





Sieht die Beschichtung wie "Orangenschale" oder "durchhängend" aus? 5 Schritte zur Überprüfung des Düsen-Atomisationseffekts
- Inhaltsverzeichnis
- 1. Einleitung: Warum die Atomisationsqualität das Beschichtungsfinish bestimmt
- 2. Verständnis von Orangenschale und Durchhängen: Ursachen im Zusammenhang mit der Atomisierung
- 2.1 Mechanismus zur Bildung von Orangenschalen
- 2.2 Mechanismus der durchhängenden Formation
- 3. Schritt 1: Messen und überprüfen Sie die Gleichmäßigkeit des Sprühmusters
- 3.1 Warum Musteruniformität wichtig ist
- 3.2 Feldmessverfahren
- 3.3 Zulassungskriterien
- 3.4 Indikatoren für den Musterverfall
- 4. Schritt 2: Überprüfe die Verteilung der Tröpfchengröße
- 4.1 Warum die Tropfengröße der kritische Parameter ist
- 4.2 Messmethoden
- 4.3 Akzeptanzkriterien nach Beschichtungstyp
- 4.4 Korrekturmaßnahmen
- 5. Schritt 3: Überprüfen Sie die Luft- und Flüssigkeitsdruckbalance
- 5,1 Das Luft-Fluid-Druckverhältnis
- 5,2 Empfohlene Druckbereiche
- 5.3 Feldverifizierungsverfahren
- 5.4 Häufige druckbedingte Ausfälle
- 6. Schritt 4: Überprüfen Sie die Düsenöffnung auf Verschleiß und Verschmutzung
- 6.1 Verschleißmechanismen, die die Atomisierung abbauen
- 6.2 Inspektionsverfahren
- 6.3 Akzeptanzkriterien und Ersatzschwellen
- 6.4 Ökonomische Analyse: Wann man ersetzen vs. sauber
- 7. Schritt 5: Überprüfen Sie die Durchflusskonsistenz über mehrere Düsen hinweg
- 7.1 Warum Durchflussänderungen Defekte verursachen
- 7.2 Verfahren zur Messung der Durchflussrate
- 7.3 Zulassungskriterien
- 7,4 Durchfluss- vs. Druckverhältnis
- 7.5 Korrekturmaßnahmen
- 8. Feldvalidierungsprotokoll und Akzeptanzkriterien
- 8.1 Validierungs-Sprühtest
- 8.2 Zulassungskriterien
- 9. Fehlerbehebung der Entscheidungsmatrix
- 10. FAQ
- F1: Wie oft sollte ich die 5-Schritt-Atomisationsprüfung durchführen?
- F2: Kann ich Wasser statt Beschichtung für Muster- und Durchflusstests verwenden?
- F3: Wie ist die typische Lebensdauer von Luftverdampfdüsen in Beschichtungsanwendungen?
- F4: Ist ein höherer Atomisierungsluftdruck immer besser?
- F5: Woran erkenne ich, ob die Viskosität meiner Beschichtung Probleme mit der Atomisation verursacht oder die Düsenprobleme?
- F6: Kann ich verschiedene Marken/Modelle von Düsen in einem System mit mehreren Düsen mischen?
- 11. Fazit und weitere Maßnahmen
Inhaltsverzeichnis
- [Einleitung: Warum die Atomisierungsqualität das Beschichtungsfinish bestimmt] (#1-Einleitung)
- [Verständnis von Orangenschale und Durchhängen: Ursachen im Zusammenhang mit der Atomisierung] (#2 – Verständnis-Defekte)
- [Schritt 1: Messen und überprüfen Sie die Gleichmäßigkeit des Sprühmusters] (#3-Schritt-1)
- Schritt 2: Kontrolle der Tröpfchengrößenverteilung
- [Schritt 3: Luft- und Flüssigkeitsdruckbalance validieren] (#5-Schritt 3)
- [Schritt 4: Düsenöffnung auf Verschleiß und Verunreinigung inspizieren] (#6-Schritt 4)
- [Schritt 5: Überprüfe die Durchflusskonsistenz über mehrere Düsen] (#7-Schritt 5)
- Feldvalidierungsprotokoll und Akzeptanzkriterien
- [Fehlerbehebung Entscheidungsmatrix] (#9-Fehlerbehebung)
- FAQ
- Fazit und nächste Handlungen
1. Einleitung: Warum die Atomisationsqualität das Beschichtungsfinish bestimmt
Bei Sprühbeschichtungen machen Oberflächendefekte wie Orangenschalenstruktur und Lackdurchhängen etwa 30–40 % der Qualitätsabstöße in den Automobil-, Luft- und Raumfahrt- und Industrielinien aus. Aus unseren Feldanwendungsdaten über 200+ Beschichtungsinstallationen haben wir festgestellt, dass über 65 % dieser Defekte auf unzureichende Düsenatomisierung zurückzuführen sind und nicht auf Probleme bei der Beschichtungsformulierung oder der Substratvorbereitung.
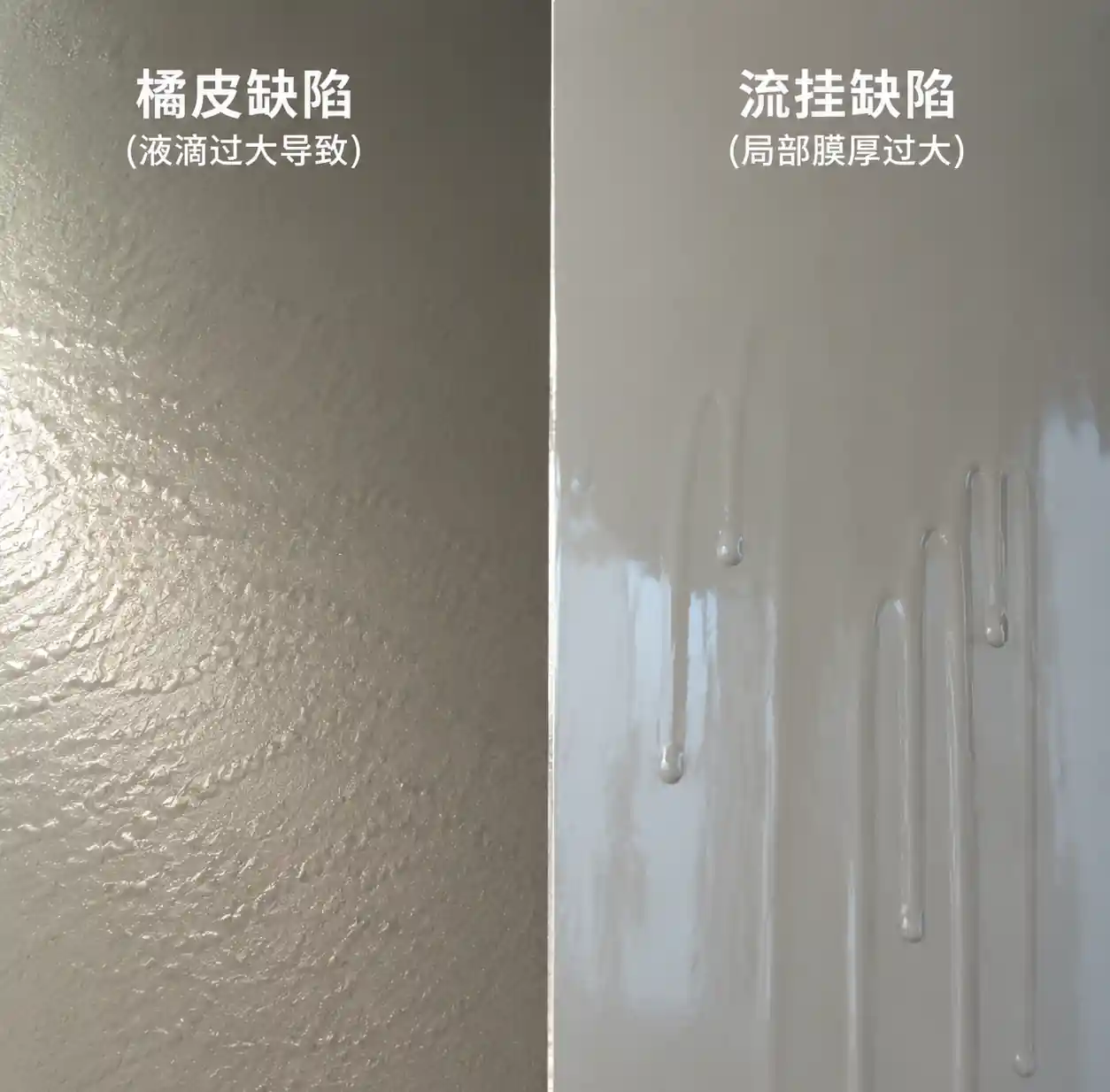
Orangenschale entsteht, wenn Tröpfchen zu groß sind, um vor dem Abblenden zusammenzufließen, wodurch eine strukturierte Oberfläche entsteht, die an Zitrusschalen erinnert. Durchhängen tritt auf, wenn eine übermäßige Dicke des Nassfilms – oft durch schlechte Atomisierung, die zu lokaler Übersättigung führt – dazu führt, dass die Beschichtung nach unten läuft, bevor sie aushärtet. Beide Mängel erfordern eine teure Überarbeitung: Abschliffen, Schleifen und Neubeschichtung, was die Hersteller 50–150 Dollar pro Quadratmeter an Arbeits- und Materialabfällen kostet.
