





SIP-Systeme (Clean-in-Place) in der Lebensmittelindustrie: Wie wählt man rotierende Sprühkugeln aus?
- Inhaltsverzeichnis
- 1. Einleitung: Warum die Auswahl von Sprühkugeln direkt die Reinigungseffizienz und -compliance beeinflusst
- 2. Wichtige Reinigungsparameter in CIP-Systemen
- 2.1 Aufprallkraft: Der Kernindikator zur Entfernung hartnäckiger Rückstände
- 2.2 Abdeckung: Vermeidung von toten Winkeln beim Reinigen von toten Winkeln
- 2.3 Technische Abwägungen zwischen Durchflussrate und Reinigungszeit
- 3. Vergleich des Sprühball-Typs: Statischer Sprühball vs. dynamischer rotierender Kopf
- 3.1 Statischer Sprühball
- 3.2 Dynamischer rotierender Sprühkopf
- 3.3 Leistungsvergleichstabelle
- 4. Materialauswahl und Analyse der Lebensdauer
- 4.1 Kugelkörpermaterial: 316L Edelstahl vs. Polymermaterialien
- 4.2 Lagermaterial: Keramik vs. PEEK vs. Siliziumkarbid
- 4.3 Beispiel für wirtschaftliche Berechnung der Dienstlebenszeit
- 5. Auswahlentscheidungsmatrix für verschiedene Tankanwendungen
- 5.1 Auswahl nach Tankgröße und Rückstandstyp
- 5.2 Empfehlungen zur Auswahl spezieller Anwendungsszenarien
- 6. Häufige Fehler bei Installation und Wartung
- 6.1 Installationsfehler
- 6.2 Wartungsfehler
- 6.3 Feldtests zur Überprüfung der Reinigungswirksamkeit
- 7. Häufig gestellte Fragen
- F1: Warum dreht sich der rotierende Sprühkopf nicht bei niedrigem Durchfluss?
- F2: Mit welcher Temperatur halten 316-Liter-Edelstahl-Sprühkugeln stand?
- F3: Wie bestimmt man, wann der Sprühball ersetzt werden muss?
- F4: Können Hochdruck-Wasserpistolen CUP-Sprühkugeln ersetzen?
- F5: Wie berechnet man, wie viele Sprühkugeln benötigt werden?
- 8. Fazit und Handlungsempfehlungen
- Nächste Schritte
Inhaltsverzeichnis
- Einleitung: Warum die Auswahl von Sprühkugeln direkt die Reinigungseffizienz und -compliance beeinflusst
- Schlüsselreinigungsparameter in CIP-Systemen
- [Vergleich des Sprayball-Typs: Statischer Sprayball vs. dynamischer rotierender Kopf] (#3-Sprayball-Typ-Vergleich-statisch-Sprayball-vs-dynamisch-rotierender-Kopf)
- Materialauswahl und Dienstlebensanalyse
- [Auswahlentscheidungsmatrix für verschiedene Tankanwendungen] (#5-Auswahlentscheidungsmatrix für verschiedene Tankanwendungen)
- [Häufige Fehler bei Installation und Wartung] (#6 häufige Fehler bei Installation und Wartung)
- [Häufig gestellte Fragen](#7 häufig gestellte Fragen)
- [Schlussfolgerungen und Handlungsempfehlungen] (#8 – Schluss- und Handlungsempfehlungen)
1. Einleitung: Warum die Auswahl von Sprühkugeln direkt die Reinigungseffizienz und -compliance beeinflusst
In der Lebensmittel- und Getränke-, Milch- und Pharmaindustrie steht die Effektivität von CIP-Systemen (Clean-in-Place)-Systemen in direktem Zusammenhang mit Produktsicherheit, regulatorischer Einhaltung und Produktionseffizienz. Laut unserer Erfahrung mit der Feldanwendung resultieren über 40 % der Fehler bei der CIP-Reinigung auf eine falsche Sprühball-Auswahl – sei es durch unzureichenden Durchfluss, der zu blinden Winkeln der Abdeckung führt, zu wenig Aufprallkraft, die keine Protein- oder Fettrückstände entfernen kann, oder durch Verschleiß des Lagers, der zu einem Rotationsausfall führt.
Dieser Leitfaden hilft Prozessingenieuren und Wartungsmanagern, die folgenden Probleme zu lösen:
- Wie wählt man die passende Sprühkugel basierend auf Tankgröße und Rückstandstyp aus?
- Unter welchen Bedingungen haben statische Sprühkugeln und dynamische rotierende Köpfe jeweils Vorteile?
