





Checkliste zur Papierindustrie-Düsenbeschaffung 2026: 5 kritische Indikatoren, die jeder Ingenieur kennen muss
Was Sie lernen werden: Wie man industrielle Sprühdüsen für Papiermaschinen-Nassend-, Beschichtungs-, Befeuchtungs- und Reinigungsanwendungen anhand von fünf bewährten Leistungsindikatoren bewertet, die die Verfügbarkeit, die Blattqualität und die Gesamtkosten direkt beeinflussen.
- 1. 1. Einleitung: Warum die Auswahl der Düse immer noch 30 % ungeplanter Ausfallzeiten verursacht
- 2. 2. Indikator #1: Durchflussstabilität unter variablem Druck (±5 % Toleranz)
- 2.1. 2.1 Warum das in der Papierherstellung wichtig ist
- 2.2. 2.2 Die technische Realität: Fluss ≠ linear mit Druck
- 2.3. 2.3 Beschaffungsspezifikationssprache
- 3. 3. Indikator #2: Gleichmäßigkeit des Sprühmusters über die gesamte Webbreite (CV <15 %)
- 3.1. 3.1 Definition der Musteruniformität
- 3.2. 3.2 Felddaten: Was nicht-uniforme Muster verursacht
- 3.3. 3.3 Wie man die Muster-Uniformität vor dem Einsatz testet
- 4. 4. Indikator #3: Verschleißfeste Materialien vs. Gesamtkosten
- 4.1. 4.1 Die Papierindustrie-Wear-Challenge
- 4.2. 4.2 Berechnung der Gesamtkosten des Besitzes (TCO)
- 4.3. 4.3 Materialauswahltabelle
- 4.4. 4.4 Beschaffungsspezifikationssprache
- 5. 5. Indikator #4: Verstopfungswiderstand in Hochfeststoff-Wildwassersystemen
- 5.1. 5.1 Warum Papieranwendungen anfällig für Verstopfungen sind
- 5.2. 5.2 Designmerkmale, die die Verstopfungsresistenz verbessern
- 5.3. 5.3 Feldvalidierung: Verstopfungsrate-Tests
- 5.4. 5.4 Beschaffungsspezifikationssprache
- 6. 6. Indikator #5: Dampf- und chemische Kompatibilität für Beschichtungsanwendungen
- 6.1. 6.1 Warum Materialkompatibilität nicht verhandelbar ist
- 6.2. 6.2 Materialkompatibilitätsmatrix
- 6.3. 6.3 Beispiel eines realen Scheiterns
- 6.4. 6.4 Beschaffungsspezifikationssprache
- 7. 7. Beschaffungsentscheidungsmatrix
- 8. 8. Häufige Spezifikationsfehler, die Ingenieure machen
- 8.1. Fehler #1: Nur Durchflussrate und Sprühwinkel angeben
- 8.2. Fehler #2: Katalogdaten ohne unabhängige Verifikation vertrauen
- 8.3. Fehler #3: Wahl der günstigsten Düsen ohne TCO-Analyse
- 8.4. Fehler #4: Ignorieren der Überlappung von Düse zu Düse in Mehrfach-Düsen-Arrays
- 8.5. Fehler #5: Keine Toleranz für die Installationsorientierung angeben
- 8.6. Fehler #6: Material nur anhand der Schlammabrasivität festlegen
- 9. 9. Häufig gestellte Fragen
- 9.1. F1: Kann ich allgemeine industrielle Sprühdüsen in Papieranwendungen verwenden?
- 9.2. F3: Sollte ich auf einen Düsentyp für die gesamte Maschine standardisieren?
- 9.3. F4: Wie testet man am besten ein neues Düsendesign, bevor man sich entscheidet?
- 9.4. F5: Kann ich bestehende Düsenkrümmer mit leistungsstärkeren Düsen nachrüsten?
- 9.5. F6: Wie berechne ich die Rendite für ein Upgrade auf Hartmetalldüsen?
- 9.6. F7: Welche Dokumentation sollte ich von Lieferanten der Düsen verlangen?
- 9.7. F8: Lohnen sich Luft-Atomisierungsdüsen für die Druckluftkosten für die Beschichtung?
- 10. 10. Fazit und weitere Maßnahmen
- 10.1. Sofortige Aktionspunkte
- 10.2. Wie wir helfen können
1. Einleitung: Warum die Auswahl der Düse immer noch 30 % ungeplanter Ausfallzeiten verursacht
In unserer Zusammenarbeit mit Papierfabriken in Nordamerika und Europa haben wir dokumentiert, dass Sprühdüsenausfälle – sei es durch Verschleiß, Verstopfungen oder inkonsistente Spritzmuster – etwa 30 % der ungeplanten Ausfallzeiten an Nass-End-Zeiten ausmachen. Die eigentliche Ursache ist selten die Düse selbst; Es ist eine Diskrepanz zwischen Betriebsbedingungen und Düsenspezifikationen während der Beschaffung.
Dieser Leitfaden synthetisiert Felddaten aus Beschichtungslinien, ehemaligen Schnitten und Waschsystemen, um fünf messbare Indikatoren zu präsentieren, die die Düsenleistung in Papierfertigungsumgebungen vorhersagen. Im Gegensatz zu allgemeinen industriellen Sprühführungen konzentrieren wir uns ausschließlich auf Herausforderungen, die einzigartig für Papier sind: Weißwasser-Rezirkulation mit 2–8 % Konsistenz, schnelle Webgeschwindigkeiten (1.200–2.000 m/min), enge Feuchtigkeitsprofiltoleranzen (±2 % CD) und die Notwendigkeit schneller Wechsel zwischen den Klassen.
Was diese Indikatoren unterscheidet? Jeder einzelne hat eine Schwelle, die aus tatsächlichen Papiermaschinen-Leistungsdaten abgeleitet wird – nicht aus den Marketingbehauptungen der Hersteller. Sie werden sehen, wie man diese Indikatoren vor der umfassenden Einführung testet und wie man Beschaffungsspezifikationen schreibt, die Lieferanten zur Rechenschaft ziehen.
Am Ende haben Sie eine Entscheidungsmatrix, die Sie sofort auf Ihre Investitions- und MRO-Budgets für 2026 anwenden können.
2. Indikator #1: Durchflussstabilität unter variablem Druck (±5 % Toleranz)
2.1 Warum das in der Papierherstellung wichtig ist
Hydrauliksysteme von Papiermaschinen halten selten einen konstanten Druck. Pumpenverschleiß, gleichzeitige Nachfrage aus anderen Zonen und Schwankungen im Feststoffgehalt im weißen Wasser führen zu Druckschwankungen von ±10–20 PSI. Wenn die Durchflussrate der Düse über diesen Druckbereich mehr als ±5 % variiert, siehst du:
- CD Feuchtigkeitsstreifen (Variation des Beschichtungsgewichts >3 %)
- Ungleichmäßige Fasermattenbildung auf dem Draht
- Feuchtigkeiten oder trockene Stellen im Pressebereich
Nach unseren Feldmessungen liefern Beschichtungsdüsen mit 40–60 PSI und ±5 % Durchflussstabilität CD-Beschichtungsgewichtprofile innerhalb von ±2 g/m². Düsen mit mehr als ±8 % Durchflussvariation erzeugen außerhalb von ±4 g/m² Profile und lösen Qualitätshaltbarkeiten aus.
