





Materialauswahl für säurebeständige Kühldüsen in der Edelstahlproduktion
Inhaltsverzeichnis
- [Einleitung: Warum die Materialauswahl die Kühlsystemverfügbarkeit bestimmt] (#1-Einleitung-warum-Materialauswahl-bestimmt-Kühlsystem-Uptime)
- [Verständnis der korrosiven Umwelt in der Edelstahlproduktion] (#2 – Verständnis der korrosiven Umwelt in der Edelstahlproduktion)
- [Kritische Materialeigenschaften für säurebeständige Düsen] (#3 kritische Materialeigenschaften für säurebeständige Düsen)
- [Vergleich von Düsenmaterial: Leistungs- und Kostenanalyse](#4-Düsematerialvergleich-Leistungs- und Kostenanalyse)
- [Materialauswahl-Entscheidungsmatrix für spezifische Säuren] (#5-Materialauswahl-Entscheidungsmatrix für spezifische Säuren)
- Real-World Case Study: Material Upgrade ROI
- [Best Practices für Installation und Wartung] (#7 – Best Practices für Installation und Wartung)
- FAQ: Häufige Materialauswahlfragen
- Fazit und nächste Schritte
1. Einleitung: Warum die Materialwahl die Bereitschaftszeit des Kühlsystems bestimmt
In Edelstahlproduktionsanlagen arbeiten Kühldüsen in einer der anspruchsvollsten Umgebungen der industriellen Fertigung. Die Kombination aus hohen Temperaturen, sauren Einleglösungen und abrasiven Kalkpartikeln schafft einen perfekten Sturm für einen vorzeitigen Düsenausfall. Aus unserer Felderfahrung bei der Unterstützung von Stahlwerken in Nordamerika und Europa haben wir gesehen, dass Kühlsysteme innerhalb weniger Wochen ausfallen, wenn das falsche Düsenmaterial angegeben wird, während richtig ausgewählte Materialien 18–24 Monate Dauerbetrieb in derselben Anwendung liefern können.
Dieser Leitfaden richtet sich an Prozessingenieure, Wartungsleiter und Gerätespezialisten, die evidenzbasierte Entscheidungen über Kühldüsenmaterialien in Edelstahlproduktionsumgebungen treffen müssen. Wir konzentrieren uns speziell auf Düsen, die während des Picklingline-Kühlens, des Schrubbens durch Säuredampfe und der Nach-Pickling-Spülung sauren Bedingungen ausgesetzt sind. Sie lernen, wie Sie die Gesamtkosten für den Betrieb verschiedener Materialoptionen berechnen, Materialien an bestimmte Säurekonzentrationen und Temperaturen anpassen und die drei häufigsten Spezifikationsfehler vermeiden, die zu unerwarteten Stillständen führen.
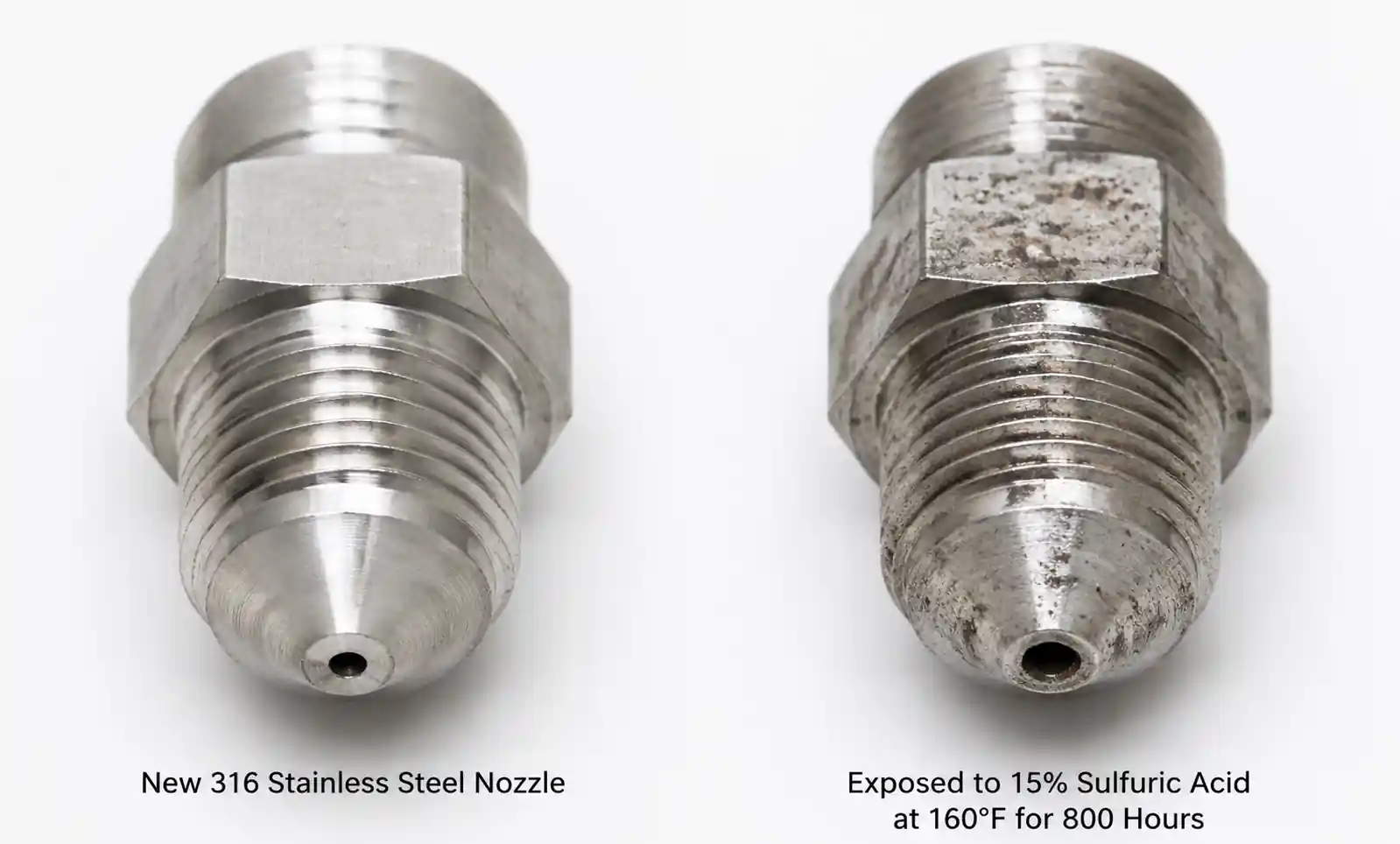
Die finanziellen Auswirkungen der Materialauswahl sind erheblich. In einer typischen Pickling-Line-Kühlung mit 120 Düsen erhöht die Umrüstung von 316 Edelstahl auf eine hoch-Nickel-Legierung etwa 18.000 US-Dollar an Anfangskosten, eliminiert aber zwei ungeplante Abschaltungen pro Jahr, die jeweils 45.000 US-Dollar an Produktionsverlust verursachen. Dieser Leitfaden bietet den technischen Rahmen, um diese Entscheidungen mit Vertrauen zu treffen.