- Was ist wirtschaftlicher: 316L Edelstahl oder PEEK-Lager?
- Wie überprüft man die Reinigungsabdeckung durch Durchflusstests?
2. Wichtige Reinigungsparameter in CIP-Systemen
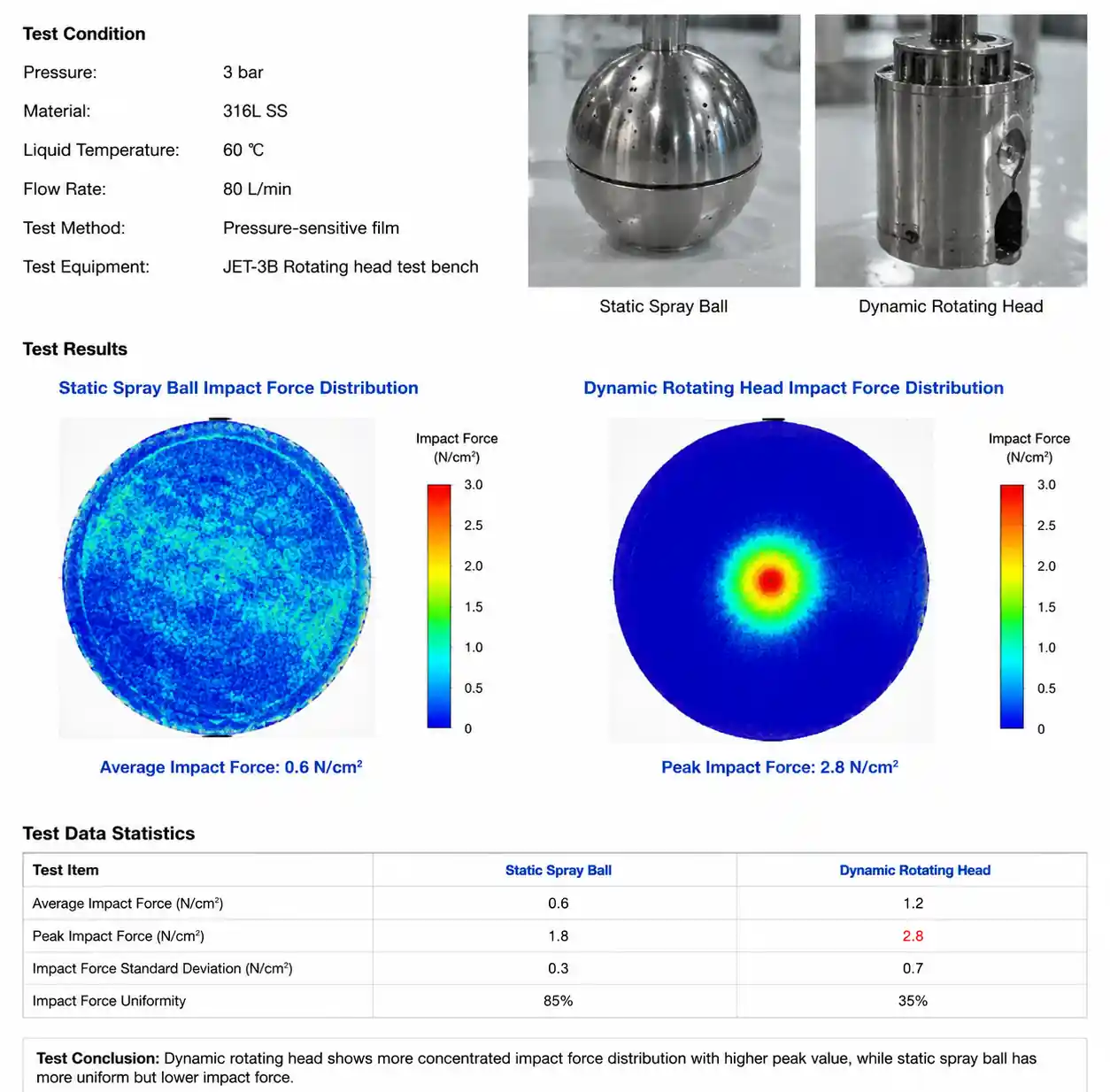
2.1 Aufprallkraft: Der Kernindikator zur Entfernung hartnäckiger Rückstände
Das physikalische Wesen der Reinigungseffektivität besteht darin, ob die flüssige Aufprallkraft die Verbindung zwischen Rückständen und Tankwänden durchbrechen kann. Die Aufprallkraft wird sowohl durch die Durchflussrate als auch durch die Sprühgeschwindigkeit bestimmt:
F = ρ × Q × V
Wobei:
- F = Aufprallkraft (N)
- ρ = Flüssigkeitsdichte (kg/m³, Wasser ungefähr 1000)
- Q = Durchflussrate (m³/s)
- V = Sprühgeschwindigkeit (m/s)
Für Anwendungen in der Lebensmittelindustrie im CIP empfehlen wir in der Regel:
- Lichtrückstände (z. B. Sirup, Fruchtsaft): Aufschläge ≥ 0,5 N/cm²
- Mittlere Rückstande (z. B. Milchprodukte, Bier): Aufschläge ≥ 1,0 N/cm²
- Starke Rückstände (z. B. Käse, Schokolade, Fleischprotein): Aufprallkraft ≥ 2,0 N/cm²
Ein weit verbreitetes Missverständnis ist, dass eine Erhöhung des Drucks die Reinigungseffektivität exponentiell verbessert. In Wirklichkeit verdoppelt sich aufgrund der Quadratwurzelbeziehung zwischen Durchfluss und Druck (Q ∝ √P) eine Erhöhung des Drucks von 2 bar auf 8 bar nur und vervierfacht den Energieverbrauch.
2.2 Abdeckung: Vermeidung von toten Winkeln beim Reinigen von toten Winkeln
Bei der Tankreinigung bezeichnet die Abdeckung den Prozentsatz der Tankwand, der von der Sprühbahn der Sprühkugel bedeckt ist. Statische Sprühkugeln basieren auf Mehrloch-Designs, um eine 360°-Abdeckung zu erreichen, aber vertikale "Schattenzonen" existieren; Dynamische rotierende Köpfe erreichen theoretische Abdeckungsraten von 95%+ durch mechanische Rotationsabtastung der gesamten Panzerwand.
Wichtige Abdeckungsfaktoren:
- Installationshöhe: Eine zu hohe Sprühkugel über dem Tankboden führt zu unzureichender Aufprallkraft am Boden
- Sprühwinkel: 60°–80° Sprühwinkel, geeignet für die meisten vertikalen Tanks
- Rotationsgeschwindigkeit: Zu schnell führt zu unzureichender Reinigungszeit pro Flächeneinheit, zu langsam verlängert den Reinigungszyklus
2.3 Technische Abwägungen zwischen Durchflussrate und Reinigungszeit
Nach den Richtlinien der FDA und EHEDG (European Hygienic Engineering & Design Group) umfassen CIP-Reinigungszyklen typischerweise: Vorspülung (2–5 Minuten), ätzende Wasche (10–20 Minuten), Zwischenspülung (3–5 Minuten), Säurewäsche (optional, 5–10 Minuten), Abschlussspülung (5–10 Minuten).
Laut unseren Felddaten kann eine Erhöhung des Durchflusses von 50 L/min auf 100 L/min die Reinigungszeit um etwa 30 % reduzieren, aber Wasserverbrauch und Heizkosten steigen um 100 %. Bei Hochfrequenzanwendungen mit 3+ täglichen Reinigungen sollte man Hochdurchfluss-Drehköpfe priorisieren, um Ausfallzeiten zu reduzieren; Für Anwendungen mit niedriger Frequenz und einer täglichen Reinigung ist moderater Durchfluss mit längerer Reinigungszeit wirtschaftlicher.
! 1-CIP-Sprühkugel-Aufprall-Kraft-Vergleich
{kind=link}
3. Vergleich des Sprühball-Typs: Statischer Sprühball vs. dynamischer rotierender Kopf
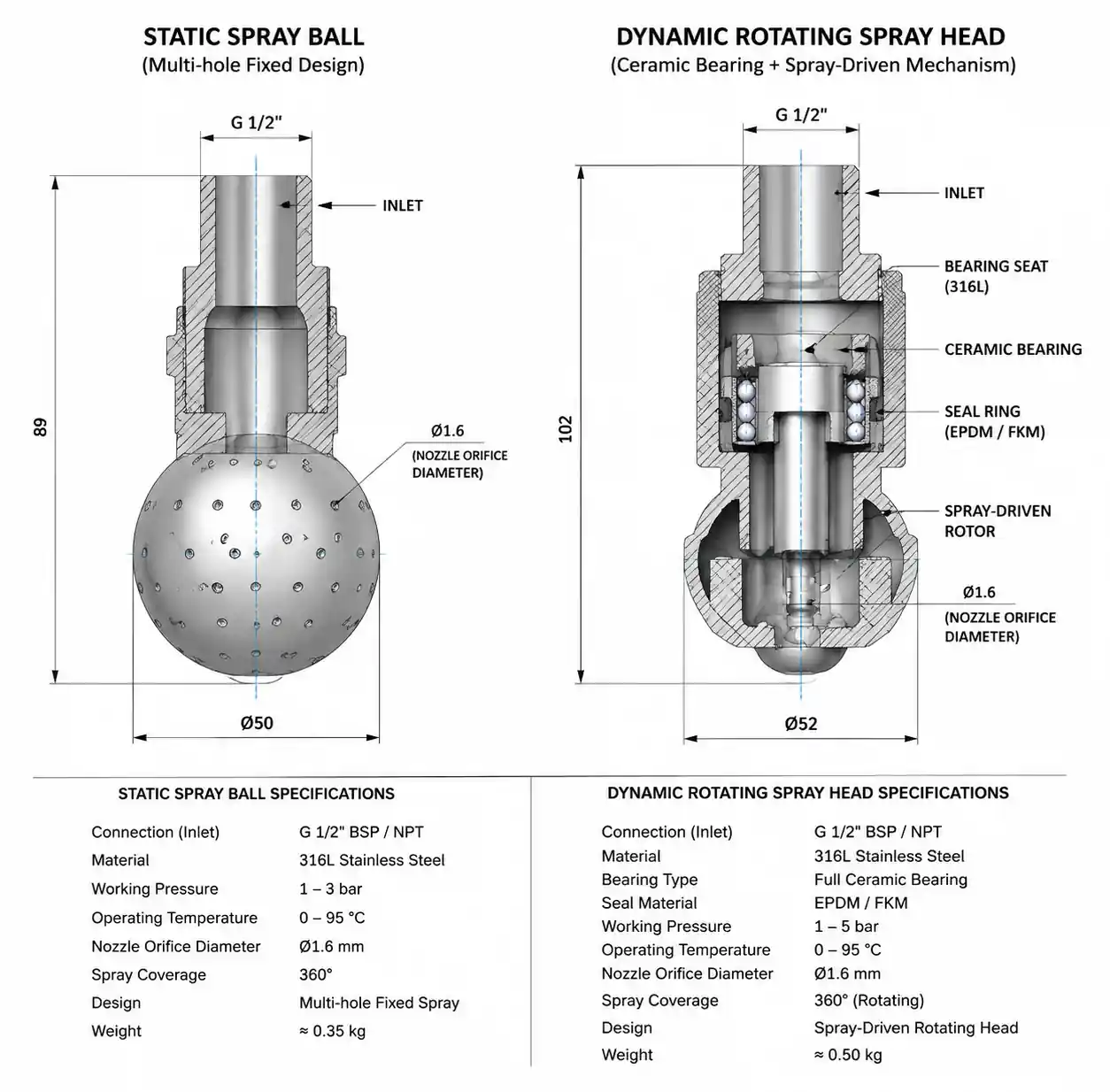
3.1 Statischer Sprühball
Statische Sprühkugeln erreichen ein omnidirektionales Sprühen durch mehrere feste Öffnungen ohne bewegliche Teile und mit einfacher Struktur.