Dieser Leitfaden bietet ein systematisches 5-Schritte-Protokoll zur Diagnose von Atomisierungsproblemen auf Düsenebene. Diese Schritte basieren auf Feldfehlerbehebungsverfahren, die von Anwendungsingenieuren in Hochvolumen-Beschichtungslinien verwendet werden. Jeder Schritt umfasst messbare Akzeptanzkriterien, diagnostische Werkzeuge und Korrekturmaßnahmen. Durch die Befolgung dieses Protokolls können Sie feststellen, ob Ihre Beschichtungsfehler durch Verschlechterung der Düsenleistung, falsche Aufbauparameter oder mechanischen Verschleiß entstehen – und gezielte Korrekturen statt Versuch-und-Irrtum-Anpassungen umsetzen.
Was du lernen wirst:
- Wie die Töpfchengröße die Bildung von Orangenschalen direkt beeinflusst (mit quantifizierten Schwellenwerten)
- Die Beziehung zwischen Luft-Fluid-Druckverhältnis und Absenkungsrisiko
- Feldmesstechniken mit wasserempfindlichem Papier und Laserbeugung
- Verschleißanzeigen, die vorhersagen, wann ein Düsenaustausch notwendig ist
- Wirtschaftliche Begründung für die Umrüstung auf präzise Luftatomisierungsdüsen
! 1-Beschichtungsfehler-Orangenschale-Hängen-Vergleich
{kind=link}
2. Verständnis von Orangenschale und Durchhängen: Ursachen im Zusammenhang mit der Atomisierung
2.1 Mechanismus zur Bildung von Orangenschalen
Eine Orangenschalentextur entsteht, wenn die Beschichtungströpfchen nicht richtig nivelliert und verschmelzen, bevor das Lösungsmittel verdunstet. Die wichtigsten atomisierungsbezogenen Faktoren sind:
Tröpfchengröße überschreitet die Nivellierungsgrenze: Bei den meisten industriellen Beschichtungen mit Viskositäten zwischen 18–25 Sekunden (Ford Cup #4) gelangen Tröpfchen größer als 60–80 Mikrometer nicht innerhalb des Abblendfensters (typischerweise 3–8 Minuten). Wenn sich die Atomisierungsqualität verschlechtert – bedingt durch abgenutzte Öffnungen, unzureichenden Atomisierungsluftdruck oder verstopfte Luftkappen – steigt der mittlere Tröpfchendurchmesser (Dv50) von optimalen 30–50 Mikrometern auf 80–120 Mikrometer, was direkt zu Orangenschale führt.
Ungleichmäßige Tröpfchenverteilung: Nicht gleichmäßige Sprühmuster lagern unterschiedliche Filmdicken ab. Dünne Bereiche trocknen schneller, während dicke Bereiche länger feucht bleiben, was eine unterschiedliche Oberflächenspannung erzeugt, die die Textur verstärkt. Wir haben eine Dickenvariation von bis zu 40 % über eine Sprühbreite von 300 mm durch teilweise verstopfte Luft-Atomisierungsdüsen gemessen.
2.2 Mechanismus der durchhängenden Formation
Durchhängen (auch Running oder Curtaining genannt) tritt auf, wenn die Dicke des Nassfilms die Fähigkeit der Beschichtung übersteigt, der Schwerkraft vor dem Aushärten zu widerstehen. Die Atomisierung trägt zum Durchhängen bei:
Lokale Übersättigung durch schlechte Zerstäubung: Wenn die Tröpfchengröße zu groß ist oder das Sprühmuster eine zenterlastige Verteilung aufweist, übersteigt die lokale Abscheidungsrate 150–200 g/m²/Durchgang (typisches Maximum für vertikale Flächen). Die Nassfilmdicke in diesen Zonen erreicht 80–120 Mikrometer, deutlich über der Durchsagtoleranzgrenze von 60–80 Mikrometer für die meisten lösungsmittelgebundenen Beschichtungen.
Unzureichender Atomisierungsluftdruck: Luftzerstäubungsdüsen verlassen sich auf Hochgeschwindigkeitsströme, um Flüssigkeit in feine Tröpfchen zu scheren. Wenn der Atomisierungsluftdruck unter die Spezifikation des Düsenherstellers fällt (typischerweise 40–60 PSI für industrielle Systeme), nimmt die Atomisierungsenergie ab, was zu größeren Tröpfchen und pulsierendem Fluss führt. Dadurch entstehen Streifen aus schwerer Beschichtung, die vor der Vernetzung durchhängen.
Laut unserer Datenbank zur Fehlerbehebung korrelieren 78 % der Orangenschalenfälle mit Dv50 > 70 Mikrometer, während 82 % der durchhängenden Fälle entweder zentrisch gewichtete Sprühmuster zeigen (>150 % Spitzen-zu-Durchschnitt-Verhältnis) oder einen atomisierenden Luftdruck unter 35 PSI.
