





Häufige Ursachen für Verstopfungen der Düse und Checkliste zur vorbeugenden Wartung: Leitfaden eines Außendienstingenieurs
Industrielle Düsenverstopfungen bleiben eine der teuersten, aber vermeidbaren Ausfallarten in Sprühsystemen. Laut unseren Felddaten aus Kühl-, Reinigungs- und Beschichtungsanwendungen machen ungeplante Düsenblockaden 30–40 % der Ausfallzeiten des Sprühsystems aus und können die Prozesseffizienz um 15–25 % verringern, bevor die Betreiber überhaupt eine Leistungsverschlechterung bemerken. Dieser Leitfaden fasst Felderfahrung, Verschleißtestdaten und Wartungsprotokolle zusammen, um Ihnen zu helfen, Verstopfungen systematisch zu vermeiden und die Lebensdauer der Düse zu verlängern.
- 1. 1. Warum das Verstopfen der Düse wichtiger ist, als du denkst
- 2. 2. Die fünf Ursachen einer Verstopfung der Düse
- 2.1. 2.1 Partikelkontamination
- 2.2. 2.2 Chemische Niederschlagung und Skalierung
- 2.3. 2.3 Biologisches Wachstum (Biofilme)
- 2.4. 2.4 Flüssiginkompatibilität und Gelling
- 2.5. 2.5 Fremdkörper-Eindringung
- 3. 3. Kontaminationsarten und Filtrationsanforderungen
- 3.1. 3.1 Filtergrößenregeln
- 3.2. 3.2 Kontaminationsquellenkartierung
- 4. 4. Chemische Niederschlagung und Schuppenbildung
- 4.1. 4.1 Hartwasser-Skalierung
- 4.2. 4.2 Salzausfällung in Salz- oder chemischen Lösungen
- 5. 5. Biologisches Wachstum in rezirkulierenden Systemen
- 5.1. 5.1 Bedingungen, die das Wachstum von Biofilmen fördern
- 5.2. 5.2 Biozid-Programme
- 5.3. 5.3 UV-Sterilisation
- 6. 6. Checkliste für vorbeugende Wartung nach Anwendung
- 6.1. 6.1 Gaskühlung / Verdunstungskühlsysteme
- 6.2. 6.2 Teile Waschen / Tankreinigungssysteme
- 6.3. 6.3 Beschichtungs- und Sprühfinishsysteme
- 7. 7. Felddiagnostische Methoden: Verstopfungen frühzeitig fangen
- 7.1. 7.1 Eimer-und-Stoppuhr-Durchflusstest
- 7.2. 7.2 Sprühmuster-Visualisierung
- 7.3. 7.3 Druckabfallüberwachung
- 7.4. 7.4 Wärmebildtechnik (für Kühlanwendungen)
- 8. 8. Materialauswahl für verstopfungsresistente Leistung
- 8.1. 8.1 Materialvergleich für Verstopfungsbeständigkeit
- 8.2. 8,2 Oberflächenoberflächenaufprall
- 9. 9. Häufig gestellte Fragen
- 9.1. F: Wie oft sollte ich Düsen austauschen, auch wenn sie nicht verstopft sind?
- 9.2. F: Kann ich Druckluft verwenden, um eine verstopfte Düse zu entfernen?
- 9.3. Q: Meine Düsen verstopfen trotz 100-Mesh-Sieben. Was ist los?
- 9.4. F: Ist Ultraschallreinigung besser als Säurereinigung zum Entfernen von Ablagerungen?
- 9.5. F: Kann ich Düsenmarken oder -typen im selben Ansaugkrümmer mischen?
- 9.6. F: Mein System verwendet umgespültes Waschwasser – wie aggressiv sollte ich es filtern?
- 10. 10. Fazit und weitere Maßnahmen
- 10.1. Nächste Schritte zur Optimierung Ihres Sprühsystems:
1. Warum das Verstopfen der Düse wichtiger ist, als du denkst
Eine teilweise Verstopfung der Düse meldet sich selten bei einem vollständigen Abschalten. Stattdessen verschlechtert es die Leistung lautlos. Bei Gaskühlanwendungen kann eine 20%ige Reduzierung des Durchflusses durch eine partielle Verstopfung lokale Hotspots ermöglichen, die nachgelagerte Geräte verziehen. In Teile-Waschsystemen hinterlässt eine ungleichmäßige Sprühabdeckung eine Kontamination, die zu einem Qualitätsaustritt wird. Bei Beschichtungsarbeiten verursachen verstopfte Düsen Streifen, die kostspielige Nachbearbeitungen erfordern.
Aus unseren Wartungsprüfungsdaten auf 200+ Industriestandorten stellen wir konsequent fest, dass Betreiber die Düsen erst nach 60–70 % Durchflussreduktion austauschen, zu diesem Zeitpunkt ist bereits Sekundärschaden entstanden. Die wirtschaftlichen Auswirkungen verstärken sich: verringerte Durchsatz, erhöhte Abstoßquoten, ungeplante Abschaltungen und Notfallbeschleunigung von Ersatzteilen.
Die gute Nachricht: Die meisten Verstopfungen folgen vorhersehbaren Mustern, die auf Flüssigkeitseigenschaften, Systemdesign und Betriebsbedingungen basieren. Mit systematischer Filtration, routinemäßigen Inspektionsintervallen und sorgfältiger Materialwahl können Sie Verstopfungen um 80–90 % reduzieren und gleichzeitig die Lebensdauer der Düse um das 2–4-fache verlängern.
