





Wie automatische Temperaturkontrollsysteme mit intelligenten Düsen integriert werden, um die Kühlpräzision zu verbessern
Inhaltsverzeichnis
- Einleitung: Warum Integration für die Kühlpräzision wichtig ist
- [Kritische Temperaturregelungsparameter in der Sprühkühlung] (#2-kritische-Temperaturregelungsparameter-in-Sprühkühlung)
- [Intelligente Düsentechnologie: Echtzeit-Fluss- und Sprühanpassung] (#3-smart-nozzle-technology-real-time-flow-and-spray-adjusting)
- [Integrationsarchitektur: Sensoren, Steuerungen und betätigte Düsen] (#4-Integrationsarchitektur-Sensoren-Steuerungen-und-betätigte-Düsen)
- Funktionierendes Beispiel: Temperaturregelung zur Kühlung von Stahlblüten
- [Leistungsvergleich: Konventionelle vs. integrierte Smart Systems] (#6-Leistungsvergleich-konventionell-vs-integrierte-Smart-Systeme)
- [Häufige Integrationsfehler und Feldlösungen] (#7-häufige Integrationsfehler und Feldlösungen)
- FAQ
- Fazit
1. Einleitung: Warum Integration für die Kühlpräzision wichtig ist
Beim kontinuierlichen Stahlwalzen, der Verarbeitung von Halbleiterwafern und dem thermischen Management von Rechenzentren ist es kein Luxus, die Zieltemperatur innerhalb von ±2–5°C zu halten – es handelt sich um eine metallurgische oder Zuverlässigkeitsanforderung. Traditionelle Sprühkühlsysteme mit festem Durchfluss arbeiten im offenen Kreislauf: Sie liefern unabhängig von der Echtzeit-Wärmebelastung eine vorgegebene Durchflussrate. Wenn der Produktdurchsatz schwankt, die Umgebungstemperatur schwankt oder die Erwärmung stromaufwärts schwankt, kühlen feste Systeme entweder zu viel (Wasser- und Energieverschwendung) oder zu wenig (was das Risiko von Qualitätsfehlern oder Geräteschäden darstellt).
Automatische Temperaturkontrollsysteme, die mit intelligenten Düsen integriert sind, schließen diesen Kreislauf. Sie messen kontinuierlich Oberflächen- oder Prozesstemperatur, berechnen die Kühlleistungslücke und modulieren die Düsenflussrate, den Sprühwinkel oder die Tropfengröße in Echtzeit. Laut den Implementierungsdaten vor Ort reduzieren integrierte Systeme die Temperaturabweichungen um 60–75 % im Vergleich zur manuellen Sollwerteinstellung, senken den Wasserverbrauch bei variablen Lastanwendungen um 20–40 % und verlängern die Lebensdauer der Düsen, indem unnötiger Hochdruckbetrieb reduziert wird.
Dieser Leitfaden erklärt, wie automatische Temperaturkontrollsysteme mit intelligenten Düsen kommunizieren, welche Düsenauslösemethoden für verschiedene Kühlszenarien am besten funktionieren und wie integrierte Kühlsysteme dimensioniert, installiert und fehlerbearbeitet werden. Wir konzentrieren uns auf umsetzbare Designschritte und reale Felddaten statt auf theoretische Überblicke.
! 1-integriertes-Kühlsystem-Überblick
{kind=link}
2. Kritische Temperaturkontrollparameter bei der Sprühkühlung
2.1 Abkühlrate und Wärmefluss
Sprühkühlung entzieht Wärme durch zwei Mechanismen: konvektiven Wärmetransfer von der heißen Oberfläche zur flüssigen Folie und Verdunstungskühlung durch Tröpfchenverdampfung. Die Abkühlrate hängt ab von:
- Durchflussrate pro Flächeneinheit (L/min/m²): Höherer Durchfluss erhöht die Wärmeabfuhr, aber auch den Wasserverbrauch.
- Tröpfchengröße (Dv0,5): Kleinere Tröpfchen (50–200 Mikrometer) maximieren die Verdunstungsoberfläche; Größere Tröpfchen (400–800 Mikron) liefern eine höhere Aufprallkraft und eine höhere Flüssigkeitsschichtdeckung.
- Aufprallgeschwindigkeit: Abgeleitet vom Düsendruck und Sprühwinkel – höhere Geschwindigkeit verbessert die Filmerneuerung, kann aber zu Spritzern führen.
- Oberflächentemperatur und Annäherung: Der Leidenfrost-Punkt (typischerweise 200–300°C für Wasser auf Stahl) definiert den Übergang vom nuklearen zum Filmkochen. Darunter ist der Flüssigkeitskontakt stabil; Darüber isoliert eine Dampfschicht die Oberfläche und verringert die Kühleffizienz erheblich.
Ein häufiger Fehler ist die Annahme, dass eine Verdoppelung der Durchflussrate die Kühlgeschwindigkeit verdoppelt. In Wirklichkeit sorgt der zusätzliche Durchfluss, sobald die Oberfläche vollständig benetzt ist, für abnehmende Erträge. Laut unserer Infrarot-Wärmekartierung verbessert die Erhöhung des Durchflusses von 10 L/min/m² auf 20 L/min/m² auf einer 600°C-Stahlplatte die Kühlung um ~40 %, nicht um 100 %, da die Filmdicke ein transportbegrenztes Niveau erreicht.
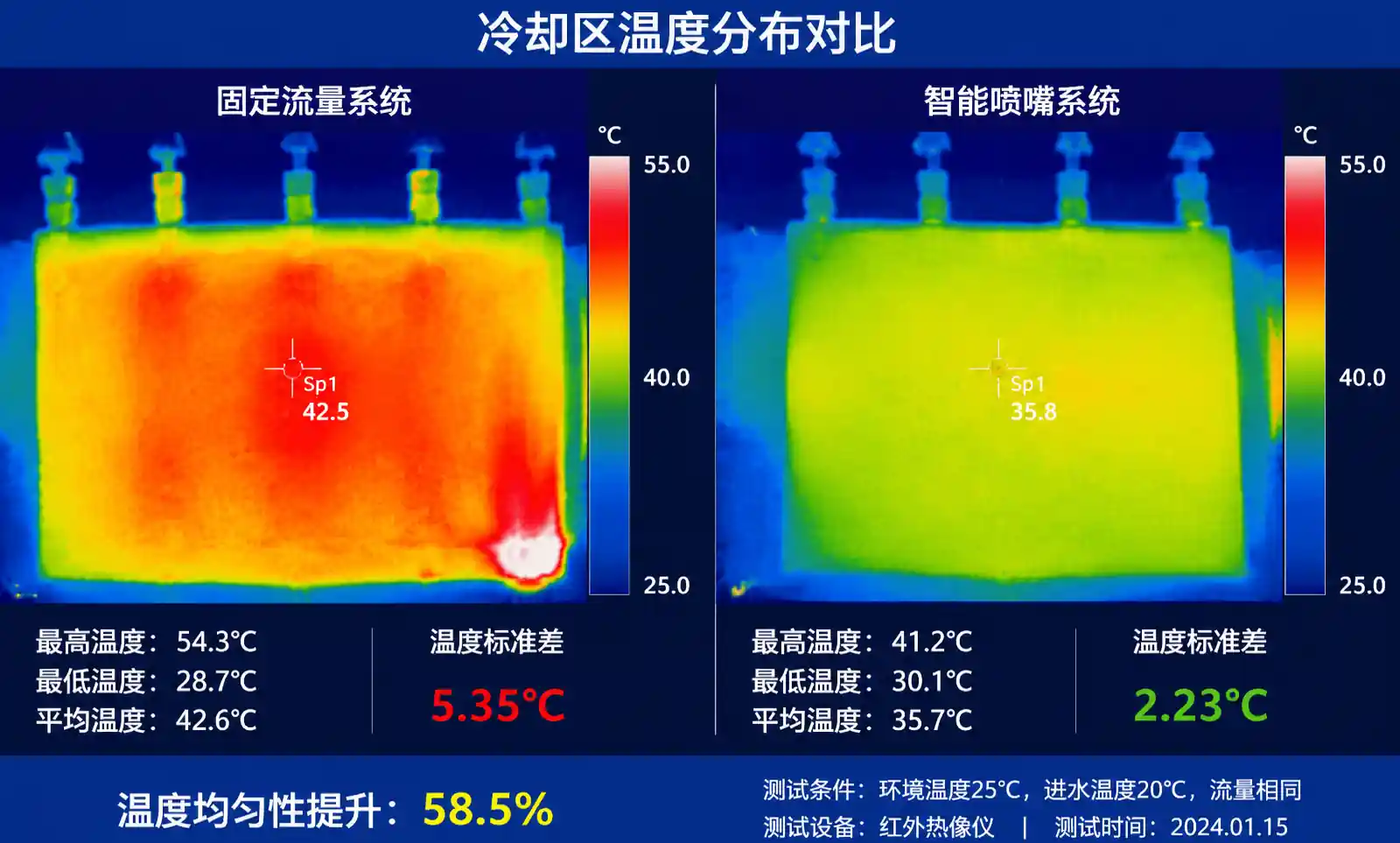
2.2 Temperaturgleichmäßigkeit und Gradientenregelung
Bei Anwendungen wie Dauerguss oder Wärmebehandlung verursachen lokale Temperaturgradienten thermische Spannungen und Verformungen. Die Sprühgleichmäßigkeit – also wie gleichmäßig die Tröpfchen über das Ziel verteilt werden – ist genauso entscheidend wie die Gesamtdurchflussrate. Die Gleichmäßigkeit wird durch den Variationskoeffizienten (CV) der Wasserverteilung quantifiziert, der auf wasserempfindlichen Papier- oder Patternator-Gittern gemessen wird.
