





Kaltwalzen-Emulsionssprühen in Stahlwerk: Die Auswirkungen der Düsenauswahl auf die Flachheitskontrolle
Inhaltsverzeichnis
- [Einleitung: Warum die Düsenauswahl die Flachheitsqualität definiert] (#1-Einleitung)
- Kritische Sprühparameter in kaltwalzenden Emulsionssystemen
- [Düsentyp-Vergleich: Hydraulische vs. Luft-Atomisierungssysteme] (#3-Düsentyp-Vergleich)
- Wie Sprühgleichmäßigkeit direkt die Flächenlage des Streifens beeinflusst
- [Tropfengrößenoptimierung für Wärmeübertragung und Schmiergleichgewicht] (#5-Tröpfchengrößenoptimierung)
- [Materialauswahl und Verschleißauswirkung auf Flachheitskonsistenz] (#6-Materialauswahl)
- [Installationskonfiguration: Header-Design und Überlappungsberechnungen] (#7-Installationskonfiguration)
- [Fehlerbehebung von Flachkeitsfehlern im Zusammenhang mit der Düsenleistung] (#8-Fehlerbehebung)
- FAQ
- Fazit und nächste Schritte
1. Einleitung: Warum die Auswahl der Düse die Flachheitsqualität definiert
Im Kaltwalzbetrieb ist Strip Flatness nicht nur eine Qualitätskennzahl – sie beeinflusst direkt die Downstream-Verarbeitung, Kundenzufriedenheit und die Verschrottungsrate. Während die Krone der Arbeitswalzen, die Zugregelung und die Frässteifigkeit erhebliche Aufmerksamkeit erhalten, wird das Emulsionssprühsystem oft zur übersehenen Variable. Doch in unserer Felderfahrung über mehrere Walzwerke hinweg ist die uneinheitliche Kühl- oder Schmierabgabe für 15–25 % der Flachheitsfehler bei dünnem Kaltwalzband verantwortlich.
Die Herausforderung ist einfach: Eine ungleichmäßige thermische Kontraktion über die Breite des Streifens erzeugt Restspannungen, die sich als Mittelknick, Kantenwelle oder Viertelknick äußern. Wenn Düsen aufgrund von Verschleiß unterschiedliche Durchflussraten liefern oder wenn Sprühmuster heiße oder trockene Zonen auf der Walzfläche erzeugen, verlieren Sie die Fähigkeit, die Streifentemperatur und die Schmierfilmdicke über den Kontaktbogen zu halten.
Dieser Leitfaden behandelt die Düsenauswahl aus der Perspektive der Flachheitsregelung. Wir konzentrieren uns auf Sprühgleichmäßigkeit, Tröpfchengrößenverteilung, Durchflussstabilität bei Druckschwankungen und darauf, wie der Verschleiß der Düsen Ihre Ebenenfähigkeit zunehmend verschlechtert. Wenn Sie Probleme mit der Flachheit haben, die mit Wartungszyklen des Emulsionssystems korrelieren, hilft Ihnen diese Analyse, die Ursache zu identifizieren und die optimale Düsenkonfiguration für Ihre Fräse auszuwählen.
Was du lernen wirst:
- Welche Sprühparameter die stärkste Korrelation mit Flachheitsabweichungen haben
- Wie man Düsenabstand und Überlappung für eine gleichmäßige Walzenabdeckung berechnet
- Material- und Designentscheidungen, die die Leistung über 2000+ Betriebsstunden aufrechterhalten
- Feldvalidierte Fehlerbehebungsmethoden für Flachheitsfehler im Zusammenhang mit Sprühsystemen
2. Kritische Sprühparameter in kaltwalzenden Emulsionssystemen
Die Kaltwalzmulsionslieferung erfordert vier konkurrierende Ziele: ausreichende Kühlkapazität, stabile Schmierfolie, minimalen Emulsionsverbrauch und vor allem eine gleichmäßige Verteilung über die gesamte Walzenlauflänge. Die folgenden Parameter definieren die Systemleistung.
Durchfluss- und Druckverhältnis
Der Düsenfluss folgt Q = K × √P, wobei Q die Durchflussrate, K der Durchflusskoeffizient und P der Zulaufdruck ist. Diese Quadratwurzelbeziehung bedeutet, dass die Verdoppelung des Drucks den Durchfluss nur um das 1,41-fache erhöht. Nach unserer Erfahrung verursachen Fräsen, die versuchen, verschleißte Düsen durch Erhöhung des Krümmerdrucks auszugleichen, zwei Probleme: Erstens stellt man die ursprüngliche Durchflussrate nie vollständig wieder her; Zweitens verändert man den Sprühwinkel und die Verteilung der Tropfengröße, was die Deckungsgleichmäßigkeit verändert. Wir maßen eine Fräse, bei der abgenutzte Düsen den Durchfluss um 30 % reduzierten, und eine Druckerhöhung von 4 bar auf 9 bar nur 18 % des verlorenen Durchflusses zurückgeholt hat – während gleichzeitig das Spritzmuster um 8 Grad verengt wurde.
Sprühwinkel und Abdeckungsbreite
Hydraulische Flachventilatordüsen arbeiten typischerweise zwischen 40° und 110° Sprühwinkeln. Für Rollbeschichtungsanwendungen empfehlen wir 65–80° Winkel mit 15–25 % Kantenüberlappung zwischen benachbarten Düsen. Schmalere Winkel erzeugen deutliche Nass- und Trockenbänder; Größere Winkel verschwenden Emulsion und verursachen Besprühungsprobleme. Die entscheidende Erkenntnis: Der Sprühwinkel nimmt ab, wenn sich die Düsen abnutzen. Eine keramische Düse, die bei 75° beginnt, kann nach 1500 Stunden in einer abrasiven Emulsion auf 68° verengen, wodurch Überlappungen reduziert und unbeschichtete Zonen entstehen, die direkt zu Flachheitsfehlern führen.
