





Düsenauswahl und Wartung für eine Antireflexbeschichtung in der Solar-/PV-Produktion
- 1. 1. Einleitung: Warum die Düsenauswahl bei der AR-Beschichtung wichtig ist
- 2. 2. Kritische Sprühparameter für die Gleichmäßigkeit der AR-Beschichtung
- 2.1. 2.1 Tröpfchengröße: Der Haupttreiber der Beschichtungsqualität
- 2.2. 2,2 Sprühwinkel und Abdeckungsbreite
- 2.3. 2,3 Fluss- und Druckverhältnis
- 2.4. 2,4 Aufprallkraft und Oberflächenbefeuchtung
- 3. 3. Düsentyp-Vergleich für Präzisionsbeschichtung
- 3.1. 3.1 Hydraulische Flachlüfterdüsen (am häufigsten)
- 3.2. 3.2 Luftunterstützte Zerstäubungsdüsen
- 3.3. 3.3 Leistungsvergleichstabelle
- 4. 4. Materialauswahl und Verschleißfestigkeitsanalyse
- 4.1. 4.1 Warum die Materialwahl die Gesamtkosten des Besitzes bestimmt
- 4.2. 4.2 Materialleistung und Kostenvergleich
- 4.3. 4.3 Entscheidungsbaum zur Materialauswahl
- 5. 5. Schritt-für-Schritt-Auswahlanleitung für Solar-AR-Beschichtung
- 5.1. Schritt 1: Definieren Sie Ihre Beschichtungsanforderungen
- 5.2. Schritt 2: Berechnung der erforderlichen Durchflussrate pro Düse
- 5.3. Schritt 3: Düsentyp und Sprühwinkel auswählen
- 5.4. Schritt 4: Betriebsdruck bestimmen
- 5.5. Schritt 5: Material basierend auf der Abriebanalyse auswählen
- 6. 6. Wartungsprotokolle zur Vermeidung von Beschichtungsfehlern
- 6.1. 6.1 Durchflussüberwachung: Die entscheidende vorbeugende Maßnahme
- 6.2. 6.2 Reinigungsprotokolle zur Verstopfung
- 6.3. 6.3 Verschleißinspektions- und Austauschkriterien
- 7. 7. Häufige Installationsfehler und Korrekturen
- 7.1. 7.1 Unzureichende Überlappung, die zu Streaking führt
- 7.2. 7,2 Falsche Abstandsdistanz
- 7.3. 7.3 Unzureichende Filterung
- 7.4. 7.4 Mischdüsenverschleiß in derselben Bank
- 8. 8. FAQ
- 8.1. F: Kann ich dieselben Düsen für TiO₂- und SiO₂-Beschichtungen verwenden?
- 8.2. F: Woran erkenne ich, ob meine Beschichtungsfehler an der Düse oder an Formulierungsproblemen liegen?
- 8.3. F: Wie hoch ist die typische Übertragungseffizienz beim Sprühen von AR-Filmen?
- 8.4. F: Sollte ich Edelstahl- oder Kunststoffkrümmer für Düsenbänke verwenden?
- 8.5. F: Kann ich Düsen mit höherem Druck betreiben, um Verschleiß auszugleichen, anstatt sie zu ersetzen?
- 8.6. F: Wie oft sollte ich die Beschichtungsdicke im Vergleich zum Durchfluss der Düse kalibrieren?
- 9. 9. Fazit und weitere Maßnahmen
1. Einleitung: Warum die Düsenauswahl bei der AR-Beschichtung wichtig ist
In der Solar-Photovoltaikfertigung wirkt sich die Anwendung einer antireflektierenden (AR) Beschichtung direkt auf die Moduleffizienz und die Produktionsausbeute aus. Eine Variation von 0,5 % in der Beschichtungsdicke kann die Zelleffizienz um 0,3–0,5 absolute Prozentpunkte verringern, was zu erheblichen Umsatzverlusten über eine jährliche Produktionslinie von 500 MW führt. Aus unserer Felderfahrung mit der Inbetriebnahme von über 30 Beschichtungslinien weltweit haben wir beobachtet, dass Düsenauswahl und -wartung 40–60 % der Probleme mit der Beschichtungsgleichmäßigkeit ausmachen.
Dieser Leitfaden behandelt die technischen Entscheidungen, denen Beschichtungsprozessingenieure täglich gegenüberstehen: Welcher Düsentyp liefert die beste Dv50-Tröpfchengröße für Sol-Gel-Vorläufer, wie eine Verstopfung von Siliziumnanopartikeln in 0,4-mm-Öffnungen verhindert wird und welche Verschleißmuster auf bevorstehende Beschichtungsdefekte hinweisen. Im Gegensatz zu allgemeinen Sprühbeschichtungsleitfäden konzentriert sich dieser Artikel speziell auf die Herausforderungen beim Aufbringen von 80–120 nm AR-Schichten auf strukturierte Silizium- oder Glassubstrate mit Liniengeschwindigkeiten von 30–60 Metern pro Minute.