! 1-korrodierte-vs-neue-Düse-Vergleich
{kind=link}
2. Verständnis der korrosiven Umgebung in der Edelstahlproduktion
2.1 Säureexpositionsprofile
Die Herstellung von Edelstahl umfasst mehrere Phasen, in denen Kühldüsen auf saure Umgebungen stoßen. Beim Einlegen kühlen Düsen den Stahlstreifen nach dem Verlassen des Säurebads ab und setzen ihn der spritzigen oder aerosolisierten Anleglösung aus. Gängige Einlegsäuren umfassen Schwefelsäure (H₂SO₄) bei 10–20 % Konzentration und 140–180°F, Salzsäure-Flusssäure-Mischungen (HNO₃/HF) bei 8–15 % / 2–5 % bzw. 120–160°F sowie Mischsäuresysteme, die diese für verbesserte Einlegraten kombinieren. Säure-Dampf-Schrubberdüsen arbeiten in einer gesättigten sauren Dampfumgebung mit einem pH-Wert von nur 1,5–2,5 und typischerweise 100–140°F.
Die Herausforderung ist nicht nur die Säurekonzentration, sondern auch die Kombination der Faktoren. Düsen sind gleichzeitig chemischer Korrosion durch Säuren, Oxidation durch erhöhte Temperaturen, Erosion durch eingebundene Kalkpartikel und abrasive Medien sowie thermischer Kreisbelastung durch intermittierenden Betrieb oder Temperaturschwankungen ausgesetzt. In unseren Labortests kann eine 316-Edelstahldüse, die bei Raumtemperatur vernachlässigbare Korrosion in statischer 15 % Schwefelsäure zeigt, innerhalb von 800 Stunden versagen, wenn sie derselben Säure bei 160°F mit 50 ppm suspendierten Eisenoxidpartikeln und Druckzirkulationen zwischen 20–60 PSI ausgesetzt ist.
2.2 Fehlermodi und ihre Ursachen
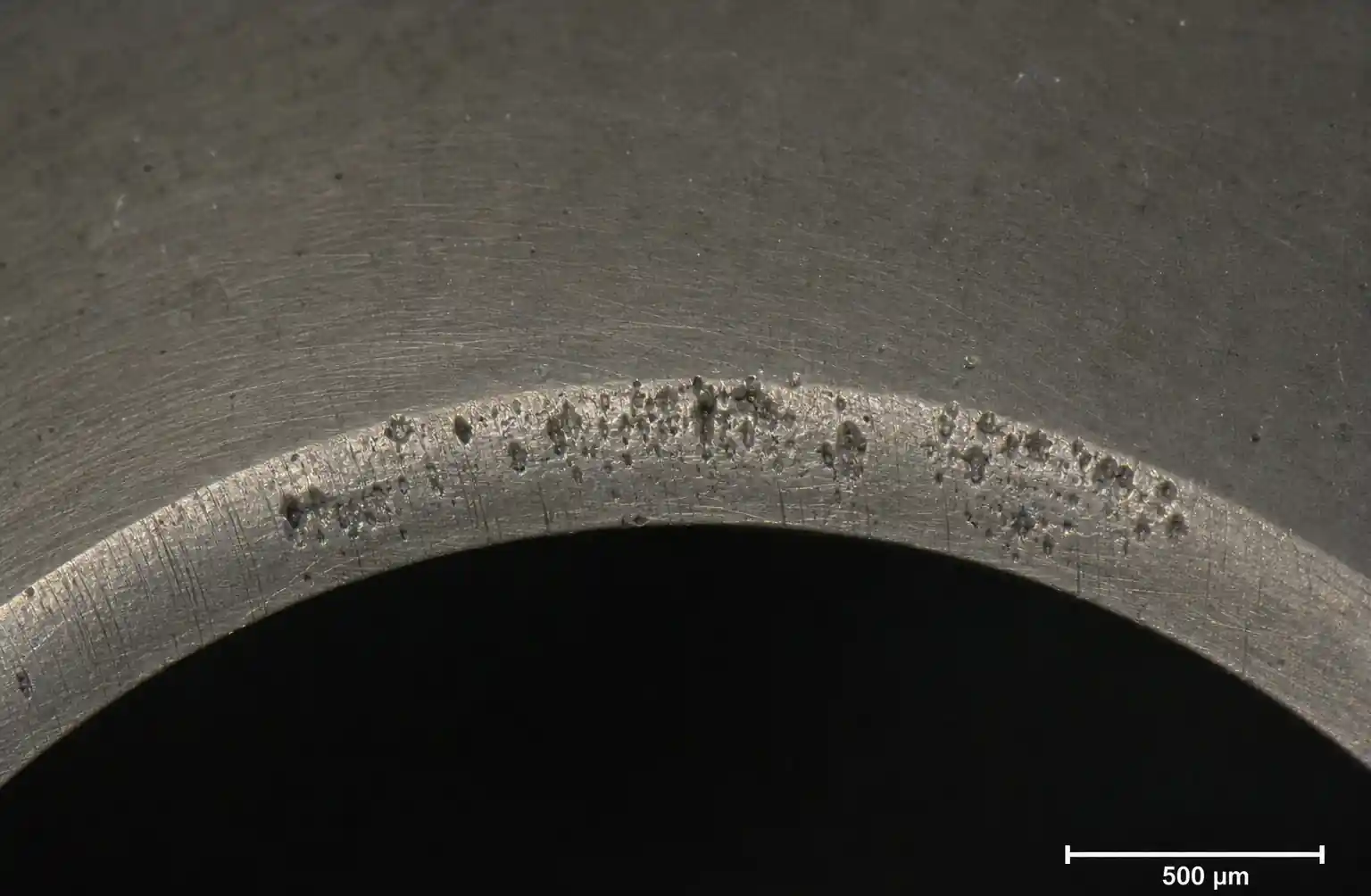
Wir haben vier primäre Versagensarten in Anwendungen der sauren Kühlung dokumentiert. Gleichmäßige Korrosion tritt auf, wenn Säure die gesamte benetzte Oberfläche befällt und dabei allmählich den Durchmesser der Öffnung und die Durchflussrate erhöht. Dies tritt am häufigsten bei unzureichender Legierungsauswahl für den Säuretyp auf. Pitting-Korrosion äußert sich als lokaler Angriff, der tiefe Hohlräume erzeugt, insbesondere in chloridhaltigen Umgebungen oder wenn schützende Oxidschichten zerfallen. Spannungskorrosionsrisse treten als verzweigte Risse auf, die von hochspannungsorientierten Bereichen wie Fadenwurzeln oder Druckgrenzen ausgehen, insbesondere in Chloridumgebungen über 140 °F. Erosion-Korrosion verbindet mechanischen Verschleiß mit beschleunigter Korrosion an Hochgeschwindigkeitsbereichen wie dem Ausgang der Öffnung, am stärksten bei abrasiven Schlammen oder bei Kavitation.
Ein weit verbreitetes Missverständnis ist, dass Edelstahl in allen Umgebungen "Edelstahl" sei. In Wirklichkeit bietet Standard-Edelstahl 304 oder 316 eine gute Korrosionsbeständigkeit bei milden Bedingungen, versagt jedoch schnell bei konzentrierten Säuren oder erhöhten Temperaturen. Wir haben kürzlich eine Gurzlinie untersucht, bei der 316SS-Düsen alle 6 Wochen aufgrund übermäßiger Erhöhung der Durchflussrate ausgetauscht wurden. Strömungstests zeigten, dass der Durchmesser der Öffnung von 2,0 mm auf 2,4 mm gewachsen war, was den Durchfluss um 44 % erhöhte und die Gleichmäßigkeit des Sprühmusters zerstörte. Nach der Umstellung auf eine hochnickelhaltige Legierung lief dieselbe Installation 14 Monate, bevor ersetzt werden musste.