Intelligente Düsen verbessern die Gleichmäßigkeit durch:
- Variable Sprühwinkel-Einstellung: Verbreiterung des Kegels, wenn das Ziel näher ist, Verengung bei weiter entfernter Entfernung.
- Zonierte Durchflussregelung: Unabhängig modulierende Düsengruppen in mehrzonigen Kühlbetten.
- Puls-Sprüh: Düsen wechseln in Millisekundenzyklen ein- und aus, um die sofortige Abdeckung zu glätten.
Automatische Regelungssysteme messen die Temperatur an mehreren Punkten (typischerweise 3–9 Thermoelemente in der Kühlzone) und berechnen lokale Wärmeflussungleichgewichte. Der Regler passt dann die einzelnen Düsenströme oder -drücke an, um das Temperaturprofil abzuflachen.
! 2-Temperatur-Gleichmäßigkeit-Thermalkarte
{kind=link}
2.3 Reaktionszeit und Systemverzögerung
Die Präzision der Temperaturregelung ist durch Systemverzögerung begrenzt – die Verzögerung zwischen Sensorerkennung und Kühlreaktion. Wichtige Quellen für Verzögerungen sind:
- Sensorverzögerung (0,5–3 Sekunden): Thermoelemente, eingebettet in Produkt- oder kontaktlose Pyrometer, die über eine Punktgröße im Mittelwert liegen.
- Controller-Berechnungsverzögerung (0,1–0,5 Sekunden): PID-Schleifenberechnung und Kommunikation zu Aktuatoren.
- Ventilaktionsverzögerung (0,3–2 Sekunden): Pneumatische oder Schrittmotorventile bewegen sich von einer Position zur nächsten.
- Hydraulische Verzögerung (0,2–1 Sekunde): Druckwellenverlauf durch die Rohrleitung vom Ventil zur Düse.
- Thermische Diffusionsverzögerung (2–10 Sekunden): Wärmeleitung vom Messpunkt zur abgekühlten Oberflächenschicht.
Typisch ist eine totale Systemverzögerung von 3–15 Sekunden. Bei schnell bewegenden Produkten (z. B. Stahlstreifen mit 5 m/s) bedeutet eine 5-Sekunden-Verzögerung, dass die Steuerung 25 Meter stromabwärts von der Temperaturgemessenheit gilt. Fortschrittliche Systeme verwenden prädiktive Vorwärtssteuerung – die zukünftige Temperatur anhand der Produktgeschwindigkeit, vorgelagerter Erwärmung und bekannter Kühlkurven schätzt –, um Verzögerungen auszugleichen.
3. Smart Nozzle Technology: Echtzeit-Fluss- und Sprühanpassung
3.1 Betätigungsmethoden: Druckmodulation vs. mechanische Durchflussregelung
Intelligente Düsen passen die Kühlleistung über drei Hauptmethoden an:
| Aktuierungsmethode | Mechanismus | Durchflussbereich | Reaktionszeit | Druckstabilität | Typischer Kostenmultiplikator |
|---|---|---|---|---|---|
| Druckmodulation (Servoventil) | Das vorwärts gelegene Proportionalventil passt den Zulaufdruck an; der Düsenstrom folgt Q = k√P | 10:1 Turndown | 0,3–1 Sek | Schlecht (Druckwelle beeinflusst andere Düsen am gleichen Ansaugrohr) | 1,5–2x |
| Variable Öffnung (Nadelventil) | Die innere Nadel zieht sich zurück oder bewegt sich in die Öffnung | 20:1 Turndown | 0,5–2 Sek | Ausgezeichnet (unabhängig vom Versorgungsdruck) | 3–5x |
| Drehflügel oder Iris | Mechanische Schaufel dreht sich, um die effektive Öffnungsfläche zu verändern | 15:1 Turndown | 0,8–2 Sek | Ausgezeichnet | 4–6x |
| Ein/aus pulsiert (Magnetventil) | Schnellbetrieb (10–50 Hz) mit variablem Tastgrad | 100:1 wirksam | 0,05–0,2 Sekunden pro Impuls | Ausgezeichnet (fester Betriebsdruck) | 1.2–1.8x |
Druckmodulation ist die einfachste und günstigste, leidet aber unter Übersprechen: Die Druckänderung für eine Düse wirkt sich auf alle anderen am Ansaugkrümmer aus. Es funktioniert gut für Einzelzonen- oder Gruppensteuerung, aber nicht für individuelle Düsenmodulation.
Variable Öffnungsdüsen verwenden einen Schrittmotor oder einen piezoelektrischen Antrieb, um eine interne Nadel zu bewegen. Sie bieten eine echte unabhängige Steuerung und halten einen konstanten Sprühwinkel sowie Tröpfchengröße über den gesamten Durchflussbereich hinweg. Allerdings bringt der Aktuator mechanische Komplexität und potenzielle Verschleißpunkte mit sich. Bei unseren Verschleißtests in Stahlfertigungsumgebungen halten Aktuatordichtungen 8.000–15.000 Stunden in sauberem Wasser, aber nur 2.000–5.000 Stunden in recyceltem Wasser mit Kalk – eine Filtration bis <100 Mikrometer ist verpflichtend.
Gepulste Ein/Aus-Düsen zeichnen sich als kostengünstige Alternative heraus. Ein schnelles Magnetventil schaltet die Düse bei 20–50 Hz ein/aus, und der Regler variiert den Tastzyklus (Prozentsatz der offenen Zeit), um den gewünschten durchschnittlichen Durchfluss zu erreichen. Bei 50 Hz und einem Duty Cycle von 20 % ist die Düse alle 20 ms für 4 ms geöffnet. Da die Düse im geöffneten Zustand mit festem Druck arbeitet, bleiben die Sprüheigenschaften konstant. Das menschliche Auge nimmt Frequenzen oberhalb von ~15 Hz als kontinuierlich wahr, sodass gepulstes Spray gleichmäßig erscheint. Diese Methode bietet eine ausgezeichnete Abdrehfunktion (bis zu 100:1), eine schnelle Reaktion und vermeidet den Verschleiß beim Ventildrosseln. Der Nachteil ist potenzielle Ermüdung von Magnetfedern und Sitzen – hochwertige Magnetventile mit 50 Millionen Zyklen werden empfohlen.