Was du lernen wirst:
- Wie die Verteilung der Tröpfchengröße die Gleichmäßigkeit der Beschichtungsdicke beeinflusst (±2 % vs ±8 %)
- Materialkompatibilitätsmatrix für Silizium-Sol-Gel, TiO₂-Suspensionen und hybride organisch-anorganische Vorläufer
- Quantitative Überlappungsberechnung für Mehrfachdysen-Arrays auf 2,4 m breiten Substraten
- Vorhersagende Wartungsintervalle basierend auf der Lösungschemie und dem Betriebsdruck
- Ursachenanalyse für häufige Defekte: Streifenbildung, Kantenperlen und Nadellöcher
! 1-ar-Beschichtung-Düse-Array-Produktionslinie
{kind=link}
2. Kritische Sprühparameter für die Gleichmäßigkeit der AR-Beschichtung
2.1 Tröpfchengröße: Der Haupttreiber der Beschichtungsqualität
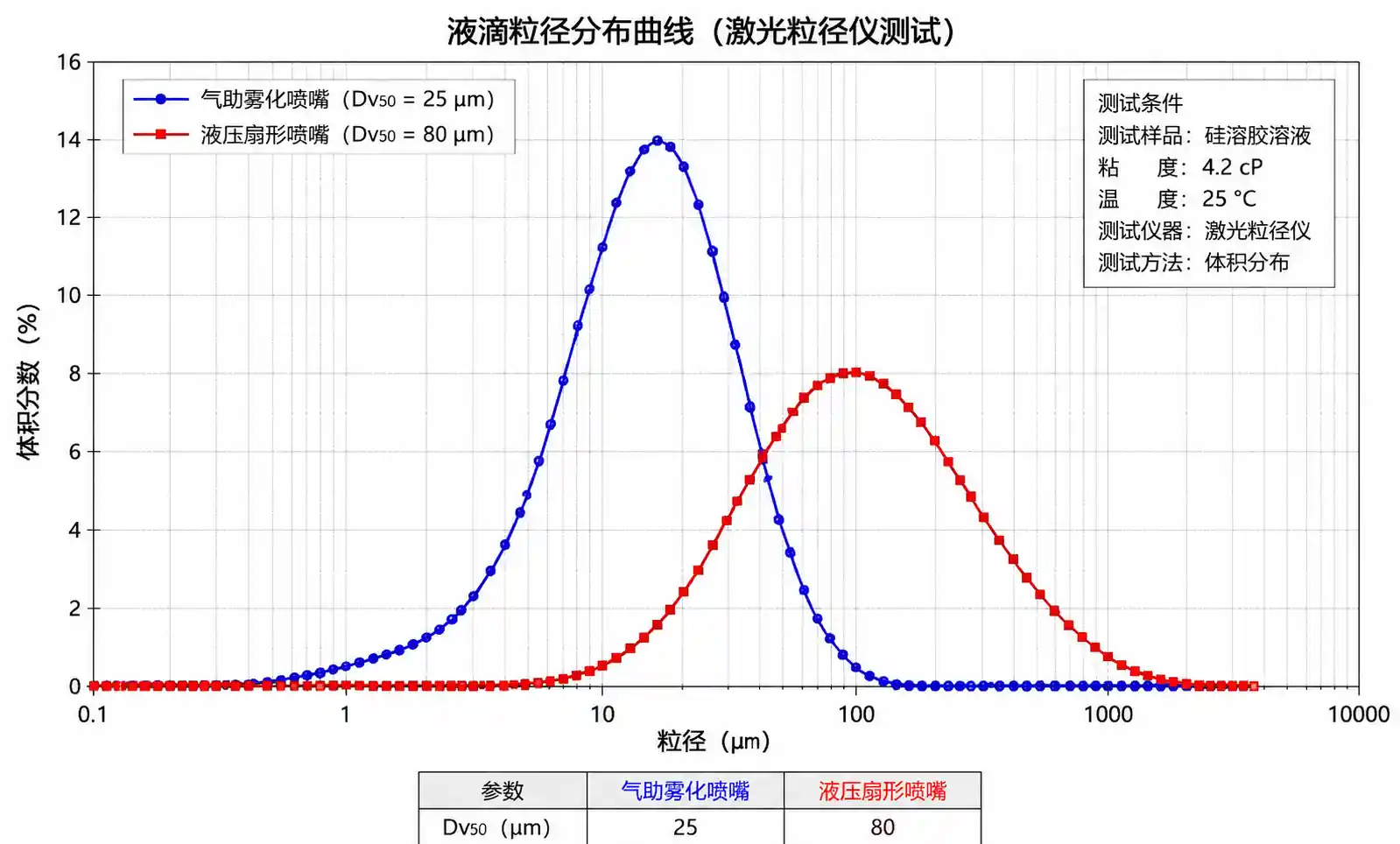
Bei AR-Beschichtungen steuert die Tröpfchengröße direkt die Oberflächenoberfläche und die optischen Eigenschaften. Wir empfehlen, für die meisten Sol-Gel- und kolloidalen Siliziumdioxid-Formulierungen einen Dv50 (median Tröpfchendurchmesser) zwischen 15–40 Mikrometer anzuvisieren.
Warum die Tröpfchengröße wichtig ist:
- Zu groß (>50 Mikrometer): Führt zu einer orangenschaligen Textur, schlechter Befeuchtung und einer ungleichmäßigen Dicke. Wir maßen eine Dickenvariation von 12–18 nm bei Proben, die mit 60-Mikron-Tröpfchen gesprüht wurden, im Vergleich zu 4–6 nm mit 25-Mikron-Tröpfchen.
- Zu klein (<10 Mikrometer): Übermäßige Verdunstung des Lösungsmittels vor dem Aufprall führt zu trockener Pulverabscheidung, schlechter Haftung und Hazing. Das ist besonders problematisch bei alkoholbasierten Sol-Gel-Formulierungen.
- Optimaler Bereich (15–40 Mikrometer): Sorgt für Nassaufprall, gute Nivellierung und gleichmäßige Trocknung. Für eine Hochgeschwindigkeits-Roll-zu-Roll-Beschichtung auf flexiblen PV-Substraten spezifizieren wir typischerweise 20–30 Mikrometer.
Messmethode: Laserbeugung (ISO 13320 oder ASTM E799) bei Betriebsdruck und Flüssigkeitsviskosität. Verlassen Sie sich nicht auf Katalogdaten, die mit Wasser bei Raumtemperatur erzeugt wurden, wenn Ihre tatsächliche Beschichtung eine Viskosität von 5–15 cP hat.