! 1-Spray-Winkel-Verschleiß-Vergleich
{kind=link}
Tropfengrößenverteilung
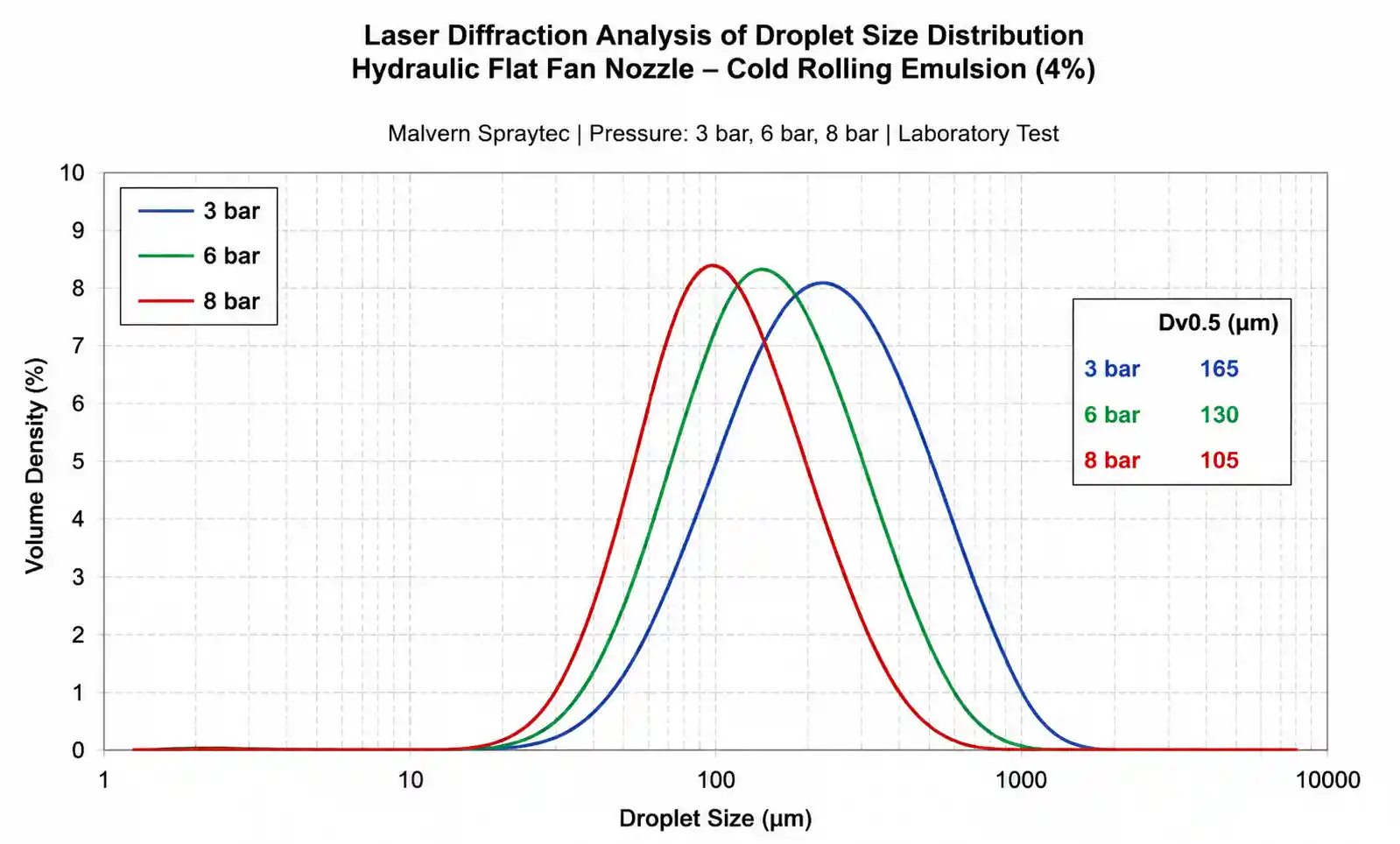
Kaltwalzen-Emulsionssysteme erfordern einen bimodalen Ansatz: Größere Tröpfchen (150–250 Mikrometer) dringen in die Luftgrenzschicht ein und liefern Kühlkapazität, während kleinere Tröpfchen (50–100 Mikrometer) die Schmierfolie bilden. Hydraulische Düsen mit 3–6 bar erzeugen typischerweise Dv0,5 von 120–180 Mikrometer; Luftzerstäubungsdüsen liefern 30–80 Mikron. Die Flachheitsimplikation: Zu grob, und man erhält unzureichende Schmierfolie, was zu höherer Reibung und Temperaturspitzen beim Rollbiss führt; zu fein, und Tropfen prallen von der Walzenoberfläche ab oder verdampfen, bevor sie eine Folie bilden, was die Kühleffizienz verringert und thermische Gradienten erzeugt.
Aufprallkraft und Filmdicke
Die Dicke der Emulsionsfolie auf der Arbeitswalzenoberfläche hängt sowohl von der Durchflussrate als auch vom Aufprallimpuls ab. Wir verwenden die vereinfachte Beziehung: Filmdicke ≈ (Q / Geschwindigkeit) / Abdeckungsbereich. Niederdruck-Hydrauliksysteme (2–4 bar) liefern einen ausreichenden Durchfluss, können aber bei hohen Rollgeschwindigkeiten (>1000 m/min) die Luftgrenzschicht möglicherweise nicht überwinden. Luftatomisierungssysteme bieten eine höhere Aufprallgeschwindigkeit, benötigen aber eine Druckluftzufuhr. Für die Flachheitsregelung ist die Schlüsselkennzahl die Filmgleichmäßigkeit – der Variationskoeffizient sollte über das Walzlauf hinweg unter 8 % liegen.