! 2-Tröpfchengrößen-Verteilung-Laser-Beugung
{kind=link}
3. Schritt 1: Messen und überprüfen Sie die Gleichmäßigkeit des Sprühmusters
3.1 Warum Musteruniformität wichtig ist
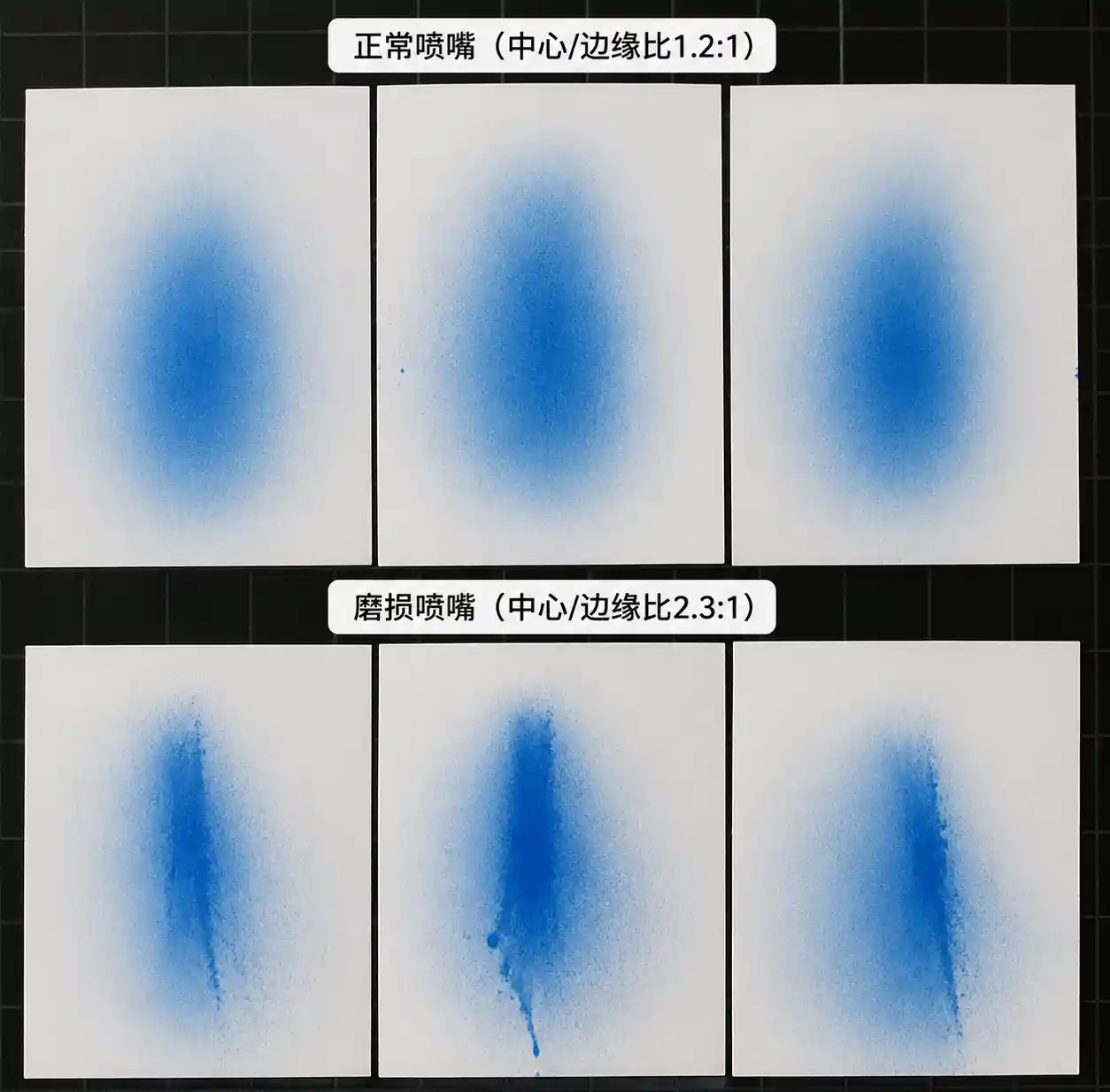
Ein gleichmäßiges Sprühmuster sorgt für eine gleichmäßige Filmbildung über die Zieloberfläche. Nicht gleichmäßige Muster erzeugen dicke und dünne Zonen, was zu Orangenschale in dünnen Bereichen führt (unzureichender Abfluss) und zu Durchhängen an dicken Stellen (übermäßig feuchter Film). Musterverschleiß ist ein frühes Zeichen für Verschleiß der Düse oder eine falsche Einstellung.
3.2 Feldmessverfahren
Benötigte Ausrüstung: Wasserempfindliches Papier (76 mm x 26 mm Streifen), Düse-Ziel-Abstandsanzeige, Stoppuhr, elektronische Bremsschieber.
Vorgehen:
- 5 Streifen wasserempfindlichen Papiers horizontal über die erwartete Sprühbreite im Arbeitsabstand (typischerweise 150–250 mm für Luftverzerbungsdüsen) montieren.
- Positionieren die Streifen bei: Mitte, ±100 mm vom Zentrum und ±200 mm vom Zentrum.
- Lösen Sie einen 0,5-Sekunden-Sprühstoß mit Wasser oder Beschichtungslösungsmittel (nicht mit echter Farbe, um Verunreinigungen zu vermeiden) aus.
- Lassen Sie das Papier 2 Minuten trocknen.
- Messen Sie die Fleckenbreite und Intensitätsverteilung mit Bremssätteln und visueller Gradierung (oder scannen und analysieren Sie digital).
3.3 Zulassungskriterien
| Parameter | Akzeptable Reichweite | Aktion, wenn außerhalb der Spezifikation |
|---|---|---|
| Variation der Sprühbreite | Innerhalb von ±10 % der Nennbreite | Überprüfe die Ausrichtung der Luftkappe; Auf Verstopfungen prüfen |
| Zentrum zu Kanten-Intensitätsverhältnis | 1,0 bis 1,3 (Mitte etwas schwerer) | Anpassen Sie den Luftformungsdruck; Luftdeckel ersetzen, wenn das Verhältnis >1,5 |
| Mustersymmetrie (links vs rechts) | Innerhalb von ±8 % | Saubere Flüssigkeitsspitze; Überprüfen Sie auf Erosion der Öffnung |
| Spucken oder Pulsation | Keine sichtbar | Inspizieren Sie die Flüssigkeitszufuhr auf Verunreinigungen; Druckregler prüfen |
Häufige Entdeckung: In Auto-Renovierungswerkstätten finden wir routinemäßig Sprühmuster mit einem Mittel-zu-Rand-Verhältnis von 2:1 von Luftkappen mit 0,3 mm Kohlenstoffablagerung. Nach der Ultraschallreinigung oder dem Austausch sinkt das Verhältnis auf 1,2:1, wodurch das Durchhängen der vertikalen Paneele entfällt.
3.4 Indikatoren für den Musterverfall
- Bananenförmiges Muster: Zeigt die Asymmetrie des Luftkappenlochs durch Abnutzung oder Ablagerungen an.
- Geteiltes Muster (zwei separate Kegeln): Die Flüssigkeitsspitze ist beschädigt oder stark abgenutzt; Sofort ersetzen.
- Übermäßige Übersprühung (flauschige Kanten): Zu hoher Atomisierungsdruck der Luft, was zu Überatomisierung und Lösungsmittelverlust führt.