Vorteile:
- Kein mechanischer Verschleiß, extrem niedrige Wartungskosten
- Geringes Verstopfungsrisiko (große Öffnung, typischerweise ≥ 3 mm)
- Geeignet für hohe Temperatur- und Druckumgebungen (kann 140°C und 10+ bar aushalten)
- Niedrige Anfangskosten (etwa 1/3–1/2 der dynamisch rotierenden Köpfe)
Nachteile:
- Begrenzte Abdeckung (typischerweise 70 %–85 %), Totwinkel existieren in komplexen Tankstrukturen
- Verteilte Aufprallkraft, schlechte Wirksamkeit gegen hartnäckige Rückstände
- Benötigt einen höheren Durchfluss, um denselben Reinigungseffekt zu erzielen (typischerweise 30–50% mehr)
Geeignete Szenarien:
- Panzer mit einem Durchmesser < 2 Metern
- Leicht gelöste Rückstände (z. B. Sirup, Salzlake, leichte Getränke)
- Einfache innere Tankstruktur (keine Rührer, Baffles oder andere Hindernisse)
- Hochfrequenzreinigung mit minimalem Rückstand pro Zyklus
3.2 Dynamischer rotierender Sprühkopf
Dynamische rotierende Köpfe nutzen Sprühreaktionskraft oder Zahnradantriebe, um eine 360°-Rotation zu erreichen, wobei Düsen die Tankwände in spiralförmigen Bahnen absuchen.
Vorteile:
- Hohe Abdeckung (kann bis zu 95 %+ erreichen), reinigt effektiv Rührer, Baffeln und andere komplexe Bauwerke
- Konzentrierte Aufprallkraft, das 2–3-fache der Einheitsfläche der Aufprallintensität statischer Sprühkugeln
- Geringerer Durchflussbedarf (kann 20%–40% Wasser für denselben Reinigungseffekt einsparen)
- Geeignet für große Panzer (Durchmesser > 3 Meter)
Nachteile:
- Lagerverschleißprobleme: Partikel oder hartes Wasser beschleunigen den Lagerausfall
- Höhere Wartungskosten (regelmäßige Inspektion des Rotationsmechanismus erforderlich)
- Hohe Anfangsinvestitionskosten
- Mindestdurchflussanforderung: kann die Drehung nicht unterhalb des Schwellendurchflusses beginnen (typischerweise 15–25 L/min)
Geeignete Szenarien:
- Große Tanks oder Reaktoren mit einem Durchmesser von > 3 Metern
- Hartnäckige Rückstände (Milchprodukte, Fleisch, Schokolade, Stärke)
- Innere Tankhindernisse wie Rührer, Jacken, Baffles
- Muss strenge Hygienestandards einhalten (z. B. 3-A, EHEDG-Zertifizierung)
3.3 Leistungsvergleichstabelle
| Parameter | Statischer Sprühball | Dynamischer rotierender Kopf | Ingenieurtechnische Bedeutung |
|---|---|---|---|
| Abdeckung | 70%–85% | 95%+ | Drehbare Köpfe sind besser für komplexe innere Strukturen |
| Aufprallkraft (gleiche Strömung) | 0,5–1,0 N/cm² | 1,5–3,0 N/cm² | Drehköpfe sind deutlich besser für Protein- und Fettrückstände |
| Empfohlener Fluss | 60–150 L/min | 40–100 L/min | Drehbare Köpfe sparen 20–40% Wasser |
| Startdruck | 1,5 bar | 2,5–3,5 bar | Drehköpfe benötigen einen höheren Druck, um die Rotation anzutreiben |
| Wartungszyklus | 6–12 Monate Abnutzung der Öffnung | 3–6 Monate Lagerkontrolle | Rotierende Köpfe erfordern häufigere Wartung |
| Service Life (lebensmitteltaugliches Wasser) | 5–8 Jahre | 3–5 Jahre (abhängig vom Lagermaterial) | Statische Kugeln haben eine längere Lebensdauer |
| Anfangskosten (relativ) | 1x | 2,5–3,5x | Der ROI des rotierenden Kopfes erfordert eine Bewertung durch Wassereinsparungen und verkürzte Reinigungszeit |
Tabelleninterpretation: Diese Tabelle hilft Ingenieuren, Sprühkugeltypen schnell zu screenen. Für Tanks mit <2 Metern Durchmesser und leichten Rückständen bieten statische Sprühkugeln klare Vorteile bei geringen Wartungskosten und langer Lebensdauer; bei großen Gär- oder Mischtanks >3 Meter Durchmesser bei 2+ täglichen Reinigungen erzielen dynamische rotierende Köpfe trotz hoher Anfangsinvestition die Kosten typischerweise innerhalb von 18–24 Monaten durch reduzierte Reinigungszyklen (sparend Ausfallzeit) und geringeren Durchfluss (Wasser- und Heizkosteneinsparung).