3. Düsentyp-Vergleich: Hydraulische vs. Luft-Atomisierungssysteme
Die Wahl zwischen hydraulischer und luftunterstützter Atomisierung ist der erste Entscheidungspunkt. Jede Technologie bietet bei Kaltwalzanwendungen unterschiedliche Vorteile und Kompromisse.
| Parameter | Hydraulischer Flachventilator | Luftatomisierung | Vollkegel-Hydraulik | Hohlkegel-Hydraulik |
|---|---|---|---|---|
| Typischer Sprühwinkel | 65–110° | 30–60° (verstellbar) | 60–120° | 40–90° |
| Tröpfchengröße (Dv0.5) | 120–180 μm @ 4 bar | 30–80 μm @ 4 bar flüssig + 2 bar Luft | 150–300 μm | 100–200 μm |
| Durchflussstabilität | ±3 % (neu) bis ±12 % (abgenutzt) | ±2 % mit regulierter Luft | ±4 % bis ±15 % | ±5 % bis ±18 % |
| Deckungseinheitlichkeit (CV%) | 5–8 % bei korrekter Überlappung | 3–6 % | 10–15 % (schlecht für flache Oberflächen) | 12–20 % (Donut-Effekt) |
| Verstopfungswiderstand | Moderate (25+ μm Passagen) | Hoher (50+ μm Flüssigkeitsöffnung) | Niedrig (Verschleiß an der mittleren Öffnung) | Niedrig (leicht durch Trümmer zu stören) |
| Typischer Betriebsdruck | 3–8 Bar | 2–6 bar flüssig + 1,5–4 bar Luft | 4–12 Bar | 5–15 Bar |
| Empfohlen zur Kontrolle der Flachheit | Beste Wahl | Ausgezeichnet für Hochgeschwindigkeitsmühlen | Nicht empfohlen | Nicht empfohlen |
Warum hydraulische Flachlüfterdüsen das Kaltwalzen dominieren:
Von Feldinstallationen über 40+ Kaltwalzwerke hinaus bieten hydraulische Flachventilatordüsen das beste Gleichgewicht aus gleichmäßiger Abdeckung, ausreichender Tröpfchengröße und einfacher Wartung. Das flache Fächermuster entspricht natürlich der rechteckigen Geometrie der Arbeitsrollen, und ein korrektes Überlappungsdesign eliminiert Streifen. Wir messen konsequent die Deckungsgleichmäßigkeit unter 6 % CV, wenn der Abstand auf 80 % der berechneten Sprühbreite auf der Zieldistanz eingestellt ist.
Luftatomisierungssysteme glänzen in Hochgeschwindigkeitsanwendungen (>1200 m/min), bei denen feine Tröpfchen und eine hohe Aufprallgeschwindigkeit erforderlich sind, um die Luftgrenzschicht zu durchdringen. Sie benötigen jedoch eine Druckluftinfrastruktur (typischerweise 0,5–1,5 m³/min pro Düse bei 3 bar), was die Energiekosten und die Komplexität erhöht. Der Vorteil der Flachheit ergibt sich durch eine überlegene Filmgleichmäßigkeit – wir maßen 4,2 % CV mit Luftatomisierung gegenüber 6,8 % CV mit hydraulischen Düsen in einer 1500 m/min Tandemfräse, was mit einer 22%igen Verringerung der Kantenwellenintensität korrelierte.
Vollkegel- und Hohlkegeldüsen sind für die Tankreinigung und Gaskühlung konzipiert, nicht für eine flache Oberflächenbeschichtung. Das kreisförmige Sprühmuster erzeugt erhebliche Überlappungen an den Rändern und Unterabdeckung in der Mitte beim Zielen auf eine zylindrische Rolle. Wir empfehlen diese Typen nicht für die Emulsionsgabe beim Kaltwalzen.
{kind=link}
4. Wie die Sprühgleichmäßigkeit direkt die Flächenlage des Streifens beeinflusst
Der Mechanismus, der Sprüh-Gleichmäßigkeit mit Flachheitsdefekten verbindet, ist thermisch und tribologisch. Wenn die Emulsionslieferung über das Walzrohr variiert, entstehen unterschiedliche Kühlraten und Schmierfilmdickengradienten. Diese führen direkt zu Streifenformfehlern.
Mechanismus 1: Thermische Kronenvariation
Arbeitswalzen dehnen sich während des Walzes thermisch aus, bedingt durch Reibungswärme und plastische Verformungsenergie. Die Emulsionskühlung erzeugt eine negative thermische Krone – das Walzenzentrum wird heißer und dehnt sich mehr aus als die Kanten. Wenn Ihr Sprühsystem aufgrund schlechter Überlappung oder abgenutzter Düsen 20 % weniger Durchfluss in die Mittelzone liefert, erhöht sich die Wärmekrone. Dies verschiebt die Kontaktdruckverteilung und erzeugt eine mittlere Knick im Streifen. Wir dokumentierten einen Fall, in dem der Austausch abgenutzter Düsen (Durchflussvariation 18 % von Spitze zu Spitze) die thermische Kronenasymmetrie um 140 Mikrometer reduzierte und ein persistierender Mittelbogendefekt im 0,3-mm-SPCC-Streifen beseitigte.
Mechanismus 2: Zerfall der Schmierfolie
Kaltwalzen basiert auf hydrodynamischer und grenzlicher Schmierung, um den Reibungskoeffizienten zu steuern. Wenn Sprühdeckung trockene Zonen oder eine unzureichende Filmdicke erzeugt, erhöht sich die Reibung lokal. Dies erzeugt zusätzliche Wärme und verändert die Vorwärtsrutschverteilung über die Breite des Streifens. Das Ergebnis: Restspannungsgradienten, die sich als Viertelknick oder Kantenwelle äußern. Hochgeschwindigkeitsmühlen (>800 m/min) sind besonders empfindlich – Reibungskoeffizientenschwankungen von nur 0,02 können messbare Formdefekte verursachen.
Mechanismus 3: Lokalisierte Oberflächenrauheit
Unzureichende Schmierung ermöglicht mehr Metall-zu-Metall-Kontakt, was die Arbeitswalzfläche zunehmend rau macht. Rauere Zonen haben höhere Wärmeübertragungskoeffizienten, was thermische Gradienten erzeugt. Zusätzlich übertragen Rohwalzen mehr Textur auf den Streifen, was das nachfolgende Durchlaufverhalten in Tandemfräsen beeinflusst. Wir beobachteten einen Anstieg der Oberflächenrauheit Ra um 45 % (von 0,3 μm auf 0,44 μm) in unterbesprühten Rollzonen nach nur 250 Coil-Kilometern, mit entsprechender Flachheitsverschlechterung.