2,2 Sprühwinkel und Abdeckungsbreite
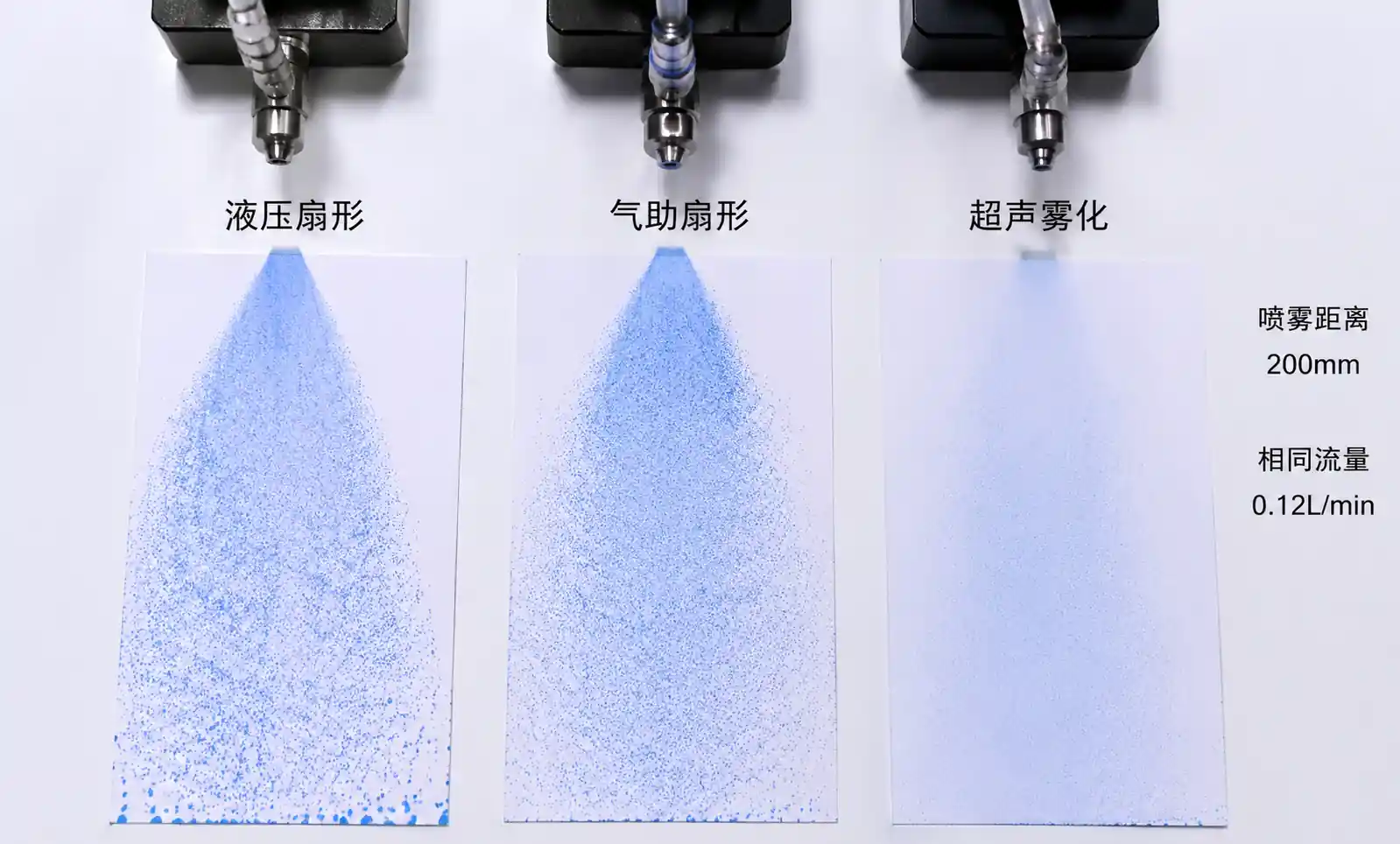
Flache Lüfterdüsen mit Sprühwinkeln von 65–80 Grad sind Standard für die lineare Beschichtung von Solarwafern oder Glassubstraten, die sich auf Fördersystemen bewegen. Die effektive Sprühbreite bei typischen Abstandsdistanzen (150–250 mm) liegt zwischen 180–350 mm.
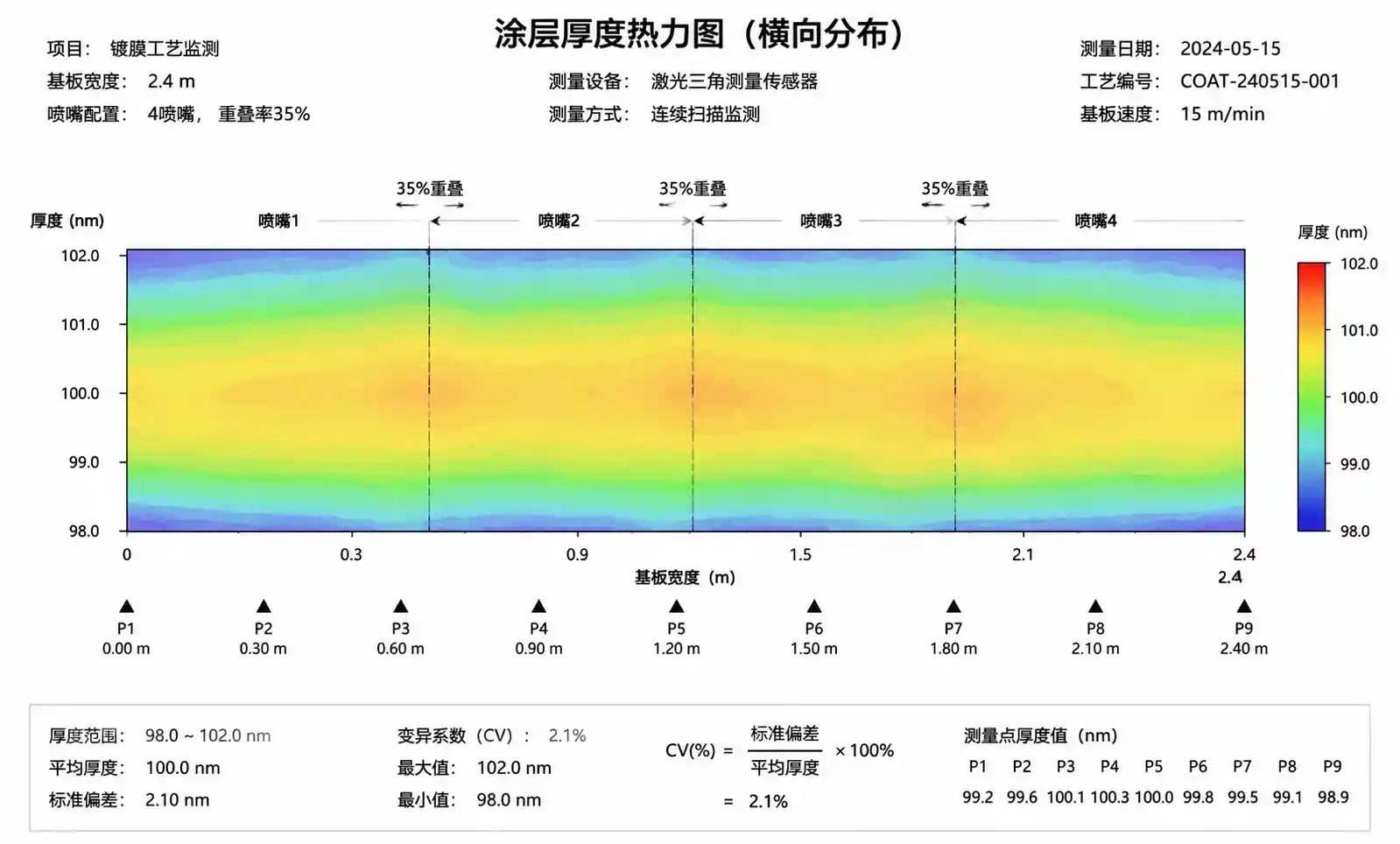
Kritische Berechnung: Überlappung zwischen benachbarten Düsen muss mindestens 30 % erreichen, um Streifenbildung zu vermeiden. Für eine Sprühbreite von 200 mm bei 200 mm Abstand sollte der Düsenabstand 140 mm (200 mm × 0,7) nicht überschreiten.