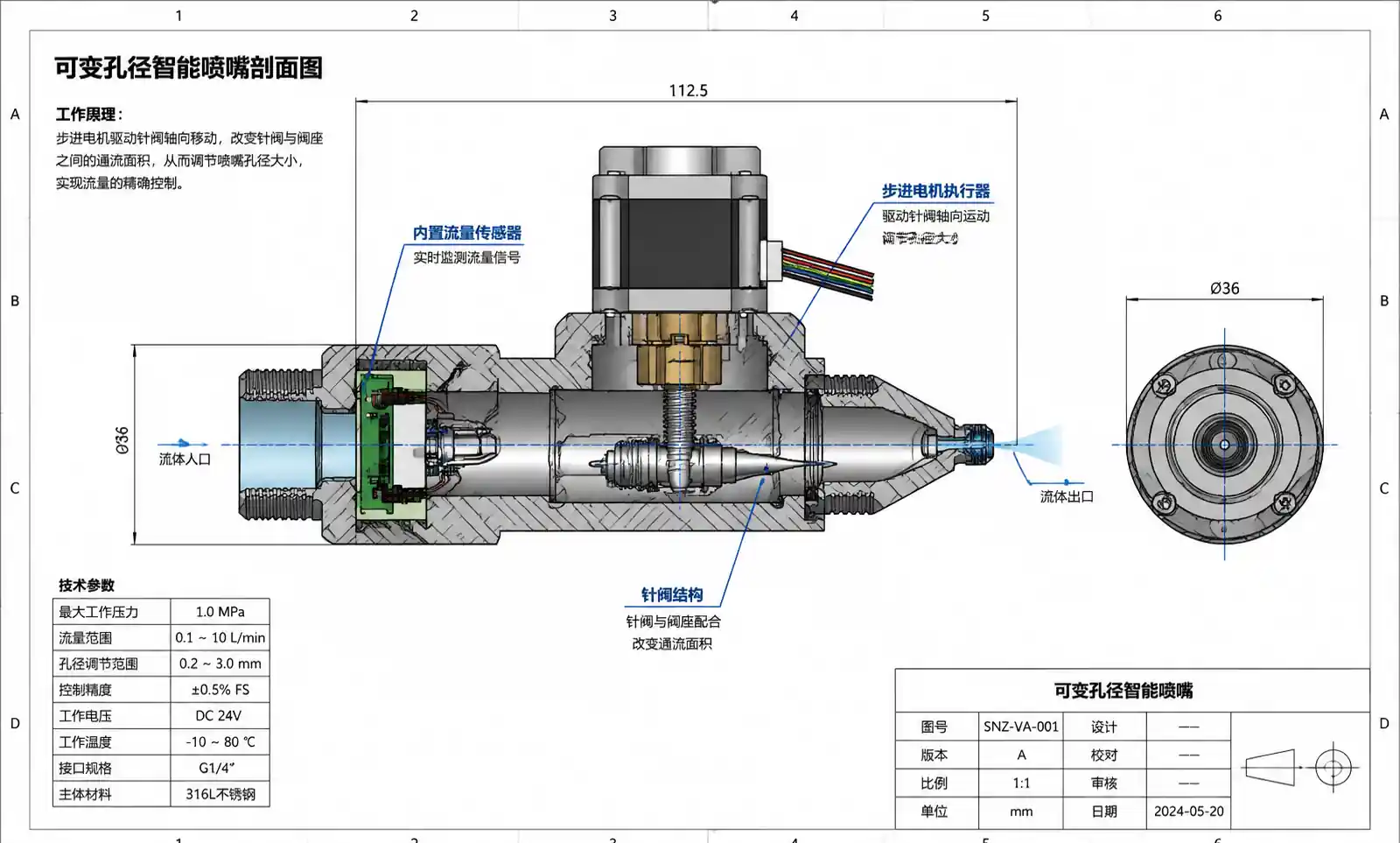
3.2 Integrierte Sensoren und Rückkopplung
Echte "smarte" Düsen integrieren Sensoren direkt im Düsengehäuse oder Montageblock:
- Durchflussmesser (Turbine oder magnetisch): Messung der tatsächlichen Durchflussrate, um Verstopfungen oder Verschleiß der Öffnung zu erkennen. Ein Durchflussabfall von 20 % bei konstantem Druck deutet auf eine Vergrößerung der Öffnung durch Verschleiß hin.
- Druckwandler: Überwachen Sie den lokalen Druck, um Ventilbefehle zu überprüfen und Verstopfungen im Ansaugrohr zu erkennen.
- Temperatursensoren (Thermoelemente oder RTDs): Messen die Kühlmitteltemperatur, die in die Düse eintritt – wichtig wegen der Viskositäts- und Oberflächenspannungsverschiebung der Sprüheigenschaften.
Diese Sensoren geben eine Rückmeldung an den Temperaturregler, wodurch eine Verifikation im geschlossenen Kreislauf ermöglicht wird. Wenn zum Beispiel der Regler ein Ventil auf 60 % öffnen lässt, aber der Durchflussmesser nur 40 % des erwarteten Durchflusses meldet, meldet das System einen Verstopfungsalarm und kann automatisch den Druck erhöhen oder auf eine redundante Düse umschalten.
! 3-intelligent-Düse-Querschnitt
{kind=link}
3.3 Tropfengrößenmodulation (Advanced Systems)
In einigen Anwendungen verbessert die variierende Tröpfchengröße die Kühleffizienz dynamisch. Zwei-Fluid-Atomisierungsdüsen – die Druckluft und Flüssigkeit mischen – können das Luft-Flüssigkeits-Verhältnis (ALR) anpassen, um die Tröpfchengröße von 50 Mikrometern (hoher ALR) auf 300 Mikrometer (niedriger ALR) zu verschieben. Feine Tröpfchen maximieren die Verdunstungskühlung über 500°C; Grobe Tröpfchen verbessern die Flüssigkeitsfilmabdeckung unter 300°C.
Der Luftverbrauch ist der Kompromiss: Die Erzeugung von 100 L/min atomisiertem Sprühneit bei 200 Mikron mittleren Tröpfchengröße erfordert etwa 150–250 Standard-L/min Druckluft bei 4–6 bar. Für große Kühlzonen können die Energiekosten des Kompressors die Kosten für Wasserpumpen übersteigen. Wir empfehlen eine dynamische ALR-Anpassung nur für hochwertige Produkte (Titan, Superlegierungen) oder für Personen, bei denen Wasserknappheit den Luftenergieverlust rechtfertigt.