! 2-statische-vs-rotierende-Sprühball-Struktur
{kind=link}
4. Materialauswahl und Analyse der Lebensdauer
4.1 Kugelkörpermaterial: 316L Edelstahl vs. Polymermaterialien
316L Edelstahl (AISI 316L):
- Ausgezeichnete Korrosionsbeständigkeit, kann Reinigungsmittel von pH 2–12 standhalten
- Hochtemperaturbeständig (kann einer 140°C SIP-Sterilisation standhalten)
- Oberflächenrauheit Ra ≤ 0,8 μm, entspricht den 3-A-Hygienestandards
- Geeignet für alle Lebensmittel- und pharmazeutischen Anwendungen
PEEK (Polyetheretherketon) oder PPS (Polyphenylensulfid):
- Leicht, reduziert die Rotationsträgheit
- Chemische Korrosionsbeständigkeit überlegen gegenüber 316L (kann starke Alkalie und Chloride verkraften)
- Etwas geringere Temperaturresistenz (typischerweise ≤ 120°C)
- Kosten etwa 50–80 % höher als 316L
- Geeignet für extrem korrosive Umgebungen (z. B. hochkonzentrierte Chlor-Alkali-Reinigung)
Laut unseren Felddaten überschreitet unter Standard-CIP-Bedingungen (1 %–2 % NaOH, 55–65 °C) die Lebensdauer des 316-Liter-Edelstahlkugelkörpers typischerweise 5 Jahre; in pharmazeutischen Anwendungen mit häufigem Hochtemperatur-SIP (121°C-Dampfsterilisation) eignet sich das PEEK-Material besser, um thermische Spannungsrisse zu vermeiden.
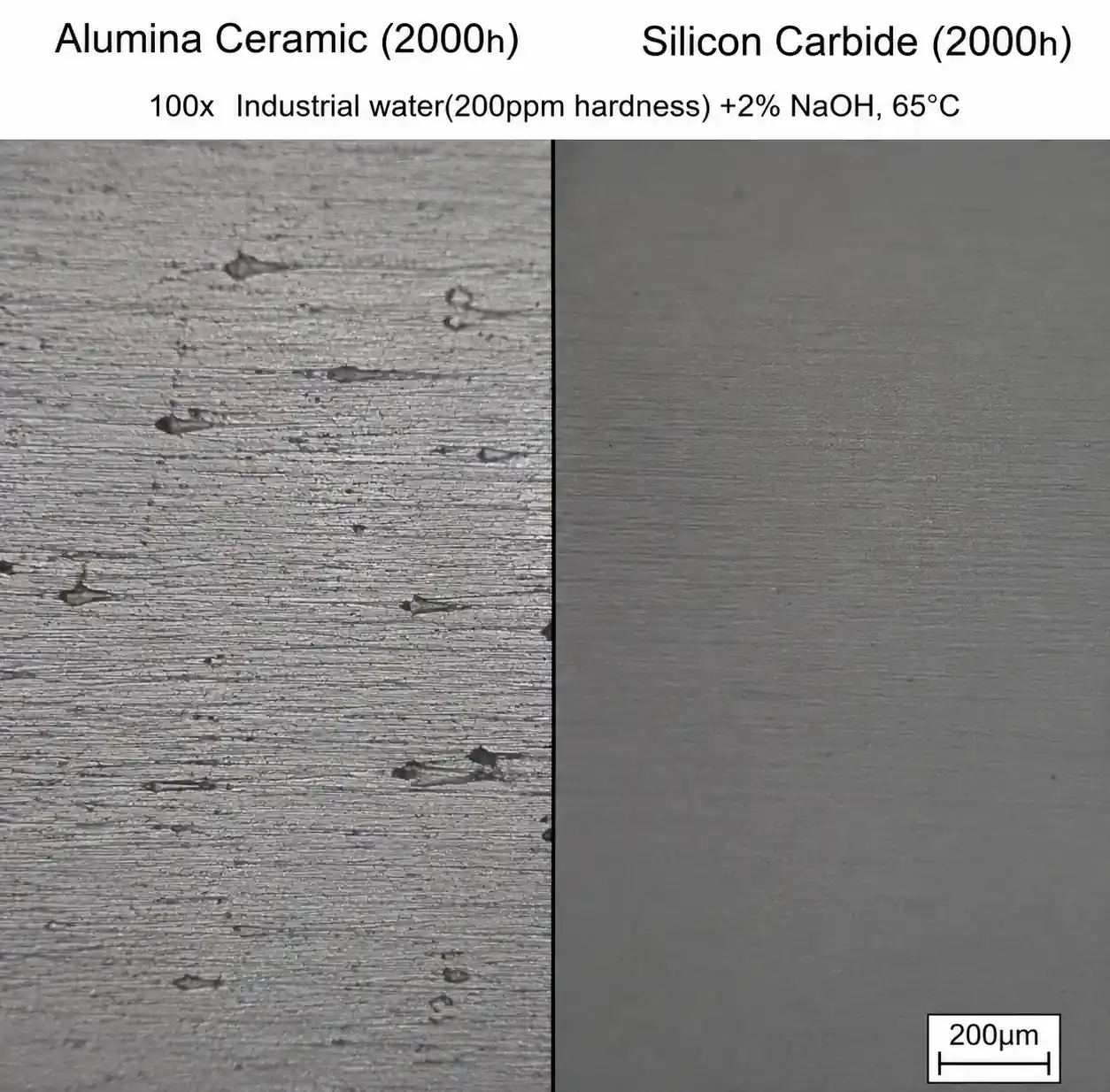
4.2 Lagermaterial: Keramik vs. PEEK vs. Siliziumkarbid
Der zentrale Lebenszyklus-Engpass rotierender Sprühköpfe ist das Lager. Wir verglichen die Feldleistung von drei gängigen Lagermaterialien:
| Lagermaterial | Härte (HV) | Relative Lebensdauer | Kostenmehrfach | Geeignete Wasserqualität | Typischer Ausfallmodus |
|---|---|---|---|---|---|
| Alumina-Keramik (Al₂O₃) | 1200–1500 | 1x (Baseline) | 1x | Enthärtetes Wasser | Partikelkratzen, Reißen |
| PEEK Plastik | 30–40 | 0,6–0,8x | 0,7x | Enthärtetes Wasser | Verschleiß, Hochtemperaturverformung |
| Siliziumkarbid (SiC) | 2400–2800 | 3–5x | 3–4x | Hartwasser, Schwebstoffe | Spröder Bruch (Stoßlast) |
| 316L Edelstahl | 150–200 | 0,3–0,5x | 0,5x | Nicht empfohlen (schneller Verschleiß) | Gruben, Abnutzung |
Tabelleninterpretation: Diese Tabelle ist das zentrale Entscheidungswerkzeug zur Auswahl des Lagermaterials. Der Schlüssel ist das Verhältnis von "relativer Lebensspanne" zu "Kostenmultiplikator":
- Alumina-Keramik ist die Kosten-Leistungs-Basislinie, geeignet für 90 % der Standard-Lebensmittel-ZIP-Anwendungen (enthärtetes Wasser, TDS < 200 ppm)
- Siliziumkarbid ist zwar 3–4-mal teurer als Keramik, hat aber eine 3–5-fache Lebensdauer in hartem Wasser oder in schwebenden Festkörpern, mit gleichwertigen oder niedrigeren Gesamtkosten (TCO) und reduzierter Ausfallzeit
- PEEK ist kostengünstig, aber kurzlebig, nur für Niedrigfrequenzreinigungen (< zweimal täglich) mit Budgetbeschränkungen geeignet
- 316L Edelstahllager, obwohl günstig, verschleißen sich in CIP-chemischen Umgebungen extrem schnell und müssen typischerweise innerhalb von 6–12 Monaten ausgetauscht werden – nicht empfohlen
4.3 Beispiel für wirtschaftliche Berechnung der Dienstlebenszeit
! 3-Keramik-vs-Silizium-Karbid-lager-Verschleiß
{kind=link}
Nehmen wir an, ein 5000-Liter-Mischtank einer Molkerei wird dreimal täglich gereinigt, mit dynamischen rotierenden Köpfen:
Option A: Alumina Keramiklager
- Anfangskosten: 800 €
- Erwartete Lebenserwartung: 18 Monate
- Arbeitskosten pro Ersatz: 150 €
- Gesamtkosten für 3 Jahre: 800 € + 2× (800 € + 150 €) = 2700 €
Option B: Siliziumkarbidlager
- Anfangskosten: 2400 €
- Erwartete Lebenserwartung: 60 Monate
- Arbeitskosten pro Ersatz: 150 €
- Gesamtkosten für 3 Jahre: €2400 (kein Ersatz erforderlich)
Fazit: Für Hochfrequenzreinigungsanwendungen haben Siliziumkarbidlager trotz dreimal höherer Anfangsinvestition eine 11 % niedrigere 3-Jahres-TCO und reduzieren zwei geplante Abschaltungen.