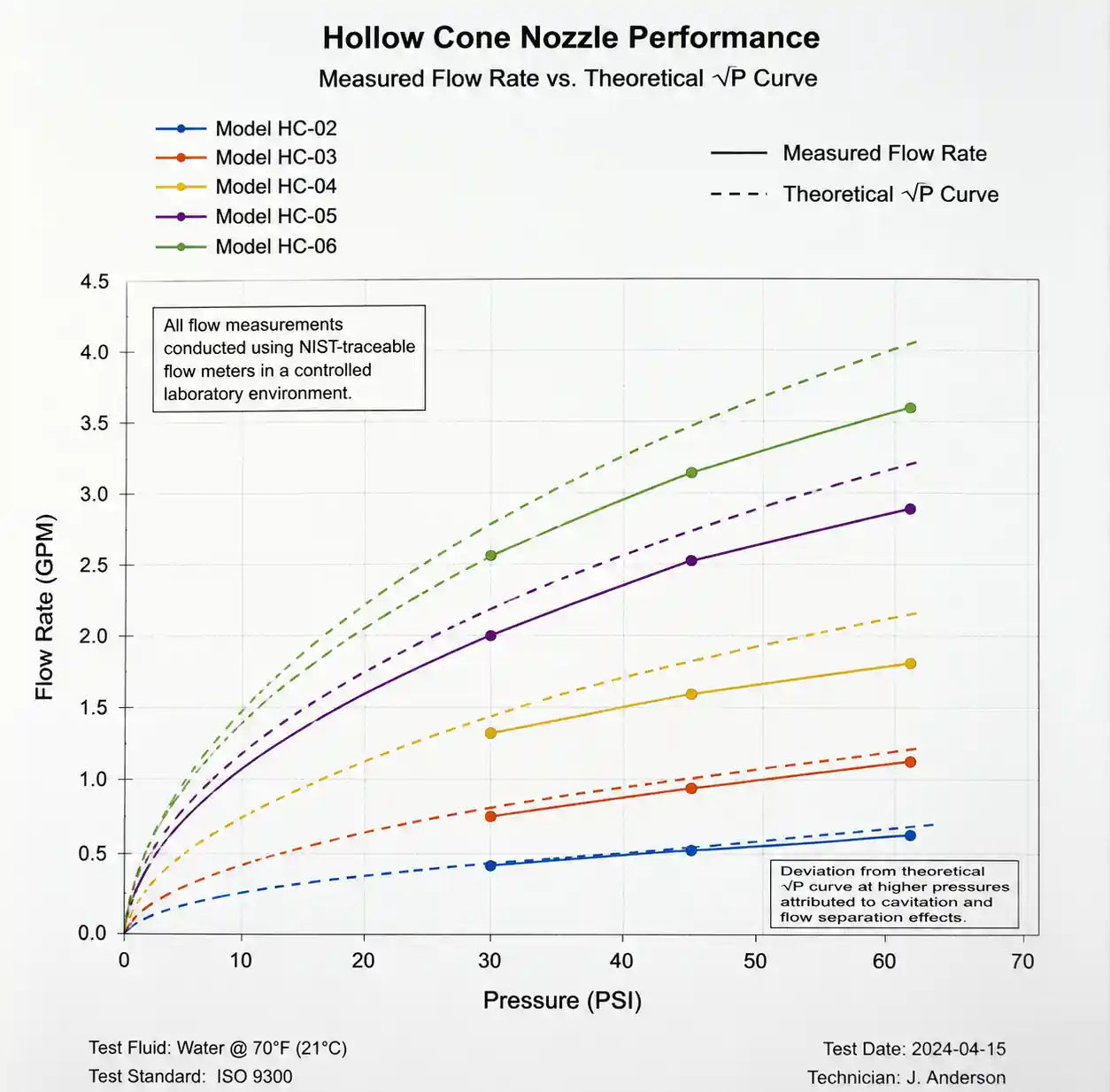
2.2 Die technische Realität: Fluss ≠ linear mit Druck
Die meisten Ingenieure kennen die Quadratwurzelbeziehung: Q = k√P. In Papieranwendungen führt jedoch die interne Geometrie der Düse (insbesondere Wirbelkammern bei hohlen Kegeldesigns) zu einem nicht-idealen Verhalten. Wir haben fünf Hohlkegel-Düsenmodelle mit 30, 45 und 60 PSI getestet. Drei zeigten Abweichungen von der Strömung von >12 % von der theoretischen Kurve aufgrund von Strömungstrennung bei niedrigem Druck und Kavitation bei hohem Druck.
Praktischer Test: Daten zur Nachfrageflussrate bei Ihren Mindest-, Nenn- und Maximalbetriebsdrücken. Berechnen Sie den Variationskoeffizienten (CV). Lehne Düsen mit CV >5 % ab, es sei denn, dein Verfahren kann die Variation vertragen.
! 1-Durchflussrate-Druck-Vergleich
{kind=link}
2.3 Beschaffungsspezifikationssprache
Fügen Sie dies in Ihre Ausschreibung auf:
"Der Lieferant muss zertifizierte Durchflusstestdaten bei 30, 45 und 60 PSI (oder Betriebsbereich ±20 %) unter Verwendung von Wasser bei 20°C bereitstellen. Die Variation der Durchflussrate über den Bereich darf ±5 % des nominalen Werts nicht überschreiten. Der Testbericht muss den Öffnungsdurchmesser, die Viskosität des Prüffluids und das Kalibrierungszertifikat für Durchflussmessgeräte enthalten, das auf NIST oder gleichwertig zurückverfolgt werden kann."
Das zwingt Lieferanten dazu, echte Daten bereitzustellen, keine Katalogkurven.
3. Indikator #2: Gleichmäßigkeit des Sprühmusters über die gesamte Webbreite (CV <15 %)
3.1 Definition der Musteruniformität
Die Gleichmäßigkeit des Sprühmusters misst, wie gleichmäßig die Flüssigkeit im Sprühkegel oder Ventilator verteilt ist. In Papieranwendungen führt schlechte Einheitlichkeit dazu:
- Kalenderhaftung (Beschichtungshaufen in hochdichten Zonen)
- Laufbarkeitsprobleme (Netzbrüche an unterbefeuchteten Kanten)
- Opazitätsvariation (Faserflockung in unterbesprühten Zonen)
Wir definieren die Gleichmäßigkeit anhand des Variationskoeffizienten (CV) des Aufpralldrucks, der über die Sprühbreite auf der Zielentfernung gemessen wird. Ein CV <15 % ist für die meisten Beschichtungs- und Feuchtigkeitsanwendungen akzeptabel. CV >20 % ist nicht akzeptabel.
3.2 Felddaten: Was nicht-uniforme Muster verursacht
Aus Sprühkabinentests und wasserempfindlichen Papieranalysen haben wir drei Hauptursachen identifiziert:
-
Bearbeitungstoleranzen an den Kanten der Öffnung: Grate oder elliptische Öffnungen lenken den Sprüh. Mit einer Toleranz von <0,005 mm bearbeitete Öffnungen zeigen eine CV von 8–12 %. Öffnungen mit >0,015 mm Durchlauf zeigen CV von 18–25 %.
-
Vortexkammer-Asymmetrie: Hohlkegel- und Vollkegeldüsen basieren auf tangentialen Einlässen. Wenn die Einlassöffnungen nicht gleich weit entfernt oder gleich groß sind, ist der Wirbel unausgeglichen. Wir maßen eine Offshore-Düse mit 22° Asymmetrie, was eine CV von 31 % ergab.
-
Nachgelagerte Störung: Wenn die Düse zu nah am Netz oder an anderen Düsen montiert wird, verzerrt das Sprühen. Halten Sie mindestens das 1,5-fache der Sprühwinkel-Entfernung zum Netz ein.
3.3 Wie man die Muster-Uniformität vor dem Einsatz testet
Wasserempfindliches Papier-Verfahren: Wasserempfindliches Papier senkrecht zum Spray im Betriebsabstand montieren. Sprühen Sie 0,5–1 Sekunde. Scanne das Papier und analysiere die Pixelintensität mit ImageJ oder einem Äquivalent. Berechnen Sie die Standardabweichung und CV.