! 1-teil-Düse-verstopft-Durchfluss-Reduzierung
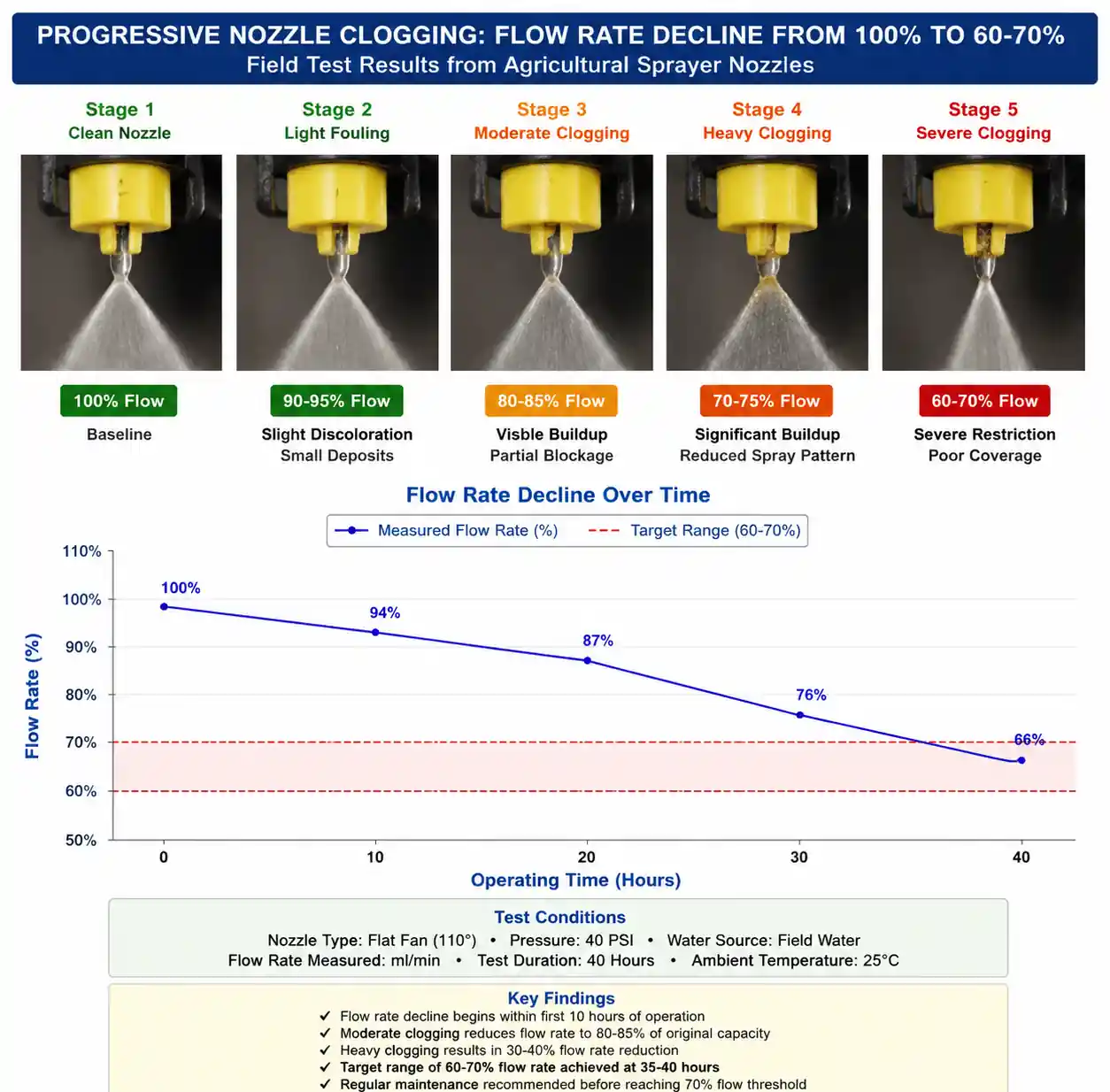{kind=link}
2. Die fünf Ursachen einer Verstopfung der Düse
Nach der Analyse von Ausfallberichten von über 1.500 Verstopfungsvorfällen aus verschiedenen Branchen haben wir die Ursachen in fünf Mechanismen eingeteilt. Das Verständnis, welcher Mechanismus Ihr System beeinflusst, bestimmt den richtigen präventiven Ansatz.
2.1 Partikelkontamination
Die häufigste Ursache ist für 50–60 % der Verstopfungen verantwortlich. Feste Partikel – Rost, Schweißschlacke, Rohrkalk, luftgetragener Staub oder Prozessreste – sammeln sich an der Düsenöffnung an. Kritischer Schwellenwert: Partikel, die größer als 20–25 % des Öffnungsdurchmessers sind, verursachen schließlich eine Verstopfung.
Praxisbeispiel: In einem Stahlwerks-Plattenkühlsystem mit 3,0 mm vollen Kegeldüsen ermöglichte eine unzureichende Filtration, dass Mühlfragmente (0,5–1,0 mm) durchgelassen wurden. Innerhalb von 800 Betriebsstunden zeigten 35 % der Düsen eine teilweise Verstopfung. Nach der Installation von 80-Mesh (180 Mikron) Sieben flussaufwärts verlängerte sich die durchschnittliche Reinigungszeit von 3 Wochen auf 9 Monate.
2.2 Chemische Niederschlagung und Skalierung
Härteminerale (Kalzium, Magnesiumcarbonate), gelöste Salze oder reaktive Chemikalien fällen in den Düsenkanälen aus, wenn sich Temperatur, pH oder Konzentration ändern. Dieser Mechanismus dominiert bei Verdunstungskühlung, Wasseraufbereitung und Hochtemperatursprühanwendungen.
Technische Einsicht: Viele Betreiber unterschätzen die Schwere der Größe, weil die Skalierung allmählich wächst. Eine 0,5 mm große Calciumcarbonatablagerung in einer 2,0 mm großen Öffnung verringert die effektive Fläche um 44 %, nicht um 25 %, da die Flussbeschränkung mit dem Quadrat der Durchmesserreduktion zunimmt.
2.3 Biologisches Wachstum (Biofilme)
In Umlaufwassersystemen – insbesondere in Kühltürmen, Waschanlagen und Reinigungstanks für Teile – besiedeln Bakterien, Algen und Pilze die Innenteile der Düsen. Biofilme erzeugen schleimige Verstopfungen, die einem einfachen Rückspülen widerstehen.
2.4 Flüssiginkompatibilität und Gelling
Das Umschalten von Flüssigkeiten ohne ordnungsgemäßes Spülen, das Mischen inkompatibler Zusatzstoffe oder das Arbeiten außerhalb des thermischen Stabilitätsbereichs der Flüssigkeit führt zu Polymerbildung, Gelierung oder Phasentrennung, die Öffnungen verstopft.
2.5 Fremdkörper-Eindringung
Dichtungsfragmente, PTFE-Streifen, Schweißspritzer oder Insekten, die durch offene Rohre eindringen. Obwohl statistisch seltener (5–10 % der Vorfälle), führen diese Ereignisse zu plötzlichen, vollständigen Blockaden.
Tabelle 1: Matrix zur Identifikation der Ursachen
| Symptom | Wahrscheinliche Ursache | Erster diagnostischer Schritt | Typische Zeit bis zum Ausfall |
|---|---|---|---|
| Allmähliche Verringerung des Durchflusses über Wochen | Chemische Skalierung oder Biofilm | Düse auseinandernehmen, Innenflächen inspizieren | 4–12 Wochen |
| Plötzliche vollständige Verstopfung | Fremdobjekt-Intrusion | Rückspültest, Sichtprüfung | Minuten bis Stunden |
| Intermittierende Strömungsvariation | Weiche Trümmer oder Biofilmfragmente | Überprüfen Sie die Zirkulation, Wasserqualität | 2–6 Wochen |
| Fluss in Ordnung, aber Sprühmuster verzerrt | Partielle Öffnungsverstopfung (asymmetrisch) | Sprühmustertest auf wasserempfindlichem Papier | 1–8 Wochen |
| Mehrere Düsen verstopfen gleichzeitig | Kontaminationsereignis stromaufwärts | Siebe Siebe, Rohrleitungen flussaufwärts inspizieren | Stunden bis Tage |
| Nur bestimmte Düsentypen verstopfen | Designempfindlichkeit (kleine Öffnung, interne Filter) | Vergleiche der Öffnungsgröße mit der Teilchenverteilung | Variiert |
Jeder Mechanismus erfordert eine andere Präventionsstrategie. Partikelprobleme reagieren auf Filterverbesserungen; Abkalkung erfordert Wasserbehandlung oder periodische Säurereinigung; Biologisches Wachstum erfordert Biozidprogramme. Eine falsche Diagnose der Ursache verschwendet Wartungsressourcen und verzögert wirksame Korrekturmaßnahmen.
