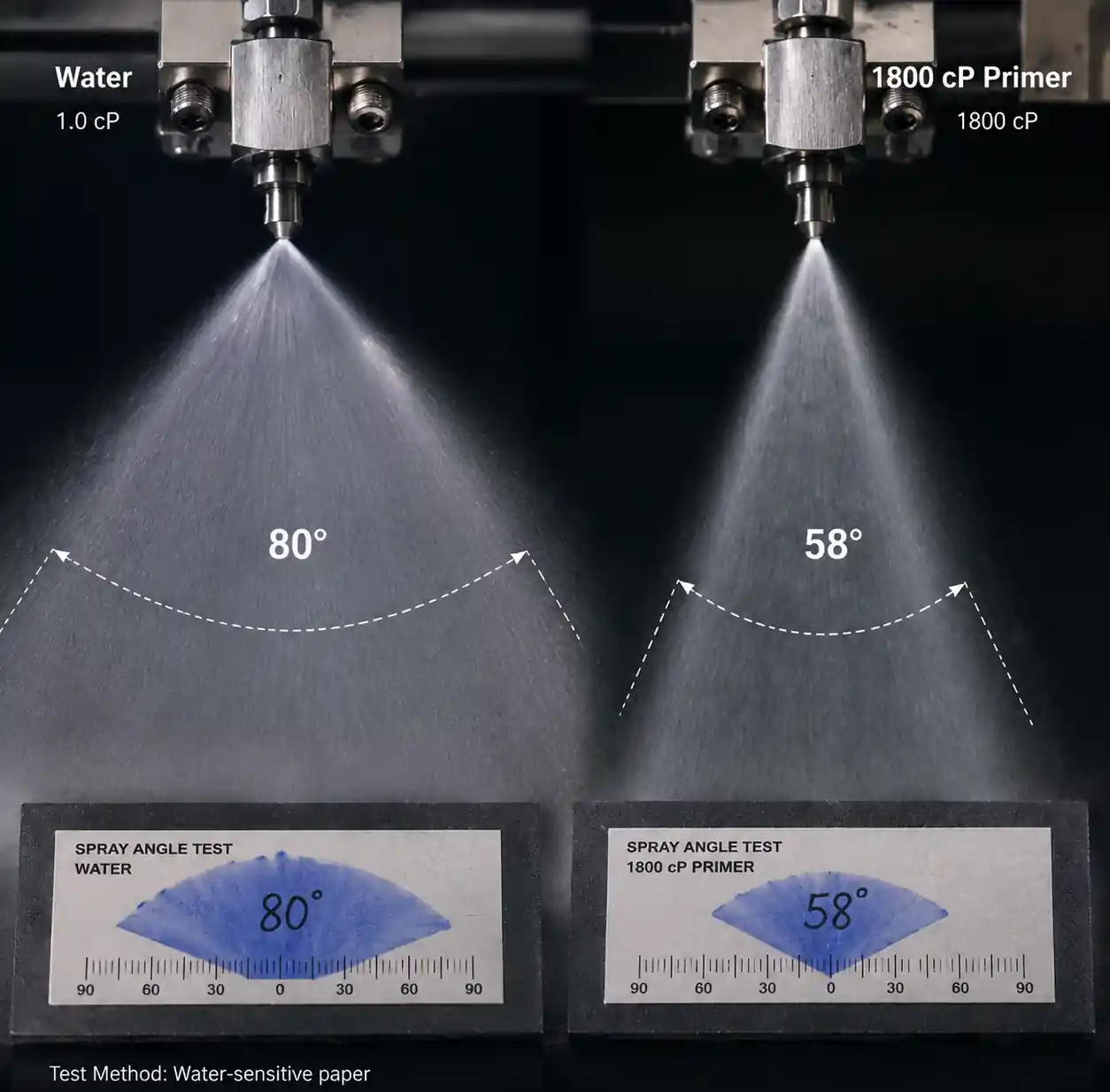
Flüssigkeiten mit hoher Viskosität erzeugen schmalere Sprühwinkel als Wasser bei derselben Düsengeometrie. Eine Düse, die mit "80° mit Wasser" bewertet ist, liefert typischerweise 55–65° mit 2.000 cP-Beschichtung. Diese Winkelreduktion bedeutet:
- Reduzierte Abdeckungsbreite pro Düsendurchgang
- Bedarf an reduziertem Düsenabstand (typischerweise 20–30 % näher)
- Potenzial für Streifenmuster, wenn der Abstand nicht angepasst wird
Für Walzenbeschichtungen und Flachplattenanwendungen geben wir in der Regel einen Nennwinkel von 65–80° mit Wasser an, da wir wissen, dass Sie mit hochviskosen Beschichtungen einen effektiven Winkel von 50–65° erreichen – dennoch ausreichend für eine gleichmäßige Abdeckung mit angemessener Überlappung.
3,3 Durchflusskapazität
Hochdurchflussdüsen für Beschichtungen liegen typischerweise zwischen 2 und 20 L/min (0,5 bis 5,3 GPM) bei Arbeitsdruck. Die Auswahl der Durchflussmenge hängt ab:
- Webgeschwindigkeit oder Substrat-Reisegeschwindigkeit (m/min)
- Zielschichtdicke (Nassfilmdicke in Mikrometern)
- Abdeckungsbreite pro Düse
- Anzahl der Düsen im Verteiler
Ein häufiger Fehler ist, die Durchflussrate ausschließlich anhand der Gesamtkapazität des Systems zu wählen und dann festzustellen, dass die einzelnen Düsengeschwindigkeiten zu niedrig sind, um die viskose Beschichtung zu verneuben. Jede Düse sollte mit ausreichender Geschwindigkeit für Ihre Viskosität arbeiten – typischerweise 8–15 m/s Austrittsgeschwindigkeit für 1.000–3.000 cP-Beschichtungen.