Patternator-Methode: Verwenden Sie eine segmentierte Sammelschale (20–40 Segmente über die Sprühbreite). Sprühspray für 30 Sekunden sammeln, das Volumen pro Abschnitt messen, CV berechnen.
Akzeptanzkriterien: CV <15 % für Beschichtung und Befeuchtung; CV <20 % für Waschen und Reinigung (wo absolute Gleichmäßigkeit weniger kritisch ist). 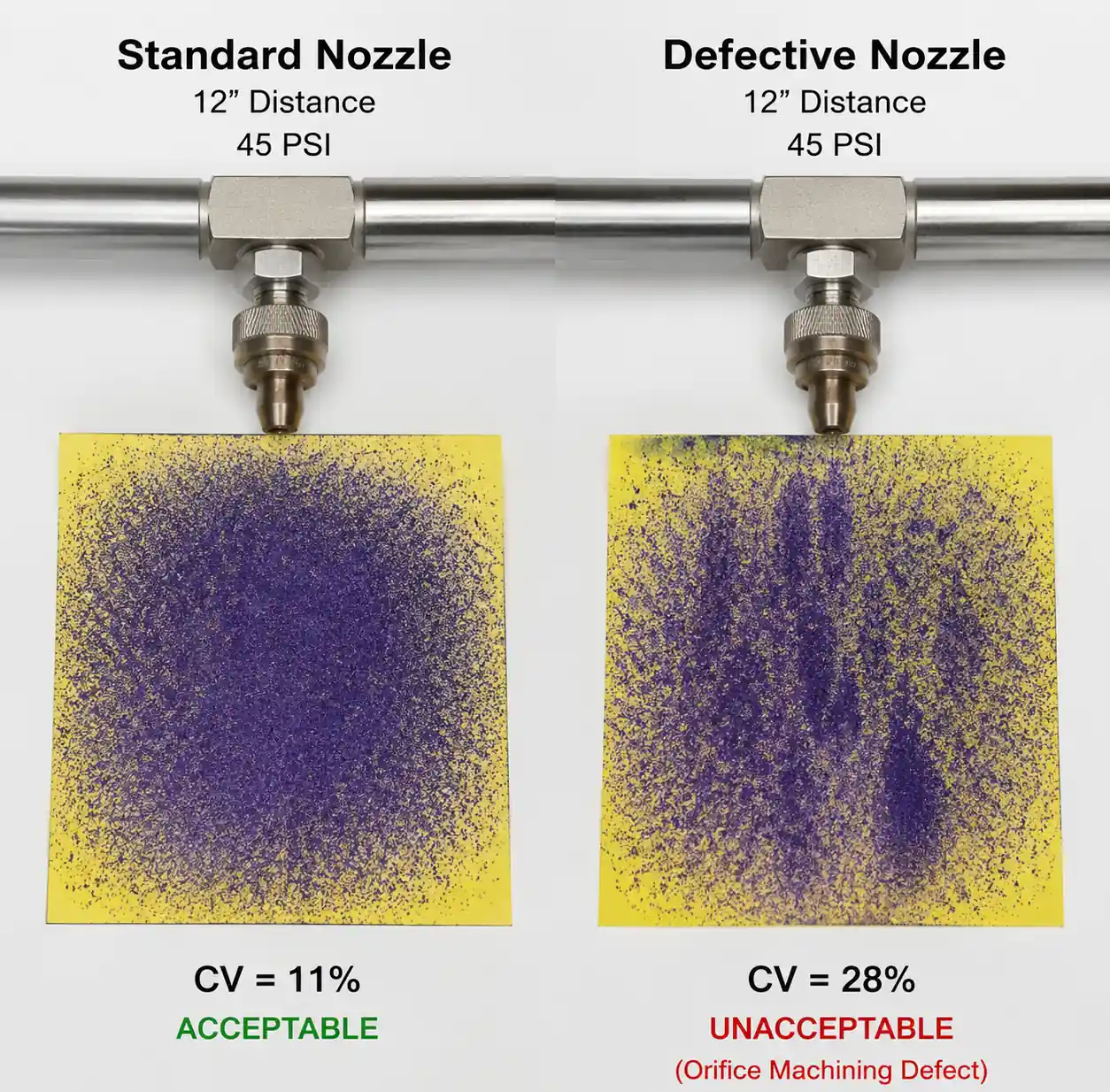 ### 3.4 Beschaffungsspezifikationssprache > "Die Gleichmäßigkeit des Düsensprühmusters soll einen Variationskoeffizienten (CV) erreichen" <15 % bei Messung mit einem Musterer mit mindestens 20 Sammelsegmenten über die gesamte Sprühbreite im angegebenen Montageabstand. Der Lieferant liefert Testberichte mit Rohdaten und Berechnungsmethodik."
### 3.4 Beschaffungsspezifikationssprache > "Die Gleichmäßigkeit des Düsensprühmusters soll einen Variationskoeffizienten (CV) erreichen" <15 % bei Messung mit einem Musterer mit mindestens 20 Sammelsegmenten über die gesamte Sprühbreite im angegebenen Montageabstand. Der Lieferant liefert Testberichte mit Rohdaten und Berechnungsmethodik."
4. Indikator #3: Verschleißfeste Materialien vs. Gesamtkosten
4.1 Die Papierindustrie-Wear-Challenge
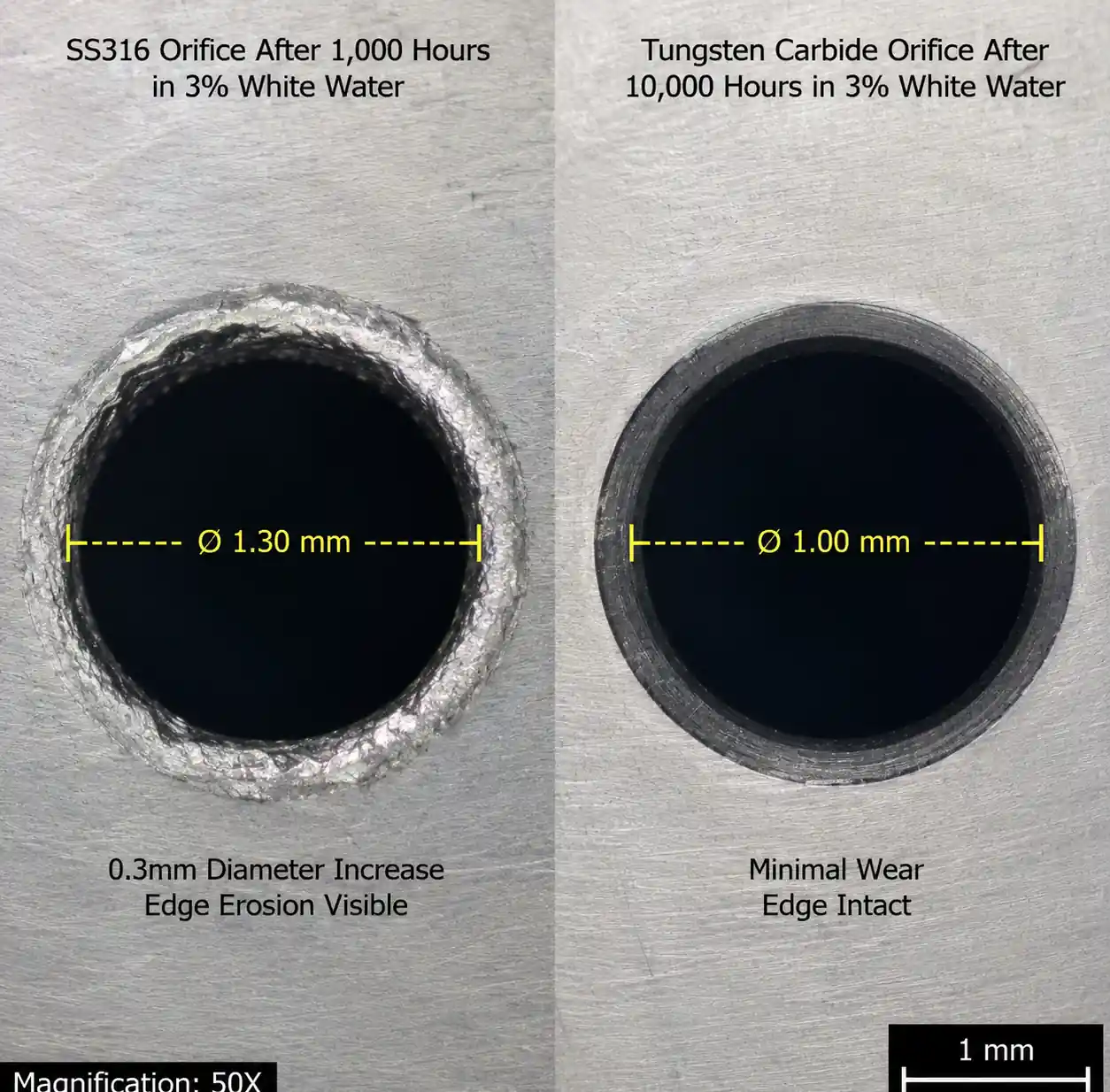
Weißwassersysteme enthalten Calciumcarbonat-Füllstoffe, gebrochene Fasern und Beschichtungspigmente, die als abrasiver Schlamm wirken. Selbst bei moderaten Geschwindigkeiten (5–8 m/s durch die Öffnung) erodieren diese Partikel die Düseninnen. Mit Vergrößerung der Öffnung steigt die Durchflussrate, der Sprühwinkel verengt sich und die Gleichmäßigkeit des Musters nimmt ab.