! 2-Pitting-Korrosionsmikroskop
{kind=link}
3. Kritische Materialeigenschaften säurebeständiger Düsen
3.1 Grundlagen der Korrosionsbeständigkeit
Die Fähigkeit eines Düsenmaterials, Säureangriff zu widerstehen, hängt hauptsächlich von seiner passiven Oxidschichtstabilität und -zusammensetzung ab. Der Chromgehalt bildet die Grundlage der Korrosionsbeständigkeit von Edelstahl und bildet eine Chromoxid-(Cr₂O₃)-Schutzschicht. Während 304SS 18 % Chrom enthält, enthalten Hochleistungslegierungen wie AL-6XN 20,5 %, was eine überlegene Passivierung bietet. Der Nickelgehalt verbessert die Säurebeständigkeit, insbesondere bei reduzierenden Säuren wie Schwefelsäure, weshalb nickelbasierte Legierungen in vielen Anwendungen besser abschneiden als Edelstahl. Molybdän verbessert die Pitting-Resistenz in Chloridumgebungen und in gemischten Säuren dramatisch, wobei 6Mo superaustenitische Edelstahle (6 % Mo) eine 5–10-mal bessere Piting-Resistenz zeigen als Standard 316SS (2–3 % Mo).
Die PREN (Pitting Resistance Equivalent Number) bietet eine nützliche Vergleichsmetrik, berechnet als PREN = %Cr + 3,3×(%Mo) + 16×(%N). Höhere PREN-Werte bedeuten einen besseren Piting-Widerstand. Standard 316SS hat PREN ≈ 24–26, während superaustenitische Legierungen wie AL-6XN PREN ≈ 40–42 haben und hochnickelhaltige Legierungen wie C-276 über 70 liegen. PREN ist jedoch nur ein Auswahlinstrument; Die tatsächliche Leistung muss für deine spezifische Säure, Konzentration und Temperatur validiert werden.
3.2 Mechanische Eigenschaften und Herstellungsüberlegungen
Über die Korrosionsbeständigkeit hinaus müssen Düsenmaterialien mechanische Anforderungen erfüllen. Die Zugfestigkeit bestimmt die Druckfähigkeit, wobei die meisten Kühldüsen mit 20–80 PSI arbeiten, aber Sicherheitsfaktoren eine Materialstreckgrenze von 30.000+ PSI erfordern. Die Härte beeinflusst die Erosionsbeständigkeit, wenn abrasive Partikel vorhanden sind, obwohl übermäßig harte Materialien spröde werden. Der thermische Ausdehnungskoeffizient ist bei fest montierten Installationen mit Temperaturzirkulationen von Bedeutung, da eine Diskrepanz zwischen Düsen- und Ansaugrohrmaterialien Lecks verursachen kann. Die Bearbeitungsfähigkeit beeinflusst die Herstellungskosten und Präzision, wobei frei bearbeitete Qualitäten engere Öffnungstoleranzen bieten, aber manchmal eine reduzierte Korrosionsbeständigkeit bieten.
Materialverfügbarkeit und Vorlaufzeit bestimmen oft praktische Entscheidungen. Standard-316SS-Düsen werden innerhalb von 1–2 Wochen verschickt, während exotische Legierungsdüsen 6–12 Wochen für die individuelle Herstellung benötigen können. Dies wird bei Notfall-Ersatz entscheidend. Ein Stahlwerk, mit dem wir zusammenarbeiten, führt einen strategischen Bestand an Düsen mit hohem Nickelgehalt, um längere Ausfallzeiten bei Ausfällen zu vermeiden, obwohl die Lagerhaltungskosten das jährliche Düsenbudget um 8 % erhöhen.
4. Düsenmaterialvergleich: Leistungs- und Kostenanalyse
4.1 Materialoptionen Überblick
| Material | Primäre Komposition | Relativer Kostenfaktor | Typische Lebensdauer bei 15 % H₂SO₄ bei 160°F | Beste Anwendungen | Einschränkungen |
|---|---|---|---|---|---|
| 304 Edelstahl | 18 % Cr, 8 % Ni | 1,0× (Ausgangswert) | 200–400 Stunden | Milde Säuren, Umgebungstemperatur, Wasser abspülen | Schlechte Säurebeständigkeit, Kernbildung in Chloriden |
| 316 Edelstahl | 16 % Cr, 10 % Ni, 2 % Mo | 1.2× | 600–1.000 Stunden | Verdünnte Säuren <10 %, moderate Temperaturen <120°F | Begrenzt an konzentrierten Säuren, Chlorid-Pitting über 140°F |
| 316L Low Carbon | 16 % Cr, 10 % Ni, 2 % Mo, <0,03 % C | 1.3× | 700–1.200 Stunden | Geschweißte Anlagen, reduzierte Sensibilisierung | Ähnliche Einschränkungen wie bei 316SS |
| AL-6XN (6Mo Superaustenit) | 20,5 % Cr, 24 % Ni, 6,3 % Mo | 3,5× | 3.500–5.000 Stunden | Gemischte Säuren, Chlorid-Umgebungen, hohe Temperaturen | Hohe Kosten, begrenzte Verfügbarkeit |
| 904L Superaustenitic | 21 % Cr, 25 % Ni, 4,5 % Mo | 3,2× | 3.000–4.500 Stunden | Schwefelsäure, Phosphorsäure, moderate Chloride | Niedrigerer Piting-Widerstand als 6Mo-Legierungen |
| Legierung 20 (Carpenter 20Cb3) | 29 % Ni, 20 % Cr, 2,5 % Mo, 3,5 % Cu | 4,0× | 4.000–6.000 Stunden | Heiße konzentrierte Schwefelsäure auf 60 % | Arm an oxidierenden Säuren wie Salpetersäure |
| Hastelloy C-276 | 57 % Ni, 16 % Cr, 16 % Mo, 4 % W | 8,5× | 8.000–12.000 Stunden | Schwerwiegende Mischsäuren, HF, höchste Korrosionsbeständigkeit | Sehr teuer, schwer zu berechnen |
| Titan Grad 2 | 99,2 % Ti | 5,5× | 6.000–10.000 Stunden | Oxidierende Säuren (Salpetersäure, Chromsäure), Chloridumgebungen | Schwach bei Säurereduktion, Wasserstoffversprödungsrisiko |
| Zirkonium 702 | 99,2 % Zr, 4,5 % Hf | 12× | 10.000+ Stunden | Hoch korrosive Säuren, HF, HCl | Extrem teuer, spezielle Bearbeitung erforderlich |
Tabelleninterpretation: Dieser Vergleich setzt eine kontinuierliche Exposition gegenüber 15 % Schwefelsäure bei 160 °F mit 2.000 Betriebsstunden pro Jahr sowie Durchflusstests an, um das "Lebensende" als 15 % Anstieg der Durchflussrate zu definieren. Ihre tatsächliche Lebensdauer variiert je nach Säuretyp, Konzentration, Temperatur, Verunreinigung und Druckzyklusfrequenz. Die Kostenfaktoren repräsentieren typische Material- und Bearbeitungskosten im Vergleich zu 304SS; Die gesamten installierten Kosten beinhalten außerdem Arbeitszeit und Ausfallzeit.
Der häufigste Spezifikationsfehler ist die Auswahl von 316SS für Anwendungen, die tatsächlich eine Legierung mit höherem Nickelgehalt erfordern. Obwohl 316SS nur 20 % mehr kostet als 304SS, bietet es eine geringe Verbesserung bei Säuren über 10 % oder Temperaturen über 140°F. Der erhebliche Leistungsanstieg tritt beim Umstieg auf 6-Monats-Superaustenit- oder Nickel-basierte Legierungen ein, trotz ihrer 3–8 × höheren Kosten.