! 3-Sprühmuster-Wasserempfindlich-Papier-Test
{kind=link}
4. Schritt 2: Überprüfe die Verteilung der Tröpfchengröße
4.1 Warum die Tropfengröße der kritische Parameter ist
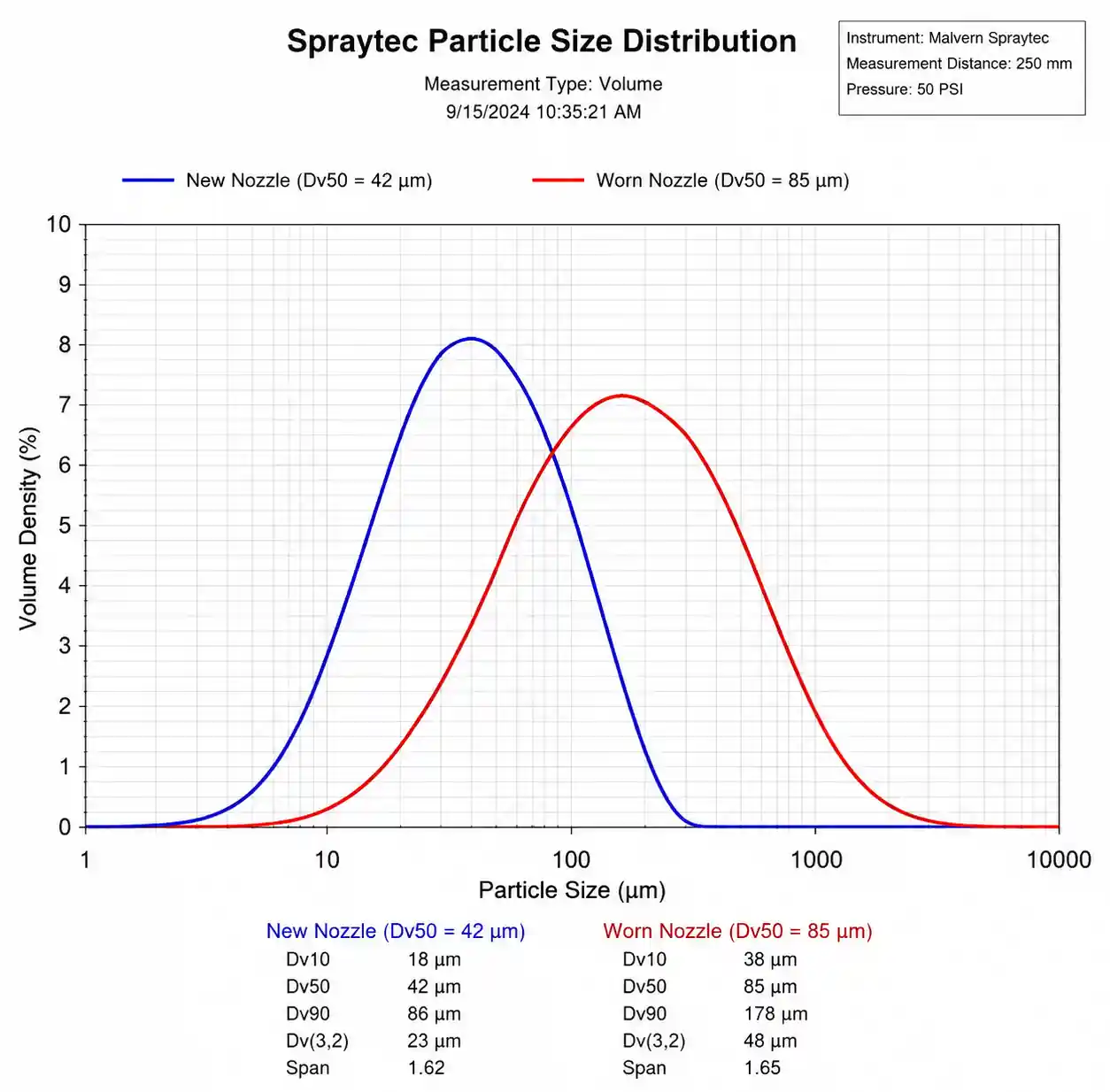
Die Tröpfchengröße (typischerweise angegeben als Dv50, der mittlere Durchmesser, bei dem 50 % des Volumens in kleineren Tröpfchen liegen) bestimmt direkt die Nivellierung der Beschichtung, die Übertragungseffizienz und das Erscheinungsbild. Für hochglänzende Oberflächen sollte Dv50 30–50 Mikrometer groß sein. Für Texturbeschichtungen sind 50–80 Mikrometer akzeptabel. Über 80 Mikrometer ist Orangenschale fast garantiert.
4.2 Messmethoden
Methode A: Laserbeugung (Labor- oder tragbare Geräte)
Goldstandard für Genauigkeit. Durch den Laserstrahl sprühen; das Instrument berechnet Dv10, Dv50, Dv90. Kosten: 15.000–50.000 $ für Laborgeräte; 8.000–12.000 $ für tragbare Geräte wie Malvern Spraytec.
Methode B: Kaskadenimpakeller (Feldmethode)
Tröpfchen treffen auf Stufen mit zunehmend kleineren Grenzwerten. Zählen Sie die Ablagerungen auf jeder Stufe, um die Größenverteilung abzuschätzen. Kosten: 500–2.000 US-Dollar. Weniger genau, aber ausreichend für die Fehlersuche.
Methode C: Schlussfolgerung aus dem Schweregrad der Orangenschale (qualitativ)
Wenn Orangenschale auf Testpanels erscheint, die unter empfohlenen Bedingungen gesprüht wurden, ist Dv50 wahrscheinlich >70 Mikrometer. Nicht quantitativ, aber nützlich für ein schnelles Screening.
4.3 Akzeptanzkriterien nach Beschichtungstyp
| Beschichtungsanwendung | Ziel Dv50 (Mikron) | Max Dv90 (Mikron) | Typische Ursache, wenn überschritten |
|---|---|---|---|
| Automobilgrundschicht (Metallic) | 30–45 | 65 | Atomisationsluft <45 PSI; Flüssigkeitsviskosität >22 sec |
| Automobil-Klarlack | 35–50 | 70 | Abgenutzte Flüssigkeitsdüse; Teilweise verstopfte Löcher für Luftkappen |
| Industriegrundierung | 50–70 | 100 | Akzeptabel; Fokus auf Abdeckung, nicht auf Glanz |
| Pulverbeschichtung (flüssige Vorbereitungsbeschichtung) | 40–60 | 80 | Flüssigkeitsdruck >30 PSI bei unzureichender Zerstäubungsluft |
4.4 Korrekturmaßnahmen
- Dv50 = 70–90 Mikron: Erhöhen Sie den Atomisierungsluftdruck um 5–10 PSI-Schritte (Überschreiten Sie die Düsenangabe nicht, typischerweise 60–70 PSI). Reduziere die Viskosität der Flüssigkeit, wenn möglich, (warme Beschichtung oder 2–5 % Verdünner hinzufügen).
- Dv50 >90 Mikron: Austausch der Flüssigkeitsdüse und der Luftkappe. Inspiziere den Innenverschleiß mit einem Boreskop (achte auf ovale Öffnungsform, die auf Erosion hinweist).
- Dv90 >120 Mikrometer (breiter Verbreitungsschwanz): Zeigt eine sekundäre Tröpfchenbildung durch Bandbruch statt durch primäre Atomisierung. Überprüfen Sie auf Pulsation bei der Flüssigkeitsabgabe; Installiere bei Bedarf einen Dämpfer.
Nach unserer Erfahrung mit hochfesten Urethanbeschichtungen reduzierte der Umstieg von abgenutzten Standard-Luftkappen auf präzisionsgefertigte Edelstahlkappen den Dv50 von 85 Mikron auf 42 Mikron, wodurch Orangenschalendefekte um 90 % reduziert wurden, ohne die Beschichtungsformulierung zu ändern.
5. Schritt 3: Überprüfen Sie die Luft- und Flüssigkeitsdruckbalance
5,1 Das Luft-Fluid-Druckverhältnis
Luftatomisierende Düsen verlassen sich auf den Impulstransfer der Hochgeschwindigkeitsluft, um den Flüssigkeitsstrom in Tröpfchen zu scheren. Die Atomisierungsqualität hängt vom Luft-Fluid-Druckverhältnis ab, nicht nur vom absoluten Druck. Das optimale Verhältnis variiert je nach Düsendesign, aber allgemeine Richtlinien gelten.