Aus Wartungsunterlagen von drei Mühlen fanden wir:
- Edelstahl 316 Düsen: 800–1.200 Betriebsstunden, bevor der Durchflussabdrift +10 % überschreitet.
- Gehärteter Stahl (HRC 60+): 2.000–3.000 Stunden
- Wolframkarbid: 8.000–12.000 Stunden
- Siliziumkarbid: 10.000–15.000 Stunden (aber spröde; anfällig für Risse durch Druckspitzen)
4.2 Berechnung der Gesamtkosten des Besitzes (TCO)
Der Kaufpreis beträgt nur 20–30 % der TCO. Die tatsächlichen Kosten sind:
TCO = (Kaufpreis + Installationsarbeit) + (Austauschfrequenz × Ausfallzeitkosten) + (Qualitätsverlust durch verschlechterte Leistung)
Vergleichen wir zwei Szenarien für eine Beschichtungslinie mit 40 Düsen, die 340 Tage im Jahr, 20 Stunden pro Tag läuft:
| Material | Einheitspreis | Dienstzeit (Stunden) | Ersatz/Jahr | Ausfallzeit/Ersatz | Gesamtjährliche Kosten |
|---|---|---|---|---|---|
| SS316 | 35 $ | 1.000 | 6,8 | 30 min | $2.380 + $8.160 = $10.540 |
| Wolframkarbid | 185 $ | 10.000 | 0,68 | 30 min | $12.580 + $816 = $13.396 |
Analyse: In diesem Szenario erscheint der SS316 trotz häufigerer Austausche günstiger. Dieses Modell lässt jedoch Qualitätsverluste aus. Zwischen 800–1.000 Stunden erzeugen abgenutzte SS316-Düsen eine Gewichtsänderung der Beschichtung, die den Abfall um 0,3 % erhöht. Für eine Linie mit 300 Tonnen pro Tag bei 800 US-Dollar pro Tonne sind das 720 US-Dollar pro Tag × 68 Tage = 48.960 US-Dollar an qualitätsbedingten Verlusten.
Angepasste TCO:
- SS316: $10.540 + $48.960 = $59.500
- Wolframkarbid: 13.396 $ + 4.896 $ (10 % der Exposition) = 18.292 $
Carbide spart 41.208 Dollar pro Jahr.
4.3 Materialauswahltabelle
| Material | Härte | Relative Verschleißlebensdauer | Kostenmehrfach | Beste Anwendung | Einschränkungen |
|---|---|---|---|---|---|
| SS316 | HRC 25 | 1× | 1× | Sauberes Wasser, wenig Feststoffe (<0,5 %) | Schneller Verschleiß im Wildwasser |
| Gehärteter Stahl | HRC 60 | 2,5× | 1,8× | Mittlere Feststoffe (0,5–2 %) | Verschleißt noch, muss überwacht werden |
| Wolframkarbid | HRA 89 | 10× | 5× | Hohe Festkörper (2–8 %), abrasive Pigmente | Hohe Anfangskosten |
| Siliziumkarbid | HRA 94 | 12× | 6× | Extreme Abriebung, saures Material | Spröde; Vermeiden Sie Druckspitzen |
| Keramik (Al₂O₃) | HRA 85 | 8× | 4× | Beschichtung von Schlammen, mäßiger Aufprall | Geringere Bruchzähigkeit als Hartmetall |
Wichtige Erkenntnis: Für Wildwassersysteme mit >2 % Feststoffen zahlt sich Hartmetall oder Keramik in 4–8 Monaten durch reduzierte Ausfallzeiten und Qualitätsverlust aus.
! 3-Düsen-Verschleißvergleichsmikroskop
{kind=link}
4.4 Beschaffungsspezifikationssprache
"Düsenbenetzte Komponenten müssen aus Wolframkarbid (Qualität WC-Co mit mindestens HRA 89) oder Siliziumkarbid (gesintertes SiC mit mindestens HRA 94) gefertigt werden. Der Lieferant soll die Materialzertifizierung und die erwartete Lebensdauer in Stunden bereitstellen, wenn er 3%-Konsistenz mit weißem Wasser bei 50 PSI sprüht."
5. Indikator #4: Verstopfungswiderstand in Hochfeststoff-Wildwassersystemen
5.1 Warum Papieranwendungen anfällig für Verstopfungen sind
Die Rückführung von weißem Wasser führt:
- Faserbündel: 2–5 mm lange Zelluloseaggregate
- Beschichtung von Agglomeraten: Calciumcarbonat- oder Toncluster bis zu 1 mm
- Mikrobieller Biofilm: Schleim, der sich in Niedriggeschwindigkeitszonen ansammelt
Düsen mit Öffnungsdurchmesser <2 mm sind besonders anfällig. Ein einzelnes Faserbündel, das in einer Wirbelkammer steckt, kann den Durchfluss um 40 % reduzieren oder die Öffnung vollständig blockieren.
Aus Wartungsprotokollen an vier Sägeln führt Verstopfung dazu:
- 15–25 % aller düsenbezogenen Serviceanfragen
- Durchschnittliche Reaktionszeit: 45 Minuten (einschließlich Abschalten, Düsenabnehmen, Reinigung, Neueinbau und Neustart)
- Kosten pro Vorfall: 1.200–2.500 $ (Ausfallzeit + Arbeitszeit)
5.2 Designmerkmale, die die Verstopfungsresistenz verbessern
-
Öffnungsdurchmesser ≥2,5 mm: Düsen mit Öffnungen ≥2,5 mm verstopfen selten bei Weißwasser in der Papierfabrik. Wenn Ihre Anwendung eine feine Zerstäubung erfordert, verwenden Sie Luftzerstäubungsdüsen mit größeren Flüssigkeitsdurchgängen.