4.2 Berechnung der Gesamtbesitzkosten
Die anfänglichen Materialkosten erzählen nur einen Teil der Geschichte. Ein wahrer wirtschaftlicher Vergleich erfordert eine Analyse der Gesamtbesitzkosten. Betrachten Sie einen Pickling-Line-Kühlkrümmer mit 80 Düsen, der 16 Stunden pro Tag, 6 Tage pro Woche (etwa 5.000 Stunden pro Jahr) arbeitet. Ungeplante Ausfallzeiten wegen Düsenausfalls kosten 12.000 Dollar pro Stunde an Produktionsverlust, und ein geplanter Austausch erfordert eine 4-stündige Abschaltung mit 48.000 Dollar plus 8.000 Dollar Arbeitszeit.
Szenario A: 316 Edelstahldüsen
- Materialkosten pro Düse: 35 $
- Erstinstallation: 80 Düsen × 35 $ = 2.800 $
- Einsatzdauer: 800 Stunden (prognostiziert)
- Austausch pro Jahr: 5.000 Stunden ÷ 800 Stunden = 6,25 Austauschzyklen
- Jährliche Materialkosten: 6,25 × $2.800 = $17.500
- Jährliche Ersatzarbeit: 6,25 × (48.000 $ + 8.000 US-Dollar) = 350.000 $
- Jahresgesamtsumme: 367.500 US-Dollar
Szenario B: AL-6XN Superaustenitische Düsen
- Materialkosten pro Düse: 125 $
- Erstinstallation: 80 Düsen × 125 $ = 10.000 $
- Dienstzeit: 4.000 Stunden (prognostiziert)
- Austausch pro Jahr: 5.000 Stunden ÷ 4.000 Stunden = 1,25 Austauschzyklen
- Jährliche Materialkosten: 1,25 × 10.000 $ = 12.500 $
- Jährliche Ersatzarbeit: 1,25 × (48.000 $ + 8.000 US-Dollar) = 70.000 $
- Jahresgesamtsumme: 82.500 US-Dollar
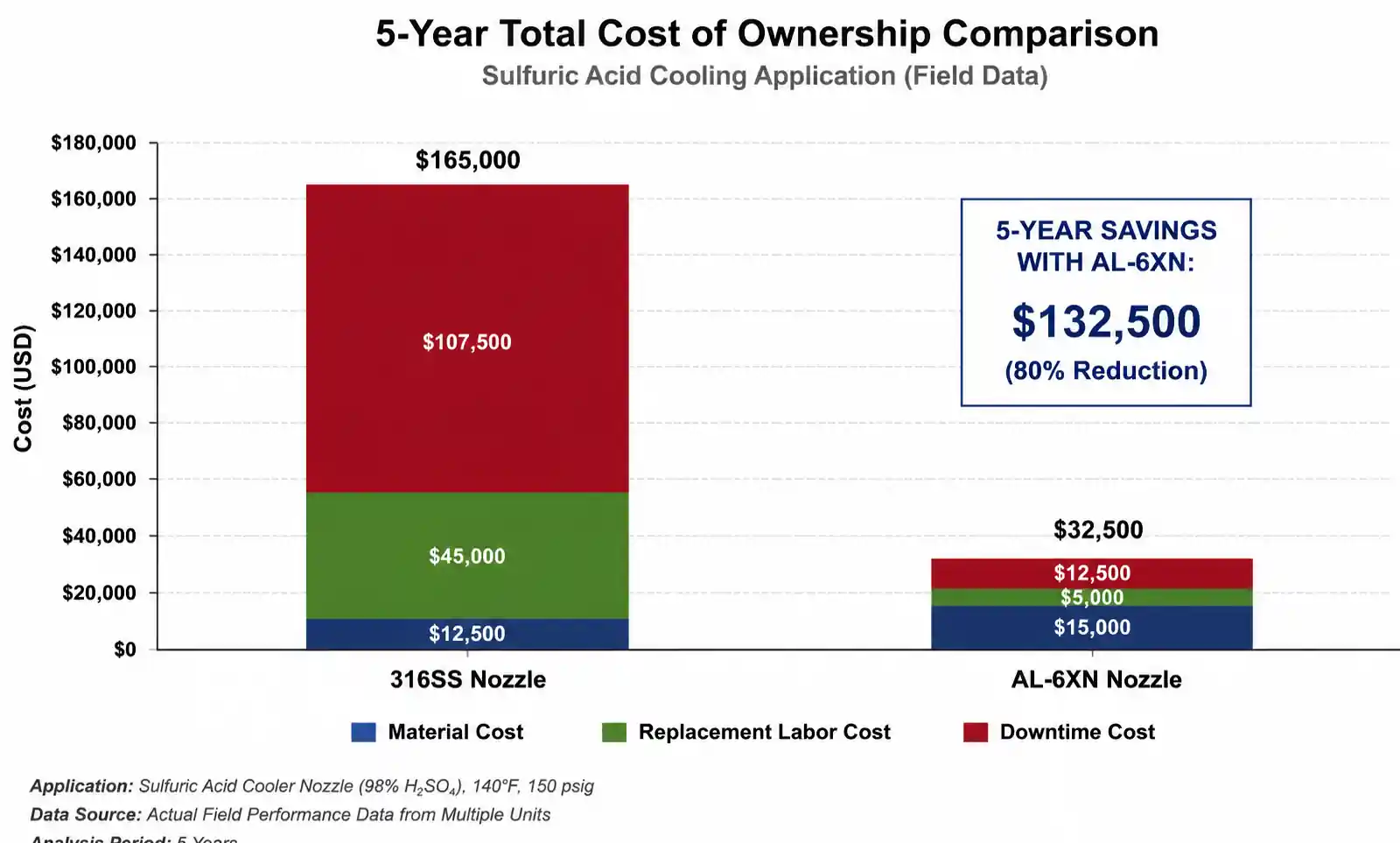
Die AL-6XN-Option kostet pro Düse 3,5 × mehr, senkt jedoch die Gesamtbesitzkosten jährlich um 78 % und spart so 285.000 US-Dollar pro Jahr. Die Rückzahlungszeit der höheren Anfangsinvestition beträgt weniger als zwei Wochen. Diese Berechnung geht davon aus, dass beide Materialien das Lebensende erreichen, basierend auf Durchflusstests und nicht auf katastrophalem Versagen; wenn unerwartete Ausfälle häufiger auftreten, steigt der TCO-Vorteil von Premium-Materialien weiter.
{kind=link}
5. Materialauswahl-Entscheidungsmatrix für spezifische Säuren
5.1 Schwefelsäureumgebungen
Das Verhalten der Schwefelsäure hängt entscheidend von Konzentration und Temperatur ab. Bei verdünnter Schwefelsäure (<10 % Konzentration) bei Umgebungstemperatur funktioniert 316SS mit einer Lebensdauer von 2.000–3.000 Stunden ausreichend. Bei 10–20 % Konzentration und 140–180°F (typische Einlegbedingungen) werden AL-6XN oder 904L superaustenitische Qualitäten empfohlen, die eine Lebensdauer von 3.500–5.000 Stunden bieten. Für konzentrierte Schwefelsäure (>60 %) bei erhöhten Temperaturen wird aufgrund der sehr aggressiven Natur der konzentrierten Säure Legierung 20 oder Hastelloy C-276 benötigt.