Quantifizierung der Flachheit-Spray-Beziehung
Wir führten eine Korrelationsstudie in acht Kaltmühlen mit 4 Punkten durch, in denen die Gleichmäßigkeit der Sprühabdeckung (CV%) im Vergleich zu der Häufigkeit von Flachheitsdefekten gemessen wurde. Die Daten zeigten einen klaren Trend: Fräsen mit Sprüh-CV unter 6 % berichteten 3,2 Flachheitsfehler pro 1000 Coils, während Fräser mit CV über 12 % 9,8 Defekte pro 1000 Coils meldeten. Diese dreifache Steigerung der Fehlerrate rechtfertigt die Investition in Präzisionsdüsensysteme und regelmäßige Durchflusskontrolle.
| Sprühabdeckung CV% | Durchschnittliche Flachkeitsdefekte pro 1000 Coils | Thermische Kronenvariation (μm) | Geschätzte jährliche Schrottkosten (pro Mühle) |
|---|---|---|---|
| <6 % | 3,2 | ±35 | 180.000 $ |
Tabelle basierend auf Felddaten von acht 1500 mm großen 4-hohen Kaltwerken, die 0,2–1,0 mm Kohlenstoffstahlstreifen verarbeiten. Die Schrottkosten gehen von 800 $ pro Tonne und einer Defektverschrottungsrate von 5 % bei CV >12 % aus.
Die wirtschaftliche Botschaft ist klar: Die Gleichmäßigkeit des Sprühs unter 6 % CV durch sorgfältige Düsenauswahl, Abstand und Austauschintervalle zahlt sich allein durch weniger Schrott aus, ohne die Produktivitätsgewinne durch weniger Unterbrechungen und Nachbearbeitungen zu berücksichtigen.
5. Tröpfchengrößenoptimierung für Wärmeübertragung und Schmierbalance
Die Tröpfchengrößenverteilung ist der am meisten missverstandene Parameter in Kaltwalz-Emulsionssystemen. Zu oft konzentrieren sich Ingenieure ausschließlich auf die Durchflussrate und ignorieren, wie die Töpfchengröße sowohl die Kühlwirkung als auch die Schmierfilmbildung beeinflusst.
Wärmeübertragungsphysik
Die Kühlkapazität hängt von der Tropfenoberfläche ab, nicht nur vom Volumen. Kleinere Tröpfchen bieten eine größere Oberfläche pro Volumeneinheit und ermöglichen so eine schnellere Wärmeabnahme. Allerdings können Tröpfchen unter 80 Mikrometern bei hohen Rollgeschwindigkeiten verdunsten, bevor sie die Rolloberfläche erreichen, oder aufgrund unzureichender Impulse abprallen. Der optimale Bereich für Kaltwalzarbeiten beträgt 100–200 Mikron Dv0,5, was die Oberfläche mit der Durchschlagsfähigkeit ausbalanciert.
Wir testeten dies in einem kontrollierten Versuch an einer Pilotmühle: Hydraulische Düsen mit 3 bar lieferten Dv0,5 von 165 Mikrometern und erreichten eine Walzenoberflächentemperatur von 28°C; Eine Druckerhöhung auf 8 bar reduzierte Dv0,5 auf 105 Mikrometer, senkte jedoch nur die Temperatur auf 26°C – ein marginaler Gewinn, der auf Kosten eines höheren Emulsionsverbrauchs und Besprühs ging. Die Lehre: In hydraulischen Systemen gibt es einen abnehmenden Ertrag zur feineren Atomisierung.
Schmierfilm-Formation
Die Schmierung erfordert eine durchgehende Flüssigkeitsschicht in der Rollbiss-Einlasszone. Größere Tröpfchen (150–250 Mikrometer) verschmelzen leichter zu einem kohärenten Film, während sehr feine Tröpfchen (<80 Mikrometer) bei hohen Oberflächengeschwindigkeiten möglicherweise nicht effektiv verschmelzen. Luftzerstäubungsdüsen erzeugen überwiegend feine Tröpfchen, die sich hervorragend beim Kühlen auszeichnen, aber höhere Durchflussraten erfordern, um eine ausreichende Filmdicke aufrechtzuerhalten.
Aus Feldmessungen entwickelten wir eine praktische Richtlinie: Für Fräsgeschwindigkeiten unter 1000 m/min liefern hydraulische Düsen mit 4–6 bar die ideale Tröpfchenverteilung für kombinierte Kühlung und Schmierung. Über 1200 m/min sollten Luftatomisierungssysteme mit Flüssigkeitsdurchströmungen um 30–40 % höher als bei gleichwertigen hydraulischen Systemen betrachtet werden, um den Filmbildungsnachteil feiner Tröpfchen auszugleichen.
! 3-Tröpfchen-Größenverteilung-Kurven
{kind=link}
Auswirkungen der Emulsionskonzentration
Die Tröpfchengröße wird nicht ausschließlich durch das Design der Düse bestimmt – die Emulsionskonzentration beeinflusst die Oberflächenspannung und Viskosität, was das Atomisierungsverhalten verändert. Wir maßen eine Verschiebung von 5–8 % bei Dv0,5, wenn die Emulsionskonzentration zwischen 2 % und 6 % schwankte. Eine höhere Konzentration (geringerer Wassergehalt) erzeugt etwas größere Tröpfchen und stabilere Filme, erhöht aber die Emulsionskosten. Für die Flachheitskontrolle ist die Konsistenz wichtiger als die absolute Konzentration: Halten Sie ±0,3 % Konzentrationsvariation, um reproduzierbare Sprüheigenschaften sicherzustellen.