4. Integrationsarchitektur: Sensoren, Steuerungen und betätigte Düsen
4.1 Systemblockdiagramm
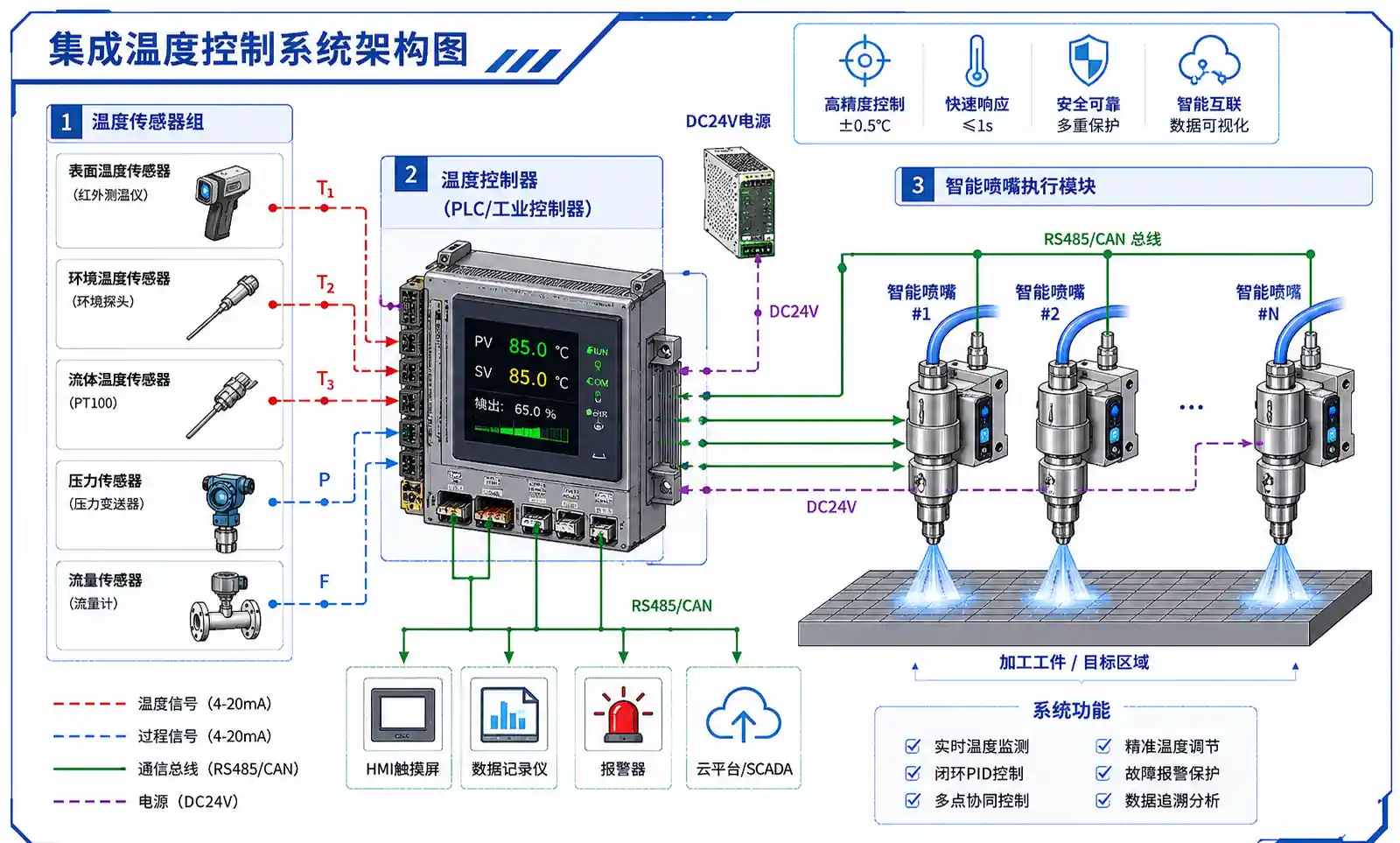
Ein typisches integriertes automatisches Temperaturkontrollsystem + intelligentes Düsensystem besteht aus:
- Temperatursensoren: Thermoelemente (Typ K oder N für <1100°C), Infrarot-Pyrometer (kontaktlos für >600°C) oder Wärmebildkameras (für räumliche Temperaturkartierung).
- Zentrale SPS oder Temperaturregler: Führt PID- oder modellprädiktive Regelungsalgorithmen aus und kommuniziert mit Aktuatoren über industrielle Protokolle (Modbus TCP, EtherNet/IP, PROFINET).
- Betätigte Steuerventile oder intelligente Düsen: Empfangen Sie 4–20 mA oder digitale Befehle und passen Sie den Durchfluss oder das Spritzmuster an.
- Durchfluss- und Drucksensoren: Geben Sie Rückmeldungen für die Verifikation im geschlossenen Kreislauf.
- HMI (Human-Machine Interface): Zeigt Echtzeittemperatur, Durchflussraten, Alarmstatus an und ermöglicht manuelle Sollwertübersteuerung.
- Datenprotokollierung: Erfasst Zeitreihendaten zur Prozessoptimierung und vorausschauenden Wartung.
Die Steuerschleife läuft je nach Systemverzögerung mit 1–10 Hz. Schnellere Schleifen (10 Hz) eignen sich für dünne, schnell bewegende Produkte; langsamere Schleifen (1 Hz) eignen sich für dicke Blocken oder Batchprozesse.
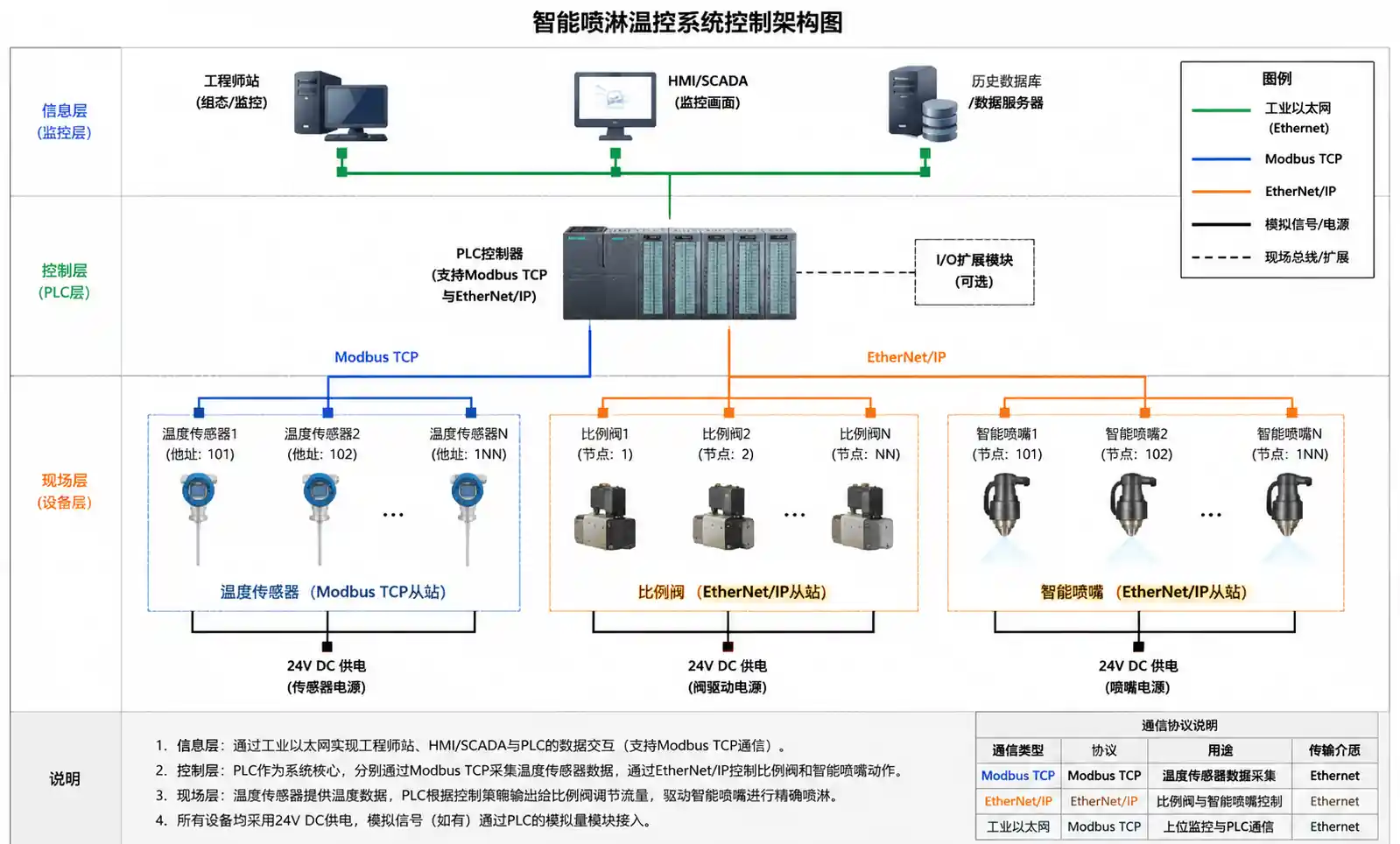
4.2 Kommunikationsprotokolle und Latenz
Ältere Systeme verwendeten zur Einfachheit analoge 4–20 mA-Signale. Moderne Systeme bevorzugen digitale Protokolle für mehrdimensionale Steuerung (Durchfluss + Druck + Temperatur in einer Nachricht) und Diagnostik. Typische Latenzen:
| Protokoll | Typische Latenz (SPS zum Aktuator) | Max-Knoten | Verkabelung |
|---|---|---|---|
| 4–20 mA Analog | 50–200 ms | 1 pro Drahtpaar | Dediziertes Paar pro Gerät |
| Modbus RTU (RS-485) | 20–100 ms | 32–247 | Daisy-Chain-Bus |
| Modbus TCP (Ethernet) | 10–50 ms | 1000er Jahre | Star/Ring Ethernet |
| EtherNet/IP | 5–20 ms | 1000er Jahre | Star/Ring Ethernet |
| PROFINET IRT | 1–5 ms | 1000er Jahre | Star/Ring Ethernet |
Bei Kühlsystemen mit 2–10 Sekunden thermischer Verzögerung ist selbst die Modbus-RTU-Latenz vernachlässigbar. Hochgeschwindigkeitsanwendungen (Kontinuierlichguss, Laserverarbeitung) profitieren von deterministischen Ethernet-Protokollen wie PROFINET IRT.