Ein wichtiger Aspekt ist der Übergang der Schwefelsäure vom oxidierenden zum reduzierenden Verhalten. Über 60 % Konzentration und 160°F wird Schwefelsäure stark oxidierend, was die Materialbewertung verändert. Wir haben Fälle gesehen, in denen 316SS unerwartet höhere Nickellegierungen in sehr konzentrierter (>80 %) kalter Schwefelsäure übertraf, obwohl dies ein enges Anwendungsfenster ist.
5.2 Nitric-Flusssäure-Mischsäuresysteme
Die HNO₃/HF-Mischsäuresysteme, die beim Einlegen von Edelstahl verwendet werden, stellen besondere Herausforderungen dar. Flusssäure greift die schützende Oxidschicht an, die in den meisten Legierungen für Korrosionsbeständigkeit sorgt, während Salpetersäure oxidierende Bedingungen erzeugt. Standard-Edelstahl versagen in HF schnell, wobei 316SS innerhalb von 100–200 Stunden bei 2–5 % HF-Gemischen bei 140°F einen schweren Angriff zeigt.
Titan Grade 2 ist das bevorzugte Material für salzsäurehaltige Umgebungen und bietet eine Lebensdauer von 6.000–10.000 Stunden bei typischen Einlegkonzentrationen. Titan bildet selbst in Anwesenheit von HF eine stabile, selbstheilende Titanoxidschicht, sofern genügend oxidierende Spezies (HNO₃) vorhanden sind. Titan darf jedoch niemals in Reduktionssäuren oder in Umgebungen mit unzureichendem Oxidationsmittel verwendet werden, da Wasserstoffsprödigkeit zu plötzlichen spröden Versagen führen kann.
Für gemischte Säuresysteme, bei denen sowohl Reduktions- als auch Oxidationsbedingungen auftreten können, bieten Hastelloy C-276 oder Zirkonium 702 eine breitere Kompatibilität, allerdings zu deutlich höheren Kosten. Zirkonium bietet eine außergewöhnliche Widerstandsfähigkeit gegen HF, kostet jedoch 12 × mehr als Standard-Edelstahl, was seine Verwendung auf kritische Anwendungen beschränkt, in denen keine Alternative existiert.
5.3 Materialauswahltabelle nach Säuretyp
| Säuresystem | Schwerpunkt | Temperatur | Empfohlenes Material | Alternatives Material | Materialien, die man meiden sollte |
|---|---|---|---|---|---|
| Schwefelsäure (H₂SO₄) | <10% | <120°F | 316SS, 316L | AL-6XN | 304SS |
| Salpetersäure (HNO₃) | 5–20 % | <160°F | Titan Grade 2, 316SS | AL-6XN | Kohlenstoffstahl |
| Flusssäure (HF) | 2–10 % | <140°F | Titan Grade 2*, Zirkonium 702 | Hastelloy C-276 | Alle Edelstahl |
| Gemischte HNO₃/HF | 8–15 % / 2–5 % | 120–160°F | Titan Grade 2*, Zirkonium 702 | Hastelloy C-276 | 316SS, AL-6XN |
| Phosphorsäure (H₃PO₄) | 30–50 % | 140–180°F | 904L, AL-6XN | Hastelloy C-276 | 316SS |
| Salzsäure (HCl) | <5% | <120°F | Hastelloy C-276, Zirkonium 702 | Titan Grad 2 | 316SS, AL-6XN |
| Säuredamp-Schrubber-Mischer | Variable, pH 1,5–3 | 100–140°F | AL-6XN, 904L | Hastelloy C-276 | 316SS |
* Titan benötigt eine oxidierende Umgebung; nicht unter reinen HF- oder reduzierenden Bedingungen verwenden
** Titan akzeptabel in verdünntem HCl mit vorhandenen Oxidationsmitteln
Kritische Entscheidungsnotiz: Diese Tabelle gibt allgemeine Leitlinien basierend auf unserer Felderfahrung und beschleunigten Labortests. Führen Sie stets standortspezifische Korrosionstests durch, bevor Sie große Düsenbestellungen beauftragen, insbesondere bei Mischsäuresystemen oder bei unbekannten Kontaminationswerten. Temperaturschwankungen, Chloridverunreinigungen oder unerwartete pH-Schwankungen können die Lebensdauer selbst bei richtig ausgewählten Materialien dramatisch verkürzen. Im Zweifelsfall sollten Sie das nächste leistungsstärkere Material angeben oder eine Pilotinstallation von 10–20 Düsen durchführen, um die Lebensdauer vor der vollständigen Systemumrüstung zu validieren.
{kind=link}
6. Fallstudie aus der Praxis: ROI für Materialaufrüstungen
6.1 Hintergrund und Problemstellung
Ein europäischer Hersteller aus Edelstahl betrieb eine kontinuierliche Einleglinie, die Edelstahlstreifen der 400er-Serie mit einem 12%igen Schwefelsäurebad bei 165°F verarbeitete. Der Kühlbereich unmittelbar stromabwärts des Säurebads verwendete 120 volle Kegeldüsen mit 40 PSI, um die Streifentemperatur vor dem Spülabschnitt von 180°F auf 95°F zu senken. Ursprünglich mit 316SS-Düsen ausgestattet, kam es häufig zu Ausfällen aufgrund von Vergrößerung der Öffnung und dem Zusammenbruch des Sprühmusters.
Wartungsunterlagen zeigten einen Düsenaustausch alle 6–8 Wochen, was eine vollständige 6-stündige Leitungsabschaltung erforderte. Jede Stilllegung kostete etwa 55.000 € an Produktionsverlusten sowie 6.000 € an Arbeitskräften und Materialien. Die jährliche Düsen-bedingte Ausfallzeiten beliefen sich auf 8–9 Abschaltungen, was 488.000–549.000 € pro Jahr kostete. Zusätzlich führte ein allmählicher Anstieg der Durchflussrate zwischen den Austauschen zu Kühlungsinkonsistenten, was zu Problemen mit der Temperaturregelung und gelegentlichen Qualitätsfehlern im Endprodukt führte.
6.2 Lösung und Implementierung
Nach der Säureprobe vor Ort und der Temperaturkartierung empfahlen wir die Umrüstung auf AL-6XN-Superaustenit-Edelstahldüsen. Die Materialzusammensetzung (20,5 % Cr, 24 % Ni, 6,3 % Mo, PREN ≈ 42) bot unter den Betriebsbedingungen deutlich bessere Widerstandsfähigkeit gegen Schwefelsäure. Die Anfangskosten für 120 AL-6XN-Düsen betrugen 15.600 € im Vergleich zu 4.200 € für den 316SS, was einem Aufschlag von 11.400 € entspricht.