3.4 Design von internen Flusskanälen
Hochdurchflussdüsen verwenden drei Hauptgeometrien im Innenraum:
- Gerade Bohröffnungsöffnung: Einfachste, kostengünstigste, aber höchster Druckbedarf und schlechteste Zerstäubungsqualität für viskose Flüssigkeiten
- Venturi oder konvergierender Durchgang: Reduziert den Druckbedarf um 20–30 %, verbessert die Strömungsstabilität, Standardwahl für die meisten Anwendungen mit hoher Viskosität
- Turbulenzkammer-Design: Die Vor-Wirbelkammer erzeugt Rotationsenergie, bessere Atomisierung, ist aber empfindlicher gegenüber Viskositätsschwankungen
Für Beschichtungen über 1.500 cP empfehlen wir dringend Venturi- oder Turbulenzkammer-Designs. Die zusätzlichen Kosten (typischerweise 15–40 $ pro Düse) werden durch eine reduzierte Pumpengröße und einen reduzierten Energieverbrauch erholt.
3.5 Verbindungstyp und Speisepfad
Oft übersehen: Die Verbindung von der Zuleitung zur Düse erzeugt zusätzlichen Durchflusswiderstand. Für Flüssigkeiten mit hoher Viskosität:
- Verwendung von Full-Port-Verbindungen (keine Durchmesserreduktion)
- Minimierung der Anzahl der Ellbogen und Richtungsänderungen
- Spezifizieren Sie Düsen mit großen Einlasskanälen (mindestens 1,5× Öffnungsdurchmesser)
- Betrachten Sie Saugrohrblockdesigns, die Düsen von hinten anstelle von Gewindeverbindungen an der Seite speisen, die Düsen von hinten versorgen
Wir haben mehrere "Düsenprobleme" diagnostiziert, die tatsächlich eine 50–70%ige Durchflussbeschränkung in 1/8" NPT-Adaptern stromaufwärts von vollkommen ausreichenden Düsen verursachten.
4. Hochdurchfluss-Düsentypen: Leistungsvergleich
4.1 Hydraulische Flachventilatordüsen
| Parameter | Leistung mit hoher Viskosität |
|---|---|
| Viskositätsbereich | Bis zu 3.000 cP (praktische Grenze ~2.000 cP für Qualitätszerstäubung) |
| Typische Durchflussrate | 2–12 L/min bei 40–100 Bar |
| Tröpfchengröße (Dv50) | 150–400 Mikrometer (steigt signifikant mit der Viskosität) |
| Sprühwinkelhalt | Schlecht: 60–75 % des wasserzugelassenen Winkels |
| Druckanforderung | Hoch: 60–120 bar für akzeptable Atomisierung |
| Atomisierungsqualität | Mäßig bis gut unter 1.500 cP; schlecht über 2.500 cP |
| Kosten pro Düse | 25–80 $ (Keramik- oder Hartmetalleinsatz) |
| Beste Anwendung | Beschichtungen mit mittlerer Viskosität, breitwebige Beschichtung, bei denen einige Größenunterschiede der Tröpfchen akzeptabel sind |
Hydraulische Flachventilatordüsen wirken, indem sie Flüssigkeit durch eine elliptische Öffnung oder eine innere Schaufel pressen, die ein flaches Blatt erzeugt. Mit zunehmender Viskosität wird das Blatt kohärenter (weniger anfällig für Zersplitterung), was zu größeren Tröpfchen und einem schmaleren Sprühwinkel führt. Für Beschichtungen über 2.000 cP benötigen Sie typischerweise 80–100 bar (1.160–1.450 psi), um eine akzeptable Atomisierung zu erreichen, was die Grenzen herkömmlicher Beschichtungspumpen ausreizt.
! 3-Sprühwinkel-Verringerung-Vergleich
{kind=link}
Feldbeobachtung: Bei der Anwendung von Automobilprimern (1.800 cP) messen wir die Sprühbreite von 300 mm auf 210 mm beim Wechsel von Wasser auf tatsächliche Beschichtung bei derselben Düse und Druck ab. Dies erforderte, den Düsenabstand von 250 mm auf 180 mm zu reduzieren, um Überlappung zu gewährleisten.
4.2 Luftunterstützte Luftlose Düsen
| Parameter | Leistung mit hoher Viskosität |
|---|---|
