





Kaltwalzen-Emulsionssprühen: Wie die Düsenauswahl die Kontrolle der Streifenform beeinflusst
Was du lernen wirst: Wie hydraulische Düsendesign, Sprühmustergleichmäßigkeit und Durchflusseigenschaften direkt die thermische Kronenkontrolle, Kantenwellenverhinderung und Flachheitstoleranz in Kaltwalzen beeinflussen.
Inhaltsverzeichnis
- [Einleitung: Warum die Düsenauswahl für die Formkontrolle wichtig ist] (#1-Einleitung)
- [Kritische Sprühparameter, die die Form des Streifens beeinflussen] (#2-kritische-Sprühparameter)
- [Düsentyp-Vergleich für Kaltwalz-Anwendungen] (#3-Düsentyp-Vergleich)
- [Durchflussverteilung und thermisches Kronenmanagement] (#4-Flussverteilung)
- [Materialauswahl und Auswirkung auf Formstabilität] (#5-Materialauswahl)
- [Best Practices zur Positionierung und Wartung der Installationen] (#6 – Installation-Positionierung)
- [Fehlerbehebung häufiger Formsteuerungsprobleme](#7 – Fehlerbehebung)
- FAQ
- Fazit und nächste Schritte
1. Einleitung: Warum die Auswahl der Düse für die Formsteuerung wichtig ist
In modernen Kaltwalzwerken erfordert die Aufrechterhaltung der Schleifeebene innerhalb von ±10 I-Einheiten (Flachheitsabweichung) eine präzise thermische Steuerung der Arbeitswalzen. Die Mulsionsspritzkühlung macht 60–75 % der gesamten Wärmeabfuhr während des Walzens aus, was die Auswahl der Düse zu einem der wichtigsten – und oft übersehenen – Faktoren bei der Formsteuerung macht.
Aus unserer Felderfahrung mit Tandem-Kaltmühlen zur Verarbeitung von Fahrzeugstahl haben wir beobachtet, dass eine falsche Düsenwahl zu drei persistenten Formfehlern beiträgt:
- Mittelbuckel oder Kantenwelle verursacht durch ungleichmäßige Kühlmittelverteilung über die Breite des Walzenrohrs
- Viertelknicke verursacht durch unzureichende Durchflussdichte in zwischenliegenden Zonen
- Flachkeitsinstabilität bei Spurübergängen aufgrund inkonsistenter thermischer Antwort
Dieser Leitfaden behandelt diese Probleme, indem erklärt wird, wie Sprühwinkel, Tröpfchengröße, Durchflussgleichmäßigkeit und Düsenverschleiß direkt die thermische Krone der Arbeitswalze – und letztlich die Form des Streifens – beeinflussen. Wir stellen Auswahlkriterien basierend auf der Fräskonfiguration, der Emulsionskonzentration und den Anforderungen an die Flachheitstoleranz bereit.
Was unterscheidet diesen von generischen Düsenführungen? Wir konzentrieren uns speziell auf die Beziehung zwischen hydraulischen Sprüheigenschaften und der Formwirksamkeit des Aktuators. Sie sehen ausgearbeitete Beispiele für Durchflussratenberechnungen, thermische Kronenmodellierung und Wartungspläne, die aus tatsächlichen Walzwerkdaten abgeleitet sind.