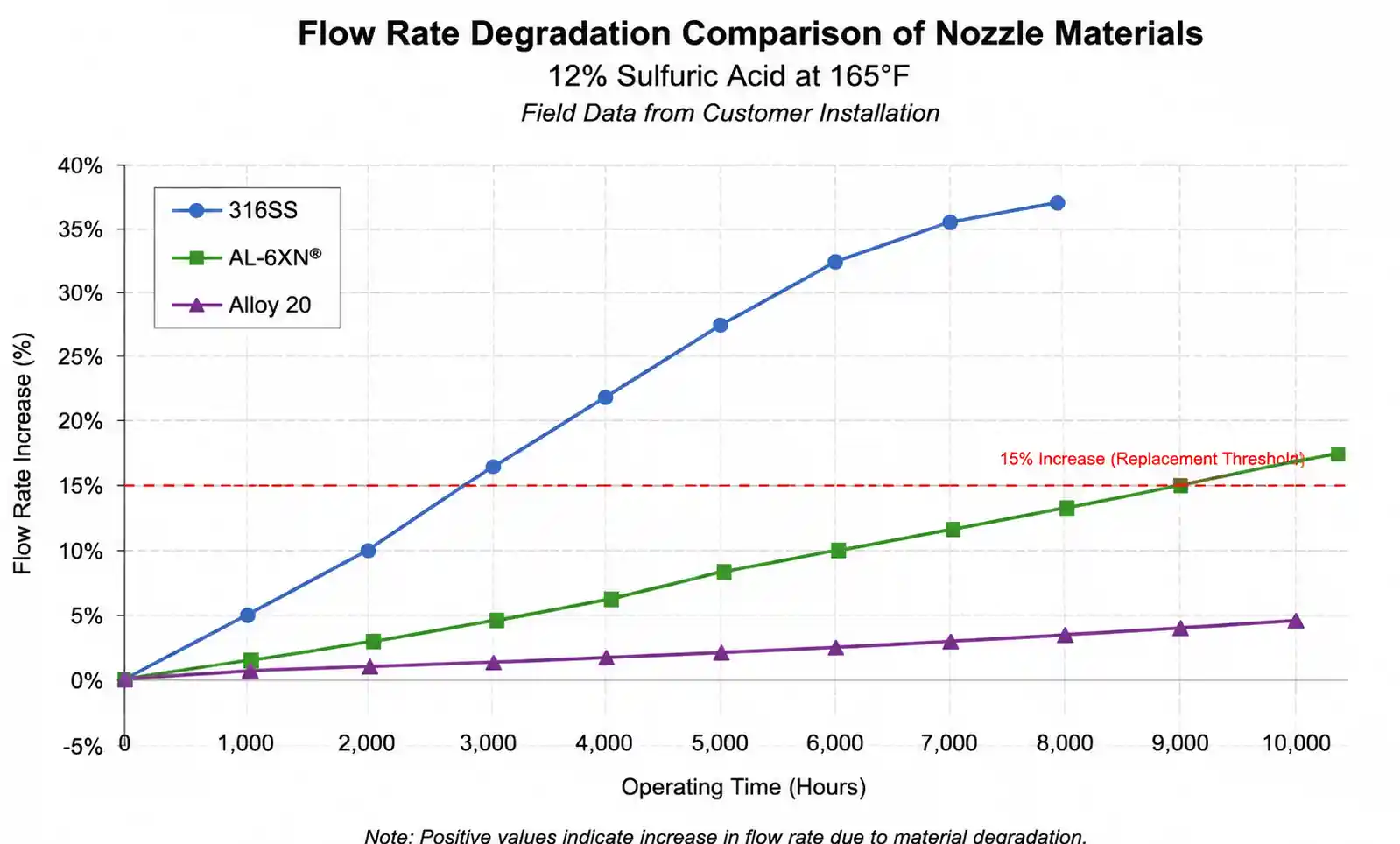
Der Kunde installierte zunächst 20 AL-6XN-Düsen im Bereich mit der höchsten Belichtung als Pilottest, während er in den niedrigeren Belichtungszonen 316SS beibehielt. Nach 6 Monaten mussten die 316SS-Düsen vollständig ausgetauscht werden, während die AL-6XN-Testdüsen nur minimalen Verschleiß zeigten. Die Durchflusstests zeigten nur eine Erhöhung der Durchflussrate bei den AL-6XN-Einheiten um 32 % gegenüber einem Anstieg von 22 % bei 316SS-Einheiten unter ähnlichen Bedingungen. Auf Grundlage dieser Ergebnisse wurde das vollständige System auf AL-6XN umgestellt.
6.3 Ergebnisse und ROI-Analyse
Nach vollständiger Einführung von AL-6XN sanken die Düsenabschaltungen von 8–9 pro Jahr auf 1,5 pro Jahr, wobei die Lebensdauer auf 14–16 Monate verlängert wurde. Die jährlichen Ausfallkosten sanken von 488.000 € auf 91.500 € und sparen damit 396.500 € pro Jahr. Die Materialkosten stiegen von etwa 33.600 € (8 × 4.200 €) auf 23.400 € (1,5 × 15.600 €), was zusätzliche jährliche Einsparungen von 10.200 € ermöglichte. Gesamteinsparungen: 406.700 €. Rückzahlungszeit für die anfängliche Upgrade-Investition: 19 Tage Betrieb.
Über die direkten Kosteneinsparungen hinaus berichtete die Anlage über eine verbesserte Prozessstabilität durch gleichmäßigere Sprühmuster während des gesamten Wartungszyklus. Die Temperaturregelungsvariabilität verringerte sich von ±8°F auf ±3°F, wodurch temperaturbedingte Qualitätsmängel um schätzungsweise 40 % reduziert wurden. Obwohl es schwer zu quantifizieren ist, schätzte das Werk, dass diese Qualitätssteigerung durch reduzierte Schrott- und Überarbeitungskosten 75.000–100.000 € jährlich hinzufügte.
! 5-Durchflussrate-Abbau-Graph
{kind=link}
7. Best Practices für Installation und Wartung
7.1 Installationsrichtlinien für säurehaltige Umgebungen
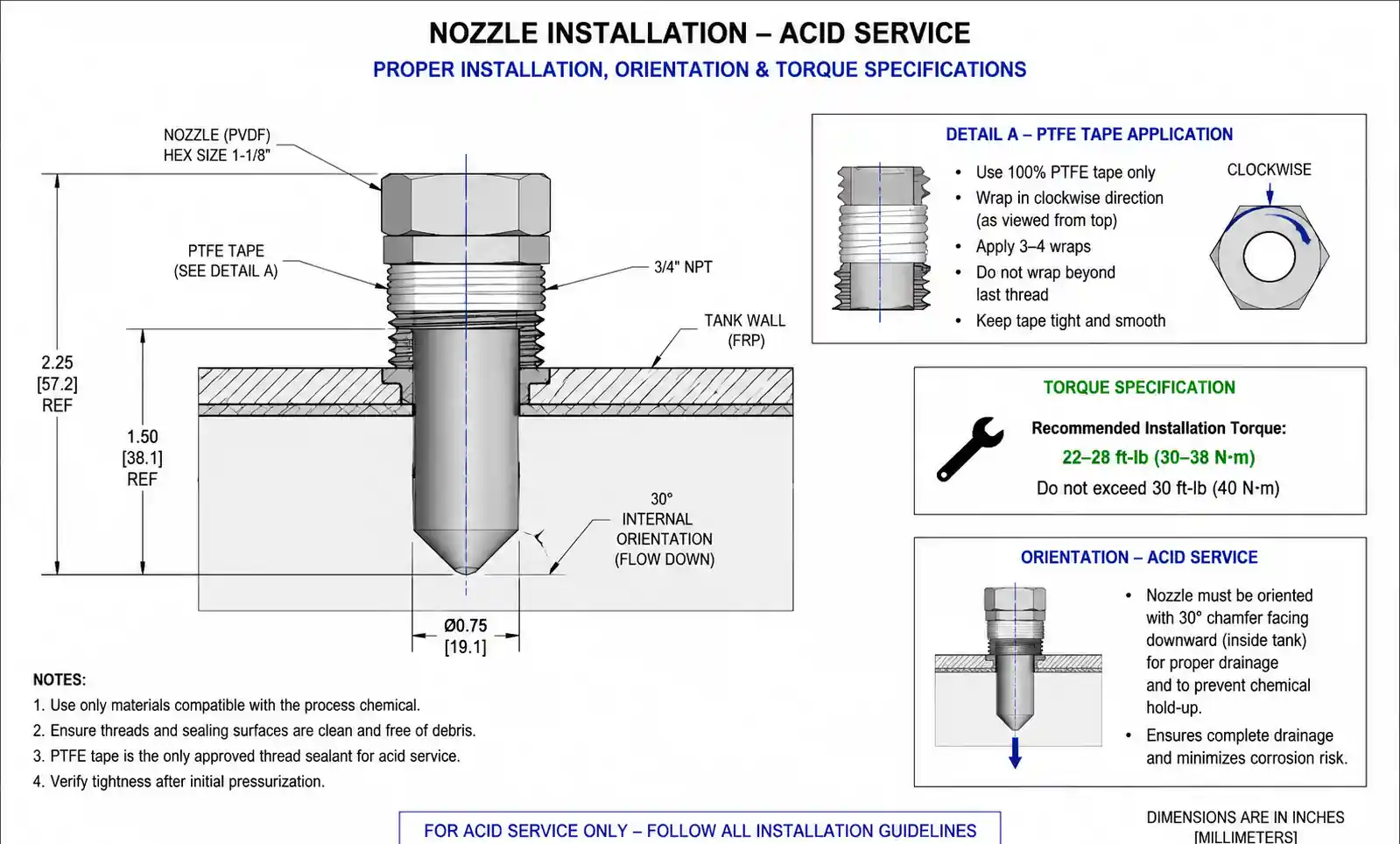
Eine richtige Installation verlängert die Lebensdauer der Düsen erheblich, unabhängig vom Material. Die Auswahl des Gewindedichtmittels ist entscheidend; Verwenden Sie nur PTFE-Klebeband oder Paste, die für den Säureservice zugelassen sind, da Standarddichtstoffe sich verschlechtern und Lecks verursachen können. Tragen Sie 3–4 Wicklungen PTFE-Klebeband in Richtung der Fadenrotation an. Verwenden Sie niemals silikonbasierte Dichtstoffe in sauren Umgebungen. Das Installationsdrehmoment sollte den Herstellerspezifikationen entsprechen, typischerweise 15–25 ft-lbs für 1/4" NPT-Anschlüsse. Ein übermäßiges Anziehen kann keramisch ausgekleidete Düsen reißen oder Öffnungslagerflächen verformen; Das Unteranziehen ermöglicht das Eindringen von Säure in die Gewinde.
Die Ausrichtung der Düse ist in sauren Umgebungen wichtig. Installieren Sie wann immer möglich Düsen mit nach unten gerichteten Öffnungen, um eine Säureansammlung in inneren Hohlräumen während der Abschaltzeiten zu verhindern. Stehende Säure, die während der Leerlaufzeit in Düsengehäusen eingeschlossen ist, verursacht beschleunigte Korrosion. Wenn nach oben gerichtete Düsen unvermeidbar sind, führen Sie vor jedem Abschalten ein Wasserspülverfahren durch. Die Verträglichkeit von Mannigfaltigkeitsmaterialien ist wesentlich; Stellen Sie sicher, dass das Ansaugrohrmaterial gleich oder besser als das Düsenmaterial ist, da galvanische Korrosion auftreten kann, wenn unterschiedliche Metalle in saurem Elektrolyt in Kontakt kommen. Isolieren Sie unterschiedliche Metalle bei Bedarf mit PTFE-Unterlegscheiben.