| Viskositätsbereich | Bis zu 8.000 cP (praktisches Limit für die meisten Designs) |
| Typische Durchflussrate | 1–8 L/min bei 30–80 bar Flüssigkeit + 2–4 bar Luft |
| Tröpfchengröße (Dv50) | 50–150 Mikrometer (deutlich besser als nur hydraulisch) |
| Sprühwinkelhalt | Gut: 80–95 % des Nennwinkels |
| Druckanforderung | Mäßig: 30–80 bar Flüssigkeit (Luft unterstützt die Zerstäubung) |
| Atomisierungsqualität | Ausgezeichnet selbst bei 3.000+ cP |
| Kosten pro Düse | 120–350 $ (benötigt Dual-Feed-Ansaugrohr) |
| Beste Anwendung | Hochviskose Beschichtungen, die feine Atomisierung erfordern, Automobil-, Luft- und Raumfahrt-, hochwertige Fertigstellung |
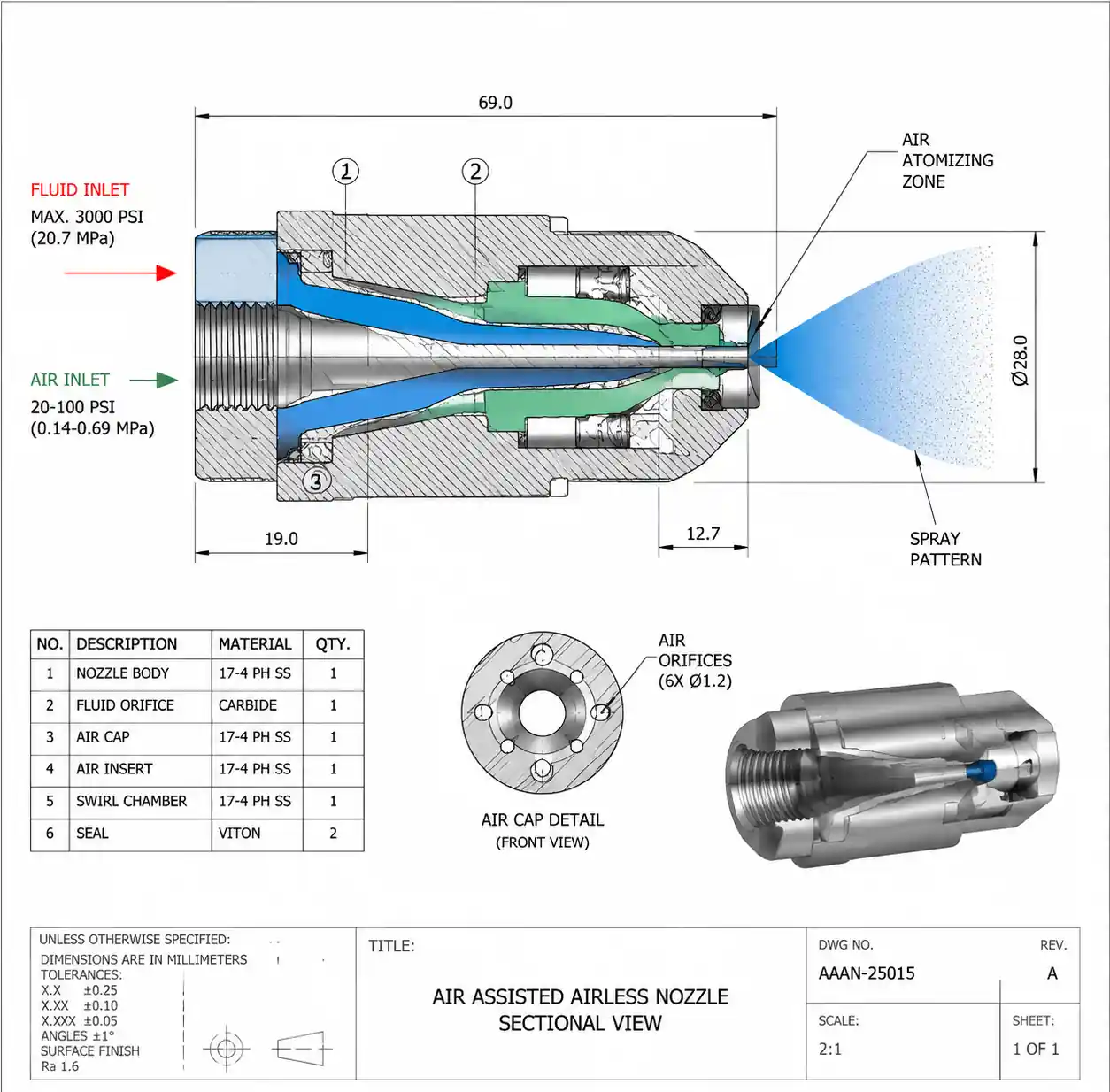
Luftunterstützte luftlose (AAA) Düsen kombinieren Hydraulikdruck (30–80 bar) mit Niederdruckluft (2–4 bar), die am Ausgang der Öffnung eingespritzt wird. Der Luftstrom schert die Flüssigkeit und verbessert die Atomisierung dramatisch. Diese Technologie reduziert den benötigten Flüssigkeitsdruck um 40–60 % im Vergleich zur reinen hydraulischen Atomisierung bei gleicher Tröpfchengröße.
Wichtiger Vorteil: AAA-Düsen behalten ein einheitliches Sprühmuster, selbst wenn die Viskosität der Beschichtung aufgrund von Temperaturschwankungen während der Produktion um ±30 % variiert. Der Luftstrom kompensiert Viskositätsschwankungen.
Wesentlicher Nachteil: Erfordert Druckluftzufuhr (typischerweise 0,5–1,5 m³/min pro Düse bei 4 Bar), was die Infrastrukturkosten und Komplexität erhöht.
4.3 Volle Kegel- und Hohlkegeldüsen
Im Allgemeinen nicht empfohlen für Anwendungen mit hoher Viskosität aufgrund von:
- Interne Wirbelkammern, die einen hohen viskosen Widerstand erzeugen
- Kleine Strömungskanäle, die durch gefüllte Beschichtungen verstopfen werden können
- Kreisförmiges Muster, das nicht für Web- oder Panelbeschichtungsgeometrien geeignet ist
Ausnahme: Einige spezielle Rollbeschichtungs-Applikatoren verwenden modifizierte Hohlkegel-Designs für die Vorhangbeschichtung, bei denen das kreisförmige Muster vor dem Kontakt mit dem Gewebe auf eine Folie verteilt wird.
4.4 Leistungsübersicht
| Düsentyp | Maximale praktische Viskosität | Atomisierungsqualität (1–5) | Druckbedarf | Infrastrukturkomplexität | Typische Kosten |
|---|---|---|---|---|---|
| Hydraulischer Flachventilator | 2.000 cP | 3 | Hoher (80–120 Bar) | Low | 25–80 $ |
| Hydraulischer Flachlüfter (große Öffnung) | 3.500 cP | 2 | Sehr hoch (100–150 Bar) | Low | 35–95 $ |
| Luftgestützte Luftlose | 8.000 cP | 5 | Moderat (30–80 Bar) | High (Luftsystem) | 120–350 $ |
| Luftlos (große Öffnung) | 5.000 cP | 2–3 | Hoch (100–150 Bar) | Low | 45–120 $ |
Atomisierungsqualitätsskala: 1=Schlecht (Bänder/Ströme), 5=Ausgezeichnet (gleichmäßige Tröpfchenverteilung)
Nach dieser Tabelle: Für die meisten industriellen Anwendungen mit hochviskoser Beschichtung im Bereich von 1.500–3.000 cP empfehlen wir, die Bewertung mit großen Öffnungen (2,0–3,0 mm) hydraulischen Flachventilatordüsen zu beginnen, wenn Ihre Pumpe 80–100 bar liefern kann. Wenn die Zerstäubungsqualität unzureichend ist (sichtbare Streifen, übermäßige Orangenschale oder Tröpfchengröße über 300 Mikrometer), solltest du auf luftunterstützte Luftlosigkeit umrüsten. Die Druckreduzierung mit AAA ermöglicht typischerweise eine Verkleinerung der Pumpen, die 40–60 % der zusätzlichen Düsenkosten über eine Lebensdauer von drei Jahren ausgleicht.