! 2-Düse-verstopft-Ursachen-visuell
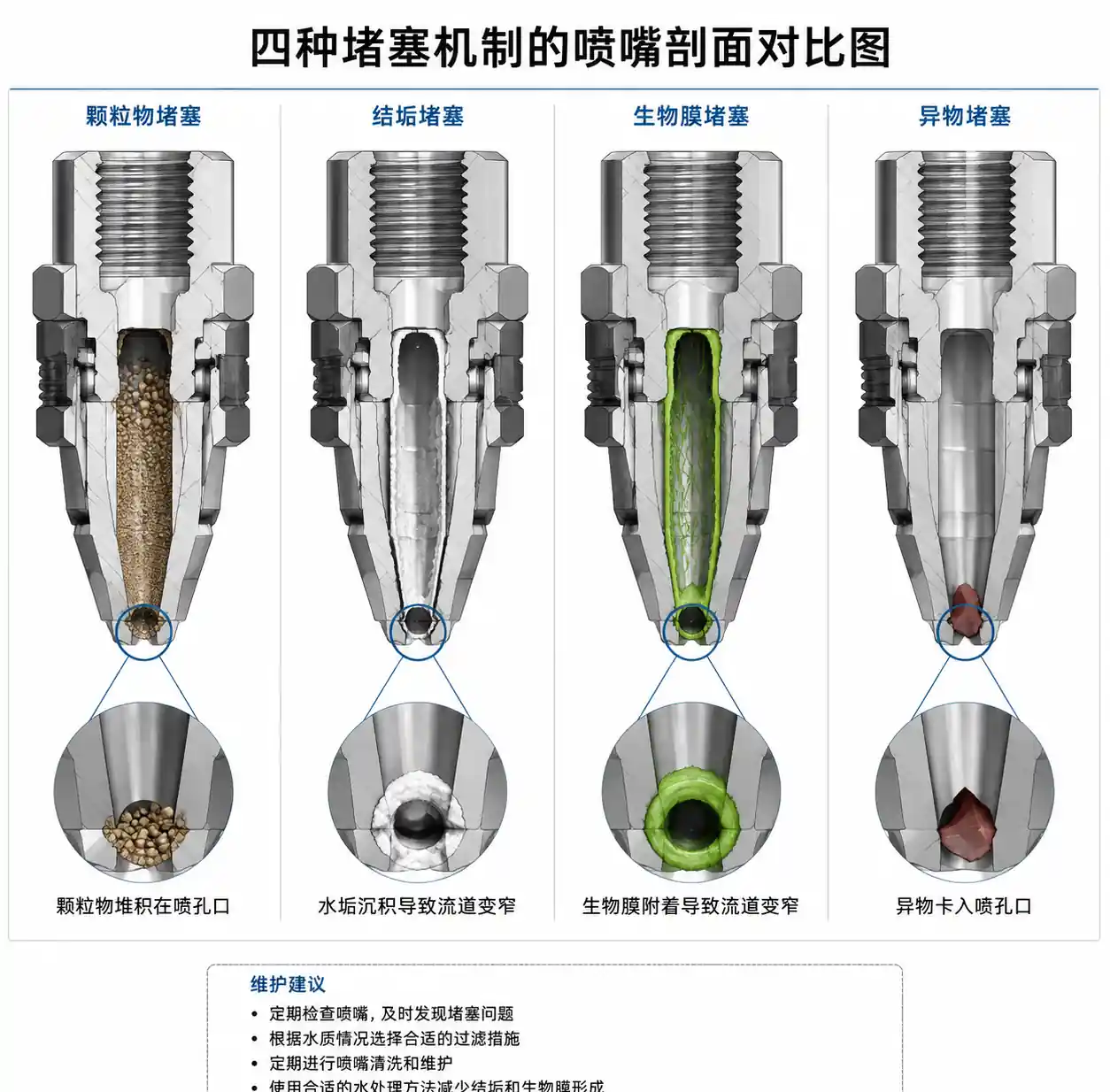{kind=link}
3. Kontaminationsarten und Filtrationsanforderungen
Effektive Filtration ist Ihre erste Verteidigungslinie, aber die falsche Netzgröße oder den falschen Filtertyp anzugeben, ist überraschend häufig. Die Standardrichtlinie – Filtern auf 20 % des Öffnungsdurchmessers – funktioniert für die meisten Anwendungen, aber unsere Felderfahrung offenbart wichtige Nuancen.
3.1 Filtergrößenregeln
Für hydraulische Düsen wenden Sie diesen Entscheidungsbaum an:
- Öffnung ≥ 3,0 mm: Verwendung von 40–60 Mesh (250–420 Mikron) Sieben. Eine feine Filtration erhöht den Druckabfall, ohne eine signifikante Verstopfung zu reduzieren.
- Öffnung 1,5–3,0 mm: Verwendung von 80–100 Mesh (150–180 Mikron) Sieben. Dieser Bereich umfasst die meisten industriellen Vollkegel-, Flachlüfter- und Hohlkegeldüsen.
- Öffnung 0,5–1,5 mm (feine Sprühanwendungen): Verwenden Sie 200 Gitter (74 Mikrometer) oder feiner. Ziehen Sie Inline-Kartuschenfilter statt Korbsiebe in Betracht.
- Öffnung < 0,5 mm (Besprühung, Befeuchtung): Obligatorische Filtration bis 10 Mikrometer oder mehr, was oft eine mehrstufige Filtration erfordert.
Kritischer Fehler sehen wir wiederholt: Betreiber installieren einen Filter, warten ihn aber nie. Ein verstopfter Filter erzeugt einen Druckdifferenz, der entweder den Filter umgeht (wenn er mit einem Bypass-Ventil ausgestattet ist) oder Druckspitzen erzeugt, die die Düsen beschädigen. Wir empfehlen Druckdifferenzmessgeräte über Filter mit Alarm-Sollwerten von 10–15 psi.
3.2 Kontaminationsquellenkartierung
Verschiedene Anwendungen bringen Kontaminationen aus unterschiedlichen Quellen ein:
Umgekehrte Waschwassersysteme: Metallfein, Prozessrückstände, Reinigungsmittel fällen aus. Lösung: Absetztanks + 100 Mesh Filtration + magnetische Abscheider bei Eisenverunreinigung.
Kühlturmsysteme: Luftgetragener Staub, Pollen, Mineralablagerungen, Korrosionsprodukte aus der Systemmetallurgie. Lösung: Nebenfilterung mit kontinuierlicher Behandlung von 5–10 % des gesamten Durchflusses + Wasseraufbereitungsprogramm.
Farb- und Beschichtungssysteme: Pigmentagglomerate, getrocknete Beschichtungspartikel, Verdunstungsreste von Lösungsmitteln. Lösung: 200+ Gitterfiltration unmittelbar stromaufwärts der Düsen + tägliches Lösungsmittelspülen.
Hochreine Anwendungen (Halbleiter, Pharmazeutik) : Submikron-Partikel. Lösung: 0,2–1,0 Mikron Absolut-bewertete Kartuschenfilter + Point-of-Use-Filtration.