7.2 Vorbeugende Wartung und Überwachung
Legen Sie einen Durchflusstestplan fest, um Leistungsverschlechterungen vor katastrophalen Fehlern zu erkennen. Wir empfehlen vierteljährliche Durchflusstests für 316SS-Düsen im Säureservice sowie halbjährliche Tests für Premium-Legierungen. Verwenden Sie ein kalibriertes Durchflussmessgerät bei Ihrem Betriebsdruck; Erfassen Sie die Abflussrate und berechnen Sie die prozentuale Veränderung ab dem Ausgangswert. Ersetzen Sie Düsen, wenn die Durchflussrate um 12–15 % über den nominalen Wert steigt, da die Gleichmäßigkeit des Sprühmusters über diesen Schwellenwert hinaus nachlässt. Die Sichtprüfung sollte auf äußere Korrosion prüfen, insbesondere an den Gewindewurzeln, wo Spannungskorrosionsrisse entstehen, auf Gleichmäßigkeit des Sprühmusters mit wasserempfindlichem Papier oder direkter Beobachtung, Ablagerungen oder Ablagerungen von Kalkablagerungen auf äußeren Oberflächen sowie Anzeichen von Kavitationsschäden (vergrubene Oberflächen am Ausgang der Öffnung).
Implementiere ein Flush-Protokoll für Systeme mit intermittierendem Betrieb. Säure, die während längerer Leerlaufzeit mit Düsen in Kontakt bleibt, verursacht mehr Schäden als kontinuierlicher Betrieb bei derselben Konzentration. Spülen Sie mindestens 5 Minuten mit deionisiertem Wasser, bevor die Abschaltzeiten 4 Stunden überschreiten. Bei Mischsäuresystemen bietet eine schwache alkalische Spülung (1–2 % Natriumcarbonatlösung) gefolgt von Wasserspülung einen besseren Schutz, wobei dies jedoch sorgfältig kontrolliert werden muss, um Kalkausfällungen in den Düsenkörpern zu vermeiden.
7.3 Häufige Installationsfehler, die man vermeiden sollte
Nach unserer Erfahrung im Außendienst machen drei Installationsfehler 60 % der vorzeitigen Düsenausfälle aus. Die Installation von Düsen bei übermäßigem Druck über die Konstruktionsgrenze hinaus beschleunigt sowohl Erosion als auch Korrosion, da höhere Geschwindigkeiten die Massenübertragungsgeschwindigkeit an korrodierenden Oberflächen erhöht. Wenn du einen höheren Durchfluss brauchst, gibst du größere Düsen an, anstatt kleinere Öffnungen zu überdrucken. Die Verwendung von gemischten Materialien im selben Verteiler ohne galvanische Isolation erzeugt elektrochemische Zellen, die die Korrosion des weniger edlen Materials beschleunigen. Wenn du 316SS- und Titandüsen mischen musst, isoliere sie auf separaten Verteilern oder verwende PTFE-Isolierbuchsen. Schließlich führt das Versäumnis, die Säurekonzentration und -temperatur vor der Materialspezifikation zu überprüfen, zu einem schnellen Versagen; Verlassen Sie sich nicht auf nominale Prozessspezifikationen. Missen Sie die tatsächlichen Belichtungsbedingungen mit pH-Messgerät und Temperaturlogger vor der endgültigen Materialwahl.
Ein besonders kostspieliger Fehler, dem wir begegneten, betraf eine Anlage, die AL-6XN-Düsen basierend auf einer nominalen Schwefelsäurekonzentration von 15 % spezifizierte. Ohne Wissen des Spezifizierenden stieg die tatsächliche Badekonzentration aufgrund inkonsistenter Säurezusatzkontrolle auf 22–25 %. Selbst das Premium-Material AL-6XN zersetzte sich in der höheren Konzentration schnell und musste alle 8 Monate statt der erwarteten 18 Monate ersetzt werden. Nach der Einführung einer besseren Konzentrationskontrolle und der Umrüstung auf Legierung 20 in den Zonen mit der höchsten Exposition verbesserte sich die Lebensdauer auf 20+ Monate.