! 4-Luft-assistiert-luftlos-Cutaway
{kind=link}
5. Öffnungsgröße und Druckanforderungen
5.1 Berechnung der Minimalöffnungsgröße
Für eine gegebene Beschichtungsviskosität und die gewünschte Durchflussrate kann der minimale Öffnungsdurchmesser aus folgenden Angaben geschätzt werden:
D_min = √(8 × Q × μ / (π × ΔP × C_d))
Wobei:
- D_min = minimaler Öffnungsdurchmesser (m)
- Q = gewünschte Durchflussrate (m³/s)
- μ = dynamische Viskosität (Pa·s)
- ΔP = verfügbarer Druckabfall (Pa)
- C_d = Auslasskoeffizient (~0,6–0,7 für viskose Strömung)
Funktionierendes Beispiel:
- Zieldurchfluss: 6 L/min = 0,0001 m³/s
- Viskosität: 2.000 cP = 2,0 Pa·s
- Verfügbarer Druck: 80 bar = 8.000.000 Pa
- C_d ≈ 0,65
D_min = √(8 × 0,0001 × 2,0 / (π × 8.000.000 × 0,65)) ≈ 0,00222 m = 2,2 mm
Diese Berechnung deutet auf ein Minimum der Öffnung von 2,2 mm hin. In der Praxis würden wir 2,5 mm angeben, um einen Spalt für Viskositätsvariationen und Beschichtungsablagerungen an den Öffnungskanten im Laufe der Zeit zu schaffen.
5.2 Pressure-Selection-Kompromisse
| Druckbereich | Vorteile | Nachteile | Empfohlene Anwendung |
|---|---|---|---|
| 30–50 Bar (435–725 psi) | Standard-Beschichtungspumpen; sicher für Gummischlauch; Leicht zu steuern | Erfordert sehr große Öffnungen (3–4 mm); schlechte Atomisierung über 1.500 cP | Niedrigwertige Beschichtungen, Klebstoffe, bei denen die Tröpfchengröße nicht kritisch ist |
| 60–100 bar (870–1.450 psi) | Guter Kompromiss: ausreichende Atomisierung mit 2,0–2,5 mm Öffnung; angemessene Pumpenkosten | Benötigt verstärkten Schlauch; Sicherheitsaspekte | Gebräuchlichste Wahl für 1.500–3.000 cP Industriebeschichtungen |
| 100–150 bar (1.450–2.175 psi) | Ermöglicht kleinere Öffnungen; Bessere Atomisierung | Teure Hochdruckpumpen; Sicherheitsbedenken; Beschleunigter Verschleiß an Dichtungen und Anschlüssen | hochwertige Oberflächenbeschichtungen; Luft- und Raumfahrtanwendungen |
| 150+ bar (2.175+ psi) | Ausgezeichnete Atomisierung selbst bei hoher Viskosität | Sehr teure Ausrüstung; erhebliche Sicherheitsanforderungen; Schneller Bauteilverschleiß | Nur Spezialanwendungen; Es ist in der Regel kostengünstiger, auf luftunterstützte Systeme umzusteigen |
Nach dieser Tabelle: Der "Sweet Spot" für die meisten Hochviskositätsbeschichtungen liegt bei 70–90 bar. Dieser Druckbereich erlaubt 2,0–2,5 mm Öffnungen für Beschichtungen bis zu 2.500 cP, funktioniert mit Mittelklasse-Beschichtungspumpen (3.000–8.000 $) und erfordert keine spezielle Sicherheitsausrüstung außer einem Standard-Hochdruckschlauch und einem korrekten Ansaugrohrdesign.
5.3 Die "Doppeldruck"-Falle vermeiden
Ein weit verbreitetes Missverständnis: Wenn die Beschichtung nicht bei 60 bar sprüht, hilft das Double auf 120 bar das Problem. Realität:
- Der Durchfluss steigt nur um √2 = 1,41× (41 % Zunahme, nicht 100 %)
- Ist die Öffnung für die Viskosität zu klein, erzeugt ein erhöhter Druck eine höhere Schererwärmung, was die Beschichtung möglicherweise abbaut
- Druck über 100 bar beschleunigt den Verschleiß erheblich, insbesondere bei gefüllten Beschichtungen
Wenn die Beschichtung bei deinem Zieldruck nicht ausreichend sprüht, ist die richtige Lösung meist größere Öffnung, nicht ein höherer Druck. Wir haben zahlreiche Fälle gesehen, in denen der Wechsel von 1,5 mm auf 2,5 mm Öffnung bei demselben 70-bar-Druck ein nicht funktionierendes System in eine Produktionslinie verwandelte, die nach Vorgaben lief.