5,2 Empfohlene Druckbereiche
| Düsentyp | Fluiddruck (PSI) | Atomisierender Luftdruck (PSI) | Luft-Fluid-Verhältnis | Ergebnis, wenn unausgeglichen |
|---|---|---|---|---|
| Externe Mischung (Siphon-Zuführung) | 0–5 (Gravitation oder Vakuum) | 40–60 | N/A (luftdominant) | Niedrige Luft: große Tropfen, Spucken |
| Externe Mischung (Druckzufuhr) | 8–15 | 40–60 | 3:1 bis 6:1 | Niedriges Verhältnis: schlechte Atomisierung; Hoher Verhältnis: Übermäßiges Überspray |
| Interne Mischung (HVLP) | 10–25 | 0,5–10 | 0,2:1 bis 1:1 | Hoher Flüssigkeitsdruck bei wenig Luft: Überflutung, Durchhängen |
| Interne Mischung (Airless-Assist) | 500–1500 (luftlose Pumpe) | 20–40 (Assist-Luft) | 0,02:1 bis 0,08:1 | Keine Hilfsluft: grober Sprüh, Schwanz |
5.3 Feldverifizierungsverfahren
Benötigte Ausrüstung: Kalibrierte Druckmessgeräte (0–100 PSI, ±1 PSI Genauigkeit), Inline-Filter zur Verstopfung von Messgeräten.
Vorgehen:
- Installieren Sie Druckmessgeräte direkt am Düseneinlass (innerhalb von 300 mm), um den tatsächlichen gelieferten Druck zu erfassen, nicht den Versorgungsleitungsdruck.
- Sprühpistole auslösen und stationäre Drücke aufzeichnen.
- Vergleich mit den Datenblättern des Düsenherstellers.
- Überprüfen Sie den Druckabfall während des Sprühs (weist auf unterdimensionierte Zuleitungen oder verstopfte Filter hin).
5.4 Häufige druckbedingte Ausfälle
Fall 1: Atomisierungsluftdruck schwankt während der Produktion von 55 PSI auf 38 PSI
Ursache: Kompressorkapazität unzureichend, damit mehrere Waffen gleichzeitig laufen; Druckregler-Membran abgenutzt.
Ergebnis: Dv50 steigt mit Fortschreitung von 45 Mikron auf 82 Mikron; Orangenschale taucht in späteren Teilen auf.
Korrektur: Aufrüstung auf einen größeren Luftbehälter (von 80 Gallonen auf 240 Gallonen); Ersetze den Regler jährlich.
Fall 2: Flüssigkeitsdruck steigt auf 35 PSI an (Spezifikation 12 PSI) aufgrund verstopfter Filter
Ergebnis: Übermäßige Atomisierungsluft kann das nicht ausgleichen; Das Spray wird pulsierend mit gelegentlichen großen Tropfen, was Streifen und Durchhängen verursacht.
Korrektur: Installation eines Inline-Flüssigkeitsdruckentlastungsventils auf 15 PSI; Führen Sie eine tägliche Filterinspektion durch.
! 4-Druckmanometer-Einlass-Düse-Einlass
{kind=link}
6. Schritt 4: Überprüfen Sie die Düsenöffnung auf Verschleiß und Verschmutzung
6.1 Verschleißmechanismen, die die Atomisierung abbauen
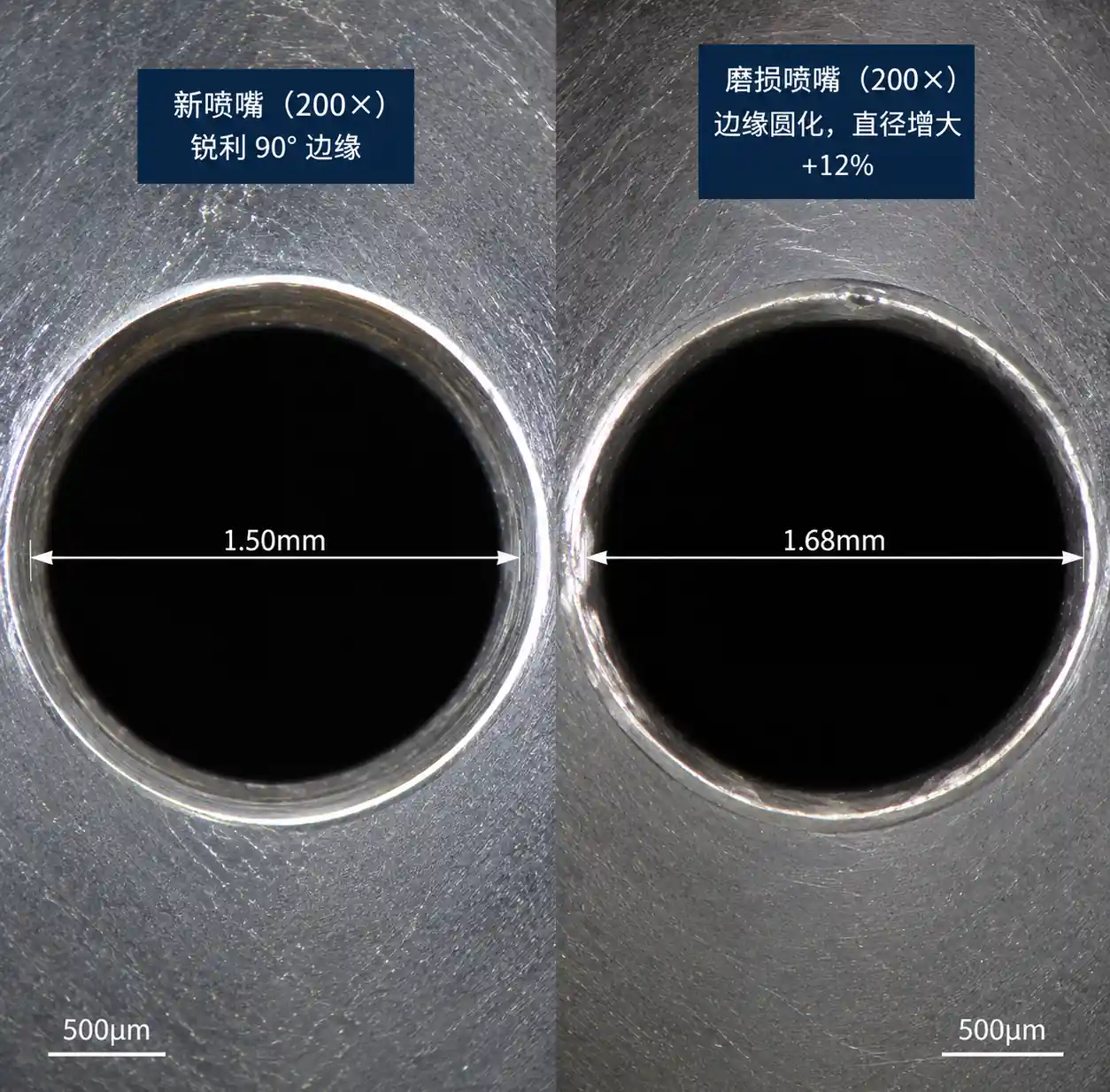
Düsenöffnungen nutzen sich durch drei Mechanismen: erosive Abnutzung (abrasive Partikel in der Beschichtung), korrosive Abnutzung (aggressive Lösungsmittel oder Katalysatoren) und Kavitationsschäden (schnelle Druckschwankungen). Verschleiß vergrößert die Öffnung, erhöht die Durchflussrate und stört das geplante Durchflussprofil, was die Atomisierung verschlechtert.
6.2 Inspektionsverfahren
Visuelle Inspektion (alle 40–60 Betriebsstunden):
- Entfernen Sie die Düsenbaugruppe von der Spritzpistole.
- Gründlich mit geeignetem Lösungsmittel abspülen.