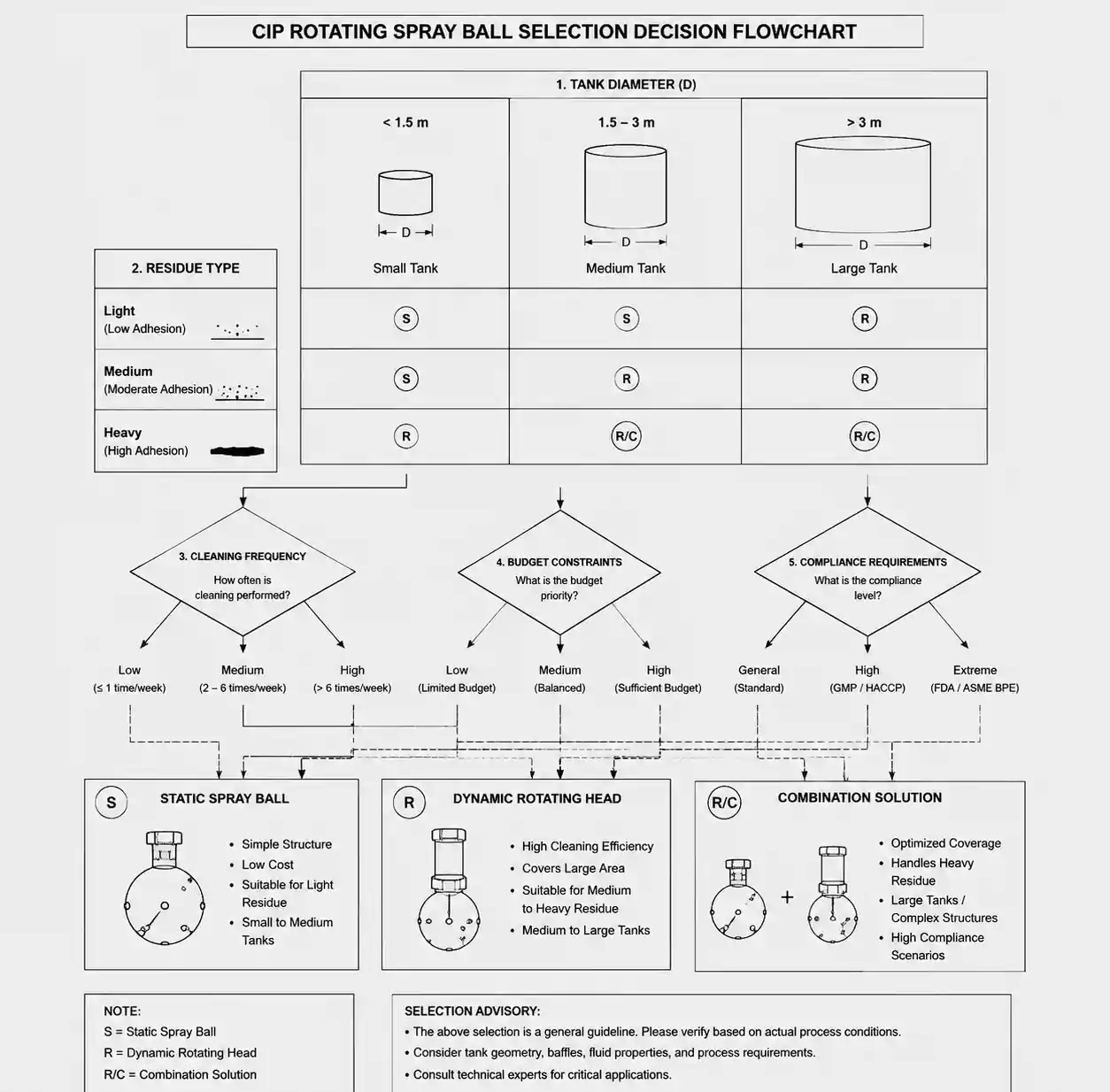
5. Auswahlentscheidungsmatrix für verschiedene Tankanwendungen
5.1 Auswahl nach Tankgröße und Rückstandstyp
| Tankdurchmesser | Resttyp | Empfohlener Sprayball-Typ | Empfohlener Fluss | Empfohlener Druck | Lagermaterial (falls zutreffend) |
|---|---|---|---|---|---|
| < 1,5 m | Licht (Saft, Sirup) | Statische Sprühkugel | 40–60 L/min | 2–3 Takt | N/A |
| < 1,5 m | Medium (Bier, Milchprodukte) | Statische Sprühkugel | 60–80 L/min | 3–4 bar | N/A |
| Extra großer Tank > 10 m | Irgendwelche Rückstände | Fest rotierende Sprühpistole + oben drehender Kopf Kombination | 300+ L/min | 5–8 Takt | Siliziumkarbid |
Entscheidungslogik:
- Durchmesser < 1,5 m mit leicht-mittleren Rückständen: Statische Sprühkugel ist die wirtschaftlichste Wahl, es sei denn, der Tank hat eine komplexe Rührstruktur 2. Durchmesser 1,5–3 m: Dies ist die "Grauzone", die eine umfassende Bewertung der Reinigungshäufigkeit und der Hartnäckigkeit der Rückstände erfordert—wenn ≥3 tägliche Reinigungen mit hohem Protein-/Fettabstand erwirken, zahlen sich rotierende Köpfe schnell durch eine verkürzte Reinigungszeit aus 3. Durchmesser > 3m: Statische Sprühkugelabdeckung und Aufprallkraft unzureichend, muss rotierende Köpfe verwenden; Für Tanks >8 Meter Durchmesser, wenn der Durchfluss mit einem einzelnen rotierenden Kopf zu hoch ist (>300 L/min), sollten 2–4 parallel rotierende Köpfe verwendet oder mit fest rotierenden Sprühpistolen kombiniert werden
5.2 Empfehlungen zur Auswahl spezieller Anwendungsszenarien
Gärtanks (Bier, Wein, Biopharmazeutika):
- Priorisierung dynamischer rotierender Köpfe (konische Unterboden- und Kühlmäntel erzeugen blinde Flecken)
- Lagermaterial: Siliziumkarbid (häufige Säure-Alkali-Wechselreinigung)
- Kombinieren Sie mit festen Düsen am Tankboden zur Reinigung der konischen Flächen
Milchlagertanks (Milch, Joghurt, Käseschlamm):
- Dynamische rotierende Köpfe sind zwingend erforderlich (Proteine und Fette benötigen eine hohe Aufprallkraft)
- Empfohlene Dual-Head-Konfiguration: oberer rotierender Kopf + statische Spritzkugel an der Seitenwand (Mantelreinigung stärken)
- Temperaturkontrolle: Kaustik-Waschtemperatur 65–75°C zur Vermeidung einer Proteindenaturierung
Schokoladen- oder hochviskose Produkttanks:
- Dynamischer rotierender Kopf + Vorlösungsverfahren (zuerst 50–60°C heißes Wasser zum Enthärten verwenden)
- Der Durchflussbedarf steigt um 30 % bis 50 %
- Berücksichtigen Sie manuelle Bürstenhilfe (ultra-hohe Viskositätsrückstände)
Pharmazeutische sterile Tanks (WFI-Reinigung):
- Muss den 3-A/EHEDG-zertifizierten rotierenden Köpfen entsprechen
- Priorisierung von PEEK oder 316L elektropoliertem Kugelkörper (Oberflächenrauheit Ra ≤ 0,4 μm)
- Unterstützung der SIP-Sterilisation (121°C, 30 Minuten)
! 4-CIP-Tank-Reinigungs-Abdeckungsmuster
{kind=link}
6. Häufige Fehler bei Installation und Wartung
6.1 Installationsfehler
Fehler 1: Zu hohe Installationshöhe verursacht unzureichende Bodenaufprallkraft
Phänomen: Obere und mittlere Beckenwände sind sauber, aber Rückstände bleiben am Boden und im konischen Bereich zurück.