6. Materialauswahl für abrasive, hochviskose Beschichtungen
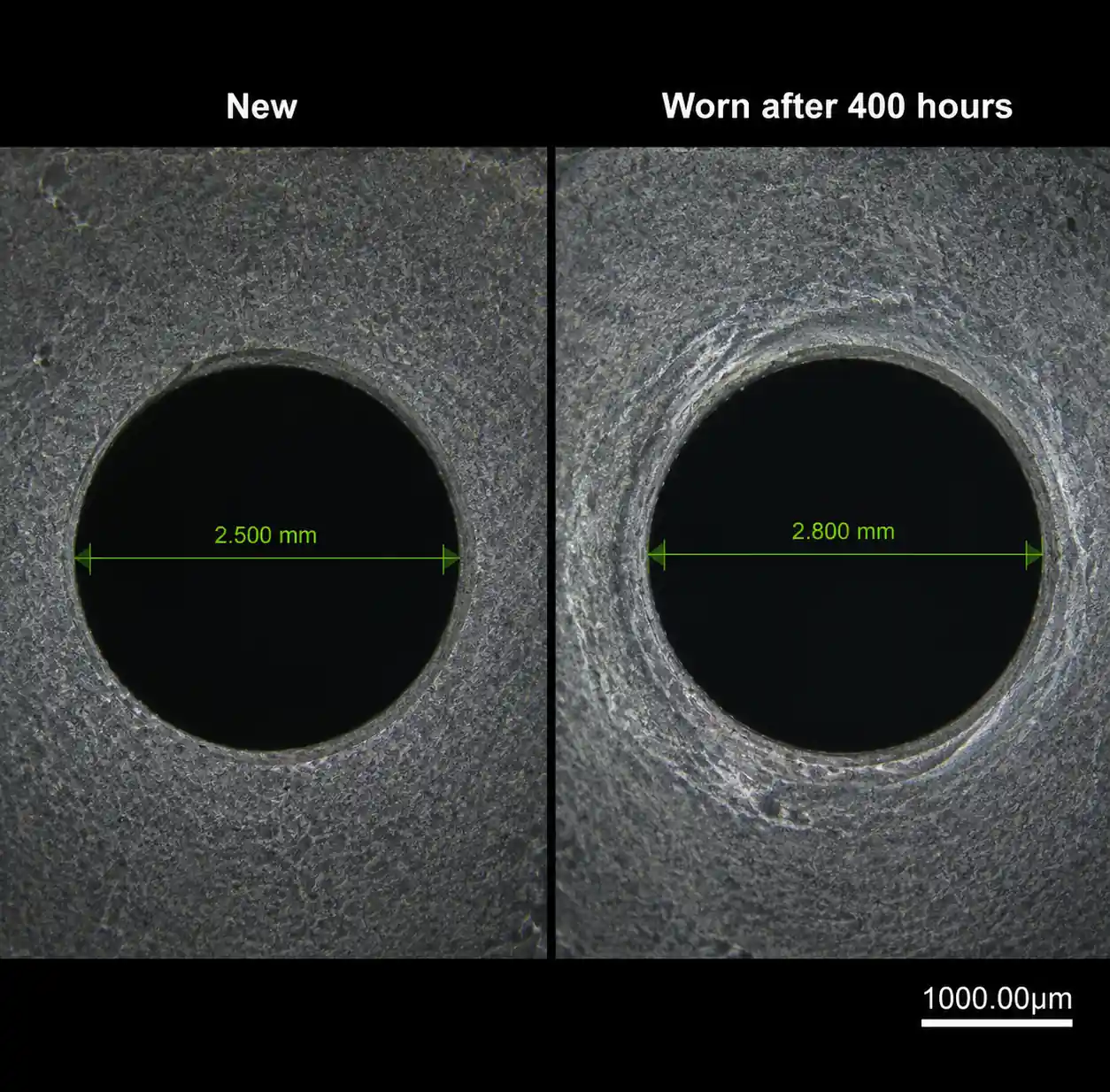
Hochviskose Beschichtungen enthalten oft abrasive Füllstoffe (TiO2, Siliziumdioxid, Aluminiumoxid, Zink usw.), die die Öffnung erodieren. Wenn der Durchmesser der Öffnung durch Verschleiß zunimmt, steigt die Durchflussrate und das Sprühmuster verzerrt sich. Die Materialwahl ist entscheidend für eine vorhersehbare Lebensdauer der Nutzung.
6.1 Verschleißraten-Vergleich
| Material | Härte (HV) | Relative Wear Life* | Kosten mehrfach vs. Edelstahl | Typische Dienstzeit | Beste Anwendung |
|---|---|---|---|---|---|
| 303 Edelstahl | 150–200 | 1× (Ausgangswert) | 1× | 200–400 Stunden | Nur wasserbasierte, nicht abrasive Beschichtungen |
| Gehärtete 440C Edelstahl | 550–600 | 3–4× | 1,5× | 600–1.600 Stunden | Niedriger bis mittlerer Abrasivgehalt |
| Wolframkarbid-Einsatz | 1.400–1.600 | 12–18× | 4–6× | 2.400–7.200 Stunden | Mäßige bis hohe abrasive Beschichtungen |
| Siliziumkarbid (SiC) | 2.400–2.600 | 25–40× | 6–8× | 5.000–16.000 Stunden | Hoher Abrasivgehalt; ausgezeichnet für TiO2-gefüllte |
| Saphir (Al2O3) | 2.000–2.200 | 30–50× | 10–15× | 6.000–20.000 Stunden | Höchste Abnutzungsfestigkeit; Premium-Anwendungen |
*Relative Verschleißlebensdauer getestet mit 15 % TiO2-gefüllter Epoxidbeschichtung bei 2.000 cP, 80 bar Druck, 2,5 mm Öffnung
Dienstzeit definiert als Zeit, bis die Durchflussrate aufgrund von Vergrößerung der Öffnung um >15 % steigt.
Nach dieser Tabelle: Die wichtigste Erkenntnis aus unseren Abnutzungstests: Gesamtkosten begünstigen keramische Materialien über ~1.500 Betriebsstunden. Eine Siliziumkarbidddüse kostet 6× mehr, hält aber 25–40× länger, was bedeutet, dass die Kosten pro Betriebsstunde tatsächlich 75–85 % niedriger sind als Edelstahl. Für kontinuierliche oder großvolumige Chargenbeschichtungen zahlen sich keramische Düsen innerhalb von 3–8 Monaten aus.