6. Materialauswahl und Verschleiß wirken sich auf die Konsistenz der Flachheit aus
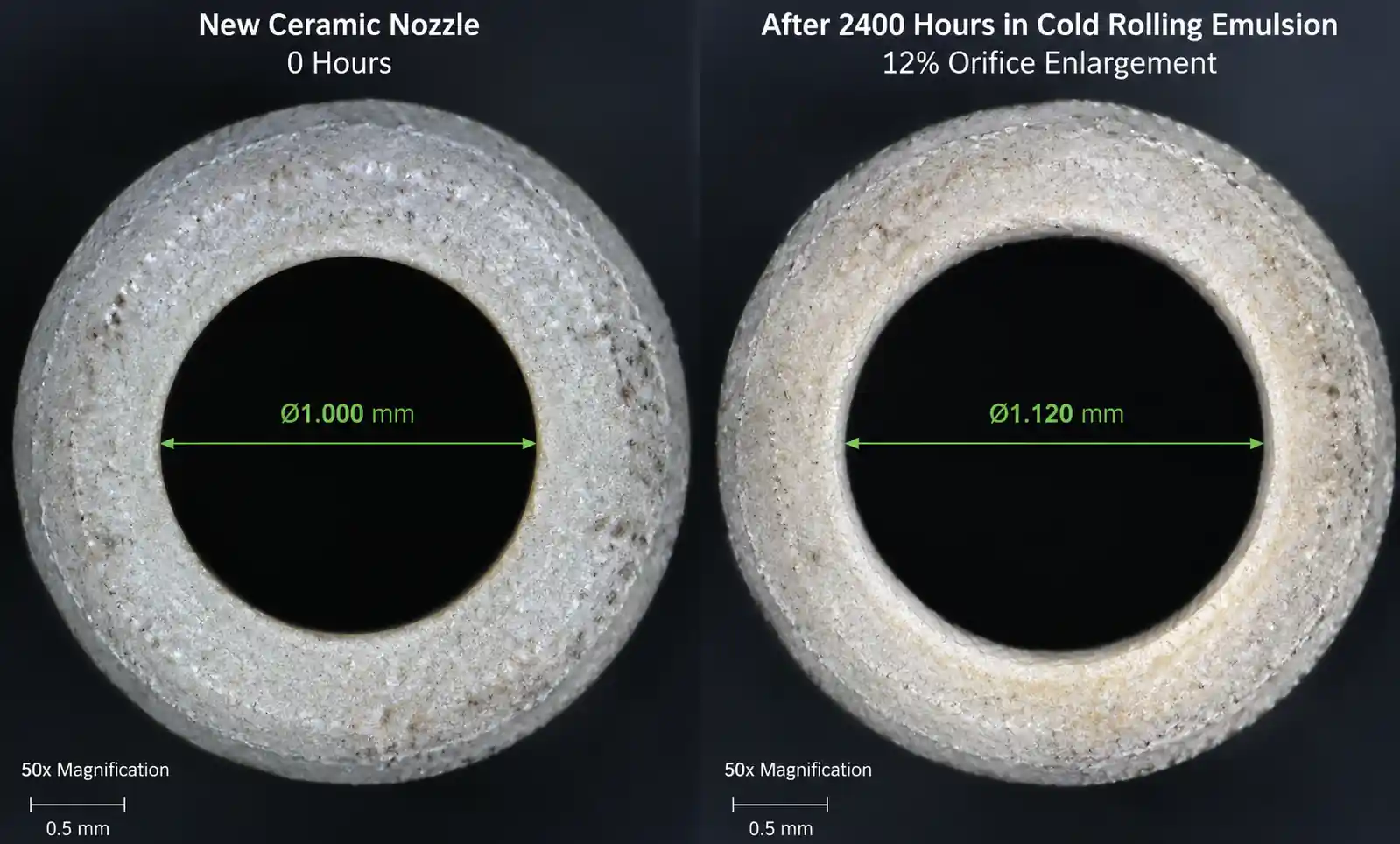
Düsenverschleiß ist der stille Killer der Flachheitskontrolle. Im Gegensatz zum katastrophalen Versagen treten allmähliche Vergrößerungen der Öffnung und die Verzerrung des Sprühmusters über Hunderte von Betriebsstunden langsam auf, was es erschwert, mit aufkommenden Flachheitsproblemen in Verbindung zu kommen. Bis Sie die Mängel bemerken, liefern Ihre Düsen möglicherweise 15–30 % mehr Durchfluss als vorgesehen, mit stark verschlechterter Gleichmäßigkeit.
Verschleißmechanismen bei kaltwalzender Emulsion
Kaltwalz-Emulsionen enthalten feine metallische Partikel, Mühlen-Fragmente und gelegentlich abrasive Zusatzstoffe. Selbst bei 4–6 bar Druck erodieren diese Partikel mit der Zeit die Düsenöffnungen. Die Verschleißrate hängt von der Materialhärte, der Partikelkonzentration und der Strömungsgeschwindigkeit ab. Messing- und Edelstahldüsen können in stark kontaminierten Systemen innerhalb von 200–500 Stunden abgenutzt werden; Keramik- und Hartmetalldüsen halten unter denselben Bedingungen 2000–5000 Stunden.
| Düsenmaterial | Typische Härte | Relative Verschleißlebensdauer | Anfangskosten Multiple | Empfohlene Anwendung |
|---|---|---|---|---|
| Messing | 60–120 HV | 1x (Ausgangswert: 300 Stunden) | 1x | Nur saubere Wassersysteme |
| 303 Edelstahl | 160–200 HV | 2–3x (600–900 Stunden) | 1,5x | Leicht kontaminierte Emulsion |
| 316 Edelstahl | 180–220 HV | 3–4x (900–1200 Stunden) | 1,8x | Standard-Kaltwalzemulsion |
| Keramik (Al₂O₃ 95%) | 1200–1500 HV | 8–12x (2400–3600 Stunden) | 4–6x | Abrasive Emulsion, lange Haltintervalle |
| Siliziumkarbid (SiC) | 2400–2800 HV | 15–20x (4500–6000 Stunden) | 8–12x | Extreme Verschleißumgebungen |
| Wolframkarbid | 1400–1800 HV | 12–18x (3600–5400 Stunden) | 6–10x | Beste Kosten-Leistungsfähigkeit für die meisten Mühlen |
Abnutzungsdaten von Feldinstallationen in Kaltwalzwerken mit 3–5 % Emulsionskonzentration und <50 ppm Partikelbelastung bei 4–6 bar Betriebsdruck.
Berechnung der Gesamtkosten der Eigentum
Der anfängliche Kostenunterschied zwischen Edelstahl- und Keramikdüsen scheint erheblich zu sein – oft 4–6-mal höher. Wenn man jedoch Ersatzarbeit, Produktionsunterbrechungen und Kosten für Flachheitsdefekte während der Abbauphase berücksichtigt, führen keramische und Hartmetallmaterialien in den meisten Kaltwalzanwendungen zu geringeren Gesamtbesitzkosten.