! 3-Filtrationssystem-Layout-Diagramm
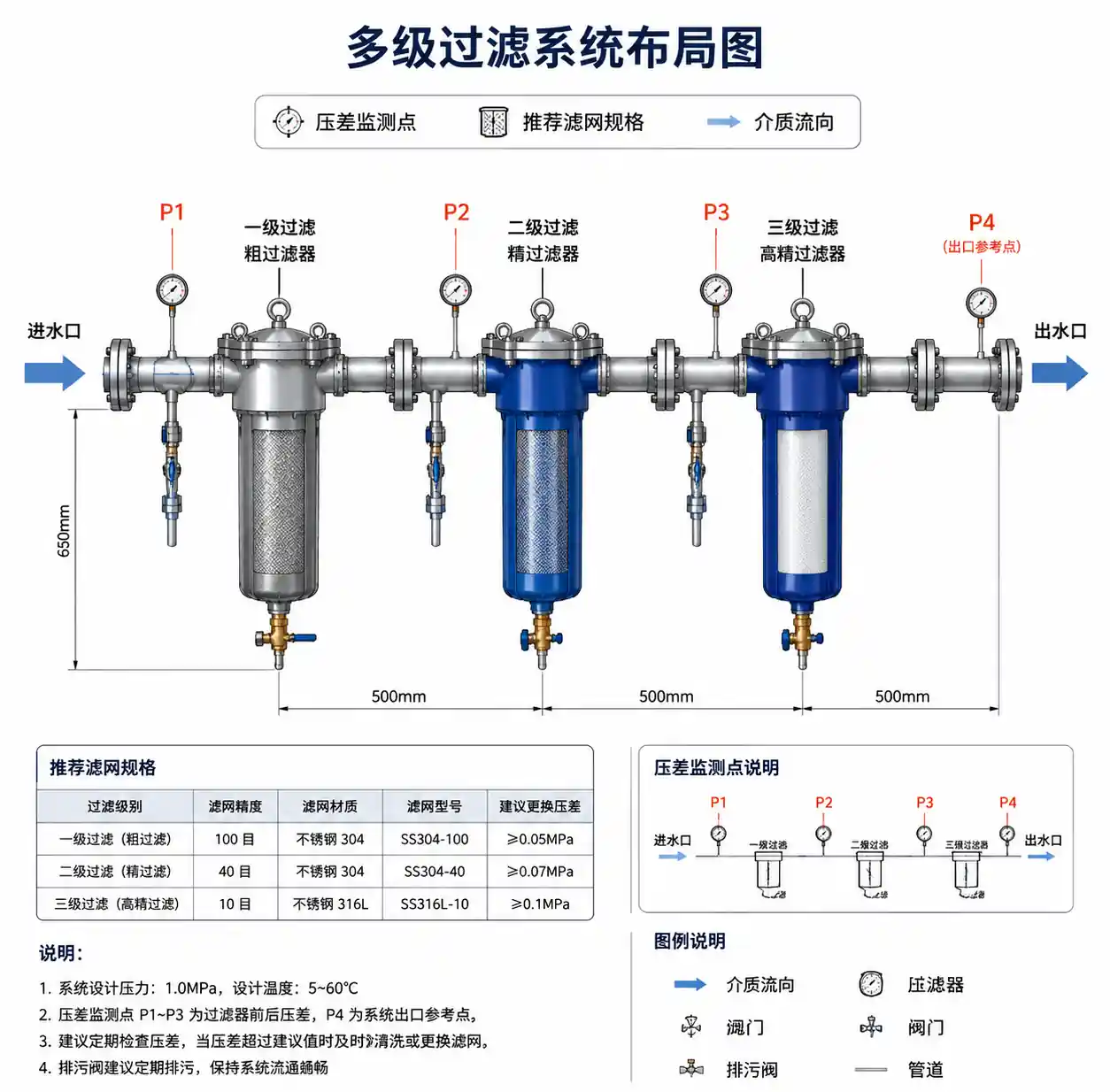{kind=link}
4. Chemische Niederschlagung und Schuppenbildung
Chemische Verstopfungen unterscheiden sich von Partikelkontamination dadurch, dass sie im Inneren der Düse durch Kristallisation, Polymerisation oder Niederschlagsreaktionen entstehen. Dieser Abschnitt behandelt praktische Präventionsstrategien basierend auf Wasserchemie und Prozessbedingungen.
4.1 Hartwasser-Skalierung
Wenn die Wasserhärte als CaCO₃ 150 ppm übersteigt und die Temperatur über 60°C steigt, fällen Kalzium- und Magnesiumsalze aus. Das Problem verschärft sich bei Verdunstungsanwendungen, bei denen die Konzentration in der Nähe der Tröpfchenbildungszone zunimmt.
Felddaten: Wir haben 40 Düsen in einer Gasabschreckungsanwendung mit Brunnenwasser mit einer Härte von 280 ppm verfolgt. Ohne Behandlung mussten die Düsen alle 2–3 Wochen gereinigt werden. Nach der Installation eines Wasserenthärters (Härte auf <50 ppm reduziert) verlängerten sich die Reinigungsintervalle auf 9+ Monate, und die Durchflussvariation blieb bei ±5%.
Präventionsoptionen nach Wirksamkeit bewertet:
- Wasserentweichung (Ionenaustausch): Entfernt die Härte, bevor sie die Düsen erreicht. Am besten für geschlossene oder niedrigvolumenbasierte Anwendungen. Erfordert Regeneration, Salz- und Abwasserbehandlung.
- Polyphosphat-Injektion: Bindet Mineralien in Lösung ab. Wirksam für Härte bis zu 300 ppm. Erfordert eine präzise Dosierung; Eine Überdosierung kann zu Phosphatablagerungen führen.
- pH-Kontrolle: Leicht saures pH-Verhältnis (6,0–6,5) erhöht die Löslichkeit von Calciumcarbonat. Es muss das Korrosionsrisiko für die Systemmetallurgie abgewogen werden.
- Periodische Säurereinigung: Zitronen- oder Salzsäure löst Karbonatablagerungen auf. Verwenden Sie 5–10 % Zitronensäurelösung, zirkulieren Sie 30–60 Minuten und spülen Sie dann gründlich.
4.2 Salzausfällung in Salz- oder chemischen Lösungen
Salzlösungen mit hoher Konzentration (>20 % nach Gewicht) oder gesättigte chemische Ströme können kristallisieren, wenn die Temperatur sinkt oder die Verdunstung an der Öffnung stattfindet. Üblich in der Lebensmittelverarbeitung, Öl und Gas sowie Entsalzung.
Technische Lösung: Halten Sie die Flüssigkeitstemperatur 10–15°C über dem Kristallisationspunkt in der gesamten Rohrleitung und dem Düsenkörper. Für Sole-Kühlanwendungen verwenden Sie isolierte oder hitzegezeichnete Düsenkrümmer. Wir haben Salzverstopfungen in ZnCl₂-Abschrecksystemen erfolgreich eliminiert, indem wir die Lösungstemperatur bei 75°C gegenüber dem Kristallisationspunkt von 60°C gehalten haben.
Tabelle 2: Wasserqualitätsgrenzen für verstopfungsfreien Betrieb
| Parameter | Niedrigrisikobereich | Mittler-Risiko-Bereich | Hochrisikobereich (Erfordert Minderung) |
|---|---|---|---|
| Gesamthärte (ppm CaCO₃) | 0–75 | 75–200 | >200 |
| Gesamtschwebstoffe (ppm) | 0–25 | 25–100 | >100 |
| Eisen (ppm Fe) | 0–0,3 | 0.3–2.0 | >2.0 |
| Total gelöste Feststoffe (ppm) | 0–500 | 500–2000 | >2000 |
| pH | 6.5–8.5 | 6.0–6.5 oder 8.5–9.5 | <6.0 oder >9.5 |
| Biologische Zählmenge (CFU/mL) | 0–1000 | 1000–10.000 | >10.000 |
Das Überschreiten von Hochrisiko-Schwellenwerten garantiert kein Verstopfen, erhöht aber die Wahrscheinlichkeit erheblich. Die Tabelle hilft dabei, zu priorisieren, welche Wasserqualitätsparameter zuerst getestet und kontrolliert werden sollten.