6.2 Risiko des spröden Versagens
Keramische Materialien (Wolframkarbid, Siliziumkarbid, Saphir) sind spröde. Wir haben Misserfolge dokumentiert von:
- Druckspitzen über dem Nenndruck (z. B. Pumpenkavitationsstoß, Ventilzuschlagen)
- Thermischer Schock (schnelle Temperaturänderung >40 °C)
- Überdrehmoment der Installation (zerdrückter Einsatz)
- Aufprall während der Reinigung (abgefallene Teile, Hochdruckwasserstrahl)
Empfohlene Vorgehensweise: Für Keramikdüsen sollten Druckentlastungsventile auf 115 % des maximalen Betriebsdrucks installiert werden, für die Installation ein Drehmomentschlüssel verwendet werden (typisch 12–15 N·m für 1/4" NPT-Keramikeinsatzdüsen) und das Wartungspersonal in die richtige Handhabung schulen.
! 5-Düsen-Öffnung-Verschleißmikroskop
{kind=link}
7. Häufige Installations- und Betriebsfehler
Aus Außendienstanrufen zu leistungsschwachen Beschichtungssystemen sind hier die drei häufigsten Fehler:
7.1 Unterdimensionierter Zuführungskrümmer
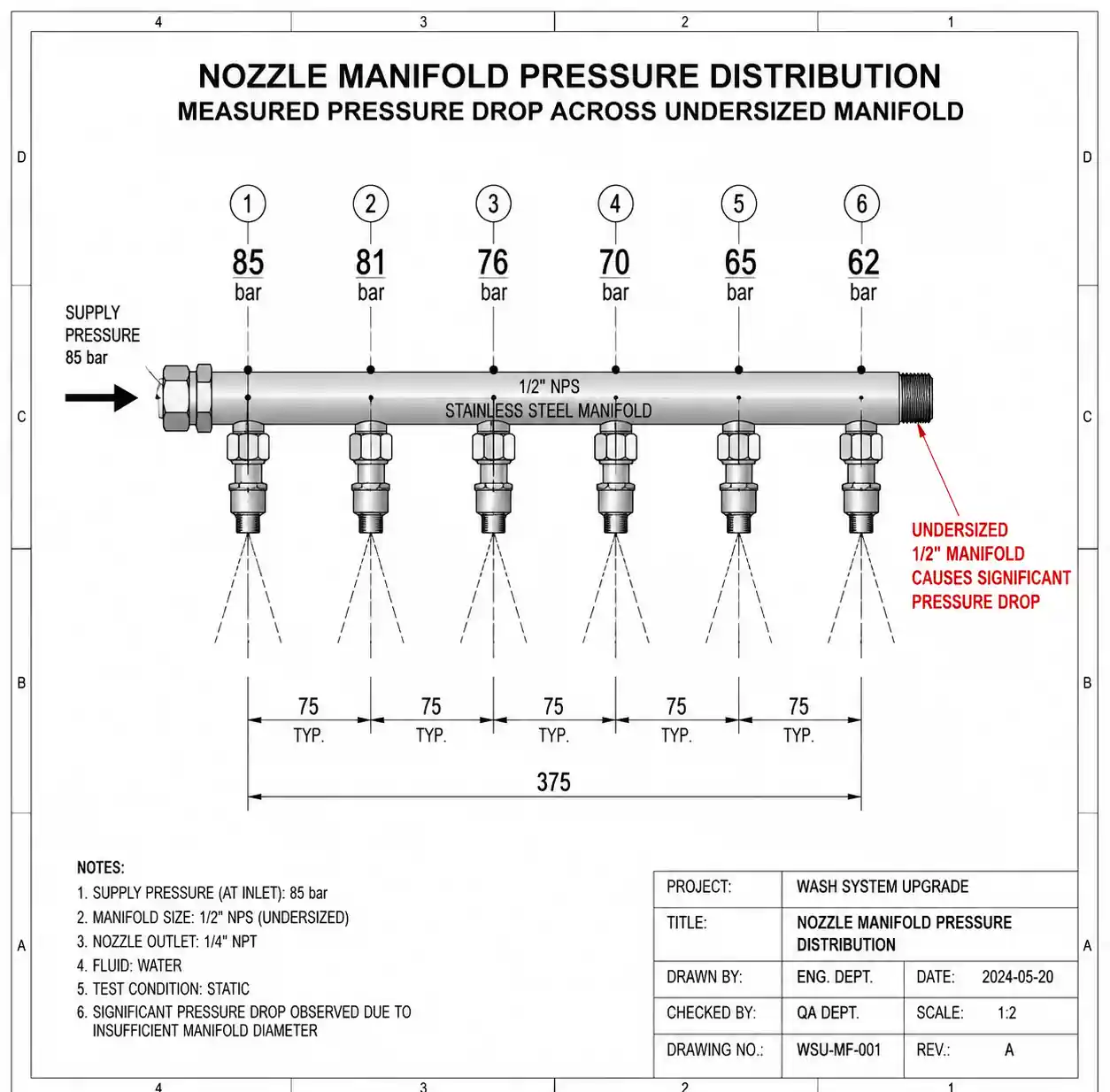
Problem: Düsen sind ausreichend groß, aber der Ansaugkrümmer, der sie versorgt, ist zu klein. Ein 1/2" NPT-Ansaugrohr, der sechs 6 L/min Düsen (insgesamt 36 L/min) spött, verursacht einen Druckverlust von 30–40 % im Ansaugrohr selbst, wodurch an den letzten Düsen der Druck zu wenig ausreicht.
Lösung: Der innere Durchmesser des Ansaugrohrs sollte auf <5 % Druckabfall bei Gesamtdurchfluss ausgelegt sein. Für hochviskose Beschichtungen bedeutet dies typischerweise:
- Bis zu 20 L/min Gesamt: 3/4" Manifold-Minimum
- 20–50 L/min insgesamt: 1" Mannigfaltigkeit
- Gesamt 50–100 L/min: 1-1/4" oder 1-1/2" Verteiler
Verwenden Sie Manifold-Drucktaps, um den Druck an der ersten und letzten Düsenposition zu messen. Wenn der Druckabfall über den Krümmer 5 bar übersteigt, vergrößern Sie ihn.