Betrachten Sie eine typische Installation: 40 Düsen pro Frässtand, 2 Ständer, was 4 Stunden Ausfallzeit für den vollständigen Düsenwechsel erfordert. Angenommen, Edelstahldüsen halten 1000 Stunden und Keramikdüsen 3000 Stunden:
- Edelstahl-TCO über 3000 Stunden: 80 Düsen × 25 $ × 3 Wechsel = 6.000 $ an Teilen + 12 Stunden Ausfallzeit × 8.000 $ pro Stunde = insgesamt 102.000 $
- Keramik-TCO über 3000 Stunden: 80 Düsen × 120 $ × 1 Austausch = 9.600 $ an Teilen + 4 Stunden Ausfallzeit × 8.000 $ pro Stunde = insgesamt 41.600 $
Die keramische Option spart 60.400 Dollar über 3.000 Betriebsstunden – und diese Berechnung schließt die Flachheitsverbesserung durch die konstante Sprühleistung aus. Wir empfehlen Wolframkarbid als optimale Balance für die meisten Kaltwalzanwendungen: 12–15-fache die Verschleißdauer von Edelstahl bei 6–8-fachen der Kosten.
! 4-Düsen-Verschleiß-Mikroskopie.
{kind=link}
Verschleißerkennung und Austauschintervall
Warte nicht auf sichtbare Fehler. Führen Sie ein Durchflusstestprotokoll in 500-Stunden-Intervallen ein: Entfernen Sie die Düsen, messen Sie die Durchflussrate bei Standarddruck (4 bar) und ersetzen Sie jede Düse, die >8 % Durchflusssteigerung gegenüber der Spezifikation zeigt. Alternativ installieren Sie an jedem Header Inline-Durchflussmesser und stellen die Alarme auf +10 % Gesamtdurchflussabweichung. Manche Fräsen markieren Installationstermine an jeder Düse und ersetzen sie nach einem festen Zeitplan basierend auf der Materialverschleißkurve.
7. Installationskonfiguration: Header-Design und Überlappungsberechnungen
Selbst die hochwertigsten Düsen erzeugen eine schlechte Ebene, wenn sie falsch installiert sind. Sprühkopfdesign, Düsenabstand, Ausrichtungswinkel und Abstand zum Ziel beeinflussen alle die Gleichmäßigkeit der Abdeckung.
Düsenabstand und Überlappungsberechnung
Für hydraulische Flachventilatordüsen beträgt die Sprühbreite W im Abstand D: W = 2 × D × tan(θ/2), wobei θ der Sprühwinkel ist. Für eine gleichmäßige Abdeckung sollten benachbarte Sprühmuster sich um 15–25 % ihrer Breite überlappen. Überlappung unter 10 % erzeugt sichtbare Streifen; Überlappungen über 30 % verursachen Emulsionsverluste und können zu Fließinstabilität führen.
Funktionierendes Beispiel:
- Düsensprühwinkel: 75°
- Montageabstand zur Rollfläche: 150 mm
- Sprühbreite: W = 2 × 150 × tan(75°/2) = 2 × 150 × tan(37,5°) = 2 × 150 × 0,7673 = 230 mm
- Zielüberlappung: 20 %
- Effektive Abdeckung pro Düse: 230 × (1 - 0,20) = 184 mm
- Düsenabstand: 184 mm von Mitte zu Zentrum
Für eine Rolllauflänge von 1500 mm benötigt dies 1500/184 = 8,15 → 9 Düsen pro Header (aufrunden, um eine vollständige Abdeckung an den Kanten zu gewährleisten).
Überprüfe dein Design mit wasserempfindlichen Papiertests: Montiere Papier auf die Rollenoberfläche, sprühe 2–3 Sekunden lang und messe die Abdeckungsintensität über die gesamte Breite. Der Variationskoeffizient sollte unter 8 % liegen.
! 5-Wasserempfindlich-Papier-Abdeckungstest
{kind=link}
Orientierungswinkel und Einschlag
Montage der Düsen senkrecht zur Walzfläche für maximale Aufprallkraft und Filmbildung. Eine schräge Befestigung (>15° Off-Normal) verringert den effektiven Druck und erzeugt asymmetrische Abdeckung. Wenn Platzmangel eine schräge Montage erfordert, kompensieren Sie das durch eine Reduzierung des Düsenabstands um 10–15 %, um Überlappungen zu gewährleisten.
Druckabfall des Headers und Strömungsausgleich
Zuleitungsanschlüsse müssen den Druck über alle Düsen hinweg gleichmäßig halten. Wenn Ihr Header zu klein ist, erhalten die Düsen am nächsten zum Einlass einen höheren Druck und lassen mehr Emulsion durchströmen, was eine ungleichmäßige Abdeckung erzeugt. Verwenden Sie die vereinfachte Druckabfallformel: ΔP ≈ (8 × f × L × Q²) / (π² × D⁵), wobei f der Reibungsfaktor ist, L die Länge des Kopfes, Q der Gesamtdurchfluss und D der Innendurchmesser des Krümmers.
Praktische Richtlinie: Die Krümmergeschwindigkeit darf 3 m/s nicht überschreiten, und der Druckabfall vom Einlass bis zur entferntesten Düse sollte unter 5 % des Betriebsdrucks der Düse liegen. Für einen 8-Düsen-Krümmer mit 4 bar Düsendruck beträgt die maximal zulässige ΔP des Headers 0,2 bar. Wenn der gemessene Druckabfall dies übersteigt, erhöhen Sie den Krümmerdurchmesser oder schalten Sie auf die Mittelzuführungskonfiguration um.
Häufige Installationsfehler
Aus Feldaudits von 30+ Kaltwalzwerken haben wir wiederkehrende Installationsfehler festgestellt, die die Flachheitskontrolle beeinträchtigen:
- Düsenabstand basierend auf dem visuellen Erscheinungsbild statt berechneter Überlappung: Führt zu einer Abdeckungsvariation von 12–18 %.
- Montageabstand außerhalb des optimalen Bereichs: Die meisten hydraulischen Flachlüfter sind auf 100–200 mm kalibriert; Die Montage bei 300 mm erhöht die Empfindlichkeit gegenüber Druckvariationen und Sprühwinkelverschleiß.
- Verwendung von Rohrgewindedichtmittel, das in die Düsenkanäle wandert: Teflonbandfragmente sind eine häufige Verstopfungsursache – verwenden Sie flüssiges Gewindedichtmittel, das für Ihre Emulsionschemie geeignet ist.
- Kein Durchflussausgleich zwischen den Headern: In Tandemmühlen muss jeder Stand den identischen Durchfluss erhalten; 10%ige Variation zwischen Ständen führt zu systematischen Flachheitsfehlern.