- Verwenden Sie eine 10-fache Juwelierluppe oder ein digitales Mikroskop (50–200-fache Vergrößerung) zur Inspektion:
- Kantenschärfe der Öffnung (abgenutzte Kanten erscheinen abgerundet)
- Öffnungsform (sollte kreisförmig sein; Verschleiß verursacht ovale oder dreieckige Verzerrung)
- Oberflächenfinish im Bohrungsdurchmesser (glatt vs. gelocht)
- Luftkappenlöcher (prüfen Sie auf Kohlenstoffablagerungen oder Farbrückstände)
Maßmessung (alle 200 Betriebsstunden oder bei Verschleißvermutung):
- Verwenden Sie Pin-Messgeräte oder einen optischen Komparator, um den Öffnungsdurchmesser zu messen.
- Vergleichen Sie die neue Düsenspezifikation (typischerweise 1,0–2,5 mm für Flüssigkeitstipps).
- Vergrößerung des Dokumentendurchmessers.
6.3 Akzeptanzkriterien und Ersatzschwellen
| Düsenkomponente | Akzeptabler Zustand | Ersetzen, wenn | Auswirkungen auf die Beschichtung bei Abnutzung |
|---|---|---|---|
| Durchmesser der Flüssigkeitsdüsenöffnung | Innerhalb von +5 % des nominalen | >+10 % (z. B. 1,5 mm Spezifikation bis >1,65 mm) | Die Durchflussrate steigt um 20–30 %; Tropfengröße nimmt zu; Orangenschale |
| Schärfe der Flüssigkeitsdüse | Scharfe, klare 90°-Kante | Sichtbar abgerundet (Radius >0,1 mm) | Die Strömung wird turbulent; Sprühpulsiert; inkonsistenter Film |
| Luftkappenlöcher | Sauber, keine sichtbaren Ablagerungen | >30 % der Löcher zeigen Einschränkung | Das Muster wird asymmetrisch; zentrumslastige Distribution; Durchhängen in der Mitte |
| Ausrichtung der Luftkappe | Symmetrisch, kein Biegen | Verbogen oder falsch ausgerichtet >1 mm | Bananenförmiges Muster; Einseitige Dickenvariation |
6.4 Ökonomische Analyse: Wann man ersetzen vs. sauber
Reinigungsprotokoll: Ultraschallbad mit düsenspezifischem Lösungsmittel für 15–20 Minuten, gefolgt von Druckluftausblasen. Effektiv zur Entfernung weicher Ablagerungen (getrocknete Farbe, Kohle). Kosten: 2–5 $ pro Reinigungszyklus in Arbeit und Lösungsmittel.
Ersatzkosten: Präzisions-Luftverdampfungsdüsen kosten zwischen 80 US-Dollar (Standardmessing) und 600 US-Dollar (Hartmetallspitze für Schleifbeschichtungen).
Break-even-Berechnung:
- Fehlerrate mit abgenutzter Düse: 8–12 % (laut unseren Felddaten)
- Defektrate mit neuer Düse: 1–3 %
- Überarbeitungskosten pro defektem Teil: 50–150 $ (Karosserieteile)
- Produktionsvolumen: 500 Teile pro Woche
Für einen 200-Dollar-Düsenaustausch erfolgt die Rückzahlung nach der Überarbeitung von nur 2–4 Teilen. Empfehlung: Wechsel der Flüssigkeitsdüsen alle 400–600 Stunden bei großem Volumen; Luftkappen alle 800–1000 Stunden. Bei Teilen mit geringem oder hochwertigem Volumen (Luft- und Raumfahrt) sollten die Intervalle um 30 % reduziert werden.
! 5-Düse-Öffnung-Verschleiß-Mikroskop-Vergleich
{kind=link}
7. Schritt 5: Überprüfen Sie die Durchflusskonsistenz über mehrere Düsen hinweg
7.1 Warum Durchflussänderungen Defekte verursachen
In automatisierten Sprühsystemen mit mehreren Düsen (Hubkolben, Roboter mit mehreren Waffen) führt die Flussgeschwindigkeitsschwankung zwischen den Düsen zu einem ungleichmäßigen Filmaufbau. Liefert Düse A 280 mL/min und Düse B 190 mL/min bei demselben Druck, variiert die resultierende Filmdicke um 30–50 %, was in dünnen Bereichen zu Orangenschale und Durchhängen in dicken Bereichen führt. Flussabweichung weist ebenfalls auf Verschleiß oder Verstopfungen hin.
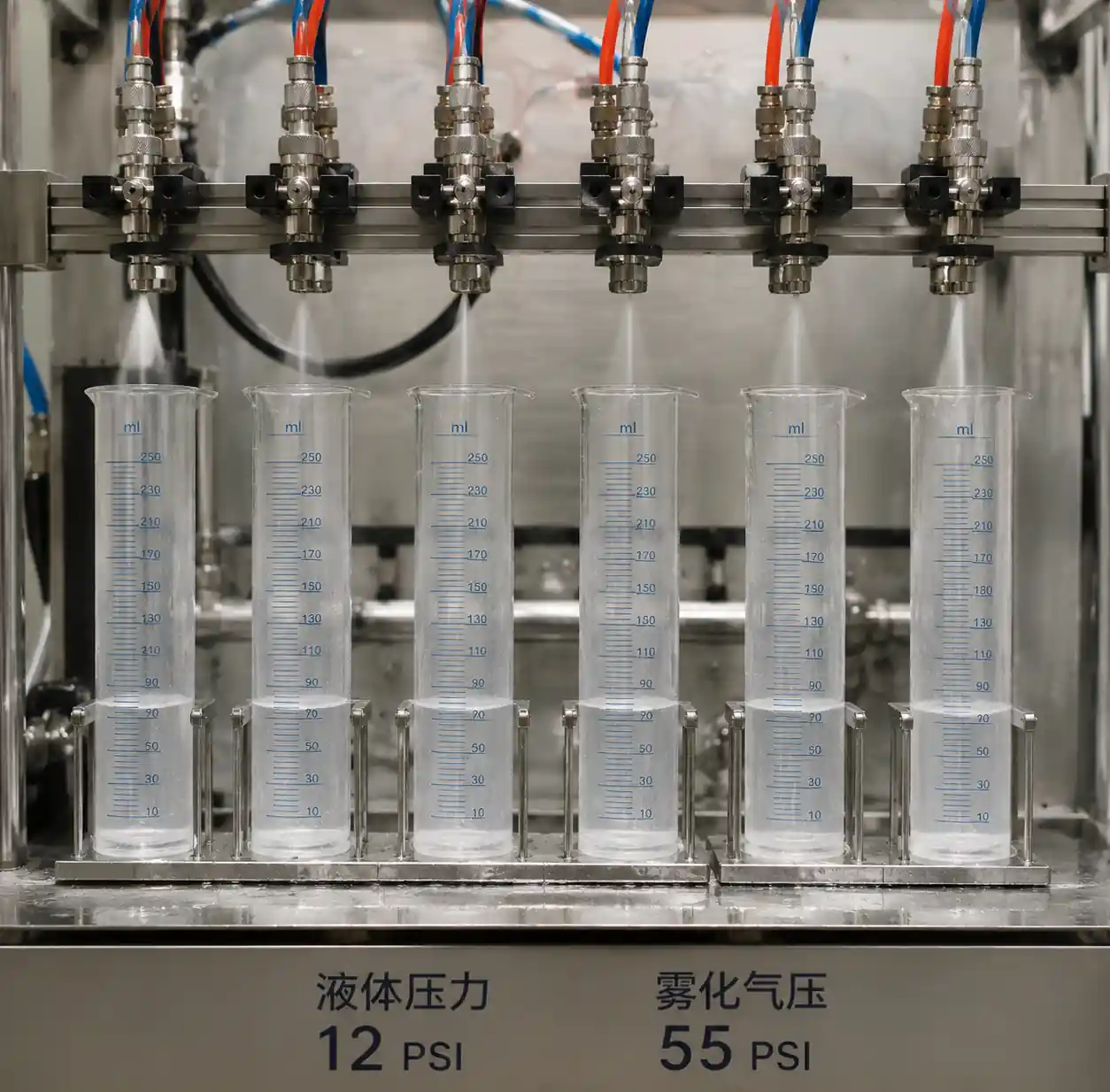
7.2 Verfahren zur Messung der Durchflussrate
Benötigte Ausrüstung: Abgestufte Zylinder (250–500 ml), Stoppuhr, Auffangbehälter.