Ursache: Sprühball zu weit vom Boden, die Flüssigkeitsgeschwindigkeit ist beim Erreichen des Bodens verringert. Nach der Bernoulli-Gleichung nimmt die Aufprallkraft bei jedem 1 Meter Sprühabstand etwa 15–25 % ab.
Korrekturmaßnahmen:
- Für vertikale Tanks sollte die Installationshöhe der Sprühkugel erfüllen: H ≤ 0,7 × D (D ist der Tankdurchmesser)
- Für konische Bodentanks zusätzliche Seitenwand- oder Bodendüsen hinzufügen
- Überprüfung der tatsächlichen Abdeckung mittels Durchfluss- und Drucktests (Abschnitt 6.3 unten)
Fehler 2: Unterdimensionierte Rohrleitungen verursachen Druckverlust
Phänomen: Pumpenauslassdruck 4 bar, aber der Einlassdruck der Sprühkugel nur 2,5 bar, der Drehkopf ist nicht ausreichend oder man kann nicht starten.
Ursache: Der Innendurchmesser des Rohrs ist zu klein oder das Rohr ist zu lang, was zu übermäßigem Reibungswiderstand führt. Druckverlustberechnung (Darcy-Weisbach-Formel):
ΔP = f × (L/D) × (ρV²/2)
Dabei ist f der Reibungskoeffizient, L die Rohrlänge und D der Rohrdurchmesser.
Korrekturmaßnahmen:
- Für einen Durchfluss von 100 L/min sollte der Innendurchmesser des Rohrs ≥ DN40 (1,5 Zoll) betragen.
- Für einen Durchfluss von 200 L/min sollte der Innendurchmesser des Rohrs ≥ DN50 (2 Zoll) betragen
- Das Pipeline-Design sollte Bögen und Ventile minimieren (jeder 90°-Bogen entspricht etwa 30 Rohrdurchmessern gerader Rohre)
Fehler 3: Falsche Gewindedichtung verursacht Leckage oder das Eindringen von Lagerwasser
Phänomen: Die Sprühkugelverbindung tropft oder das Lager fällt innerhalb weniger Wochen aus.
Ursache: Lebensmitteltaugliches Dichtmittel, das nicht verwendet wurde, oder ein Überanziehen, das Gewindeschäden verursacht.
Korrekturmaßnahmen:
- Verwendung von FDA-zertifiziertem, lebensmitteltauglichem Dichtmittel (wie PTFE-Klebeband oder Silikondichtungen)
- Folgen Sie dem vom Hersteller empfohlenen Drehmoment (typischerweise 15–25 Nm)
- Regelmäßige Überprüfung der Dichtungsalterung (Gummidichtungen alle 12–18 Monate gewechselt)
6.2 Wartungsfehler
Fehler 4: Nicht regelmäßig die Drehzahl überwachen, was zu einem Reinigungsfehler führt
Phänomen: Das Reinigungsprogramm läuft normal, aber die Reinigungseffektivität nimmt allmählich ab.
Ursache: Lagerverschleiß führt dazu, dass die Drehzahl um 30 % bis 50 % sinkt, aber Durchfluss- und Druckmessgeräte zeigen normal an.
Korrekturmaßnahmen:
- Drehgeschwindigkeits-Baseline-Daten feststellen (Drehzahl bei neuer Ballinstallation aufzeichnen)
- Vierteljährliche Sichtkontrolle der Rotation oder Verwendung eines Stroboskops zur Drehzahlmessung
- Wenn die Rotationsgeschwindigkeit unter 70 % des Ausgangswerts fällt, Lagerungsaustausch
Fehler 5: Verwendung von hartem oder ungefiltertem Wasser beschleunigt den Lagerausfall
Phänomen: Die Lebenserwartung beträgt nur ein Drittel bis die Hälfte der erwarteten.
Ursache: Kalzium- und Magnesiumionen im harten Wasser lagern sich auf den Lagerflächen ab und erhöhen die Reibung; Schwebende Partikel bilden "Drei-Körper-Wear".