2,3 Fluss- und Druckverhältnis
Die Durchflussrate folgt der Quadratwurzelbeziehung: Q = K × √P, wobei Q die Durchflussrate, K der Düsendurchflusskoeffizient und P der Druck ist. Ein häufiger Fehler ist die Annahme, dass eine Verdopplung des Drucks den Durchfluss verdoppelt – in Wirklichkeit steigt der Durchfluss nur um √2 ≈ 1,41×.
Beispiel: Eine Düse, die 0,50 L/min bei 2 bar fließt, fließt etwa 0,71 L/min bei 4 Bar, nicht 1,0 L/min.
Warum das für die AR-Beschichtung wichtig ist: Wenn Sie den Durchsatz um 50 % erhöhen müssen, müssen Sie den Druck um 2,25 × erhöhen (1,5² = 2,25), was den optimalen Atomisierungsbereich der Düse überschreiten oder den Verschleiß beschleunigen kann. Oft ist es besser, Düsen hinzuzufügen oder auf eine größere Öffnung umzusteigen.
2,4 Aufprallkraft und Oberflächenbefeuchtung
Bei empfindlichen Siliziumwafern oder Dünnschichtsubstraten kann eine übermäßige Aufprallkraft eine Verschiebung der Beschichtung oder Schäden am Substrat verursachen. Die Aufprallkraft skaliert ungefähr mit F ∝ ρ × v² × A, wobei die Geschwindigkeit vom Druck und dem Öffnungsdurchmesser abhängt.
Wir empfehlen, den Aufschlagdruck bei empfindlichen Substraten unter 0,5 N/cm² zu halten. Dies entspricht typischerweise Betriebsdrücken von 1,5–3 bar für Feinsprühdüsen mit 0,4–0,8 mm Öffnungen.
3. Düsentyp-Vergleich für Präzisionsbeschichtung
3.1 Hydraulische Flachlüfterdüsen (am häufigsten)
Design: Ein-Öffnungs-Design mit interner Flügel, die ein flaches, elliptisches Sprühmuster erzeugen.
Typische Tröpfchenreichweite: 25–60 Mikrometer bei 2–4 bar
Am besten für: Roll-to-Roll-Beschichtung, Förderband-gefütterte Waferbeschichtung, Glassubstratbeschichtung mit großflächiger Fläche
Vorteile: Einfaches Design, vorhersehbares Sprühmuster, einfache Ausrichtung mehrerer Düsen in Bänken
Einschränkungen: Begrenzte Zerstäubungsqualität im Vergleich zu Air-Assist-Designs, empfindlicher gegenüber Viskositätsänderungen
Bei unseren Feldinstallationen bewältigen hydraulische Flachventilatoren Sol-Gel-Viskositäten bis zu 20 cP bei 3–4 bar effektiv. Ab 25 cP werden Sie eine schlechte Atomisation sehen und luftunterstützte Alternativen in Betracht ziehen.
3.2 Luftunterstützte Zerstäubungsdüsen
Design: Kombiniert Flüssigkeitszufuhr mit Druckluft (typischerweise 2–5 Bar), um Flüssigkeit in feine Tröpfchen zu scheren.
Typischer Tröpfchenbereich: 10–30 Mikrometer (durch Luftdruck steuerbar)
Am besten für: Hochviskositätsformulierungen (>20 cP), ultrafeine Beschichtungsanwendungen, F&E-Linien in kleinen Chargen
Vorteile: Überlegene Zerstäubung, weniger empfindlich gegenüber Flüssigkeitsviskosität, verstellbare Tröpfchengröße mittels Luftdruck
Einschränkungen: Erfordert Druckluftzufuhr (erhöht Betriebskosten), komplexere Sanitäranlagen, mögliches Übersprühen
Betriebskostenüberlegung: Druckluft mit 4 bar kostet etwa 0,02–0,04 $ pro m³. Für eine Produktionslinie mit 16 Stunden pro Tag und 10 Düsen, die jeweils 50 L/min Luft verbrauchen, erreichen die jährlichen Luftkosten 12.000–24.000 US-Dollar. Berücksichtigen Sie das in die Gesamtkosten des Besitzes.
3.3 Leistungsvergleichstabelle
| Düsentyp | Tröpfchengröße (Dv50) | Gleichmäßigkeit der Beschichtungsdicke | Viskositätsgrenze | Anfangskosten | Betriebskosten |
|---|---|---|---|---|---|
| Hydraulischer Flachventilator | 25–60 μm | ±5–8 % | <20 cP | Low | Sehr niedrig |
| Luftunterstützungs-Außenmischung | 10–30 μm | ±3–5 % | <100 cP | Medium | Mittel-hoch |
| Luftassistenz-Innenmischung | 15–35 μm | ±4–6 % | <50 cP | Mittel-hoch | Medium |
Interpretation: Für Produktionsumgebungen zur Verarbeitung von Standard-Sol-Gel-Formulierungen (<15 cP) bieten hydraulische Flachlüfter das beste Preis-Leistungs-Verhältnis. Schalten Sie nur auf Luftassistenz um, wenn die Anforderungen an die Einheitlichkeit der Beschichtung unter ±4 % steigen oder bei der Verarbeitung hochviskoser maßgeschneiderter Formulierungen.