! 4-Calciumcarbonat-Skalenaufbau-Progression
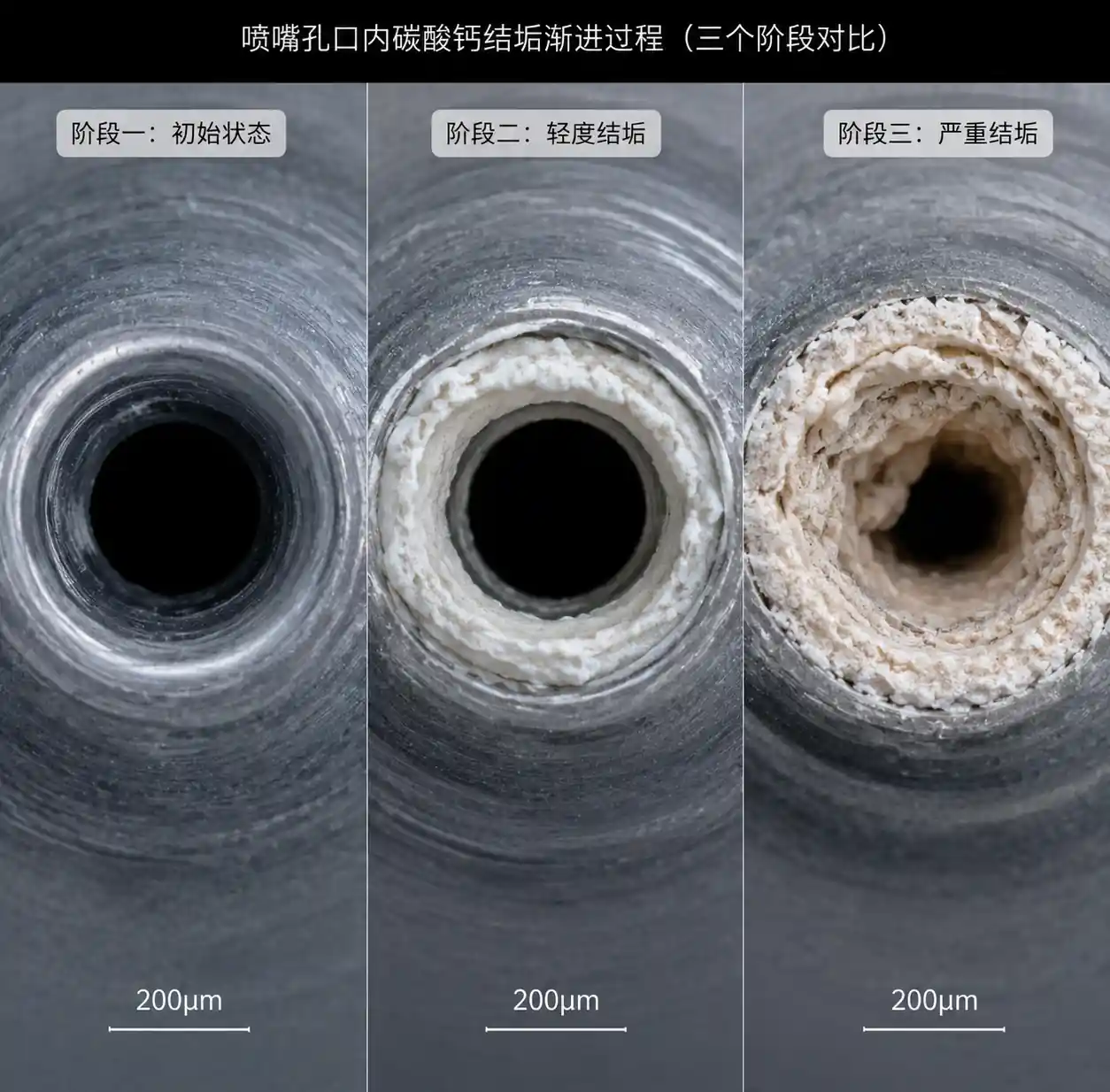{kind=link}
5. Biologisches Wachstum in rezirkulierenden Systemen
Die Biofilmbildung wird unterschätzt, da sie sich langsam entwickelt und bis zu einem schweren Zustand unsichtbar ist. Bakterien, Algen und Pilze besiedeln benetzte Oberflächen und bilden schleimige Matrizen, die Partikel einschließen und schließlich Flusswege verschließen.
5.1 Bedingungen, die das Wachstum von Biofilmen fördern
- Temperatur 20–45°C: Der ideale Punkt für Bakterienwachstum.
- Stagnierende oder Niedrigdurchflusszonen: Totbeine in Rohrleitungen, Düseninnen, während Abschaltphasen.
- Vorhandene Nährstoffe: Organische Verunreinigungen durch Prozessflüssigkeiten, luftgetragene Abfälle in Kühltürmen, Zucker oder Proteine in der Lebensmittelverarbeitung.
- Sonneneinstrahlung (für Algen): Außenkühlsysteme, Tankreinigungskrümme in durchscheinenden Tanks.
5.2 Biozid-Programme
Oxidierende Biozide (Chlor, Brom, Chlordioxid): Wirksam für kontinuierliche oder Schockdosierung. Halten Sie den freien Chlorrestwert bei 0,5–1,0 ppm zur kontinuierlichen Kontrolle. Für die Schockbehandlung erhöhen Sie die Dosis auf 5–10 ppm für 2–4 Stunden pro Woche. Hinweis: Chlor beschleunigt die Korrosion bestimmter Legierungen (Edelstahl der 300er-Serie unter bestimmten Bedingungen).
Nicht-oxidierende Biozide (Isothiazolone, quartäre Ammoniumverbindungen): Verwendet in Systemen, in denen Oxidatoren Korrosion verursachen oder Prozessflüssigkeiten abbauen. Typischerweise intermittierend dosiert. Befolgen Sie die Herstellerrichtlinien; Einige benötigen eine Rotation, um bakterielle Resistenz zu verhindern.
Praktischer Tipp aus dem Feld: Wenn du eine Düse öffnest und grünlich-braunen Schleim siehst oder einen muffigen Geruch wahrnimmst, hast du Biofilm. Eine physikalische Reinigung (Bürsten, Ultraschallreinigung) in Kombination mit Biozidbehandlung ist erforderlich. Biozid allein entfernt den etablierten Biofilm nicht.
5.3 UV-Sterilisation
Für Kühl- oder Spülwassersysteme mit <50 GPM bieten Inline-UV-Sterilisatoren eine chemikalienfreie biologische Kontrolle. Größeneinheiten, um eine UV-Dosis von 30–50 mJ/cm² zu liefern. Wirksam gegen Bakterien und Algen, entfernt aber keine Partikel oder Kalk – kombiniert mit der Filtration.
6. Checkliste für vorbeugende Wartung nach Anwendung
Die folgenden Checklisten fassen Best Practices aus Wartungsprogrammen aus verschiedenen Branchen zusammen. Passen Sie die Frequenzen an Ihre Betriebsschwere und die historischen Verstopfungsraten an.
6.1 Gaskühlung / Verdunstungskühlsysteme
Täglich:
- Sprühmuster visuell inspizieren (sofern zugänglich); Achten Sie auf fehlende oder verzerrte Sprays.
- Systemdruck prüfen; >10%ige Erhöhung deutet auf eine teilweise Verstopfung hin, die Gegendruck verursacht.
Wöchentlich:
- Prüfdurchfluss bei 10–20 % der Düsen mit Eimer-und-Stoppuhr-Methode (Vergleich zum Basiswert).
- Inline-Siebe inspizieren und reinigen; Schreibe Art und Menge der Trümmer auf.
- Wasserqualität prüfen: pH-Wert, Leitfähigkeit, Schwebstoffe.
Monatlich:
- Entfernen und inspizieren 2–3 repräsentative Düsen; Messen Sie den Öffnungsdurchmesser mit Pin-Messgeräten.
- Überprüfen Sie den Sprühwinkel mit wasserempfindlichem Papier oder Lasermessung.
- Analyse der Wasserprobe auf Härte, Eisen, biologische Zählung.
Vierteljährlich:
- Vollständiger Düsenreinigungszyklus (Säurereinigung oder Ultraschallreinigung).
- Austausch von Düsen mit >15 % Durchflussreduktion oder einer Verengung des Sprühwinkels von >5°.
- Durchflussmesser und Druckmesser kalibrieren.