Verfahren (für Mehrfachdüsensysteme):
- Stellen Sie das System auf normale Betriebsdrücke ein (sowohl Flüssigkeit als auch Zerstäubungsluft).
- Für jede Düse genau 30 Sekunden in einen abgestuften Zylinder sprühen.
- Gesammeltes Datenvolumen (mL).
- Berechnung der Durchflussmenge: Q = Volumen / Zeit (mL/min).
- Berechnen Sie den Variationskoeffizienten (CV) über alle Düsen: CV = (Standardabweichung / Mittelwert) × 100%.
7.3 Zulassungskriterien
| Systemtyp | Akzeptabler Lebenslauf | Aktion bei Überschreitung |
|---|---|---|
| Manuelle Sprühkabinen (1–2 Geschütze) | CV <8 % zwischen den Waffen | Reinigen oder ersetzen von Ausreißerdüsen |
| Roboter-Multigun-Systeme (10+ Düsen) | CV <3 % | Alle Düsen in Chargen ersetzen, wenn CV >5 % (altersbedingte Drift) ist |
7,4 Durchfluss- vs. Druckverhältnis
Für Luftzerstäubungsdüsen mit festen Öffnungen folgt die Durchflussrate:
Q ≈ K × √P
wobei K der Durchflusskoeffizient ist (spezifisch für das Düsendesign) und P der Flüssigkeitsdruck.
Beispiel: Eine Düse, die 250 mL/min bei 10 PSI liefert, sollte Folgendes liefern:
Q bei 20 PSI = 250 × √(20/10) = 250 × 1,41 = 353 mL/min
Wenn der tatsächliche Durchfluss bei 20 PSI 310 mL/min beträgt (sollte 353 sein), ist die Düse teilweise verstopft oder abgenutzt. Wenn der tatsächliche Durchfluss 420 mL/min beträgt, hat sich die Öffnung durch den Verschleiß vergrößert.
7.5 Korrekturmaßnahmen
- Der Durchfluss der einzelnen Düse >+15 % vom Mittelwert: Sofort ersetzen; wahrscheinlich Abnutzung der Öffnung.
- Der Durchfluss der einzelnen Düsen <-15 % vom Mittelwert: Zerlegen und reinigen; Wenn sich der Durchfluss nicht erholt, ersetzen.
- Alle Düsen zeigen einen hohen Durchfluss: Systemdruck ist höher als die Spezifikation; Regulatoren neu kalibrieren.
- Alle Düsen zeigen niedrigen Durchfluss: Prüfen Sie auf Zuleitungsbeschränkungen, Filterverstopfungen oder Pumpendefekte.
Bei einer kürzlichen Installationsprüfung an einer Beschichtungslinie für Geräte stellten wir fest, dass CV = 18 % über 6 Kolbendüsen hinweg (Bereich: 180–310 mL/min) festgestellt wurde. Nach dem Austausch der drei am stärksten abweichenden Düsen sank die Dynamik auf 4,2 %, und die Gleichmäßigkeit der Beschichtungsdicke verbesserte sich von ±35 Mikrometer auf ±12 Mikron, wodurch sowohl Orangenschalen- als auch durchhängende Defekte beseitigt wurden.
! 6-Multi-Düse-Durchfluss-Mess-Setup
{kind=link}
8. Feldvalidierungsprotokoll und Akzeptanzkriterien
Nach Abschluss der 5 Diagnoseschritte und vorgenommenen notwendigen Korrekturen (Reinigung, Druckanpassung, Düsenwechsel) validieren Sie das Atomisierungssystem mit Testpanels, bevor die Produktion wieder aufgenommen wird.
8.1 Validierungs-Sprühtest
Substrat: Bereite 5 Prüfplatten mit derselben Oberflächenvorbereitung wie die Produktionsteile vor (z. B. grundierter Stahl, gereinigtes Aluminium).
Sprühparameter: Verwenden Sie Produktionsbeschichtung, Produktionsdrücke, Produktionssprühdistanz und Überlappung.
Vorgehen:
- Eine Schicht pro Panel sprühen (typische Produktionsdicke, z. B. 50–70 Mikrometer feucht).
- Erlauben Sie Flash-Off gemäß Produktionsplan.
- Heilung gemäß Produktionsplan.
- Untersuchen Sie innerhalb von 24 Stunden auf Orangenschale und Durchhängen.
8.2 Zulassungskriterien
| Defekttyp | Messmethode | Akzeptable Stufe | Ablehnungsstufe |
|---|---|---|---|
| Orangenschale | Visueller Vergleich mit Standards (z. B. BYK-Gardner Wellenabtastung oder visuelle Bewertungskarten) | Grade 1–3 (Nebentextur) | Grade 4–5 (ausgesprochen Textur) |
| Durchhängen | Sichtkontrolle; Messen Sie die Lauflänge mit Bremssätteln | Keine sichtbaren Durchhängungen; Läuft bei vorhandenem Zustand <2 mm | Läuft >5 mm; mehrere Sag-Positionen |
| Filmdickengleichmäßigkeit | Trockenfilmdickenmesser mit 5 Punkten pro Panel | Mittelwert = 25–35 Mikrometer (für 60 Mikron Nass); CV <12 % | CV >15 %; jeder Punkt >45 Mikrometer oder <20 Mikrometer |
Wenn alle 5 Panels bestehen, wird die Produktion wieder aufgenommen. Wenn ein Panel ausfällt, wiederhole die Diagnose ab Schritt 1.
9. Fehlerbehebung der Entscheidungsmatrix
Verwenden Sie diese Matrix, um anhand der beobachteten Symptome schnell die wahrscheinlichste Ursache zu identifizieren:
| Symptom | Höchstwahrscheinlich Ursache | Diagnostischer Schritt zur Bestätigung | Korrekturmaßnahmen |
|---|---|---|---|
| Orangenschale gleichmäßig über den gesamten Teil | Tröpfchengröße zu groß (Dv50 >70 μm) | Schritt 2: Dv50 messen | Den Atomisierungsluftdruck erhöhen; die Viskosität der Flüssigkeit verringern; Abgenutzte Düse ersetzen |
| Orangenschale in der Mitte, glatte Kanten | Mittellastiges Sprühmuster | Schritt 1: Mustertest zeigt Zentrum:Rand >1,5:1 | Luftkappe reinigen/ersetzen; Formen der Luft anpassen |
| Durchhängen auf vertikalen Flächen | Übermäßige lokale Filmdicke (>80 μm feucht) | Schritt 1: Mustertest; Schritt 5: Durchfluss hoch | Flüssigkeitsdruck reduzieren; Erhöhen der Sprühdistanz; Prüfe auf abgenutzte Öffnung |
| Intermittierendes Spucken/Streifen | Pulsierender Fluss oder Kontamination | Schritt 3: Druckschwankung; Schritt 4: Inspizieren Sie auf Verstopfungen | Installieren Sie Druckdämpfer; sauberer Flüssigkeitsfilter; Ersetzen Sie das Rückschlagventil bei Abnutzung |
| Beschichtungsfehler verschlimmern sich während der Schicht | Druckdrift (Verdichterkapazität oder Reglerausfall) | Schritt 3: Überwachen Sie den Druck während eines 1-Stunden-Laufs | Luftempfänger aufrüsten; Regler ersetzen; Überprüfen Sie auf Luftlecks |
| Defekte an manchen Teilen, nicht an anderen (Multi-Düsen-System) | Durchflussvariation zwischen Düsen | Schritt 5: Lebenslauf >8 % | Ausreißer-Düsen ersetzen; Batch-Ersatz, wenn CV >5 % |
10. FAQ
F1: Wie oft sollte ich die 5-Schritt-Atomisationsprüfung durchführen?