! 2-Tröpfchen-Größenverteilung-Vergleich
{kind=link}
4. Materialauswahl und Verschleißfestigkeitsanalyse
4.1 Warum die Materialwahl die Gesamtkosten des Besitzes bestimmt
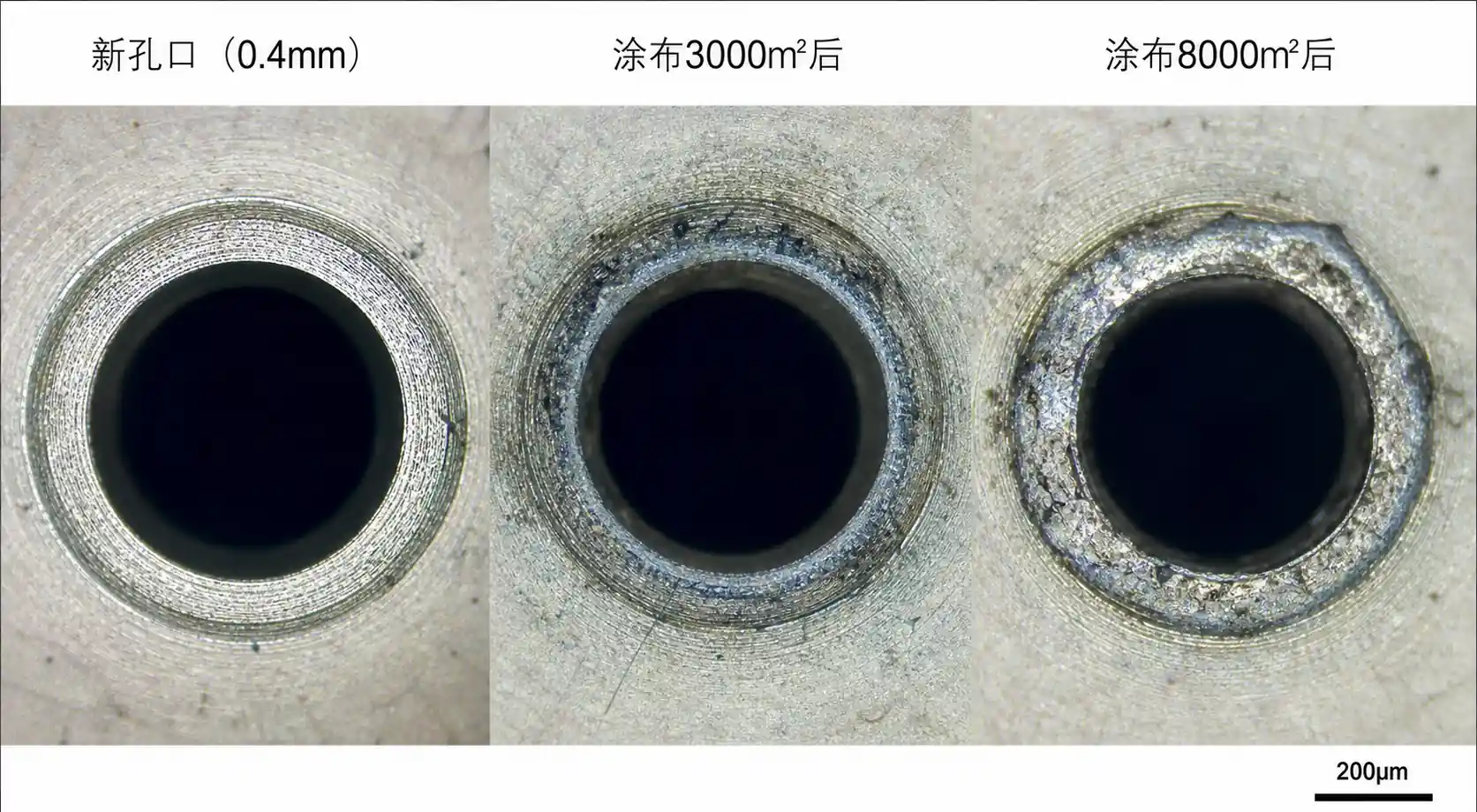
Siliziumbasierte AR-Beschichtungen sind hochgradig abrasiv. Wir haben dokumentiert, dass die Verschleißraten der Öffnungen den Innendurchmesser nach nur 300–500 Stunden durchgehendem Betrieb mit 20 Gewichts-SiO₂-Suspensionen bei Verwendung von gehärteten Edelstahldüsen um 8–12 % vergrößern.
Auswirkungen des Verschleißes: Eine 10%ige Vergrößerung des Öffnungsdurchmessers erhöht die Durchflussrate um etwa 5 % (seit Q ∝ √(d²)), wodurch die Beschichtungsdicke von der Spezifikation abweicht und eine Neukalibrierung oder vorzeitiger Austausch erforderlich ist.
4.2 Materialleistung und Kostenvergleich
| Material | Relative Härte (HV) | Relative Verschleißlebensdauer | Kostenmehrfach | Beste Anwendung | Brittle Risk |
|---|---|---|---|---|---|
| 316 Edelstahl | 170–200 | 1× (Ausgangswert) | 1× | Wasserbasiert, wenig abrasiv | Low |
| Gehärteter Stahl (>55 HRC) | 700–900 | 3–4× | 1.3× | Mäßig abrasiv | Low |
| Wolframkarbid | 1.500–2.000 | 8–12× | 3,5–5× | Hoch-Siliziumdioxid-Suspensionen | Medium |
| Siliziumkarbid (SiC) | 2.500–3.000 | 15–20× | 4–6× | Extrem abrasiv | High |
| Keramik (Al₂O₃) | 1.800–2.200 | 10–15× | 3–4× | Saure Formulierungen | High |
Beispiel für Felddaten: In einer Produktionslinie, die 1,2 Millionen Wafers pro Jahr mit 15 Gewichtsprozent kolloidalem Siliziumdioxid beschichtet, haben wir alle 400 Stunden 316SS-Düsen ausgetauscht (etwa 6 Wochen bei Dauerbetrieb). Der Umstieg auf Wolframkarbid verlängerte die Austauschintervalle auf 3.200 Stunden (7–8 Monate) und senkte die jährlichen Düsenkosten trotz 4× höherem Stückpreis von 18.000 auf 7.500 US-Dollar.
4.3 Entscheidungsbaum zur Materialauswahl
Für wasserbasierte, partikelarme Formulierungen (<5 Gewachprozentige Feststoffe): 316SS oder gehärteten Stahl ausreichend Für Standard-Solgel oder kolloidales Siliziumdioxid (10–20 Gewicht %): Wolframkarbid für die Herstellung empfohlen; keramisch akzeptabel Für hochbelastete Suspensionen (>25 Gewichtsprozent Siliziumdioxid oder Alumina): Siliziumkarbid oder hochwertiges Wolframkarbid unerlässlich
Für saure Formulierungen (pH <4): Standardkarbide vermeiden; SiC- oder Aluminiumkeramiken verwenden Für alkalische Formulierungen (pH >10): Wolframkarbid zeigt beschleunigte Zerstörung; bevorzugt SiC
Kritischer Hinweis zu keramischen Materialien: Während SiC und Alumina extreme Verschleißfestigkeit bieten, sind sie spröde. Wir haben katastrophale Ausfälle gesehen, wenn Druckspitzen 6 bar überschreiten oder bei Temperaturschocks während Reinigungszyklen auftreten. Installieren Sie immer Druckentlastungsventile und vermeiden Sie schnelle Temperaturschwankungen über 40 °C.