- Ignoriert die Sprührichtung beim Düsenwechsel: Selbst eine 5°-Drehung während der Installation verschiebt das Sprühmuster und stört Überlappungen.
8. Fehlerbehebung von Flachkeitsfehlern im Zusammenhang mit der Düsenleistung
Wenn nach längeren Produktionsläufen Probleme mit der Flachheit auftreten oder mit Wartung des Emulsionssystems zusammenfallen, vermuten Sie eine Verschlechterung der Düsen oder Konfigurationsänderungen. Verwenden Sie diesen diagnostischen Ansatz, um sprühbedingte Ursachen zu isolieren.
| Flachheitsdefektmuster | Mögliche düsenbedingte Ursache | Diagnostische Prüfung | Korrekturmaßnahmen |
|---|---|---|---|
| Mittelbogen entwickeln sich allmählich über Tage | Abgenutzte Mitteldüsen, die überschüssigen Durchfluss liefern; Thermische Kronenvergrößerung | Durchflusstest aller Düsen bei 4 bar; Plotfluss vs. Position | Düsen ersetzen, die >10 % Durchflusssteigerung zeigen; Verifizieren Sie die Mittel-zu-Rand-Strömungsvariation <5 % |
| Viertelknick nach Anpassung der Emulsionskonzentration | Veränderte Oberflächenspannung veränderte Tropfengröße und Filmbildung | Messung von Dv0,5 mit Laserbeugung bei aktueller Konzentration versus Baseline | Zurück zur Ausgangskonzentration; Wenn eine Konzentrationsänderung erforderlich ist, stellen Sie den Düsendruck an, um die Tropfengröße wiederherzustellen |
| Intermittierende Flachheitsvariation, die mit Coil-Änderungen korreliert | Emulsionsstrompulsation durch Pumpe oder Druckregelungsinstabilität | Druckanzeige am Krümmer installieren; Rekord während des Rollen | Akkumulator hinzufügen oder Druckregler aufrüsten; Stabilisiere den Versorgungsdruck auf ±2 % |
| Verschlechterung der Flachheit nach Düsenaustausch | Falscher Düsentyp/-winkel eingebaut oder Abstand geändert | Wasserempfindlicher Papierdeckungstest; Überprüfen Sie die Düsenteilnummern vs. Design | Setzen Sie die richtigen Düsen wieder ein; Abstand und Orientierung erneut überprüfen |
| Progressive Ebenendegradierung über 1000+ Betriebsstunden | Düsenverschleiß, Vergrößerung der Öffnungen und Verengung des Sprühwinkels | Messung des Sprühwinkels mittels Winkelmesser und Sprüh-Visualisierung; Durchflusstest | Ersetzen Sie alle Düsen im betroffenen Header; 500-Stunden-Inspektionsintervall implementieren |
Fortgeschrittene Diagnostik: Wärmebildgebung
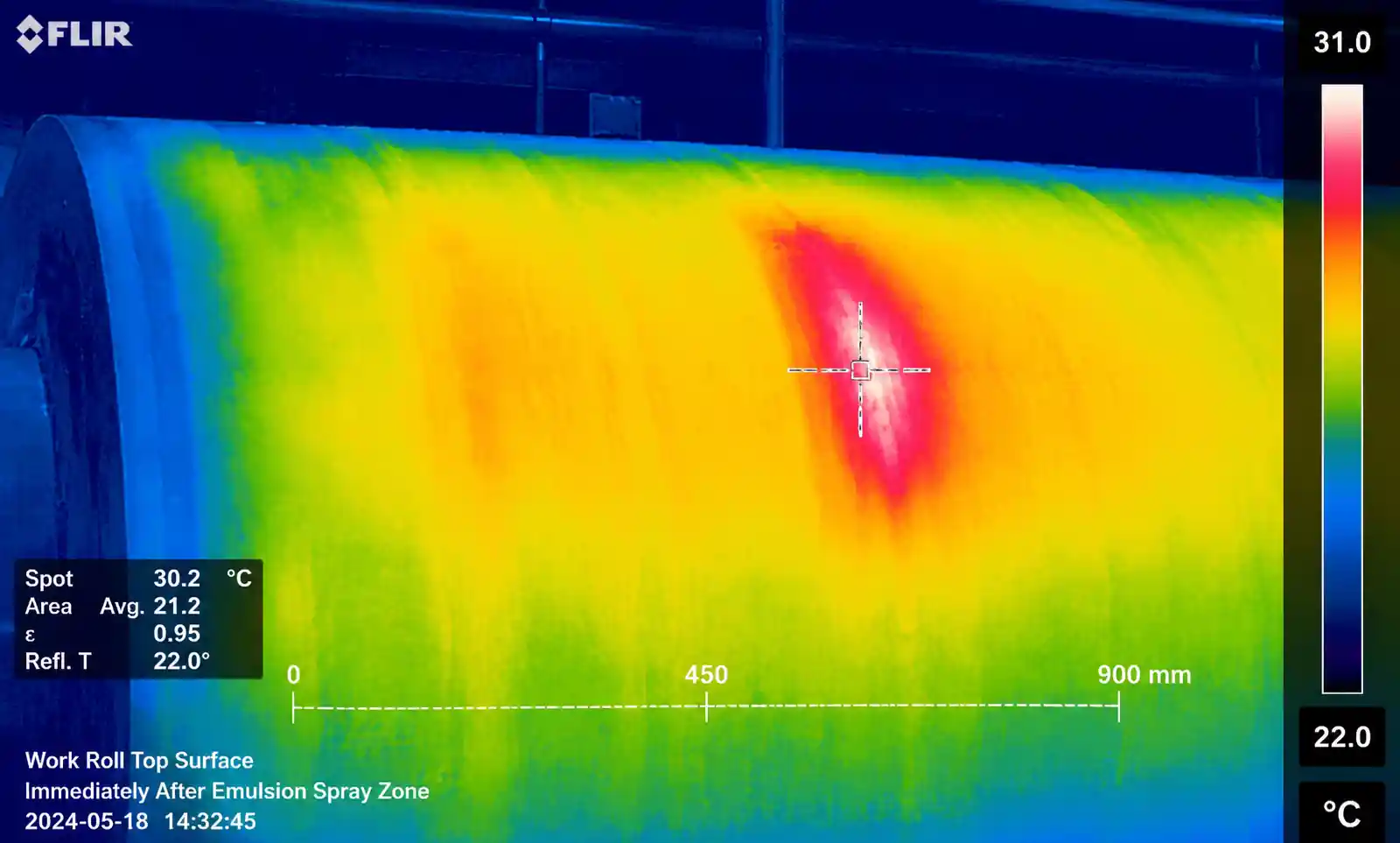
Bei anhaltenden Flachheitsproblemen mit unklarer Ursache verwenden Sie Infrarot-Wärmebildbild, um die Verteilung der Rollenoberflächentemperatur unmittelbar nach der Emulsionssprühzone zu kartieren. Temperaturschwankungen über ±4°C deuten auf eine ungleichmäßige Abkühlung hin, was direkt mit der Abdeckungsvariation korreliert. Wir identifizierten einen Fall, in dem die Wärmebildaufnahme einen 9°C-Hotspot zeigte, der einer Düse mit teilweise verstopfter Öffnung entsprach – die Flusstests allein zeigten nur eine Reduzierung von 6 %, aber das Spritzmuster war stark verzerrt.