Korrekturmaßnahmen:
- Die Gesamthärte des CIP-Versorgungswassers sollte < 100 ppm betragen (als CaCO₃)
- Installation eines 5–10 μm-Filters an der SIP-Zuleitung
- Erwägen Sie entweichtes Wasser oder RO-Wasser (pharmazeutische Anwendungen)
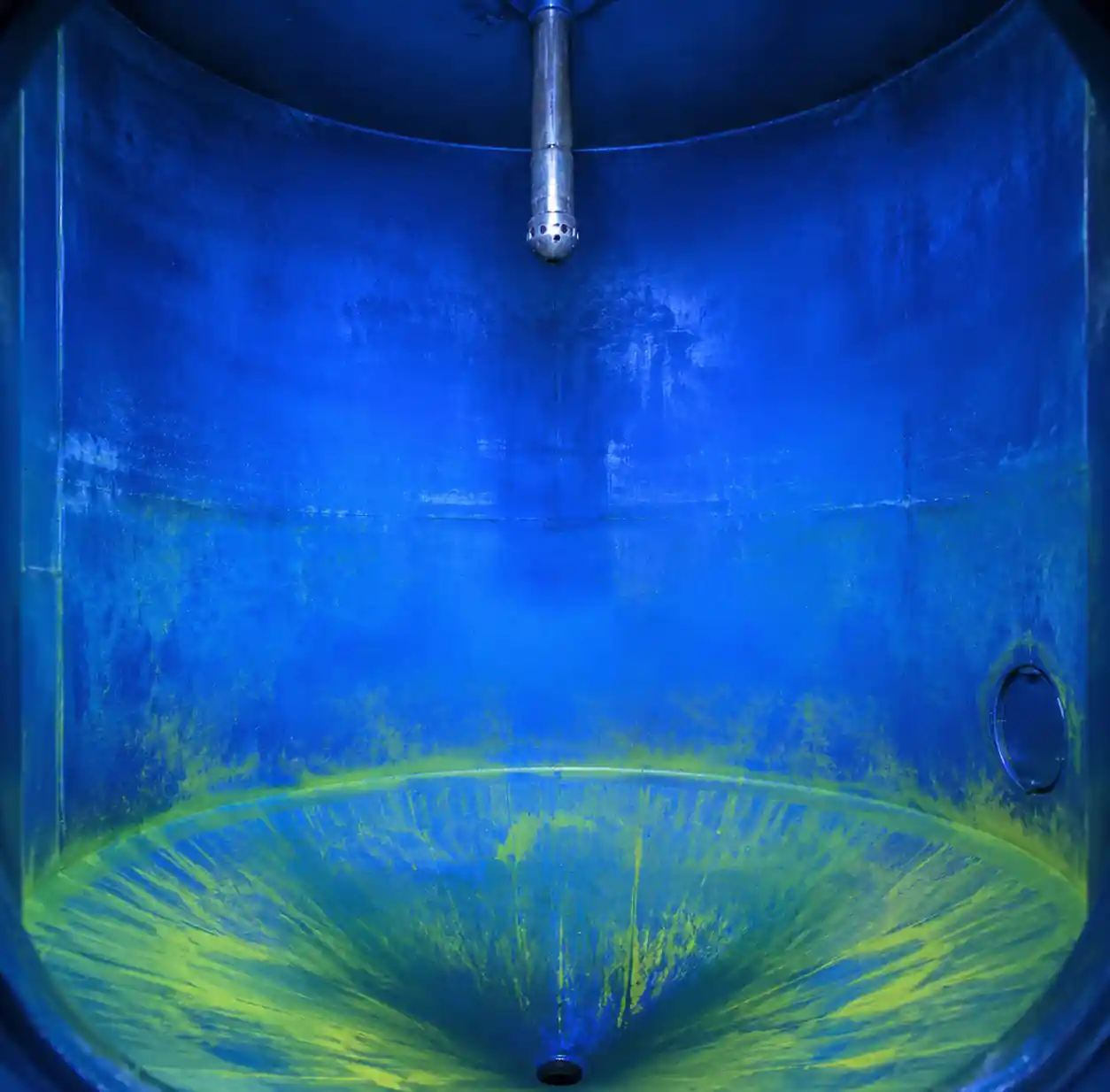
6.3 Feldtests zur Überprüfung der Reinigungswirksamkeit
Methode 1: Riboflavin (Vitamin B2) Tracer-Test
Schritte:
- Sprühen Sie eine Riboflavinlösung (100 ppm) im Becken
- Standard-CIP-Programm durchführen
- Verwenden Sie UV-Licht (365 nm) zur Inspektion der Beckenwände – Riboflavin-Rückstände strahlen gelb-grüne Fluoreszenz aus
- Abdeckung = (nicht-fluoreszierende Fläche / Gesamtfläche) × 100 %
Ziel: Die Abdeckung ≥ 95 % ist akzeptabel.
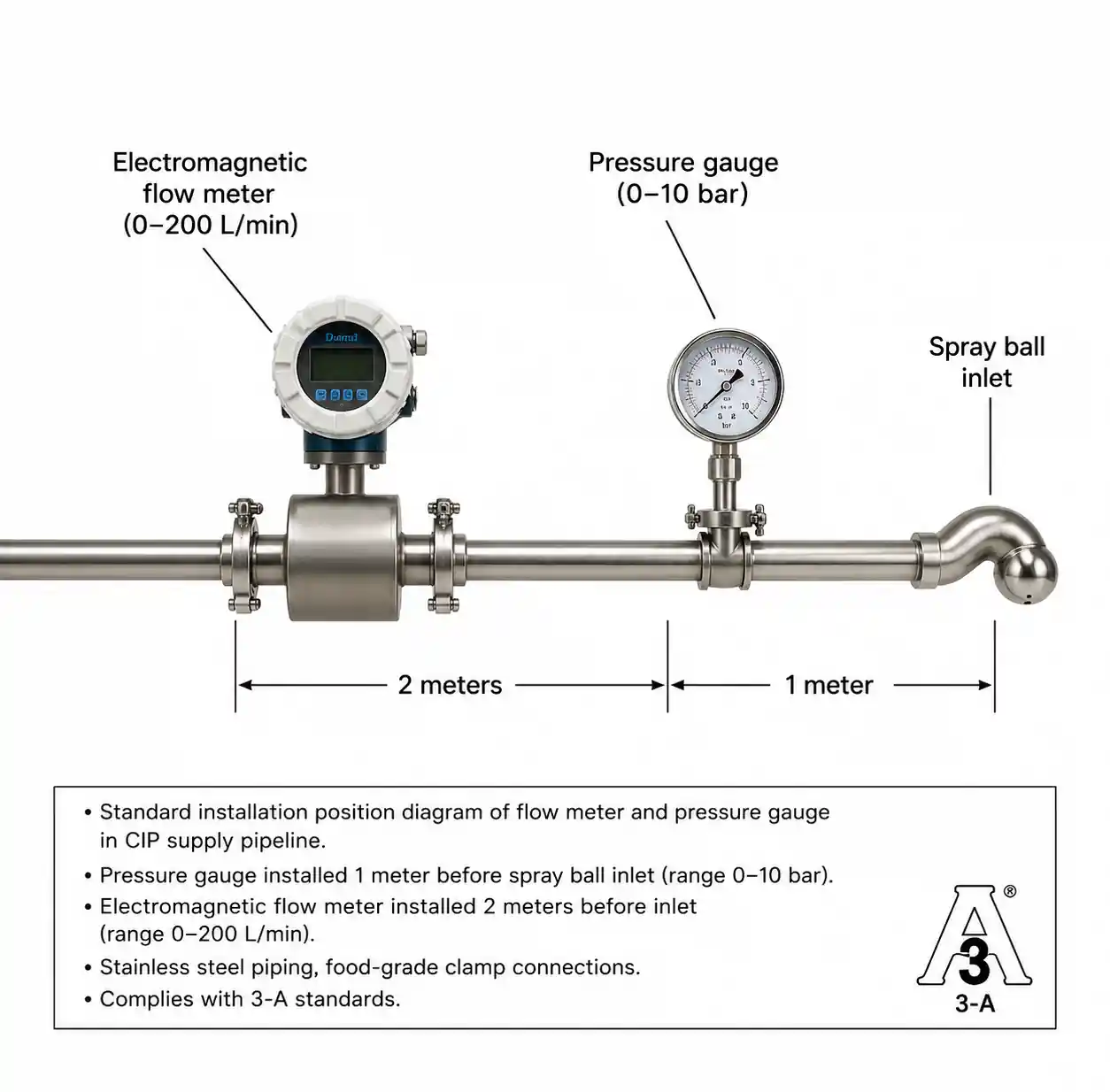
Methode 2: Überprüfung von Durchflussrate und Drehzahl
Durchflussmesser und Druckmessgerät am Sprühballeinlass installieren und aufzeichnen:
- Entspricht der tatsächliche Durchfluss dem Konstruktionswert ± 10 %?