Jährlich:
- Alle Düsen in kritischen Anwendungen ersetzen (Alternative: Drehen Sie die gesamte Ansaugrohrbaugruppe mit vorgereinigtem Ersatzteil).
- Systemspülung und interne Rohrleitungsinspektion.
! 5-Düseninspektion-Wartungsverfahren
{kind=link}
6.2 Teile Waschen / Tankreinigungssysteme
Nach jedem Produktionslauf (Batch-Systeme):
- Düsen mit sauberem Lösungsmittel oder Wasser spülen.
- Bei Verwendung von chemischen Reinigern mit neutralisierender Spülung nachziehen.
Täglich:
- Filter und Sieb im Aquarium überprüfen; Sauber, wenn Differenzdruck >5 psi.
- Inspektion auf Sedimentansammlung im Beckenboden.
Wöchentlich:
- Düsen manuell entfernen, zerlegen und inspizieren.
- Sprühmuster auf Schrottteilen; Überprüfen Sie die Einheitlichkeit der Deckung.
- Überprüfen Sie das biologische Wachstum (falls wasserbasiert).
Monatlich:
- Waschflüssigkeit ersetzen oder den Umlauftank gründlich reinigen.
- Ultraschallreinigungsdüsen für 15–20 Minuten in geeignetem Lösungsmittel.
- Inspektion von Düsenbefestigungsgewinden und -dichtungen; Ersetzen Sie, wenn Sie beschädigt sind.
Vierteljährlich:
- Alle Düsen ersetzen oder mit gereinigten Ersatzdüsen wechseln.
- Entkalken des Beckens und der Rohrleitung bei Verwendung von hartem Wasser.
6.3 Beschichtungs- und Sprühfinishsysteme
Vor jeder Schicht:
- Düsen mit Lösungsmittel spülen, bevor das Beschichtungsmaterial eingesetzt wird.
- Sprühmuster mit dem Testpanel überprüfen.
Nach jeder Schicht:
- Sofortige Lösungsmittelspülung (kritisch – getrocknete Beschichtung ist schwer zu entfernen).
- Düsen über Nacht in Lösungsmittel einweichen für Beschichtungen mit geringem Lösungsmittel- oder Wassergehalt.
Wöchentlich:
- Düsenspitzen, Wirbelkammern und Luftkappen zerlegen und reinigen.
- Inspektion auf getrocknete Beschichtungsablagerungen; Verwenden Sie Messing- oder Nylonbürsten (niemals Stahl – kratzen präzise Oberflächen).
Monatlich:
- Ersetzen Sie Einwegfilterelemente stromaufwärts der Düsen.
- Ersetzen Sie Düsen mit Musterverzerrung (Beschichtungsablagerungen lassen sich oft nicht vollständig entfernen).
Tabelle 3: Wartungsfrequenzmultiplikatoren nach Betriebsschwere
| Faktor | Niedrige Schweregrad (1,0x Ausgangswert) | Mittlere Schweregrad (0,5–0,7x Ausgangswert) | Hohe Schweregrad (0,3–0,5x Grundwert) |
|---|---|---|---|
| Wasserhärte | <100 ppm | 100–250 ppm | >250 ppm |
| Schwebstoffe | <50 ppm | 50–150 ppm | >150 ppm |
| Betriebszeiten/Tag | <8 | 8–16 | >16 kontinuierlich |
| Fluidtemperatur | <60°C | 60–90°C | >90°C |
| Rezirkulationsrate | Niedrig (<5x Umsatz/Stunde) | Mäßig (5–15x) | Hohe (>15x) |
Beispiel: Wenn die Basislinie eine monatliche Düseninspektion vorsieht, du aber mit >250 ppm Härte (0,5x Multiplikator) und >16 Stunden/Tag (0,4x Multiplikator) arbeitest, inspiziere stattdessen alle 2–3 Wochen.
7. Felddiagnostische Methoden: Verstopfungen frühzeitig fangen
Früherkennung verhindert Sekundärschaden. Diese Feldtests erfordern nur minimale Ausrüstung und können von Wartungstechnikern durchgeführt werden.
7.1 Eimer-und-Stoppuhr-Durchflusstest
Verfahren: Bei konstantem Systemdruck (verwenden Sie Druckanzeige am Ansaugrohr), nehmen Sie den vollen Düsenfluss in einem abgestuften Behälter für 60 Sekunden auf. Vergleichen Sie die Basisdurchflussrate (aus dem Herstellerdatenblatt oder Inbetriebnahmetests).
Akzeptanzkriterien: Der Durchfluss innerhalb von ±10 % des Ausgangswerts deutet auf normalen Betrieb hin. Eine Flussreduktion um 10–20 % deutet auf eine teilweise Verstopfung hin; >20 % erfordern sofortige Reinigung oder Austausch.
Feldtipp: Teste bei 3–4 repräsentativen Drücken (50 %, 75 %, 100 % des Betriebsdrucks), um eine Durchfluss-gegen-Druck-Kurve zu erstellen. Verstopfte Düsen zeigen eine geringere Neigung.
7.2 Sprühmuster-Visualisierung
Methode 1 (Wasserempfindliches Papier): Sprühen Sie auf gelbes, wasserempfindliches Papier, das senkrecht zur Spritzachse auf der Ausschlagsdistanz positioniert ist. Blaue Punkte zeigen Tröpfcheneinschläge an. Einheitliche Abdeckung bestätigt den ordnungsgemäßen Betrieb; Nackte Stellen oder Streifen deuten auf eine teilweise Verstopfung hin.
Methode 2 (Beobachtung im Gegenlicht): Positioniere die Düse gegen einen dunklen Hintergrund mit starker Gegenbeleuchtung. Beachten Sie die Symmetrie der Sprühkegel und die Grenzschärfe. Eine partielle Verstopfung erzeugt Asymmetrie oder Federbildung an den Kegelkanten.
7.3 Druckabfallüberwachung
Installieren Sie Druckmessgeräte unmittelbar stromaufwärts und stromabwärts der Düsenkrümmer. Ein allmählicher Anstieg des Ansaugrohrdrucks (bei konstanter Durchflussrate) weist auf kumulative Verstopfungen mehrerer Düsen hin, was die Systemkapazität verringert.
Diagnostische Logik:
- Druck steigt + der Durchfluss der einzelnen Düsen nimmt ab = partielle Verstopfung.
- Druckkonstante + individuelle Düsenströmung nimmt ab = Düsenverschleiß oder -erosion (unterschiedliche Versagensart).