! 4-Steuerungssystem-Architektur
{kind=link}
4.3 Kontrollstrategien: PID vs. Feedforward vs. modellprädiktive Steuerung
PID (Proportional-Integral-Derivative) Regelung ist der Industriestandard. Der Regler berechnet die Ventilposition anhand von:
- P (Proportional): Fehler zwischen Zieltemperatur und gemessener Temperatur.
- I (Integral): Akkumulierter Fehler über die Zeit (eliminiert den stationären Offset).
- D (Ableitung): Temperaturänderungsrate (antizipiert Überschießungen).
PID funktioniert gut für stabile Prozesse, hat aber Schwierigkeiten mit großen Laststörungen oder nichtlinearen Kühlkurven. Die Abstimmung von PID-Gewinnen (Kp, Ki, Kd) erfordert Versuch-und-Irrtum- oder Auto-Tuning-Algorithmen. Ein häufiges Feldproblem ist die Integralwindup, wenn die Temperatur weit vom Sollwert entfernt ist (z. B. Start) – der Integralterm akkumuliert sich bis zum maximalen Output, was zu Überschießen führt, wenn die Temperatur den Sollwert erreicht. Die Antiwind-Logik setzt den Integralterm zurück, wenn der Ausgang gesättigt ist.
Vorwärtsregelung fügt einen prädiktiven Begriff hinzu, der auf messbaren Störungen basiert (Produktgeschwindigkeit, Vorwärtstemperatur, Umgebungstemperatur). Zum Beispiel weiß der Prüfer beim kontinuierlichen Gießen, dass eine Erhöhung der Wurfgeschwindigkeit um 10 % ~12 % mehr Kühlwasser erfordert (laut empirischen Kühlkurven). Das Vorwärtsvorwärts befiehlt die Ventileinstellung sofort, und der PID kürzt eventuelle Restfehler. Feedforward reduziert die Absetzzeit um 50–70 % im Vergleich zu PID allein, erfordert jedoch genaue Prozessmodelle.
Model-Predictive Control (MPC) verwendet ein dynamisches Modell des Kühlprozesses (Wärmeübertragungsgleichungen, thermische Trägheit, hydraulische Verzögerung), um zukünftige Temperaturen über einen Horizont von 10–60 Sekunden vorherzusagen. Es optimiert die Ventilbahnen, um Temperaturfehler und Steuerungsaufwand (Ventilbewegung) zu minimieren. MPC bewältigt Mehrzonenbeschränkungen (z. B. maximale Gesamtdurchflussrate, minimaler Durchfluss einzelner Zonen) besser als PID. Der Kompromiss ist die Rechenlast und die Abstimmungskomplexität. Wir setzen MPC in hochwertigen Anwendungen (Wärmebehandlung durch Luft- und Raumfahrtlegierungen) ein, bleiben aber für die meisten industriellen Kühlungen bei PID + Feedforward.
5. Ausgearbeitetes Beispiel: Temperaturregelung zur Kühlung von Stahlblonten
5.1 Anwendungsanforderungen
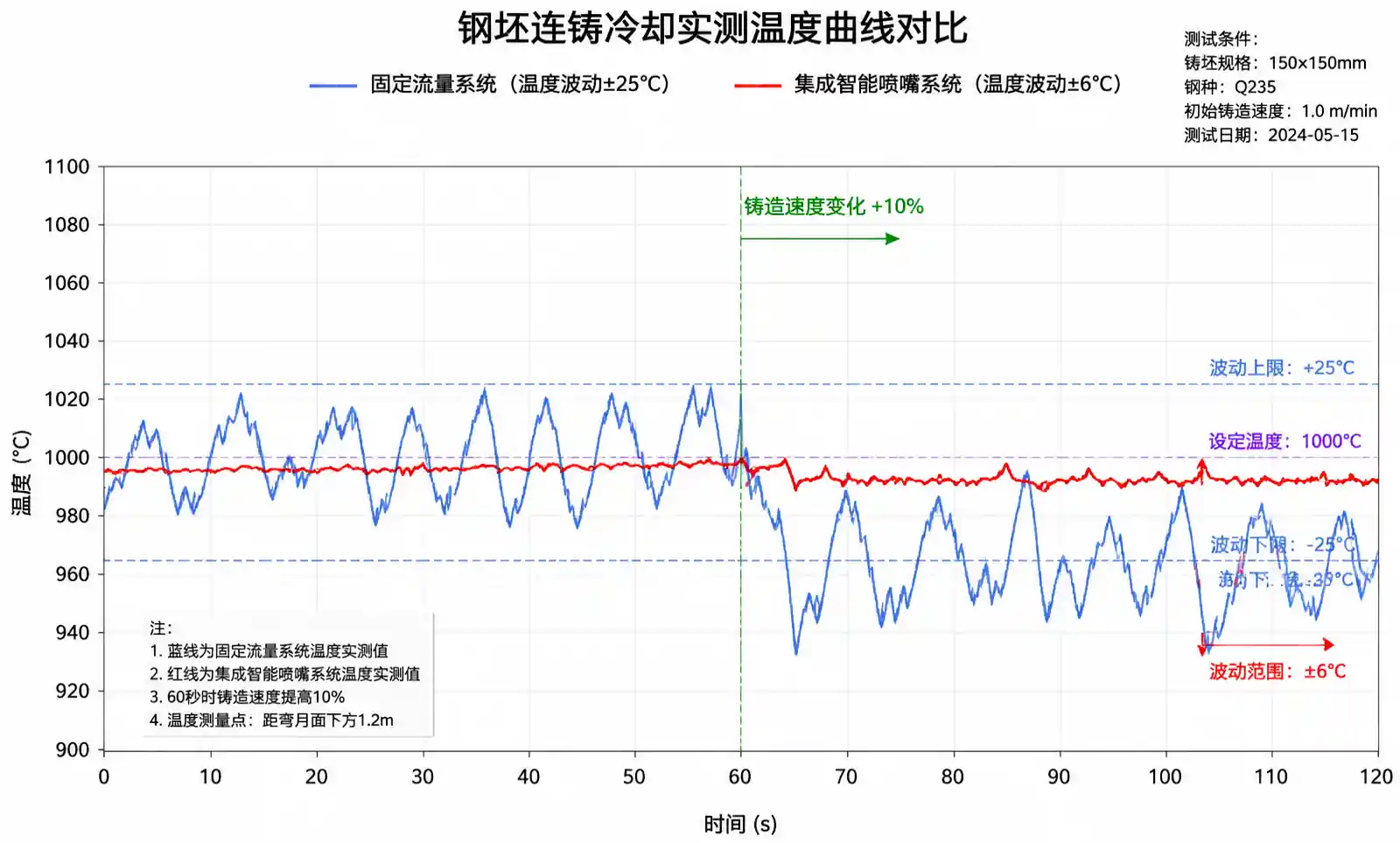
Szenario: Eine Kontinuierlichgießanlage produziert 150 mm × 150 mm Stahlblöcke mit 12 Metern pro Minute. Nach dem Verlassen der Form bei ~1000 °C passieren die Blöcke ein 20 Meter langes Kühlbett, bevor sie geschnitten werden. Die Zieloberfläche am Schnittpunkt beträgt 750 ± 10 °C, um eine ordnungsgemäße Scherung ohne Risse zu gewährleisten. Eine Überkühlung unter 740°C verursacht einen spröden Bruch; Unterkühlung über 760°C führt zu Scherverformungen.