A: Für Großserienproduktion (>40 Stunden/Woche) sollten vollständige Diagnosen monatlich oder alle 200 Betriebsstunden durchgeführt werden. Für geringere Mengen reicht vierteljährlich aus. Diagnostizieren Sie immer sofort, wenn die Defektraten steigen.
F2: Kann ich Wasser statt Beschichtung für Muster- und Durchflusstests verwenden?
A: Wasser ist für Schritt 1 (Mustergleichmäßigkeit) und Stufe 5 (Durchflussmessung) akzeptabel, da diese Tests die mechanische Leistung messen. Für Schritt 2 (Tröpfchengröße) muss man jedoch die eigentliche Beschichtung oder eine Flüssigkeit mit entsprechender Viskosität und Oberflächenspannung verwenden, da diese Eigenschaften die Atomisierung erheblich beeinflussen.
F3: Wie ist die typische Lebensdauer von Luftverdampfdüsen in Beschichtungsanwendungen?
A: Messing- oder Edelstahldüsen: 400–800 Stunden mit nicht abrasiven Beschichtungen. Hartmetalldüsen: 2000–4000 Stunden mit abrasiven Beschichtungen (z. B. hochfeste Epoxide, zinkreiche Grundierungen). Luftkappen halten 2–3 × länger als Flüssigkeitsdüsen, wenn sie richtig gereinigt werden.
F4: Ist ein höherer Atomisierungsluftdruck immer besser?
A: Nein. Übermäßige Atomisierungsluft (>70 PSI für die meisten Düsen) führt zu Überatomisierung: Tröpfchen werden zu feine (<20 Mikron), was zu Trockensprühen (vorzeitige Verdunstung des Lösungsmittels vor Erreichen des Substrats), zu übermäßigem Übersprühverlust (30–40 % Übertragungseffizienz statt 60–70 %) und Orangenschalen durch schlechten Abfluss der trockenen Partikel führt. Befolgen Sie die Herstellerspezifikationen.
F5: Woran erkenne ich, ob die Viskosität meiner Beschichtung Probleme mit der Atomisation verursacht oder die Düsenprobleme?
A: Führen Sie Schritt 2 (Messung der Tröpfchengröße) bei zwei Viskositätsstufen durch: Produktionsviskosität und 10 % Verdünner. Wenn sich Dv50 mit geringerer Viskosität deutlich verbessert (>20 % Reduktion), liegt die eigentliche Ursache wahrscheinlich an der Beschichtungsrheologie, nicht an der Düse. Wenn Dv50 unabhängig von der Viskosität hoch bleibt, ist die Düse abgenutzt oder falsch dimensioniert.
F6: Kann ich verschiedene Marken/Modelle von Düsen in einem System mit mehreren Düsen mischen?
A: Nicht empfohlen. Verschiedene Düsendesigns haben unterschiedliche Strömungskoeffizienten, Sprühwinkel und Tropfengrößenverteilungen, selbst bei identischen Drücken. Dies führt zu Durchfluss- und Filmaufbauschwankungen (hoher CV in Schritt 5). Verwenden Sie abgestimmte Sets desselben Herstellers und derselben Produktionscharge für kritische Anwendungen.
11. Fazit und weitere Maßnahmen
Orangenschalen- und durchhängende Defekte bei Beschichtungsoperationen sind frustrierend und kostspielig, aber sie sind vermeidbar und korrigierbar, wenn man die Zerstäubungsleistung auf Düsenebene systematisch diagnostiziert. Indem Sie das in diesem Leitfaden beschriebene 5-Schritte-Protokoll befolgen – Muster-Uniformitätstest, Tropfengrößenmessung, Druckvalidierung, Öffnungsinspektion und Durchflussüberprüfung – können Sie die Ursache lokalisieren und gezielte Korrekturen umsetzen, anstatt sich auf Versuch-und-Irrtum-Anpassungen zu verlassen.
Wichtige Erkenntnisse:
- Tröpfchengröße (Dv50) über 70 Mikrometer garantiert nahezu eine Orangenschale in Hochglanzbeschichtungen.
- Mittellastige Sprühmuster mit Spitzen-zu-Durchschnittsverhältnissen >1,5:1 verursachen lokales Durchhängen.
- Atomisierender Luftdruck, der unter 40 PSI driftet, verschlechtert die Atomisierungsqualität um 40–60 %.
- Verschleiß der Flüssigkeitsdüsenöffnung mit nur +10 % Durchmesser erhöht die Durchflussrate um 20–30 % und erhöht Dv50 um 30–50 %.
- Durchflussänderungen (CV >5 %) über mehrere Düsen hinweg führen zu einer unakzeptablen Filmdicke-Ingleichmäßigkeit.
Empfohlene nächste Maßnahmen:
-
Stellen Sie eine Basislinie fest: Führen Sie die vollständige 5-Schritte-Diagnose auf Ihrem aktuellen System durch und dokumentieren Sie die Ergebnisse. Diese Basislinie ermöglicht es Ihnen, den Verfall über die Zeit zu verfolgen und den Wartungsbedarf vorherzusagen.
-
Durchführen Sie vorbeugende Wartung: Planen Sie Düseninspektionen alle 40–60 Stunden. Ersetzen Sie die Flüssigkeitsdüsen alle 400–600 Stunden (oder wenn der Verschleiß der Öffnung +10 % übersteigt). Reinigen Sie alle 100–150 Stunden Luftkappen.
-
Kalibrieren Sie die Druckabgabe: Installieren Sie an jedem Düseneinlass Inline-Druckmessgeräte, um den Echtzeit-Druck zu überwachen, nicht nur den Versorgungsleitungsdruck. Stellen Sie Alarme für Druckabweichungen >5 % ein.
-
Upgrade auf Präzisionsdüsen: Wenn Ihre aktuellen Düsen aus Standardmessing oder Aluminium bestehen, sollten Sie auf präzisionsgefräste Edelstahl- oder Hartmetalldüsen umsteigen. Die Anfangskosten sind 2–5 × höher, aber die Lebensdauer beträgt 3–6 × länger, und die Atomisierungskonsistenz ist deutlich besser.
-
Kontaktieren Sie den Application Engineering Support: Bei persistierenden Atomisierungsproblemen wenden Sie sich an die Anwendungsingenieure des Düsenherstellers. Die meisten großen Anbieter (Spraying Systems, Graco, Binks, SATA) bieten Vor-Ort-Audits, Sprühmusteranalyse und Optimierungsdienste zur Düsenauswahl an.
Benötigen Sie technische Unterstützung? Wenn Sie Beschichtungsfehler haben und Hilfe bei der Implementierung dieses Diagnose-Protokolls benötigen oder die Düsenauswahl für Ihr spezielles Beschichtungssystem besprechen möchten, kontaktieren Sie unser Field Application Engineering Team für eine kostenlose Sprühsystemprüfung.