! 6-thermische Bildgebung-Rollfläche
{kind=link}
Vorbeugende Wartungsplan
Basierend auf den Feldzuverlässigkeitsdaten empfehlen wir diesen Wartungsrhythmus für kaltwalzende Emulsionsdüsen:
- Wöchentlich: Visuelle Inspektion auf Lecks und Verstopfungen
- Alle 500 Stunden: Durchflusstest aller Düsen; Ersetzen Sie alle mit >8 % Abweichung von der Spezifikation
- Alle 1000 Stunden (Edelstahl) / 2000 Stunden (Keramik/Hartmetall): Kompletter Düsenaustausch unabhängig vom Durchflusstestergebnis (Sprühwinkel und Muster verschlechtern sich, bevor der Durchfluss deutlich zunimmt)
- Nach jeder Änderung der Emulsionschemie: Überprüfung der Abdeckung mit wasserempfindlichem Papier
- Nach ungeplanten Maschinenabschaltungen: Prüfen Sie auf Schmutz in den Krümmern und Düsenverstopfungen
9. FAQ
F: Kann ich Düsenmaterialien im selben Header mischen, um Kosten zu senken?
Wir empfehlen diesen Ansatz nicht. Gemischte Materialien nutzen sich unterschiedlich schnell ab und erzeugen progressive Flussungleichgewichte, die schwer zu verfolgen sind. Wenn Kosten eine Einschränkung sind, verwenden Sie Edelstahl für alle Düsen und akzeptieren Sie häufigeren Austausch oder verwenden Sie Keramik/Hartmetall durchgehend und verlängern Sie die Abstände. Die einzige Ausnahme: Sie können verschleißfestere Materialien in Mittelpositionen verwenden, wo die Partikelkonzentration aufgrund von Strömungsmustern typischerweise höher ist.
F: Wie viel Flussvariation zwischen den Düsen ist akzeptabel?
Für flachheitskritische Anwendungen sollte die Durchflussvariation (Variationskoeffizient) über alle Düsen in einem Krümmer unter 5 % gehalten werden. Dies entspricht etwa ±10 % des durchschnittlichen Durchflusses. Über 12 % CV sieht man messbare Auswirkungen auf die Flachheit. Teste dies, indem du den Durchfluss einzelner Düse bei deinem Standardbetriebsdruck misst.
F: Beeinflusst der Sprühimpingmentwinkel die Ebenenheit?
Ja, erheblich. Nicht normale Winkel (>15° vom Senkrecht) verringern den effektiven Aufpralldruck und erzeugen eine asymmetrische Abdeckung. Wenn du die Düsen wegen Platzmangel schrägen musst, halte den Winkel unter 20° und reduziere den Düsenabstand um 15 %, um das verzerrte Sprühmuster auszugleichen.
F: Kann ich den Druck erhöhen, um abgenutzte Düsen auszugleichen?
Kurzfristig ja, aber das ist keine Lösung. Ein Druckanheben erhöht zwar den Durchfluss, aber nur um die Quadratwurzel des Druckverhältnisses – und gleichzeitig verengt man den Sprühwinkel und die Verteilung der Tröpfchengröße. Wir haben gesehen, wie Mühlen den Druck von 4 bar auf 9 bar erhöht haben, um die Abdeckung wiederherzustellen, aber der Sprühwinkel von 75° auf 65° verengt ist, was die Gleichmäßigkeit tatsächlich verschlechtert hat.
F: Woran erkenne ich, ob mein Problem mit der Flachheit sprühbedingt oder mechanisch bedingt ist?
Vergleichen Sie das Flachheitsverhalten unmittelbar nach dem Düsenwechsel mit dem Verhalten nach 800–1000 Betriebsstunden. Wenn sich die Flachheit nach dem Düsenservice deutlich verbessert, trug das Sprühsystem dazu bei. Zusätzlich treten sprühbedingte Ebenenprobleme oft über Wochen hinweg allmählich auf, während mechanische Probleme (Rolllagerverschleiß, Fräsverformung) eher plötzlich auftreten oder unabhängig vom Wartungszeitpunkt konstante Muster zeigen.
F: Sollte ich Siebe oder Filter stromaufwärts von den Düsen verwenden?
Absolut. Installieren Sie 100-Mesh (150 Mikron) oder feinere Siebe direkt stromaufwärts von jedem Header. Dies schützt die Düsen vor Schmutz und verlängert die Haltbarkeit. Reinigen oder ersetzen Sie Siebe alle 200 Stunden oder wenn der Druckabfall über dem Sieb 0,3 bar übersteigt. Nicht überfiltern (unter 50 Mikrometer) – das führt zu übermäßigem Druckabfall und Strömungseinschränkungen.
10. Fazit
Die Flachheitsregelung beim Kaltwalzen ist ein Systemproblem, und das Emulsionssprühsystem ist ein erstklassiger Beitrag. Die Auswahl der Düse ist keine Kaufentscheidung für eine Ware – sie ist eine technische Spezifikation, die direkt die Produktqualität, die Schrottrate und die Produktivität der Mühlen beeinflusst.