Herausforderungen:
- Veränderungen der Stahlqualität (Kohlenstoffgehalt 0,1–0,6 %) verschieben die Wärmeleitfähigkeit und Wärmekapazität.
- Die Gießgeschwindigkeit variiert ±15 % abhängig vom Zeitpunkt des Umschlags der Kelle.
- Die Umgebungstemperatur schwankt saisonal um 10–35 °C.
- Systeme mit festem Durchfluss überschreiten oder unterschießen bei Transienten um 30–50°C.
5.2 Systemdesign
Temperaturmessung: Sechs Typ-K-Thermoelemente, eingebettet 5 mm unter der Billetoberfläche, alle 3 Meter entlang des Kühlbetts. Ein zusätzliches Infrarot-Pyrometer misst die Oberflächentemperatur am Schnittpunkt (dem Kontrollziel).
Kühldüsen: Achtzehn vollkegelförmige hydraulische Düsen (6 pro Zone, 3 Zonen) mit 60° Sprühwinkel und 1,2 mm Öffnungen. Jede Düse wird von einem proportionalen pneumatischen Ventil gespeist (Cv = 0,8, 3–8 bar Zuleitungsdruck). Die Düsen sind 1,2 Meter über dem Block montiert, was eine Sprühabdeckung von ~0,8 Metern mit 30 % Überlappung zwischen benachbarten Düsen bietet.
Steuerungszonen: Das 20-Meter-Bett ist in drei Zonen unterteilt:
- Zone 1 (0–6 m): Hohe Abkühlrate, Ziel 950 → 850 °C.
- Zone 2 (6–14 m): Mittlere Abkühlrate, Ziel 850 → 780 °C.
- Zone 3 (14–20 m): Feiner Trimm, Ziel 780 → 750°C.
Jede Zone verfügt über einen unabhängigen PID-Regler mit Vorwärtsvorrichtung durch die Wurfgeschwindigkeit.
Durchflussberechnung:
Bei 12 m/min Billet-Geschwindigkeit gilt die Verweilzeit = 20 m / (12 m/min) = 1,67 Minuten = 100 Sekunden.
Wärmeableitung erforderlich (vereinfacht, unter Annahme nur Kühlung der Blockoberfläche):
- Blockfläche = 4 × 0,15 m × 20 m = 12 m²
- Temperaturabfall = 1000 – 750 = 250°C
- Stahl-Wärmekapazität ≈ 600 J/kg/°C, Dichte ≈ 7800 kg/m³
- Billet-Querschnitt = 0,15 × 0,15 = 0,0225 m²
- Massendurchfluss = 0,0225 m² × 12 m/min / 60 = 0,0045 m³/s = 4,5 kg/s
- Wärmeableitung = 4,5 kg/s × 600 J/kg/°C × 250 °C ≈ 675 kW
Angenommen 60 % Kühleffizienz (40 % Wärme bleibt intern), ≈ die Wasserverdunstungsenthalpie 2300 kJ/kg: Wasserverdunstungsrate ≈ 675 kW × 0,6 / 2300 kJ/kg ≈ 0,18 kg/s = 10,8 L/min
Gesamtwasserversorgung (einschließlich Abfluss): ~25–30 L/min verteilt auf 18 Düsen = 1,4–1,7 L/min pro Düse zum Ausgangspunkt.
Jede Düse arbeitet mit 4–6 Bar, wobei die proportionalen Ventile zwischen 20 % und 100 % Durchfluss modulieren (Absenkung 5:1).
5.3 Steuerungsabstimmung
Vorwärtsvorwärts: Das Gießgeschwindigkeitssignal vom Caster-SPC skaliert den Grundstrom proportional. Wenn die Geschwindigkeit von 12 auf 13,2 m/min (+10 %) steigt, erhöht die Feedforward alle Zonenabflüsse um +10 %.
PID-Trimm (Zone 3, letzte Trimmzone):
- Kp = 0,5 (0,5 % Ventilwechsel pro 1°C-Fehler)
- Ki = 0,02 (Integralwirkungen über 50 Sekunden)
- Kd = 2,0 (erwartet 2 % Ventilwechsel pro 1°C/s Temperaturrate)
Anti-Wind-up begrenzt den integralen Zeitraum auf ±10 % Ventilkraft.
Ergebnisse: Nach der Inbetriebnahme sank die Temperaturschwankung am Schnittpunkt von ±25°C (Basiswert mit festem Durchfluss) auf ±6°C (integrierte Steuerung). Der Wasserverbrauch ging während der Geschwindigkeitsrampen um 18 % zurück. Das System kompensierte eine Steigungsänderung (0,2 % auf 0,4 % Kohlenstoff) innerhalb von 15 Sekunden, verglichen mit 90+ Sekunden für manuelle Bedienungseinstellung.
! 5-Temperaturkontrolle-Leistungs-Grafik
{kind=link}
6. Leistungsvergleich: Konventionelle vs. integrierte Smart Systems
6.1 Temperaturkontrollpräzision
| Metrik | Feststromsystem | Manuelle Ventileinstellung | Integriertes Smart Nozzle System |
|---|---|---|---|
| Temperaturvarianz (±°C) | ±20–40 | ±10–20 | ±3–8 |
| Einsetzzeit nach Lastwechsel (Sekunden) | 120–300 | 60–120 | 15–40 |
| Operator-Interventionsfrequenz | Alle 30–60 Minuten | Alle 10–20 Minuten | Selten (nur Alarme) |
| Anpassung an Klassenwechsel | Manuelle Suche + Ventileinstellung (5–10 Min) | Manuelle Einstellung (2–5 Minuten) | Automatik (10–30 Sekunden) |
| Produktrate außerhalb der Spezifikation | 3–8 % | 1–3 % | <0,5 % |
Aus unseren Kundendaten aus 14 Stahl- und Aluminiumanlagen konnten integrierte Systeme die thermischen Abstoßraten im Durchschnitt um 65 % senken und die Oberflächenqualität des Produkts (weniger Abschreckrisse, Kalkadhäsion) messbar verbessern.