- Entspricht der tatsächliche Druck dem Konstruktionswert ± 15 %?
- Ist die drehbare Kopfdrehzahl ≥ 3 U/min (modellabhängig)?
Falls Abweichungen bestehen, prüfen Sie auf Rohrverstopfungen, Pumpenverschleiß und Ventileinstellungen.
! 5-CIP-Durchfluss-Druck-Überwachung-Setup
{kind=link}
7. Häufig gestellte Fragen
F1: Warum dreht sich der rotierende Sprühkopf nicht bei niedrigem Durchfluss?
Rotierende Köpfe sind für den Antrieb auf die Sprühreaktionskraft angewiesen und erfordern eine minimale Durchflussschwelle (typischerweise 15–25 L/min), um das Lagerreibungsdrehmoment zu überwinden. Wenn der ZIP-Systemfluss einstellbar ist, stellen Sie sicher:
- Die Anlaufphase erhöht den Druck schnell auf den minimalen Startdruck (typischerweise 2,5–3 bar)
- Vermeiden eines allmählichen, langsamen Druckanstiegs (verursacht den Verschleiß des Lagers als "Fehlstart")
- Überprüfen Sie auf eine teilweise Rohrverstopfung
F2: Mit welcher Temperatur halten 316-Liter-Edelstahl-Sprühkugeln stand?
Das 316L-Material selbst kann mindestens 300 °C aushalten, aber Dichtungs- und Lagermaterialien sind begrenzende Faktoren:
- EPDM-Gummidichtung: Maximal 120°C (geeignet für CIP)
- PTFE-Dichtung: Maximal 200°C (geeignet für die SIP-Dampfsterilisation)
- PEEK-Lager: Maximale 120°C Dauernutzung
- Keramiklager: Kann 140°C+ aushalten.
Für häufige pharmazeutische Anwendungen mit SIP wählen Sie eine Allmetall- oder Keramiklagerlösung + PTFE-Dichtungslösung.
F3: Wie bestimmt man, wann der Sprühball ersetzt werden muss?
Wichtige Ausfallindikatoren:
- Drehkopf dreht nicht mehr oder die Drehzahl wird deutlich reduziert (< 2 U/min) - Verschleiß der Öffnung führt zu einem Durchflussanstieg von >20 % (prüfen Sie mit Durchflussmessgerät)
- Leckage: Anhaltendes Tropfen an der Verbindungs- oder Lagerdichtung
- Rückgang der Reinigungswirksamkeit: ATP- oder mikrobiologische Tests scheitern
Empfehlungen zum vorbeugenden Ersatz:
- Statische Sprühkugel: Alle 3–5 Jahre den Verschleiß der Öffnung überprüfen
- Drehkopf-Keramiklager: Alle 18–24 Monate
- Drehkopf-Siliciumkarbidlager: Alle 4–5 Jahre
F4: Können Hochdruck-Wasserpistolen CUP-Sprühkugeln ersetzen?
Hochdruck-Wasserpistolen (>100 bar) haben zwar eine starke Aufprallkraft, haben aber folgende Probleme:
- Erfordern manuelle Bedienung, hohe Arbeitsintensität und erfüllen keine Automatisierungsanforderungen
- Kann geschlossene Tanks oder gefährliche Bereiche nicht betreten
- Schlechte Reinigungskonsistenz (hängt von der Fertigkeit des Bedieners ab)
- Entspricht nicht den FDA/EHEDG-Anforderungen für CIP-Automatisierung
Hochdruck-Wasserpistolen sind nur als CIT-Ergänzung zur Reinigung zerlegter Komponenten wie Rührblätter und Ventile geeignet.
F5: Wie berechnet man, wie viele Sprühkugeln benötigt werden?
Für große Becken mit einem Durchmesser von >5 Metern ist die Abdeckung durch eine einzelne Sprühkugel begrenzt. Berechnungsformel:
N = (π × D × H) / A_effective
Wobei:
- N = Anzahl der Sprühkugeln
- D = Tankdurchmesser (m)
- H = Panzerhöhe (m)
- A_effective = Effektive Abdeckungsfläche der einzelnen Sprühkugel (m², modellabhängig, typischerweise 15–30 m²)
Beispiel: Vertikaler Tank mit 8 Metern Durchmesser und 10 Metern Höhe, Oberfläche ≈ 251 m²; wenn eine einzelne Kugel 20 m² bedeckt, werden etwa 13 Sprühkugeln benötigt. In den tatsächlichen Anwendungen werden typischerweise eine Kombination aus den oberen 2–3 rotierenden Köpfen + mehreren statischen Sprühkugeln an der Seitenwand verwendet.
8. Fazit und Handlungsempfehlungen
Die Auswahl rotierender Sprühkugeln ist ein entscheidender Bestandteil der Optimierung des SIP-Systems und beeinflusst direkt die Reinigungseffizienz, die Einhaltung der Vorschriften und die Betriebskosten. Aus diesem Leitfaden sollten Prozessingenieure und Wartungsmanager die folgenden Kernpunkte beherrschen:
-
Auswahlentscheidungsbaum: Tankdurchmesser <2 m mit leichten Rückständen → statischer Sprühkugel; Durchmesser >3 m oder schwere Rückstände → dynamisch rotierenden Kopf; Durchmesser 1,5–3 m "Grauzone" erfordert eine umfassende Bewertung der Reinigungshäufigkeit und TCO.
-
Das Lagermaterial ist der Schlüssel zur Lebensdauer: Standardanwendungen wählen Sie Alumina-Keramik (optimale Kosten-Leistungs-Kosten), Hartwasser- oder Hochfrequenzreinigung – wählen Sie Siliziumkarbid (niedrigere TCO) und vermeiden Sie 316-Liter-Edelstahllager.
-
Installation und Wartung dürfen nicht übersehen werden: Installationshöhe H ≤ 0,7D, Rohrinnerdurchmesser entspricht den Durchflussanforderungen (100 L/min Nutzung DN40, 200 L/min Verwendung DN50), vierteljährliche Überwachung von Drehgeschwindigkeit und Durchfluss.
-
Reinigungswirksamkeit überprüfen: Verwenden Sie einen Riboflavin-UV-Test, um die Abdeckung ≥95 %, ATP-Tests zu überprüfen, um mikrobielle Rückstände <10 RLU zu überprüfen.
Nächste Schritte
Wenn Sie ZIP-Systeme evaluieren oder aufrüsten, empfehle:
- Bestehende Sprühkugel-Konfiguration überprüfen: Messen, ob tatsächlicher Durchfluss, Druck und Drehzahl den Designwerten entsprechen
- TCO bewerten: Für Hochfrequenzreinigungsanwendungen berechnen Sie den ROI aus der Einsparung von rotierendem Kopfwasser und reduzierter Ausfallzeit
- Anfordern Sie Unterstützung für die Anwendungstechnik: Tankgröße, Rückstandstyp, Reinigungshäufigkeit für individuelle Auswahl und Durchflussberechnung bereitstellen
- Beantragen Sie Reinigungswirksamkeitstests: Durchführung von Riboflavin-Nachverfolgung oder ATP-Verifikation an kritischen Tanks
{kind=link}