7,2 Ignorieren von Temperatureffekten auf die Viskosität
Die Viskosität der Beschichtung verändert sich dramatisch mit der Temperatur. Eine typische Epoxidbeschichtung mit 2.000 cP bei 20 °C kann 800 cP bei 30 °C und 500 cP bei 40 °C betragen. Das bedeutet:
- Das Spritzmuster ändert sich im Laufe des Tages, wenn die Beschichtungstemperatur schwankt
- Das Muster der ersten Schicht stimmt nicht mit dem Muster der dritten Schicht überein
- Sommer-/Winter-Leistungsvariation
Lösung: Installation einer Inline-Temperaturüberwachung und entweder (a) Temperaturkontrolle des Beschichtungszuflusses mit Wärmetauscher auf ±2°C oder (b) Verwendung luftunterstützter Düsen, die Viskositätsschwankungen ausgleichen. Die meisten Produktionsbeschichtungslinien über einer Investition von 100.000 Dollar sollten eine Temperaturkontrolle enthalten.
7.3 Verwendung wasserbasierter Flussdiagramme für viskose Beschichtungen
Düsenhersteller veröffentlichen Strömungs-gegen-Druck-Diagramme, die mit Wasser entwickelt wurden. Die direkte Anwendung dieser Diagramme auf 2.000-cP-Beschichtungen führt zu einer Untervorhersage von 25–40 % Durchfluss, was zu einer falschen Düsenwahl führt.
Lösung: Fordern Sie viskositätskorrigierte Durchflussdaten vom Hersteller an oder führen Sie bei der Installation eigene Durchflusstests mit tatsächlicher Beschichtung durch. Wir testen typischerweise drei Düsen pro Charge bei 80 %, 100 % und 120 % des Zieldrucks mit der tatsächlichen Beschichtung und gleichen die Ergebnisse im Mittelwert, um die Basisdurchflussraten für die Produktionskalibrierung festzulegen.
8. Schritt-für-Schritt-Auswahlprozess
Schritt 1: Definieren Sie Anforderungen
Dokument:
- Bereich der Beschichtungsviskosität (Minimum und Maximum erwartet)
- Beschichtungstemperatur beim Sprühauftragen
- Erforderliche Durchflussrate pro Düse (L/min)
- Erforderliche Abdeckungsbreite
- Substrattyp und Reisegeschwindigkeit
- Akzeptabler Tropfengrößenbereich
- Beschichtungsformulierung (Abrasiv-Füllstoffgehalt, Partikelgröße)
Schritt 2: Berechnen Sie den minimalen Öffnungsdurchmesser
Mit Formel aus Abschnitt 5.1 oder den Herstellerrichtlinien bestimmen Sie die Mindestöffnung für Ihre Viskosität und den Zieldruckbereich.
Schritt 3: Düsentyp auswählen
Entscheidungsbaum:
- Viskosität <1.500 cP: Standard-hydraulischer Flachlüfter, 1,8–2,5 mm Öffnung – Viskosität 1.500–3.000 cP: Großorifiser hydraulischer Flachlüfter (2,0–3,0 mm) ODER luftunterstützter luftloser, wenn die Atomisierungsqualität kritisch ist – Viskosität 3.000–5.000 cP: Luftunterstützter luftloser Ventilator wird dringend empfohlen – Viskosität >5.000 cP: Luftunterstützt, luftlos oder alternative Anwendungsmethode (Walzbeschichtung, Vorhangbeschichtung) in Betracht gezogen
Schritt 4: Material basierend auf den Betriebszeiten auswählen
- <500 Stunden/Jahr: Gehärtetes Edelstahl akzeptabel - 500–2.000 Stunden/Jahr: Wolframkarbid kostengünstig - >2.000 Stunden/Jahr: Siliziumkarbid oder Saphir – niedrigste Gesamtkosten
Schritt 5: Überprüfe Druck- und Durchflusskapazität
Überprüfen Sie, ob Ihre Beschichtungspumpe den erforderlichen Druck × Gesamtdurchfluss für alle Düsen liefern kann. Beziehen Sie 20 % Spanne für Druckabfall bei Leitungen und Ansaugrohr ein.
Schritt 6: Entwurf von Mannigfaltigkeit und Abstand
- Berechnen Sie die Sprühbreite aus dem viskositätsangepassten Sprühwinkel
- Stellen Sie den Düsenabstand auf 30–50 % Überlappung bei Zielsprühentfernung ein
- Größe des Ansaugrohrs für <5 % Druckabfall – Geben Sie Druckmesser an der ersten und letzten Düse ein ### Schritt 7: Durchflusstests vor der vollständigen Produktion: - Messung der tatsächlichen Durchflussrate bei Betriebsdruck mit Ihrer Beschichtung - Sprühmuster mit wasserbasierten Tests vergleichen - Abstände bei Bedarf anpassen - Basisdurchflussraten für die Verschleißüberwachung festlegen ### Schritt 8: Verschleißüberwachung einrichten Erfassen Sie wöchentlich die Durchflussrate. Wenn der Durchfluss >15 % steigt, planen Sie Düsenwechsel bevor die Musterqualität nachlässt.
9. FAQ
F: Kann ich einfach den Druck erhöhen, wenn meine Beschichtung nicht sprüht?
Nein – der Druck erhöht den Durchfluss nur durch die Quadratwurzelbeziehung (Q ∝ √P). Wenn die Öffnung für deine Viskosität zu klein ist, erzeugt ein höherer Druck übermäßige Schererwärmung und beschleunigt den Verschleiß, ohne das Atomisierungsproblem zu lösen. Richtige Lösung: größere Öffnung.
F: Wie viel erhöht luftgestützte Luftlosigkeit die Betriebskosten?
Druckluft kostet in der Regel 0,02–0,04 $ pro m³, je nach Einrichtung. Für eine Düse mit 1 m³/min Luft zu 0,03 US-Dollar/m³ betragen die Betriebskosten 1,80 US-Dollar pro Stunde. Dies ist in der Regel vernachlässigbar im Vergleich zu den Kosten für das Beschichtungsmaterial (typisch 15–80 $ pro Stunde) und Arbeitszeit. Die eigentlichen Kosten sind die Infrastruktur: Luftversorgung, Sanitäranlagen, Filtration und vielfältige Komplexität.