6.2 Wasser- und Energieverbrauch
| Anwendung | Festwasserverbrauch (L/min) | Wasserverbrauch des integrierten Systems (L/min) | Einsparungen (%) | Energieeinsparungen (Pumpe + Heizung, kW) |
|---|---|---|---|---|
| Kontinuierliches Gießen (12 t/h Stahl) | 180 | 125 | 31% | 8,5 |
| Aluminium-Extrusionsabschrecken | 65 | 48 | 26% | 2,8 |
| Rechenzentrum-Rackkühlung | 220 | 145 | 34% | 12.0 |
| Industrielle Wärmebehandlungslinie | 95 | 72 | 24% | 4.2 |
Wassereinsparungen entstehen durch die Beseitigung von Übersprühen während niedriger Lastperioden und die Reduzierung von Kreislaufverlusten (Wasser, das beim manuellen Ein-/Ausschalten verschwendet wird). Energieeinsparungen umfassen sowohl eine reduzierte Pumpenleistung (der Durchfluss ist proportional zur Leistung in Zentrifugalpumpen – 30 % Durchflussreduktion = ~66 % Leistungsreduktion) als auch eine reduzierte Kühlwassererwärmung für Umlaufsysteme.
6.3 Wartung und Lebensdauer der Düse
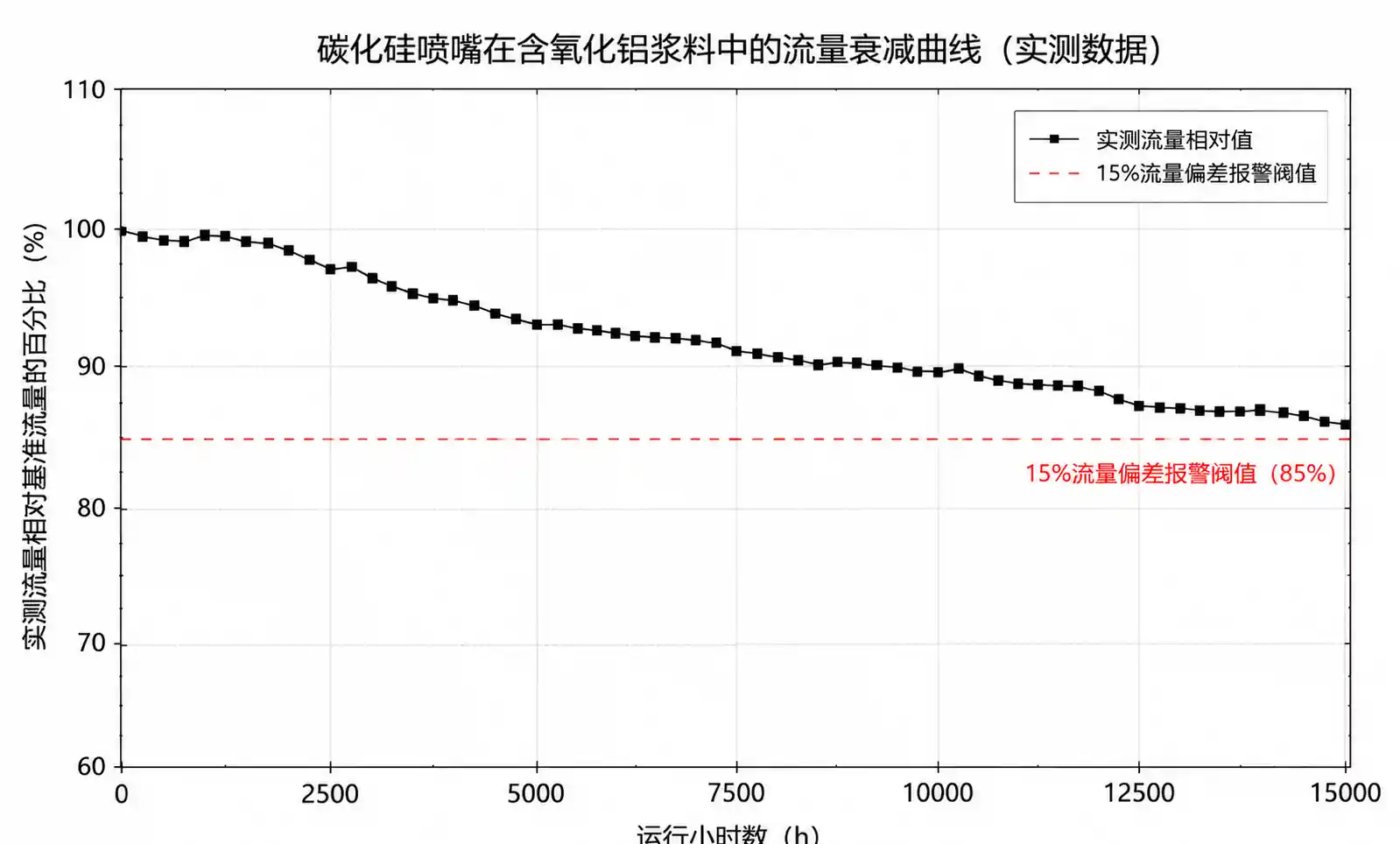
Integrierte Systeme mit Durchfluss-/Drucküberwachung ermöglichen vorausschauende Wartung. Ein allmählicher Flussabfall bei konstantem Druck deutet auf den Verschleiß der Öffnung hin. Wir sehen typischerweise:
- Festdrucksysteme: Düsen werden nach festem Zeitplan (vierteljährlich) überprüft, oft vorzeitig ausgetauscht oder zu lange gelaufen (was zu Qualitätsabweichung führt).
- Integrierte Systeme: Düsen wurden basierend auf dem tatsächlichen Verschleiß (Durchflussabweichung >15 %) ersetzt, was die durchschnittliche Lebensdauer um 30–50 % verlängert. Verstopfungen werden innerhalb von Minuten statt Stunden erkannt, was Produktfehler verhindert.
Allerdings erhöhen betätigte Düsen die mechanische Komplexität. Schrittmotor- oder Piezo-Aktuatoren in smarten Düsen sind Verschleißpunkte. Laut Felddaten beträgt die MTBF (mittlere Zeit zwischen Ausfällen) des Aktuators je nach Wasserqualität und Lastzyklus 8.000–20.000 Stunden. Eine ordnungsgemäße Filtration (<100 Mikron) und periodische Schmierung der Dichtung sind entscheidend.
! 6-Düsen-Verschleiß-Überwachung-Durchfluss-Rückgang
{kind=link}
7. Häufige Integrationsfehler und Feldlösungen
7.1 Fehler: Unterdimensionierte Steuerventile mit schlechter Drehspannung
Symptom: Die Temperatur schwankt bei niedrigen Durchflussraten; Das Ventil "pendelt" zwischen voll geschlossen und 10 % offen.
Ursache: Proportionalventil-Cv ist für den Düsendurchflussbereich überdimensioniert. Bei niedrigen Öffnungen (<15 %) ist die Strömungsauflösung schlecht und Reibung verursacht Stick-Rutschen.
Lösung: Das Ventil-Cv sollte so dimensioniert sein, dass der normale Betriebsdurchfluss bei 40–70 % Ventilöffnung stattfindet. Für eine Düse, die 0,5–3 L/min benötigt, verwenden Sie Cv ≈ 0,1–0,2, nicht Cv = 1,0. Falls bereits installiert, füge eine feste Öffnung stromabwärts hinzu, um den Betriebsbereich zu verschieben.
7.2 Fehler: Temperatursensor zu weit von der Kühlzone entfernt
Symptom: Das System reagiert langsam; Die Temperatur schwankt während der Rampen.
Ursache: Das Thermoelement befindet sich 5+ Meter stromaufwärts oder stromabwärts von der eigentlichen Sprühzone, was eine Messverzögerung von 10–20 Sekunden sowie thermische Diffusionsverzögerung verursacht.
Lösung: Platzieren Sie Sensoren innerhalb von 1–2 Metern um das Zentrum jeder Kühlzone. Für bewegte Produkte werden Sensoren stromabwärts platziert, die die Reisezeit berücksichtigen (Sensorposition = Sprühposition + product_speed × response_time).
7.3 Fehler: Keine Feedforward-Vergütung für Laständerungen
Symptom: Temperaturschwankungen ±20–30°C bei jeder Änderung der Produktgeschwindigkeit oder -gehaltsgrad, selbst bei gut abgestimmter PID.