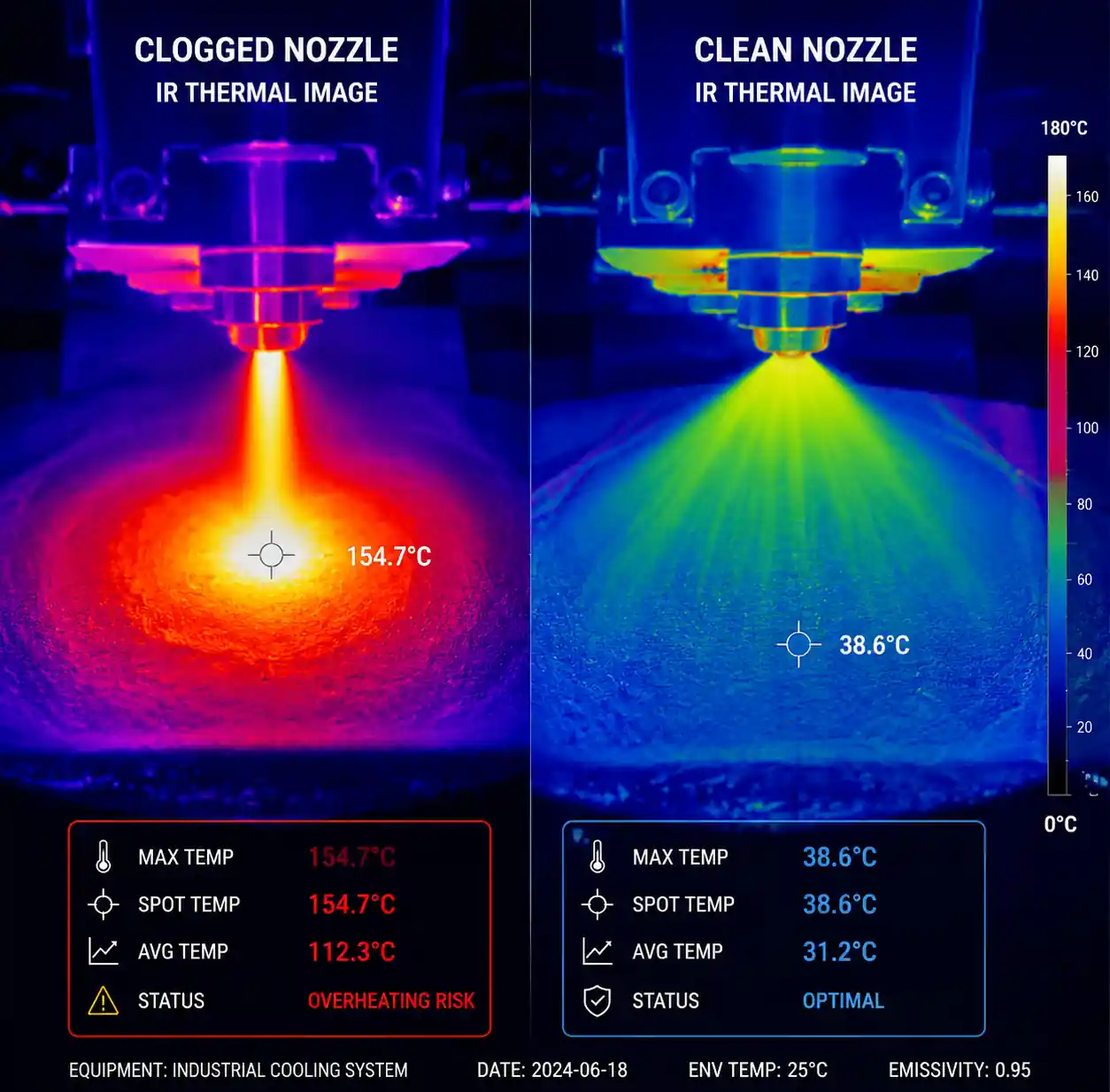
7.4 Wärmebildtechnik (für Kühlanwendungen)
Verwenden Sie eine IR-Kamera, um die Temperatur der zu kühlenden Oberflächen zu kartieren. Hotspots deuten auf eine unzureichende Sprühabdeckung durch verstopfte Düsen hin. Diese kontaktlose Methode ermöglicht eine Diagnose ohne Systemabschaltung.
! 6-thermische Bildgebung-verstopfte-Düse-Erkennung
{kind=link}
8. Materialauswahl für verstopfungsresistente Leistung
Düsenmaterial beeinflusst die Verstopfungsanfälligkeit durch drei Mechanismen: Erosionsbeständigkeit (erhält die geplante Öffnungsgröße), Korrosionsbeständigkeit (verhindert innere Rauheit, die Partikel einfängt) und Oberflächenfinish (glattere Oberflächen widerstehen Abkalkung und Biofilmanhaftung).
8.1 Materialvergleich für Verstopfungsbeständigkeit
Messing (360-Legierung): Wirtschaftlich, gute Korrosionsbeständigkeit in sauberem Wasser. Erosionswiderstand mit abrasiven Flüssigkeiten ist schlecht (relative Verschleißrate: 1,0-fache Ausgangswert). Verwendung für sauberes Wasser unter 100 psi.
Edelstahl (303, 316): Ausgezeichnete Korrosionsbeständigkeit, moderate Erosionsbeständigkeit (relative Verschleißrate: 0,3–0,5x Messing). 316 bevorzugt für chloridhaltige Flüssigkeiten. Unsere Felddaten zeigen eine 3–5-fache längere Lebensdauer als Messing in typischen Kühlwasseranwendungen. Kann elektropoliert werden, um eine überlegene Oberflächenoberfläche (Ra < 0,4 Mikrometer) zu erhalten, die Skalierung widersteht.
Keramik (Aluminiumoxid, Zirkonia): Sehr hohe Erosionsbeständigkeit (relative Verschleißrate: 0,05–0,10x Messing), erhält die Öffnungsgröße in abrasiven Schlammen. Nachteil: Spröde, anfällig für Druckspitzen und thermischen Schock. Empfohlen für Anwendungen mit hohem Feststoff, bei denen Verschleiß der dominierende Versagensmodus ist.
Siliziumkarbid oder Wolframkarbid: Maximale Erosionsbeständigkeit (relative Verschleißrate: 0,02–0,05x Messing), eingesetzt unter den schwersten abrasiven Bedingungen (Flugascheschlamm, Bergbauanwendungen, Kohlevergasung). Sehr teuer, zahlt sich aber in ultralangen Dienstintervallen aus.
PTFE oder PFA-lined: Verwendet in hochkorrosiven chemischen Anwendungen (konzentrierte Säuren, starke Alkalien). Ausgezeichnete chemische Beständigkeit, aber geringe mechanische Festigkeit – erfordert ein robustes Trägerdesign. Die glatte Fluorpolymeroberfläche widersteht Kalkierung und Biofilmhaftung.
Tabelle 4: Materialauswahlleitfaden für verstopfungsanfällige Anwendungen
| Anwendungscharakteristik | Empfohlenes Material | Zweite Wahl | Vermeiden |
|---|---|---|---|
| Sauberes Wasser, <150 psi | Edelstahl 316 | Messing | Keramik (übertrieben, spröde) |
| Korrosive Chemikalien (pH<3 oder >11) | PFA/PTFE-ausgekleidet | Exotische Legierungen (Hastelloy) | Messing, Kohlenstoffstahl |
| Biofilmanfällig (rezirkulierende organische Stoffe) | Elektropolierte 316 SS | Messing (häufige Reinigung) | Rohfertige Materialien |
| Hochtemperatur (>200°C) | 316 Edelstahl oder Keramik | 303 SS | Kunststoff, PTFE |
8,2 Oberflächenoberflächenaufprall
Ra (durchschnittliche Oberflächenrauheit) beeinflusst die Verschmutzungsrate erheblich. Unsere vergleichenden Tests in hartem Wasser (250 ppm Härte, 70 °C) zeigten:
- Grob bearbeitete Messing (Ra 1,6–3,2 Mikron): Starke Kalkierung innerhalb von 200 Stunden.
- Standard bearbeitete 316 SS (Ra 0,8–1,6 Mikron): Moderate Skalierung innerhalb von 500 Stunden.
- Elektropoliert 316 SS (Ra 0,2–0,4 Mikron): Minimale Skalierung nach 2000+ Stunden.
Glattere Oberflächen bieten weniger Keimbildungsstellen für Skalenkristalle und erschweren die Anhaftung von Biofilmen. Für Anwendungen mit bekannten Skalierungs- oder biologischen Herausforderungen spezifizieren Sie elektropolierte oder mechanisch polierte Innenmaterialien.
9. Häufig gestellte Fragen
F: Wie oft sollte ich Düsen austauschen, auch wenn sie nicht verstopft sind?