! 3-Düsen-Typ-Spray-Muster-Vergleich
{kind=link}
5. Schritt-für-Schritt-Auswahlanleitung für Solar-AR-Beschichtung
Schritt 1: Definieren Sie Ihre Beschichtungsanforderungen
Dokumentieren Sie diese Parameter vor der Auswahl der Düsen:
- Zielbeschichtungsdicke (nm) und akzeptable Variation (%)
- Substratgröße und -format (Wafer, Sheet, Rolle)
- Liniengeschwindigkeit oder Durchsatz (Wafer/Stunde oder m²/stunde)
- Beschichtungsformulierung (Typ, Viskosität, Feststoffgehalt, pH-Wert)
- Betriebsstunden pro Jahr
Schritt 2: Berechnung der erforderlichen Durchflussrate pro Düse
Formel:
Q (L/min) = (Substratbreite × Leitungsgeschwindigkeit × Nassbeschichtungsdicke × Dichte) / (Feststoffgehalt × 1000)
Funktionierendes Beispiel:
- Substratbreite: 1.200 mm
- Streckengeschwindigkeit: 5 m/min
- Ziel-Trockendicke: 100 nm = 0,0001 mm
- Nass-Trocken-Verhältnis: ca. 5× (20 Gewichtsprozent Feststoffe)
- Benötigte feuchte Beschichtungsdicke: 0,0005 mm
- Beschichtungsdichte: 1,2 g/cm³
Q = (1,2 m × 5 m/min × 0,0005 mm × 1,2 g/cm³) / (0,20 × 1000) = 0,018 l/min insgesamt
Für eine Bank von 6 Düsen: 0,003 L/min pro Düse (0,05 L/Stunde)
Schritt 3: Düsentyp und Sprühwinkel auswählen
Bei einer Substratbreite von 1.200 mm mit 6 Düsen gilt der Abstand = 200 mm Mittelpunkt zu Mitte. Bei 200 mm Abstand bietet eine 65° flache Lüfterdüse etwa 220 mm Sprühbreite, was 10 % Überlappung ergibt (akzeptables Minimum beträgt 30 %, daher sollten 8–9 Düsen für bessere Gleichmäßigkeit berücksichtigt werden).
Schritt 4: Betriebsdruck bestimmen
Konsultieren Sie die Flussdiagramme des Herstellers für die gewünschte Düsenöffnung. Für die Feinverzweigung (25–35 Mikron-Tröpfchen) liegt der typische Betriebsbereich bei hydraulischen Düsen bei 2–4 bar. Unter Verwendung der Q = K√P-Beziehung fließt eine 0,5 mm Öffnungsdüse mit 0,10 L/min bei 3 bar etwa 0,07 L/min bei 1,5 bar.
Empfehlung: Wähle eine Düse, die die gewünschte Durchflussrate in der Mitte ihres Druckbereichs erreicht (nicht auf Minimum oder Maximum), um einen Einstellungskopf zu ermöglichen.
Schritt 5: Material basierend auf der Abriebanalyse auswählen
Schätzung der jährlichen Betriebsstunden und Berechnung der Ersatzkosten der Düse über einen Zeitraum von 3 Jahren:
Beispielberechnung (316SS vs. Wolframkarbid):
- Betriebszeiten: 4.000 Stunden/Jahr
- 316SS Düsenlebensdauer: 400 Stunden → 10 Austausch pro Jahr zu 45 $ pro Stück = 450 $ pro Jahr
- Lebensdauer von Wolframkarbid: 3.200 Stunden → 1,25 Austausch pro Jahr zu 180 $ pro Stück = 225 $ pro Jahr
Trotz 4× höheren Stückkosten spart Hartmetall 225 Dollar pro Düse. Bei einer Installation mit 10 Düsen sind 3 Jahre Ersparnis = 6.750 US-Dollar.
! 4-Orifice-Wear-Mikroskop-Vergleich
{kind=link}
6. Wartungsprotokolle zur Vermeidung von Beschichtungsfehlern
6.1 Durchflussüberwachung: Die entscheidende vorbeugende Maßnahme
Legen Sie bei der Inbetriebnahme die Basisdurchflussraten für jede Düse fest und überwachen Sie wöchentlich. Eine Verschiebung von ±5 % weist auf Verschleiß der Öffnung oder eine teilweise Verstopfung hin, die sofortiges Handeln erfordert.
Überwachungsverfahren:
- Isoliere einzelne Düsen vom Verteiler
- Messen Sie die Durchflussrate bei Standardprüfdruck (z. B. 3,0 bar) für 60 Sekunden
- Vergleichen Sie mit der Grundlinie; Markiere jede Düse mit einer Abweichung von >5 %
- Daten im Wartungsverfolgungssystem protokollieren
Prädiktiver Austauschplan: Düsen ersetzen, wenn der Durchflussabdrift +8 % (Verschleiß) oder -15 % (teilweise Verstopfung) erreicht. Zu warten, bis sichtbare Beschichtungsfehler auftreten, bedeutet in der Regel, dass Sie bereits 200–500 fehlerhafte Einheiten produziert haben.
6.2 Reinigungsprotokolle zur Verstopfung
Eine Verstopfung der Düse in der AR-Beschichtung entsteht typischerweise dadurch, dass das Beschichtungsmaterial zwischen Produktionsläufen innerhalb der Öffnung trocknet oder durch Partikelagglomeration in hochfesten Suspensionen.