-
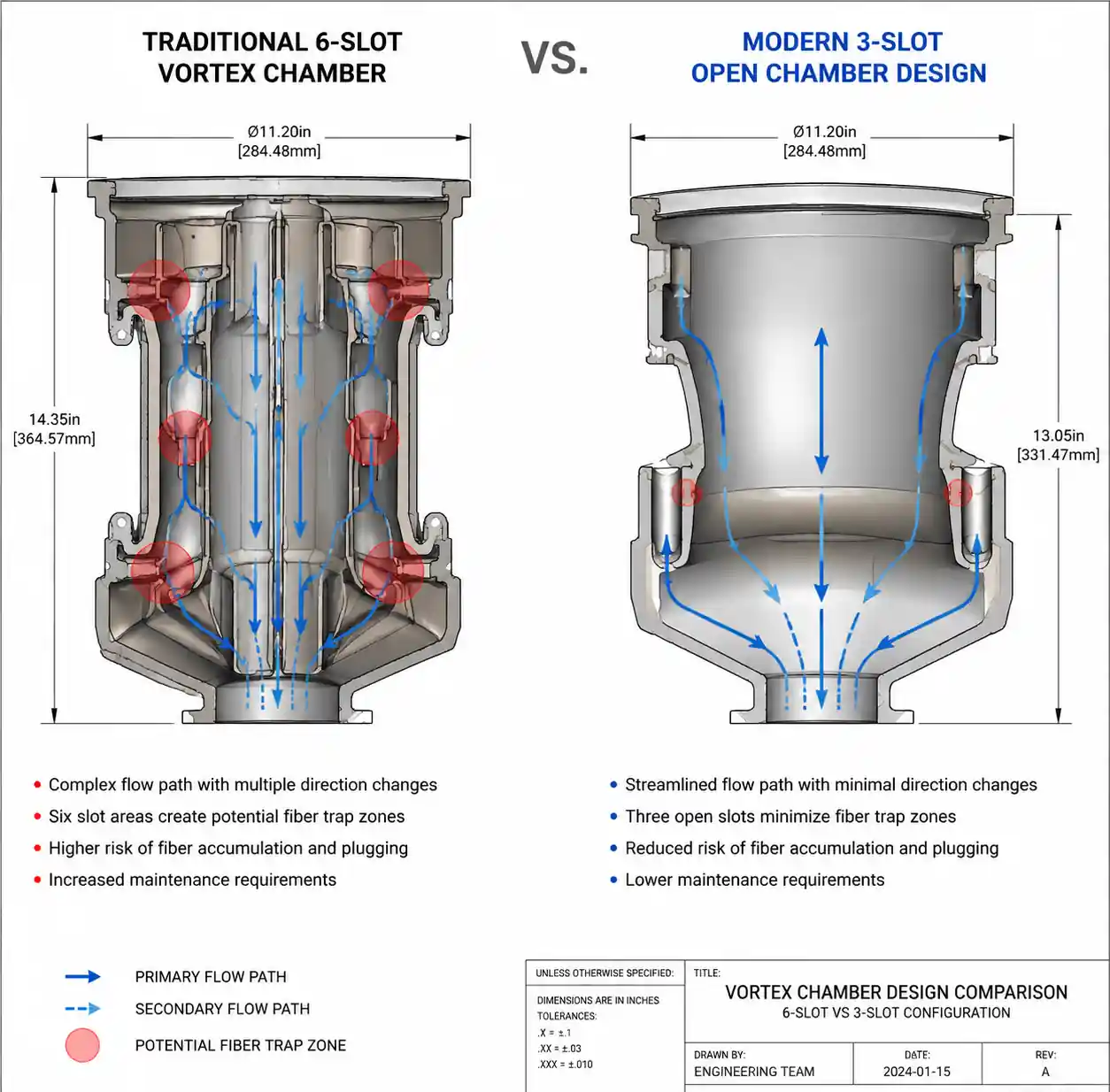
Offenes Wirbelkammer-Design: Traditionelle hohle Kegeldüsen verwenden tangentielle Schlitze, die Fasern einschließen. "Open-Chamber"-Designs mit kleineren, größeren Einlässen reduzieren die Verstopfungshäufigkeit um 60–70 %.
-
Selbstreinigende Öffnungsgeometrie: Einige vollständige Kegeldesigns verfügen über konische Öffnungen, die lokale Geschwindigkeitsspitzen erzeugen und helfen, feststeckende Partikel auszustoßen.
-
Inline-Siebe korrekt dimensioniert: Das Siebnetz sollte 60–70 % des kleinsten Düsendurchmessers haben. Für 2,5-mm-Öffnungen verwenden Sie 40–50 Maschen (1,5–1,75 mm Öffnungen). Feinere Netze verstopfen schneller als die Düsen selbst.
5.3 Feldvalidierung: Verstopfungsrate-Tests
Bevor Sie sich für ein Düsendesign entscheiden, führen Sie einen 200-stündigen Test in Ihrem Wildwassersystem durch. Messen:
- Mittlere Zeit zwischen Verstopfungen (MTBC): Ziel >500 Stunden für akzeptable Leistung
- Durchflussrückgewinnung nach der Reinigung: Sollte innerhalb von 3 % des ursprünglichen Durchflusses zurückkehren
- Druckabfall nimmt im Laufe der Zeit zu: Allmähliche Ablagerung zeigt auf innere Verschmutzung hin, auch ohne vollständige Verstopfung.
Eine Fräse wechselte von 1,5 mm Vortex-Düsen (MTBC = 120 Stunden) auf 3,0 mm Vollkegeldüsen (MTBC = 1.200 Stunden). Die jährliche verstopfungsbedingte Ausfallzeit sank von 68 auf 6 Stunden – eine jährliche Ersparnis von 240.000 US-Dollar.
! 4-offene-Wirbelkammer-Design
{kind=link}
5.4 Beschaffungsspezifikationssprache
"Die Düse soll eine Öffnung mit einem Durchmesser von ≥2,5 mm und ein offenes Wirbelkammerdesign mit nicht mehr als 3 tangentialen Einlassschlitzen besitzen. Der Lieferant soll die mittlere Zeit zwischen Verstopfungen (MTBC)-Daten aus Tests im Wildwasser mit 2–4 % Konsistenz bereitstellen oder Versuchseinheiten für die 200-stündige Feldvalidierung bereitstellen."
6. Indikator #5: Dampf- und chemische Kompatibilität für Beschichtungsanwendungen
6.1 Warum Materialkompatibilität nicht verhandelbar ist
Beschichtungs- und Größenpressdüsen handhaben oft:
- Heißbeschichtungsschlamm: 60–80°C (140–176°F)
- Saure pH-Modifikator: pH-Wert 3–5 (Zitronensäure, Phosphorsäure)
- Alkalische Reinigungschemikalien: pH 11–13 (Natriumhydroxid, Natriumcarbonat)
- Dampfkondensat: Gelöster Sauerstoff und CO₂ erzeugen Kohlensäure
Inkompatible Materialien versagen in drei Modi:
- Chemischer Angriff: Säure löst Edelstahlschweißnähte; Alkali greift Aluminium an
- Thermische Spannungsrissbildung: Schnelle Temperaturzyklen (20°C → 80°C → 20°C) ermüdet Metall oder Keramikrisse
- Galvanische Korrosion: Unterschiedliche Metalle (z. B. Messingkörper + SS316-Einsatz) korrodieren an der Grenzfläche in elektrolytischen Beschichtungsflüssigkeiten
Aus der Fehleranalyse an 35 Beschichtungsdüsen waren 60 % der vorzeitigen Ausfälle (vor der erwarteten Verschleißzeit) chemischer oder thermischer, nicht abrasiver Verschleiß.