A: Ersetzen Sie basierend auf Verschleißkriterien, nicht nach beliebigen Zeitintervallen. Für hydraulische Düsen in Sauberwasseranwendungen wird alle 2000–5000 Betriebsstunden überprüft. Ersetzen, wenn die Durchflussrate um >10 % steigt (was auf Verschleiß hinweist, die die Öffnung vergrößert) oder der Sprühwinkel um >5 ° verengt. Für abrasive oder korrosive Anwendungen werden die Intervalle zunächst auf 500–1000 Stunden verkürzt und dann entsprechend den beobachteten Verschleißraten angepasst. Behalten Sie 2–3 Düsen als "Zeugenproben", die Sie häufig messen, um vorherzusagen, wann die Bestandspopulation ersetzt werden muss.
F: Kann ich Druckluft verwenden, um eine verstopfte Düse zu entfernen?
A: Umgekehrte Luftreinigung (150–200 psi) beseitigt manchmal weiche Verstopfungen (Biofilmfragmente, lose Partikel), entfernt jedoch selten harte Kalk oder blockierte Fremdkörper. Risiko: Überdruck kann innere Komponenten (Wirbelschaufel, Filtersiebe) beschädigen oder Abdichtungselemente entsetzen. Besserer Ansatz: Entfernen, visuell inspizieren, richtig reinigen. Wenn Sie unbedingt eine Räumung vor Ort versuchen müssen, begrenzen Sie den Luftdruck auf <100 psi und spülen Sie nur 2–3 Sekunden. Wenn die Verstopfung nicht sofort verschwindet, entferne die Düse.
Q: Meine Düsen verstopfen trotz 100-Mesh-Sieben. Was ist los?
A: Mehrere Möglichkeiten: (1) Siebe werden installiert, aber nicht regelmäßig gewartet – Druckdifferenz prüfen und reinigen; (2) Teilchen verformen sich und durchqueren das Netz, wenn sie feucht sind, dann dehnen sie sich innerhalb der Düsenöffnungen aus; (3) Sie haben chemische Skalierung oder biologisches Wachstum, keine Partikelverstopfung – erfordert eine andere Sanierung; (4) Die Öffnung ist zu klein für 100-Mesh – wechseln Sie zu 200 Mesh oder feiner; (5) Kontamination, die stromabwärts von Sieben eingebracht wird (abgestorbene Beine, Korrosion in Ansaugrohren). Führen Sie eine Ursachenanalyse durch: Zerlegen Sie verstopfte Düse und analysieren Sie den Mülltyp, bevor Sie in Filtrationsverbesserungen investieren.
F: Ist Ultraschallreinigung besser als Säurereinigung zum Entfernen von Ablagerungen?
A: Jede Methode funktioniert am besten für verschiedene Ablagerungen. Die Ultraschallreinigung (Frequenz 35–50 kHz, Reinigungslösung je nach Ablagerungstyp, 15–30 Minuten) zeichnet sich durch die Entfernung von Partikelablagerungen, Biofilmen und weichen organischen Ablagerungen aus. Es ist schonend für die Innenteile der Düsen. Eine Säurereinigung (5–10 % Zitronen- oder Salzsäure, 30–60 Minuten Einweichen mit Rührung) ist für harte Mineralablagerungen (Calciumcarbonat, Eisenoxide) erforderlich. Bei gemischten Beschmutzungen wird sie sequenziert: zuerst ultraschall, um lose Ablagerungen zu entfernen, dann Säure, um harte Kalke aufzulösen, dann ultraschallgespült, um Säure und gelöste Salze zu entfernen. Spülen Sie immer gründlich mit sauberem Wasser und trocknen Sie sie vor der Neuinstallation.
F: Kann ich Düsenmarken oder -typen im selben Ansaugkrümmer mischen?
A: Nicht empfohlen, wenn Sie eine einheitliche Abdeckung oder Abflussverteilung benötigen. Die Durchflusskoeffizienten verschiedener Hersteller variieren selbst bei gleicher Nennkapazität ±5–15 %, und die Sprühwinkel können sich um ±5–10° unterscheiden. Das führt zu ungleichmäßiger Abdeckung und erschwert die Fehlersuche. Ausnahme: Wenn du absichtlich ein ungleichmäßiges Muster erstellst (z. B. höhere Dichte in bestimmten Zonen), ist das Mischen akzeptabel, aber dokumentiere das Design klar. Für die einfache Wartung und die Reduzierung des Ersatzteilbestands sollten Sie auf einen Hersteller standardisieren und die Vielfalt an Düsentypen minimieren.
F: Mein System verwendet umgespültes Waschwasser – wie aggressiv sollte ich es filtern?
A: Das hängt von der Größe der Düsenöffnung und der Bodenbelastung ab. Für Waschsysteme mit >2,0 mm Öffnungen und moderatem Boden (Metallspäne, Bearbeitungsöle) funktioniert ein zweistufiger Ansatz gut: grober Sieb (20–40 Mesh) nach dem Tank, um schwere Schmutz aufzufangen, dann feines Sieb (80–100 Mesh) unmittelbar vor den Düsenkrümmern. Wenn die Bodenbelastung hoch ist (Schleifvorgänge, starker Rost), solltest du vor der ersten Filterstufe einen Absetztank oder einen Zyklonabscheider hinzufügen, um die Reinigungsfrequenz zu reduzieren. Überwachen Sie den Filterdruckdifferenz und reinigen oder ersetzen Sie die Elemente, wenn ΔP 10 psi erreicht. Für Öffnungen <1,5 mm sollten Beutelfilter oder Kartuschenfilter mit einer Größe von 50–75 Mikrometern in Betracht gezogen werden.
10. Fazit und weitere Maßnahmen
Das Verstopfen der Düse ist kein zufälliges Ereignis – es folgt vorhersehbaren Mustern, die durch Fluideigenschaften, Systemdesign und Betriebsbedingungen bestimmt sind. Durch systematische Bekämpfung der fünf Ursachen (Partikelverunreinigung, chemische Niederschlagung, biologisches Wachstum, Flüssigkeitsinkompatibilität und Fremdkörpereindringung) können Sie eine 80–90%ige Reduzierung von Verstopfungen erreichen und gleichzeitig die Lebensdauer der Düse um das 2–4-fache verlängern.
Nächste Schritte zur Optimierung Ihres Sprühsystems:
- Führen Sie eine Verstopfungsursachenanalyse bei Ihren drei problematischsten Anwendungen mit den in Abschnitt 7 genannten Diagnosemethoden durch.
- Überprüfen Sie Ihre aktuelle Filtration anhand der Größenregeln in Abschnitt 3; Upgrade dort, wo Lücken vorhanden sind.
- Implementierung der anwendungsspezifischen präventiven Wartungscheckliste aus Abschnitt 6 für Ihre Systeme mit dem höchsten Risiko.
- Wenn Sie trotz Befolgung dieser Richtlinien anhaltende Verstopfungen haben, fordern Sie ein Audit vor Ort an – erfahrene Sprühingenieure können oft nicht offensichtliche Ursachen (Strömungsstagnationszonen, lokale Korrosion, thermische Kreislaufeffekte) identifizieren, die durch eine Ferndiagnose nicht erkennbar sind.
Industrielle Düsensysteme sind entscheidend für Prozessleistung, Qualität und Effizienz. Der hier beschriebene präventive Ansatz – die Kombination aus korrektem Design, systematischer Wartung und datenbasierter Entscheidungsfindung – verwandelt Düsen von einem chronischen Wartungsaufwand in eine zuverlässige, vorhersehbare Komponente Ihres Betriebs.