Ursache: PID reagiert erst, nachdem ein Temperaturfehler aufgetreten ist. Wenn sich die Kühlung anpasst, hat sich die Störung durch die gesamte Zone ausgebreitet.
Lösung: Feedforward implementieren: Senden Sie Gießgeschwindigkeit, vorgelagerte Temperatur oder Produktqualitätssignal an den Controller. Berechnen Sie die erwartete Änderung des Kühlbedarfs und stellen Sie die Ventile sofort ein. Die PID kürzt dann eventuelle Restfehler. Der Feedforward-Gewinn kann empirisch abgestimmt werden: Beginnen Sie bei 0,8–1,0 (80–100 % der erwarteten Änderung) und passen Sie sich basierend auf dem Restfehler an.
7.4 Fehler: Ignorieren von Druckabfällen und Übersprechen im hydraulischen Krümmer
Symptom: Das Einstellen des Druckmodulationsventils einer Düse beeinflusst die Durchflussraten der benachbarten Düsen.
Ursache: Alle Düsen teilen sich einen gemeinsamen Ansaugkrümmer mit hohem Druckabfall. Wenn ein Ventil geöffnet wird, sinkt der Ansaugrohrdruck, wodurch der Durchfluss durch andere Düsen reduziert wird.
Lösung: Der Druckabfall im Ansaugrohr sollte <10 % des Betriebsdrucks der Düse betragen. Für 6-Bar-Düsen halten Sie den Ansaugrohr ΔP < 0,6 bar. Verwenden Sie einen größeren Manifold-Durchmesser oder installieren Sie einzelne Druckkompensationsventile an jeder Düse. Alternativ können Sie auf Düsen mit variabler Öffnung umsteigen, die nicht empfindlich auf Versorgungsdruckschwankungen reagieren.
7,5 Fehler: Keine Flow-Verifikation im geschlossenen Kreislauf
Symptom: Der Controller gibt 70 % Durchfluss an, aber die tatsächliche Kühlleistung ist unregelmäßig. Die Düsenöffnung ist durch den Verschleiß um 30 % vergrößert, aber das System erkennt es nicht.
Lösung: Installieren Sie Durchflussmesser oder verwenden Sie in Düseneingebaute Sensoren. Stellen Sie Alarmschwellenwerte ein: Wenn der befohlene Durchfluss und der gemessene Durchfluss um >15 % abweichen, lösen Sie eine Wartungswarnung aus. Automatisch kompensieren, indem man den Druck erhöht oder auf eine redundante Düse in derselben Zone wechselt.
8. FAQ
F1: Können wir intelligente Düsen in ein bestehendes Feststromkühlsystem nachrüsten?
Ja, aber erwarte moderate mechanische und elektrische Arbeiten. Sie müssen:
- Stattfinden Sie Proportionalsteuerungsventile (pneumatisch oder elektrisch) stromaufwärts von jeder Düse oder Düsengruppe.
- Hinzufügen Sie Temperatursensoren (Thermoelemente oder Pyrometer), falls sie nicht bereits vorhanden sind.
- Verdrahten Sie Sensoren und Ventile zu einer SPS oder einem Temperaturregler.
- Regelschleifen in Betrieb nehmen (PID abstimmen, Alarme konfigurieren).
Die Nachrüstkosten betragen typischerweise 30–50 % der Kosten für neue Systeme. Die Rückzahlung durch Wasser-/Energieeinsparungen und Qualitätsverbesserungen beträgt oft 12–24 Monate in kontinuierlichen Prozessen.
F2: Wie hoch ist das Mindestdrehverhältnis, das für eine effektive Temperaturregelung benötigt wird?
Für die meisten Anwendungen ist ein 5:1-Drehtempo (z. B. 1–5 L/min pro Düse) ausreichend. Eine höhere Bodenabgabe (10:1 oder 20:1) hilft in Chargenprozessen mit stark variierender Last oder in Produktlinien. Gepulste Ein-/Aus-Düsen können eine effektive Drehabsenkung von 50:1 oder höher erreichen, ohne Drosselungsverluste.
F3: Wie gehen wir mit Verstopfungen der Düsen in automatisierten Systemen um?
Drei-Schicht-Verteidigung:
- Filtration: 100-Mikron-Siebe stromaufwärts von Steuerventilen. Automatische Rückspüler für Wasser mit hohem Feststoff.
- Durchflussüberwachung: Erkennen Sie einen 20%igen Durchflussabfall und alarmieren Sie die Operatoren.
- Redundanz: Verwenden Sie 10–20 % Ersatzdüsen in kritischen Zonen; Der Controller schaltet automatisch auf Backup, wenn der Primärcontroller verstopft.
Selbstreinigende Düsen (mit internen Schaber oder gepulster Rückspülung) sind für stark kontaminiertes Wasser erhältlich, erhöhen aber Kosten und Komplexität.
F4: Welche Wasserqualität benötigt man für betätigte Smart Nozzles?
- Partikel: <100 Mikrometer (Inline-Siebe ausreichen).
- Härte: <150 ppm CaCO₃ zur Vermeidung von Kalkablagerungen an Aktuatordichtungen.
- pH: 6,5–8,5 (außerhalb dieses Bereichs beschleunigt der Abbau der Dichtung).
- Chlorid: <250 ppm für Edelstahl-benetzte Teile, <50 ppm für Kohlenstoffstahl.
Recyceltes Prozesswasser ist akzeptabel, wenn es richtig gefiltert und behandelt wird. Für extrem raue Umgebungen (hochfeste Suspension, korrosive Chemikalien) wird eine separate saubere Wasserversorgung für Aktuatoren empfohlen.
F5: Wie oft benötigen intelligente Düsenaktuatoren Wartung?
In sauberen Wasseranwendungen halten Aktuatordichtungen und -motoren 10.000–20.000 Betriebsstunden (1,5–3 Jahre durchgehend). Die Wartung umfasst:
- Dichtungsaustausch (alle 1–2 Jahre).
- Schmierung des Stellmotorlagers (jährlich).
- Durchflussmesser-Kalibrierungsprüfung (jährlich).
Für raue Umgebungen oder recyceltes Wasser sollten die Intervalle um 50 % reduziert werden. Berücksichtigen Sie die Ersatzkosten des Aktuators (~200–500 $ pro Düse) in die Gesamtbesitzkosten.
F6: Lohnt sich die zusätzliche Komplexität der modellprädiktiven Steuerung (MPC)?
Für die meisten industriellen Kühlanwendungen liefert PID + Feedforward 90 % der Leistung bei 20 % der Konstruktionskosten. MPC wird kosteneffizient, wenn:
- Multizonen-Interaktionen sind stark (die Anpassung einer Zone wirkt sich stark auf andere aus).
- Es existieren harte Einschränkungen (maximaler Gesamtwasserfluss, minimaler Druck in jeder Zone).
- Produktwert ist sehr hoch (Luft- und Raumfahrt, Halbleiter) und selbst eine Verbesserung von 1–2°C ist wichtig.
Wir empfehlen, mit PID + Feedforward zu beginnen und auf MPC umzusteigen, nur wenn messbare Qualität oder Ertragsverbesserung die MPC-Software und die Abstimmungskosten von 30.000–100.000 $ rechtfertigen.
9. Fazit
Die Integration automatischer Temperaturkontrollsysteme mit intelligenten Düsen verwandelt die Spritzkühlung von einem festen, offenen Kreislauf in einen dynamischen, präzisionsgesteuerten Betrieb. Die Kombination aus Echtzeit-Temperaturmessung, adaptiver Strömungsmodulation und geschlossener Verifikation reduziert die Temperaturvarianz um 60–75 %, senkt den Wasserverbrauch um 20–40 % und ermöglicht einen unbemannten Betrieb bei Lasttransienten und Produktwechseln.