Tägliche Reinigung (Produktionsumgebung):
- Spülen Sie mit einem Beschichtungslösungsmittel (Ethanol, Isopropanol oder Wasser, je nach Formulierung) für 2–3 Minuten bei 1–2 bar unmittelbar nach dem Abschalten
- Überprüfen Sie den Durchfluss jeder Düse während des Spülzyklus
- Niemals Beschichtungsmaterial in den Düsen trocknen lassen
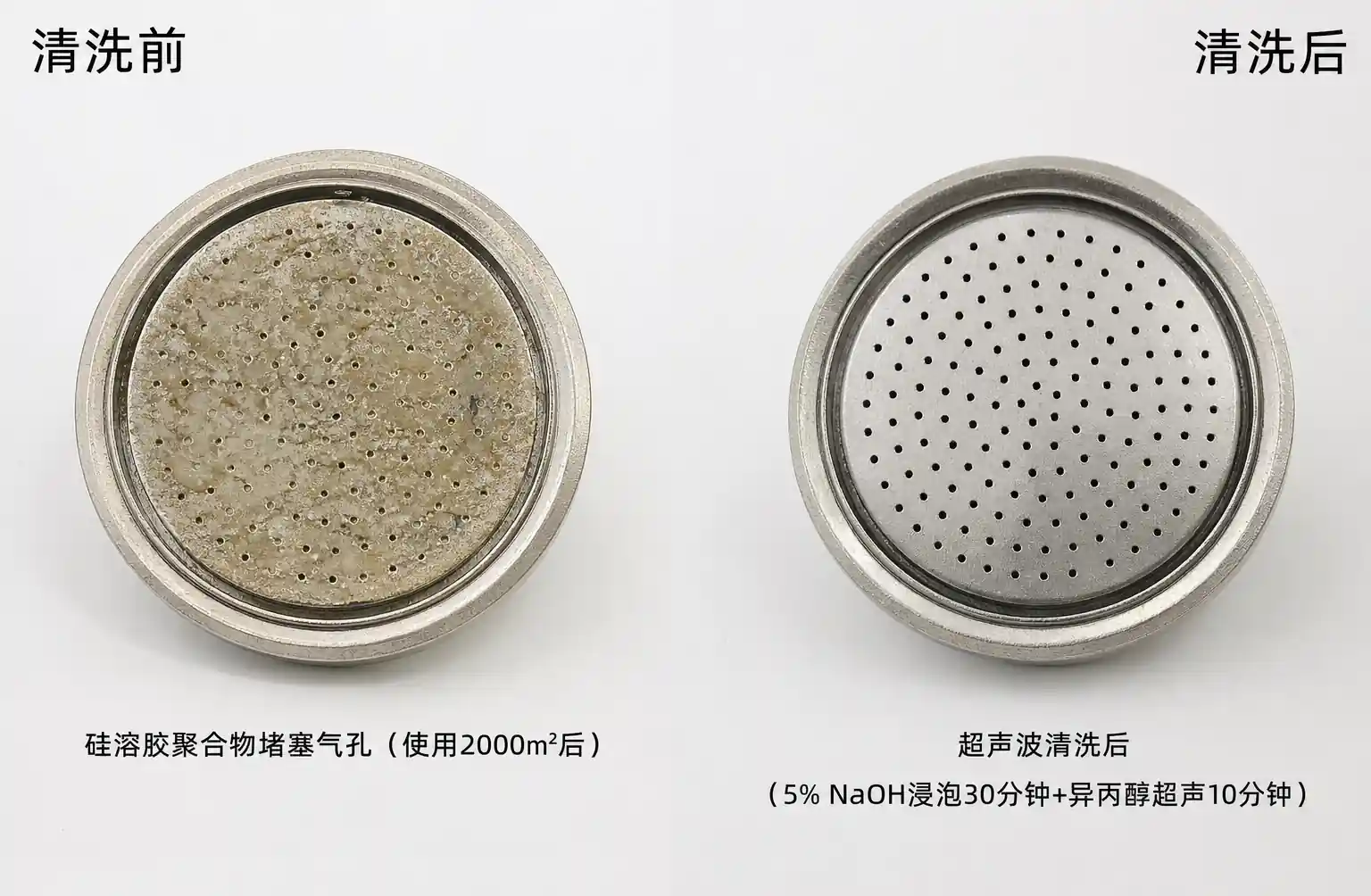
Wöchentliche Reinigung:
- Düsen aus dem Ansaugrohr entfernen
- Ultraschallreinigung in geeignetem Lösungsmittel für 15–20 Minuten
- Inspizieren Sie die Öffnung unter Vergrößerung (10–20×) auf Abnutzung oder Ablagerungen
- Föhnen mit gefilterter Druckluft oder Stickstoff
Wichtig: Verwenden Sie niemals Metalldraht oder Werkzeuge, um Düsen freizumachen – das beschädigt die Präzisionsöffnungen. Verwenden Sie nur weiche Nylonbürsten oder Ultraschallmethoden.
6.3 Verschleißinspektions- und Austauschkriterien
Eine visuelle Öffnungsinspektion unter dem Mikroskop sollte je nach Abrasivität der Beschichtung alle 200–500 Betriebsstunden durchgeführt werden.
Ersatzauslöser:
- Durchflusszunahme >8 % gegenüber dem Ausgangswert bei konstantem Druck
- Sichtbare Erosion oder Rundung der Öffnungskante
- Sprühmusterverzerrung (Asymmetrie, Streifenbildung)
- Die Variation der Beschichtungsdicke überschreitet die Prozessgrenzen
Mikroskopietechnik: Verwenden Sie eine Vergrößerung von 20–50 × mit koaxialer Beleuchtung. Vergleiche die Kantenschärfe der Öffnung mit dem neuen Düsenreferenzbild. Abgenutzte Öffnungen zeigen abgerundete Kanten statt scharfer Geometrie.
! 5-Beschichtung-Gleichmäßigkeit-Wärmekarte
{kind=link}
7. Häufige Installationsfehler und Korrekturen
7.1 Unzureichende Überlappung, die zu Streaking führt
Fehler: Düsen auf der maximal angegebenen Sprühbreite des Herstellers einbauen, ohne die Kantenkonizierung zu berücksichtigen.
Konsequenz: Die Beschichtungsdicke sinkt an Überlappungszonen um 15–25 %, wodurch sichtbare Streifen entstehen.
Korrektur: Design für mindestens 30 % Überschneidung. Bei einer Düse mit einer effektiven Breite von 200 mm zentriert der Raum bei ≤140 mm. Gleichmäßigkeit mit wasserempfindlichem Papier oder Beschichtungsdickenmessung über die gesamte Breite validieren.
7,2 Falsche Abstandsdistanz
Fehler: Düsen zu nah (<100 mm) oder zu weit (>300 mm) vom Substrat entfernt.