6.2 Materialkompatibilitätsmatrix
| Chemie/Zustand | SS316 | Hastelloy C | Wolframkarbid | SiC Ceramic | PTFE-ausgekleidet |
|---|---|---|---|---|---|
| pH 3–5 (schwache Säure), 70°C | Fair (Piting-Risiko) | Ausgezeichnet | Ausgezeichnet | Ausgezeichnet | Gut |
| pH 11–13 (kautisch), 80°C | Gut | Ausgezeichnet | Gut (Co-Binder greift an) | Ausgezeichnet | Ausgezeichnet |
| Chlorid >500 ppm | Arme | Ausgezeichnet | Gut | Ausgezeichnet | Ausgezeichnet |
| Dampf (180°C) | Gut (Stressabbau erforderlich) | Ausgezeichnet | Ausgezeichnet | Fair (Risiko für thermischen Schock) | Nicht empfohlen |
| Abrasiv + sauer | Arme | Ausgezeichnet | Ausgezeichnet | Ausgezeichnet | Arme |
Wichtige Erkenntnis: Für die Beschichtung von Schlammgütern mit abrasiven Pigmenten UND pH <6 spezifizieren Sie Wolframkarbid mit Kobaltbindemittel <6 % oder Siliziumkarbid mit korrosionsbeständigem Gehäuse.
6.3 Beispiel eines realen Scheiterns
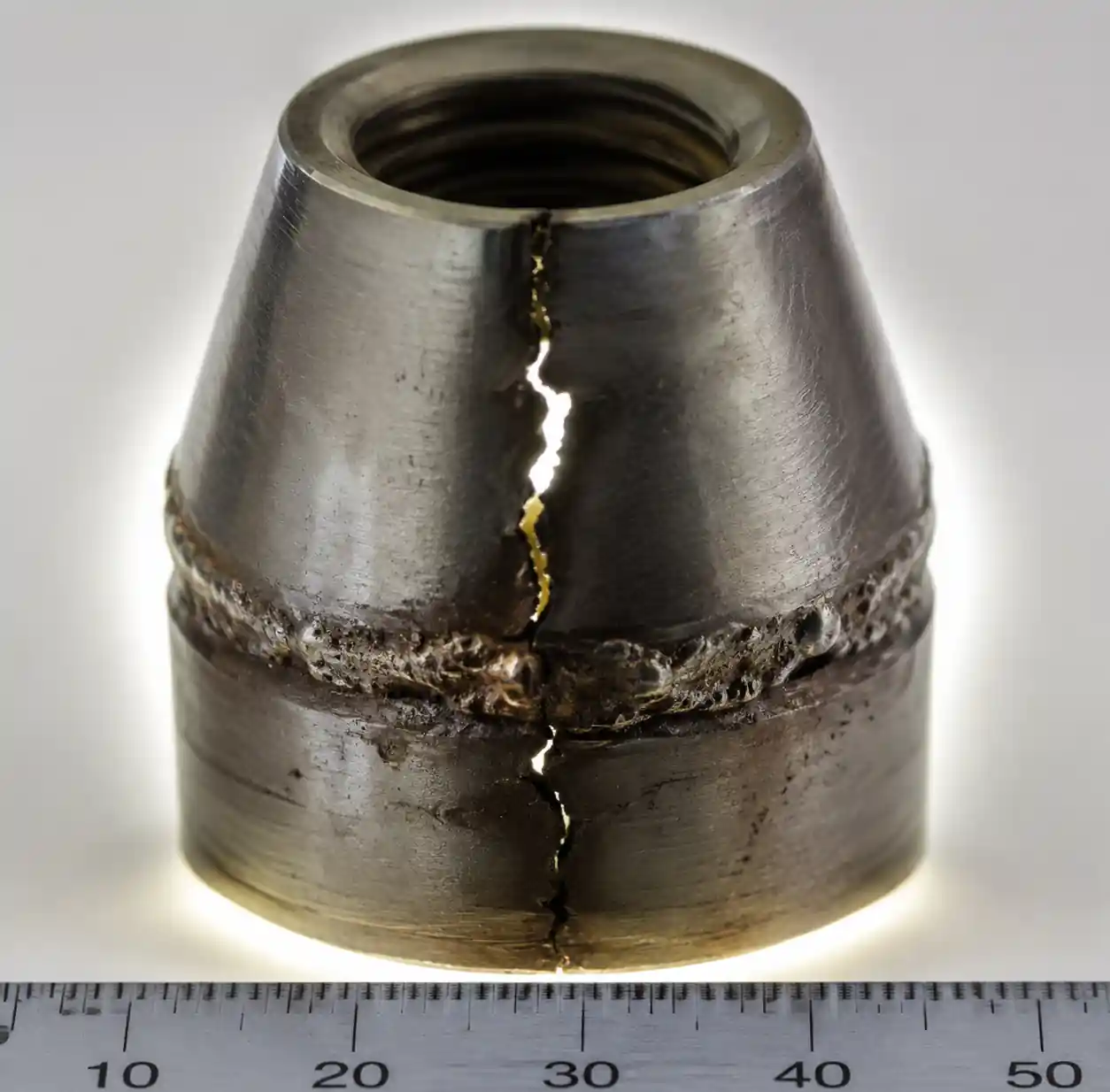
Eine Mühle installierte standardmäßige SS316-Hohlkegeldüsen auf einem vordosierten Beschichtungssystem. Die Beschichtungschemie umfasste Zitronensäure (pH 4,2) und 35 % Calciumcarbonat bei 75 °C. Nach 400 Stunden zeigten die Düsen:
- Intergranulare Korrosion an den Schweißnähten
- Durchflusserhöhung um 18 % (Vergrößerung der Öffnung durch Korrosion + Verschleiß)
- Musterverzerrung (asymmetrische Erosion der Wirbelkammer)
Der Austausch durch Hastelloy C-276-Düsen beseitigte Korrosion. Die Lebensdauer überschritt 8.000 Stunden mit nur abrasivem Verschleiß.
{kind=link}
6.4 Beschaffungsspezifikationssprache
"Düsenmaterialien müssen die Kompatibilität mit [spezifischer chemischer Name] bei pH [X] und [Y]°C für mindestens 5.000 Betriebsstunden nachweisen. Der Lieferant muss Korrosionstestdaten gemäß ASTM G48 (Pitting) oder ASTM G31 (Untertauchen) oder gleichwertiger ISO-Norm bereitstellen oder die Materialleistung schriftlich garantieren."
7. Beschaffungsentscheidungsmatrix
Verwenden Sie diese Matrix, um Ihre Anwendungsanforderungen in spezifische Düsenspezifikationen umzuwandeln:
| Anwendungszone | Strömungsstabilität | Einheitlichkeit des Musters | Material | Verstopfungsresistenz | Chemische Verträglichkeit | Empfohlener Düsentyp |
|---|---|---|---|---|---|---|
| Dusche mit nassem Ende (Drahtreinigung) | ±10% OK | Lebenslauf <20% | SS316 | Hoch (3,0+ mm) | Neutrales Wasser | Voller Kegel, große Öffnung |
| Vordosierte Beschichtung | ±3 % erforderlich | Lebenslauf <12 % | Wolframkarbid | Mittel (2,5 mm) | Saurer Schlamm | Hohler Kegel, gehärtet |
| Size-Press-Befeuchtung | ±5 % erforderlich | Lebenslauf <15% | SS316 oder Keramik | Mittel (2,5 mm) | Stärke, milde Alkalie | Flachlüfter oder voller Kegel |
| Kalender befeuchtet | ±5 % erforderlich | Lebenslauf <10% | SS316 | Niedrig (feine Atomisierung in Ordnung) | Sauberes Wasser + Dampf | Luftatomisierung |
| Gebrochene Brustverdünnung | ±15% OK | Lebenslauf <25 % | SS316 | Sehr hoch (5,0+ mm) | Neutral, hohe Festkörper | Offener Strahl oder Weitwinkelkegel |
Wie man diese Matrix verwendet:
- Identifizieren Sie Ihre Anwendungszone (Reihe)
- Beachten Sie die erforderlichen Leistungsschwellenwerte (Spalten 2–6)
- Kreuzvergleich mit dem empfohlenen Düsentyp (Spalte 7)
- Passen Sie Ihre RFQ mit der Spezifikationssprache aus den Abschnitten 2–6 an
8. Häufige Spezifikationsfehler, die Ingenieure machen
Fehler #1: Nur Durchflussrate und Sprühwinkel angeben
Problem: Zwei Düsen mit identischem Durchfluss und Winkel können stark unterschiedliche Gleichmäßigkeit, Verschleißdauer und Verstopfungsbeständigkeit aufweisen.