{kind=link}
8. FAQ: Häufige Fragen zur Materialauswahl
F: Kann ich nur die am stärksten exponierten Düsen aufrüsten und 316SS woanders aufbewahren, um Kosten zu senken?
Ja, und das ist oft der kosteneffektivste Ansatz. Identifizieren Sie die 20–30 % der Düsen mit der höchsten Säurebelastung (typischerweise am nächsten am Säurebad oder in direkten Spritzzonen) und stellen Sie diese auf hochwertige Materialien um. Die übrigen Düsen in Bereichen mit niedriger Belichtung können 316SS oder 316L verwenden. Diese "gestufte Material"-Strategie senkt die Upgrade-Kosten um 50–65 % und erfasst 75–85 % der Zuverlässigkeitsverbesserung. Dokumentieren Sie, welche Düsenpositionen welche Materialien für zukünftige Wartungen verwenden.
F: Woran erkenne ich, wann ich die Düsen austauschen muss – sollte ich auf sichtbare Fehler warten oder einen Durchflusstest durchführen?
Verwenden Sie immer einen Durchflusstest, anstatt auf sichtbare Ausfälle zu warten. Eine allmähliche Vergrößerung der Öffnung durch Korrosion erhöht die Durchflussrate und verschlechtert die Gleichmäßigkeit des Sprühmusters lange vor einem katastrophalen Versagen. Wir empfehlen einen Austausch, wenn die Durchflussrate um 12–15 % über den Ausgangswert steigt, da die Kühl- oder Reinigungswirksamkeit ab diesem Punkt nachlässt. Vierteljährliche Durchflusstests für Standard-Edelstahldüsen und halbjährliche Tests für Premiumlegierungen bieten eine angemessene Überwachung ohne übermäßige Arbeitskosten.
F: Gibt es ein universelles "bestes" Material für alle Säuren in der Edelstahlproduktion?
Nein. Hastelloy C-276 bietet die breiteste Säurekompatibilität, kostet jedoch 8–10 × mehr als 316SS, was sie für große Installationen unpraktisch macht. Das optimale Material hängt von spezifischer Säuretyp, Konzentration, Temperatur und wirtschaftlichen Faktoren ab. Für das Einlegen von Schwefelsäure (am häufigsten) bietet AL-6XN oder 904L das beste Leistungs-Kosten-Verhältnis. Für gemischte Nitratsäure-Flussstoff-Systeme wird Titan Grad 2 bevorzugt. Passe das Material immer an deine spezifischen Bedingungen ab, anstatt "das beste Material" zu spezifizieren.
F: Kann das Düsendesign (voller Kegel vs. flacher Lüfter) die Korrosionsrate beeinflussen?
Ja, obwohl der Effekt meist sekundär zur Materialauswahl ist. Designs mit internen Umlaufzonen oder Stagnationstaschen sammeln während der Abschaltphasen schneller Säure an und korrodieren schneller. Vollkegel- und hohle Kegeldüsen mit einfacher innerer Geometrie übertreffen im korrosiven Einsatz im Allgemeinen komplexe Luftatomisierungsdesigns. Flache Lüfterdüsen mit elliptischen Öffnungen können an den schmalen Enden, wo die Geschwindigkeit am höchsten ist, bevorzugte Korrosion erfahren. Wenn möglich, wählen Sie eine einfache innere Geometrie ohne Totzonen für den Säureservice.
F: Sollte ich Keramik- oder Hartmetalleinsätze für eine längere Lebensdauer spezifizieren?
Keramische und Hartmetall-Einsätze sind in Abrasionserosionsanwendungen hervorragend, bieten jedoch nur begrenzte Vorteile bei reiner Säurekorrosion. Keramiken wie Siliziumkarbid und Aluminiumoxid sind chemisch inert gegenüber den meisten Säuren, aber der Metallkörper um den Einsatz herum korrodiert trotzdem und führt schließlich dazu, dass sich der Einsatz lockert oder die Düse komplett versagt. Karbideinsätze (typischerweise Wolframkarbid) bieten eine ausgezeichnete Verschleißfestigkeit, aber das Kobaltbindemittel kann in sauren Umgebungen korrodieren. Verwenden Sie Keramik-/Karbid-Einsätze hauptsächlich, wenn sowohl saure als auch abrasive Partikel vorhanden sind; Für reine Säurekorrosion wählen Sie stattdessen geeignete Metalllegierungen.
F: Wie sieht es mit Beschichtungen aus – kann ich 316SS-Düsen beschichten, anstatt Materialien aufzurüsten?
Säurebeständige Beschichtungen wie PTFE, Keramik oder elektrolose Nickelbeschichtung sind bei Düsenanwendungen nur begrenzt erfolgreich. Der Hochgeschwindigkeitsstrom durch kleine Öffnungen und Druckzyklen führen innerhalb von Wochen bis Monaten zur Delaminierung der Beschichtung. Außerdem erzeugt jeder Beschichtungsdefekt oder Schaden eine lokale Korrosionszelle, die den Angriff der Grundmetalle beschleunigt. Wir empfehlen keine Beschichtungen als Ersatz für die richtige Materialwahl bei der Säureversorgung. Die einzige Ausnahme sind elektrolose Nickel-PTFE-Verbundbeschichtungen für spezielle nicht-benetzende Anwendungen, die jedoch weiterhin kompatibles Grundmaterial erfordern.
9. Fazit und nächste Schritte
Die Wahl des richtigen Materials für die Kühldüsen bei der Herstellung von saurem Edelstahl ist sowohl für Kosten als auch für die Verfügbarkeit von großer Bedeutung. Natürlich können Legierungen wie AL-6XN, Alloy 20 oder Hastelloy C-276 3–10 × mehr kosten als einfache 316SS, aber wenn man die Gesamtkosten betrachtet – weniger Ersatz, weniger Ausfallzeiten – liegt es oft bei 60–80 % Einsparungen. Der Trick ist nicht, standardmäßig auf das zurückzugreifen, was man kennt; Es dient dazu, die Legierung an deine tatsächliche Säureart, Konzentration und Temperatur anzupassen.
Unser bevorzugter Ansatz ist einfach:
- Holen Sie sich reale Daten über Ihre Umgebung – Säurekonzentration, Temperatur, Schadstoffe, Druck.
- Wählen Sie Kandidaten anhand der Entscheidungsmatrix aus (siehe Abschnitt 5), priorisieren Sie jedoch die Lebenszeitkosten, nicht den Kaufpreis.
- Führe einen Piloten mit 15–25 Düsen und prüfe den Durchfluss alle Viertel, um die erwartete Lebensdauer zu bestätigen. Bei Neubauten oder Nachrüstungen fragen Sie Ihren Lieferanten nach Korrosionsdaten, die auf deine Bedingungen zugeschnitten sind – generische Tabellen sind nur ein Ausgangspunkt. Überlege auch das Stufenteilen: Verwende die ausgefeilten Legierungen bei den 20-30 % der Düsen, die am schlimmsten beansprucht werden, und Standardmaterialien anderswo. Das balanciert Kosten und Zuverlässigkeit gut aus.
Haben Sie eine bestimmte Anwendung im Sinn? Senden Sie uns Ihre Prozessdetails, und wir geben Ihnen maßgeschneiderte Materialempfehlungen, unterstützt durch Labortests und praktische Felderfahrung.