F: Warum sieht mein Sprühmuster gut aus, wenn ich mit Wasser teste, aber mit eigener Beschichtung schrecklich?
Wasser hat 1 cP; deine Beschichtung beträgt 1.500–3.000 cP. Die Viskosität beeinflusst die Atomisierungsqualität, den Sprühwinkel und die Tropfengröße erheblich. Teste immer mit der tatsächlichen Beschichtung bei Betriebstemperatur, bevor du die Düse endgültig auswählst.
F: Wie oft sollte ich die Düsen austauschen?
Überwachen Sie die Durchflussrate. Ersetzen, wenn der Durchfluss >15 % gegenüber dem Ausgangsstand steigt – das zeigt, dass der Verschleiß der Öffnung begonnen hat, die Mustergleichmäßigkeit zu beeinträchtigen. Bei Edelstahl mit abrasiven Beschichtungen kann dies 200–400 Stunden betragen. Für Keramik 5.000–15.000 Stunden.
F: Kann ich dieselbe Düse für mehrere Beschichtungsformulierungen verwenden?
Nur wenn die Viskosität innerhalb von ±30 % liegt und die Füllstofftypen kompatibel sind. Der Wechsel von einer nicht-abrasiven zu einer abrasiven Beschichtung ohne Materialwechsel verkürzt die Lebensdauer der Düse erheblich. Der Wechsel von 1.000 cP auf 2.500 cP Beschichtung verändert das Sprühmuster und verhindert möglicherweise eine ausreichende Atomisierung.
F: Was ist die beste Methode, um verstopfte Hochdurchflussdüsen zu reinigen?
Für die Produktionsreinigung: Rückwärtsspülung mit dem Lösungsmittel bei 2–3 × Betriebsdruck. Für die Tiefenreinigung: Ultraschallbad in geeignetem Lösungsmittel für 15–30 Minuten. Verwenden Sie niemals Draht oder Werkzeuge, um die Öffnung mechanisch zu reinigen – das beschädigt die Präzisionskante und ruiniert das Sprühmuster. Wenn die Ultraschallreinigung den Durchfluss nicht wiederherstellt, tausche die Düse aus.
! 6-Mannig-Druck-Abfall-Diagramm
{kind=link}
10. Fazit und weitere Maßnahmen
Das erfolgreiche Sprühen hochviskoser Beschichtungen erfordert eine abgestimmte Berücksichtigung von Öffnungsgröße, Druck, innerer Geometrie der Düse und Materialwahl. Der häufigste Versagensmodus – die Beschichtung sprüht nicht oder erzeugt ein schlechtes Muster – führt meist zu einer unterdimensionierten Öffnung für die Viskosität, nicht zu wenig Druck.
Wichtige Erkenntnisse:
-
Der Öffnungsdurchmesser ist der kritische Parameter. Für 2.000-cP-Beschichtungen wird eine Mindestöffnung von 2,0–2,5 mm angegeben, auch wenn diese im Vergleich zu wasserbasierten Düsen groß erscheint.
-
Der Druckbereich von 70–90 bar ist der praktische Sweet Spot für die meisten hochviskosen Industriebeschichtungen, wobei die Atomisierungsqualität mit den Kosten und der Sicherheit der Geräte ausgeglichen wird.
-
Luftunterstützte luftlose Technologie erweitert die Leistungsfähigkeit auf 8.000+ cP mit deutlich besserer Atomisierung als reine hydraulische Konstruktionen, allerdings auf Kosten der zusätzlichen Infrastruktur.
-
Materialauswahl bestimmt die Gesamtbesitzkosten. Für abrasive Beschichtungen im kontinuierlichen Betrieb liefern keramische Materialien (Siliziumkarbid, Wolframkarbid) trotz 4–8 × höheren Anfangspreises 75–85 % geringere Kosten pro Betriebsstunde.
-
Verwenden Sie niemals wasserbasierte Flussdiagramme für die Auswahl der viskosen Beschichtung – der tatsächliche Durchfluss ist dann um 25–40 % niedriger, was zu einer Unterdimensionierung der Düsenspezifikation führt.
Nächste Schritte
Sofort: Messen Sie die Viskosität Ihrer Beschichtung bei der tatsächlichen Sprühtemperatur (nicht bei Raumtemperatur) mit einem Brookfield-Viskosimeter oder einem Äquivalent. Dokumentiere die Viskositätsspanne über die Variation deiner Produktionscharge.
Für bestehende Systeme mit Sprühproblemen: Überprüfe zuerst drei Dinge: (1) den tatsächlichen Betriebsdruck an der Düse (nicht nur der Pumpdruck), (2) den Druckabfall des Ansaugrohrs von der ersten zur letzten Düse und (3) den Durchmesser der Öffnung in Bezug auf die Viskositätsrichtlinien in Abschnitt 5.
Für das neue Systemdesign: Führen Sie Laborsprühtests mit Probendüsen mit Ihrer eigentlichen Beschichtung durch, bevor Sie das Verkümmerdesign finalisieren. Testen Sie bei ±20 % der Zielviskosität, um die Leistung über die erwartete Schwankung hinweg zu überprüfen.
Benötigen Sie Hilfe? Für die Auswahl der Düse, die speziell auf Ihre Beschichtungsformulierung, Ihr Substrat und Ihre Qualitätsanforderungen zugeschnitten ist, wenden Sie sich bitte an Ihren Lieferanten der Beschichtungsausrüstung oder Ihren Düsenhersteller mit: Beschichtungsviskosität bei Sprühtemperatur, erforderlicher Deckungsrate (m²/min), akzeptabler Tröpfchengrößenbereich und jährlichen Betriebszeiten. Bitte um Durchflusstests mit deiner Beschichtungsprobe, wenn möglich.