Konsequenz: Zu nah verursacht übermäßige Aufprallkraft und mögliche Spritzer; Zu weit zu viel ermöglicht eine übermäßige Tröpfchenverdunstung und Übersprühung, wodurch die Übertragungseffizienz von 85–90 % auf 60–70 % reduziert wird.
Korrektur: Befolgen Sie die Empfehlungen des Herstellers (typischerweise 150–250 mm für flache Lüfterdüsen). Validieren Sie durch Messung der Beschichtungsdickengleichmäßigkeit und leitenden Massenausgleich, um >80 % Übertragungseffizienz zu bestätigen.
7.3 Unzureichende Filterung
Fehler: Weglassen von Inline-Filtern oder Verwendung von Filtern mit einer Maschengröße, die größer als der Düsenöffnungsdurchmesser ist.
Konsequenz: Teilcheneindringung verursacht schnelle Verstopfungen oder Schäden an der Öffnung.
Korrektur: Installieren Sie 100-Mesh (149 Mikron) oder feinere Filter stromaufwärts aller Düsen. Für Düsen mit Öffnungen <0,5 mm verwenden Sie 200-Mesh (74 Mikron) Filter. Ersetzen Sie die Filterelemente, wenn der Druckabfall über dem Filter 0,3 bar übersteigt.
7.4 Mischdüsenverschleiß in derselben Bank
Fehler: Nur die am stärksten abgenutzten Düsen ersetzen, sodass eine Mischung aus neuen und teilweise abgenutzten Düsen zusammenarbeitet.
Konsequenz: Die Variation der Durchflussrate am Ufer führt zu einer Dickenungleichmäßigkeit. Eine abgenutzte Düse, die 10 % höher fließt als benachbarte neue Düsen, erzeugt ein sichtbares Band.
Korrektur: Ersetzen Sie alle Düsenbänke gleichzeitig oder halten Sie beim Mischen alter und neuer Düsen eine strikte Durchflussanpassung (±3 %) ein. Verfolgen Sie Installationsdaten und Betriebszeiten pro Düse.
! 6-Reinigungsverfahren-vorher-nachher
{kind=link}
8. FAQ
F: Kann ich dieselben Düsen für TiO₂- und SiO₂-Beschichtungen verwenden?
A: Ja, aber überwachen Sie die Verschleißraten genau. TiO₂-Suspensionen sind typischerweise weniger abrasiv als SiO₂. Wenn du hauptsächlich Siliziumdioxid sprühst, dimensioniere deine Materialauswahl (Hartmetall/Keramik) für diese Anwendung; Es wird überdimensioniert, aber für Titania akzeptabel.
F: Woran erkenne ich, ob meine Beschichtungsfehler an der Düse oder an Formulierungsproblemen liegen?
A: Führen Sie folgende Tests durch: (1) Messung der Durchflussrate jeder Düse — Variation >5 % weist auf das Düsenproblem hin. (2) Wasserempfindliches Papier sprühen, um die Gleichmäßigkeit des Sprühmusters zu visualisieren. (3) Wenn Defekte zufällig sind, verdächtige Formulierung; Wenn die Defekte positionsbezogen oder gestreift sind, vermuten Sie Düsen.
F: Wie hoch ist die typische Übertragungseffizienz beim Sprühen von AR-Filmen?
A: Erwarten Sie 75–85 % mit richtig optimierten hydraulischen Flachlüfterdüsen und 80–90 % mit luftunterstützten Systemen. Die Übertragungseffizienz hängt stark vom Abstandsabstand, der Größe der Tröpfchen und den Luftströmen in der Beschichtungskabine ab. Werte unter 70 % deuten auf eine schlechte Einrichtung hin.
F: Sollte ich Edelstahl- oder Kunststoffkrümmer für Düsenbänke verwenden?
A: Für saure oder alkalische Formulierungen verwenden Sie 316SS- oder PVDF-Mannigfaltigkeiten. Für neutrale, pH-basierte wasserbasierte Beschichtungen sind PVDF oder PVC akzeptabel und kostengünstiger. Stellen Sie sicher, dass der innere Durchmesser des Ansaugrohrs eine Durchflussgeschwindigkeit von <0,5 m/s bietet, um Druckabfälle zwischen erster und letzter Düse zu vermeiden.
F: Kann ich Düsen mit höherem Druck betreiben, um Verschleiß auszugleichen, anstatt sie zu ersetzen?
A: Nicht empfohlen. Ein erhöhter Druck verschiebt die Tropfengrößenverteilung und kann dich außerhalb des optimalen Atomisierungsbereichs bringen. Dies führt oft zu einer schlechteren Beschichtungsqualität, selbst wenn die Dicke korrigiert wird. Ersetzen Sie abgenutzte Düsen, anstatt sie mit Druck auszugleichen.
F: Wie oft sollte ich die Beschichtungsdicke im Vergleich zum Durchfluss der Düse kalibrieren?
A: Wöchentliche Korrelationsprüfung wird für Produktionsumgebungen empfohlen. Monatliche vollständige Kalibrierung, einschließlich Sprühmusterbildgebung und Tropfengrößenanalyse. Nach jedem Düsenwechsel sollten Sie die Dickengleichmäßigkeit überprüfen, bevor Sie die volle Produktion wieder aufnehmen.
9. Fazit und weitere Maßnahmen
Präzise Sprühdüsenauswahl und -wartung wirken sich direkt auf die Qualität der Solarpanel-AR-Beschichtung und die Produktionswirtschaftlichkeit aus. Die wichtigsten Erkenntnisse aus unserer Felderfahrung:
- Tröpfchengröße (15–40 Mikrometer) treibt die Beschichtung der Mikrostruktur an — zu groß erzeugt Texturdefekte, zu klein verursacht trockene Ablagerungen
- Die Materialauswahl bestimmt die Gesamtbesitzkosten — Wolframkarbid oder Siliziumkarbid zahlt sich in Hochabrasionsanwendungen trotz 3–6 × höheren Stückkosten selbst aus
- Durchflussüberwachung ist das mit Abstand effektivste prädiktive Wartungsinstrument – wöchentliche Kontrollen mit ±5%-Toleranz-Fangproblemen vor dem Ertragsverlust
- Überlappungsdesign ist wichtiger als die Düsenspezifikationen — mindestens 30 % Überlappung verhindert Streifen, die die Katalogsprühwinkel nicht zeigen
- Niemals den Verschleiß durch Erhöhung des Drucks ausgleichen — das verändert die Sprüheigenschaften und verschlechtert oft die Beschichtung