Lösung: Geben Sie immer mindestens 4 der 5 Indikatoren aus diesem Leitfaden an.
Fehler #2: Katalogdaten ohne unabhängige Verifikation vertrauen
Problem: Katalogströmungskurven werden unter idealen Bedingungen oft mit sauberem Wasser bei 20°C erzeugt. Die reale Leistung bei heißen, viskosen oder partikelbelasteten Flüssigkeiten unterscheidet sich um 10–30 %.
Lösung: Fordern Sie zertifizierte Testdaten zu DEINEN Betriebsbedingungen oder bestehen Sie auf Testeinheiten vor der vollständigen Bestellung.
Fehler #3: Wahl der günstigsten Düsen ohne TCO-Analyse
Problem: Eine 30-Dollar-Düse, die alle 6 Monate ausfällt, kostet mehr als eine 150-Dollar-Düse, die 5 Jahre hält.
Lösung: Verwenden Sie die TCO-Formel in Abschnitt 4.2. Berücksichtigen Sie Ausfallzeitkosten, Qualitätsverlust und Arbeitskräfte.
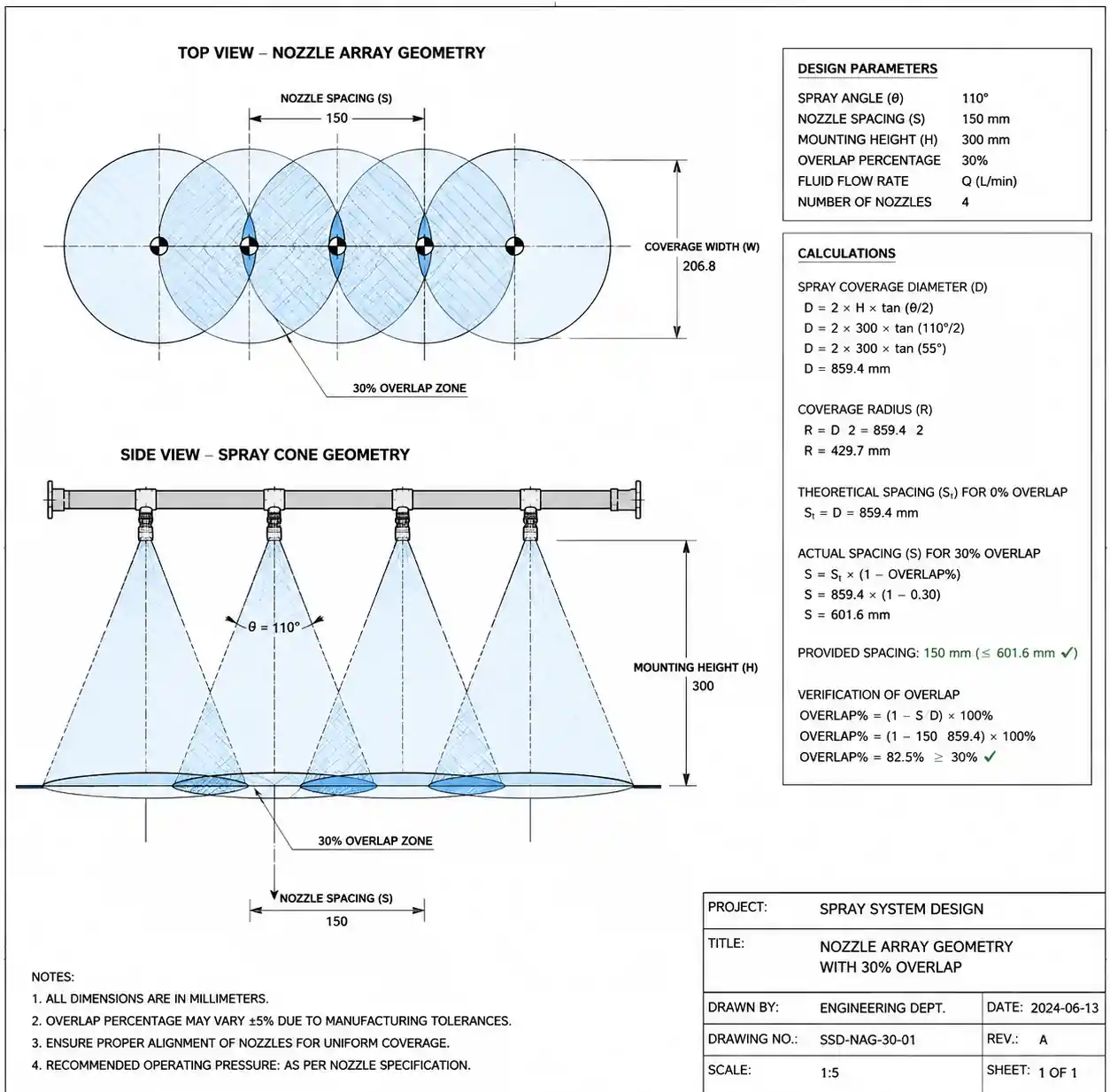
Fehler #4: Ignorieren der Überlappung von Düse zu Düse in Mehrfach-Düsen-Arrays
Problem: Selbst gleichmäßige Düsen sorgen für eine ungleichmäßige Abdeckung, wenn der Abstand falsch ist. Zwischen den Düsen entstehen Beschichtungsstreifen.
Lösung: Berechnen Sie die erforderliche Überlappung mit: Überlappungsprozent = 100 × (1 - Abstand / (2 × Tan(SprayAngle/2) × Distanz)). Für die Beschichtung sollte man eine Überlappung von 30–50 % anstreben. Zum Waschen reichen 15–25 % aus.
Fehler #5: Keine Toleranz für die Installationsorientierung angeben
Problem: Düsen, die >5° außerhalb der Achse sind, erzeugen asymmetrische Muster, die das Beschichtungsgewicht verschieben.
Lösung: Spezifizieren Sie die Ausrichtungstoleranz der Montage (typischerweise ±2° für die Beschichtung, ±5° für die Reinigung). Verwenden Sie während der Installation Ausrichtungsvorrichtungen.
Fehler #6: Material nur anhand der Schlammabrasivität festlegen
Problem: Ingenieure wählen Hartmetall für die abrasive Funktion, ignorieren aber die korrosive Chemie. Kobaltbinder in Wolframkarbid löst sich in starker Alkali.
Lösung: Prüfe Material sowohl gegen Abrieb (Abschnitt 4) als auch chemische Kompatibilität (Abschnitt 6).
! 6-Düsen-Überlappungs-Berechnungsdiagramm
{kind=link}
9. Häufig gestellte Fragen
F1: Kann ich allgemeine industrielle Sprühdüsen in Papieranwendungen verwenden?
A: Nur wenn weiße Wasserfeststoffe <0,5 % ausmachen und häufige Verstopfungen toleriert werden können. Allgemeine Industriedüsen sind für saubere Flüssigkeiten optimiert. Papierspezifische Designs (größere Durchgänge, offene Wirbelkammern) reduzieren die Verstopfungsfrequenz um 60–80 %. ### F2: Wie oft sollte ich die Düsen austauschen, bevor die Leistung nachlässt? A: Überwachen Sie die Durchflussrate monatlich. Ersetzen, wenn der Durchfluss >8 % vom Ausgangsstand entfernt ODER wenn die visuelle Inspektion eine Vergrößerung der Öffnung >0,1 mm zeigt. Bei Hartmetalldüsen in 3 % Weißwasser bei 50 PSI tritt dies typischerweise bei 8.000–12.000 Stunden auf. Für SS316 rechne mit 800–1.200 Stunden.
F3: Sollte ich auf einen Düsentyp für die gesamte Maschine standardisieren?
A: Nein. Verschiedene Zonen haben unterschiedliche Anforderungen. Nass-End-Duschen benötigen Verstopfungsbeständigkeit (große Öffnungen). Beschichtungsdüsen benötigen Mustergleichmäßigkeit (Präzisionsbearbeitung). Pressdüsen in der Größe benötigen chemische Beständigkeit (korrosionsbeständige Legierungen). Richten Sie die Düsenspezifikation an die Zonenanforderungen anhand der Entscheidungsmatrix in Abschnitt 7.
F4: Wie testet man am besten ein neues Düsendesign, bevor man sich entscheidet?
A: Führen Sie einen 200-stündigen Feldtest an einem Abschnitt der Maschine durch. Messen: (1) Durchflussrate an 3 Zeitpunkten zur Überprüfung der Stabilität, (2) CV des Sprühmusters mit wasserempfindlichem Papier, (3) Verstopfungen alle 100 Stunden, (4) Sichtprüfung auf Korrosion oder Verschleiß. Vergleiche das mit deinen aktuellen Düsen. Skalieren nur hoch, wenn ein neues Design bei mindestens einem Indikator ≥20 % Verbesserung zeigt, ohne andere zu beeinträchtigen.
F5: Kann ich bestehende Düsenkrümmer mit leistungsstärkeren Düsen nachrüsten?
A: In der Regel ja, wenn Gewindegröße und Sprühwinkel übereinstimmen. Überprüfen Sie jedoch: (1) neue Düsendurchflussrate bei Ihrem Betriebsdruck – der Header muss eventuell umgeregelt werden, (2) die neue Düsenlänge stört nicht mit dem Lauf oder angrenzender Ausrüstung, (3) die Montagerichtung (einige Düsen müssen aufrecht installiert werden, um das Ablassen zu verhindern). Die meisten Fräsen setzen Hartmetall-Einsätze erfolgreich in bestehende Edelstahlkrümmer ein.
F6: Wie berechne ich die Rendite für ein Upgrade auf Hartmetalldüsen?
A: Verwenden Sie diese vereinfachte Formel:
Jährliche Einsparungen = (Aktuelle Austauschfrequenz – Neue Austauschfrequenz) × (Düsenkosten + Ausfallkosten + Qualitätsverlust)
Beispiel: 40 Düsen, aktueller Austausch alle 1.000 Stunden (6,8×/Jahr), Upgrade auf 10.000-Stunden-Düsen (0,68×/Jahr). Ausfallkosten = 400 $ pro Stunde, Qualitätsverlust = 200 $ pro Ereignis.
- Aktuell: 6,8 × ($35 + $200 + $200) = $2.958/Düse = $118.320/Jahr
- Aufgerüstet: 0,68 × ($185 + $200 + $50) = $296/Düse = $11.840/Jahr
- ROI = ($118.320 - $11.840) / ($185 × 40) = $106.480 / $7.400 = 14,4× im Jahr 1
Rückzahlungszeit: 0,8 Monate.
F7: Welche Dokumentation sollte ich von Lieferanten der Düsen verlangen?
A: Mindestakzeptables Paket:
- Zertifizierte Durchflussmessungsdaten in Ihrem Druckbereich (rückverfolgbar auf nationale Messnormen)
- Materialzertifizierungen (chemische Zusammensetzung, Härte, Herkunftsland)
- Sprühmuster-Testbericht (Musterationsdaten oder wasserempfindliche Papierbilder mit CV-Berechnung)
- Schätzung der erwarteten Lebensdauer für Ihre spezifische Flüssigkeit und Bedingungen
- Installationszeichnungen mit Drehmomentspezifikationen und Ausrichtungsanforderungen
- Empfohlener Wartungsplan
F8: Lohnen sich Luft-Atomisierungsdüsen für die Druckluftkosten für die Beschichtung?
A: Nur wenn du Tröpfchengrößen <50 Mikrometer brauchst (selten bei Papierbeschichtungen). Die meisten vordosierten und Blattbeschichtungssysteme funktionieren einwandfrei, wobei hydraulische Düsen 80–150 Mikron-Tröpfchen erzeugen. Luftzerstäubende Düsen verbrauchen 5–15 SCFM pro Düse. Bei 0,20 $/1000 SCF sind das 4–12 $ pro Stunde pro Düse. Für 20 Düsen mit 6.800 Stunden pro Jahr kostet Druckluft 544.000–1.632.000 US-Dollar pro Jahr. Hydraulische Düsen sind kostengünstig und kostengünstig im Bezug. Verwenden Sie die Luftatomisierung nur, wenn die Hydraulik physikalisch nicht die erforderliche Atomisierung erreichen kann.
10. Fazit und weitere Maßnahmen
Sprühdüsen sind kleine Komponenten mit übermäßigen Auswirkungen auf die Bereitschaftszeit der Papiermaschinen, die Qualität der Blätter und die Betriebskosten. Die fünf Indikatoren in diesem Leitfaden – Flussstabilität, Mustergleichmäßigkeit, Verschleißfestigkeit, Verstopfungsbeständigkeit und chemische Kompatibilität – bieten einen messbaren Rahmen für Beschaffungsentscheidungen, die Ihr Budget und Ihre Leistung für 2026 direkt beeinflussen.
Sofortige Aktionspunkte
-
Überprüfen Sie Ihr aktuelles Düseninventar mithilfe der Entscheidungsmatrix in Abschnitt 7. Identifizieren Sie Zonen, in denen die aktuellen Düsen nicht mit den Anwendungsanforderungen übereinstimmen.
-
Berechnen Sie den TCO für Ihre Zonen mit dem höchsten Verschleiß mit der Methode in Abschnitt 4.2. Quantifizieren Sie den Geschäftsfall für ein Upgrade auf Hartmetall oder Keramik.
-
Aktualisieren Sie Ihre RFQ-Vorlagen mit der Spezifikationsformulierung aus den Abschnitten 2–6. Fordern Sie zertifizierte Testdaten, keine Katalogkurven.
-
Planen Sie Feldversuch für alle neuen Düsendesigns, bevor Sie sich auf Vollaufträge festlegen. Verwenden Sie das 200-Stunden-Testprotokoll aus Abschnitt 5.3.
-
Führen Sie monatliche Durchflussüberwachung um, um verschleißbedingte Drift zu erkennen, bevor sie die Qualität beeinträchtigen. Stellen Sie die Alarmschwellenwerte auf +8 % Durchflusserhöhung ein.
Wie wir helfen können
Unser Anwendungstechnik-Team hat Düsen für über 200 Papiermaschineninstallationen weltweit dimensioniert. Wir bieten:
- Kostenlose Sprühmusteranalyse: Senden Sie uns Ihre Betriebsparameter und wir empfehlen Düsenkonfigurationen mit vorhergesagten Leistungsdaten
- Vor-Ort-Spritzaudits: Wir messen Ihre aktuelle Düsenleistung und identifizieren Upgrade-Möglichkeiten
- Individuelles Düsendesign: Für einzigartige Anwendungen, bei denen Standard-Katalogdüsen nicht passen
- Verschleißlebenszyklustest: Beschleunigte Schlammprüfung, um die Lebensdauer Ihrer Wildwasserchemie vorherzusagen