! 1-Kaltrollen-Sprühkopf-Installation
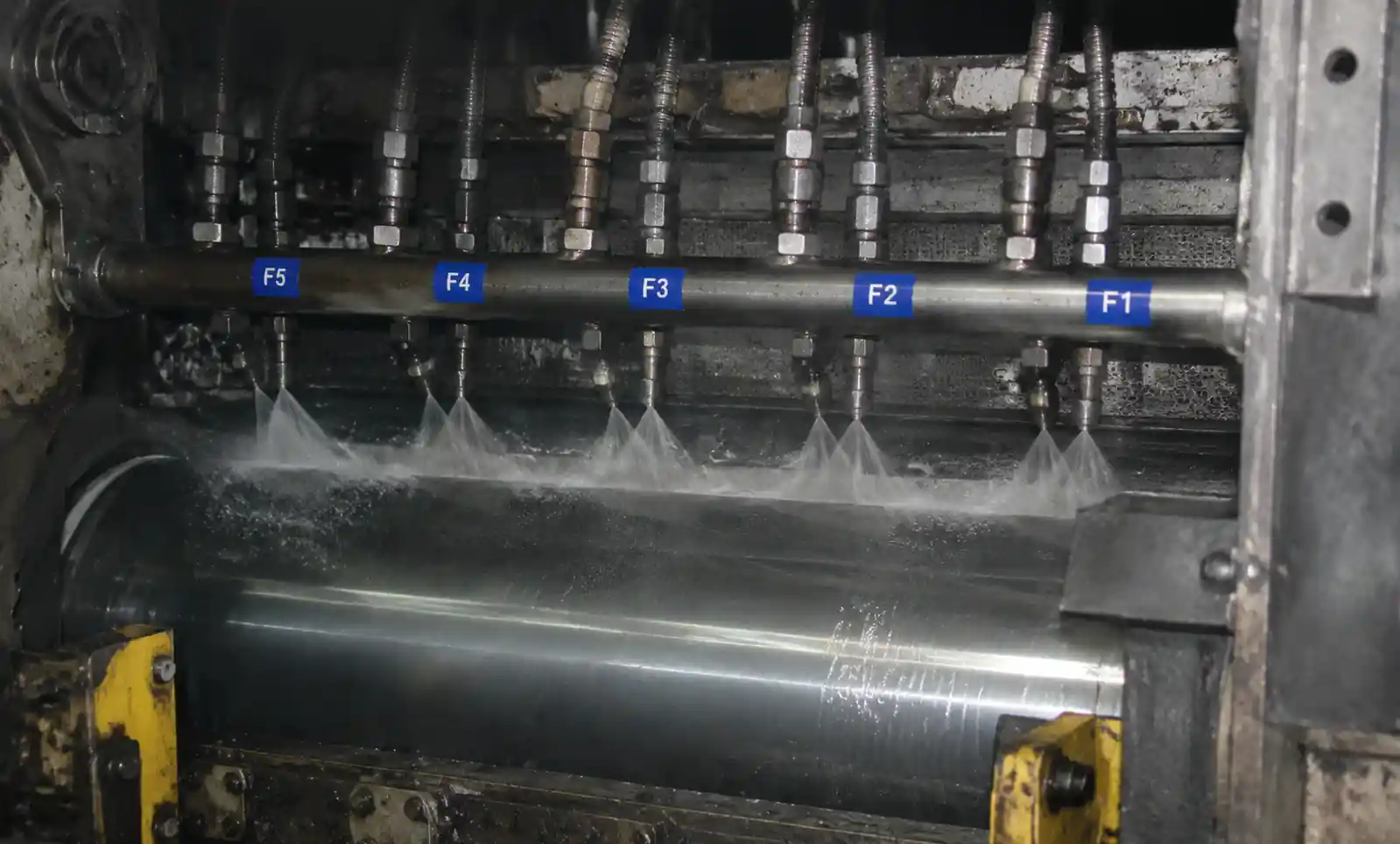{kind=link}
2. Kritische Sprühparameter, die die Form des Streifens beeinflussen
Die Kontrolle der Kaltwalzform hängt von der Steuerung der thermischen Ausdehnung der Arbeitswalzen ab. Die Aufgabe der Düse ist es, Wärme gleichmäßig abzuführen und gleichzeitig absichtliche thermische Kronenanpassungen durch variable Kühlmittelzonen zu ermöglichen. Vier Sprühparameter beeinflussen dies direkt:
2.1 Durchfluss- und Druckverhältnis
Der Emulsionsfluss folgt der üblichen hydraulischen Gleichung:
Q = K × √P
Wobei:
- Q = Durchflussrate (L/min)
- K = Düsenstromkoeffizient (spezifisch für die Öffnungsgeometrie)
- P = Versorgungsdruck (bar)
Kritische Erkenntnis zur Formkontrolle: Die Verdopplung des Drucks erhöht den Durchfluss nur um 1,41×, nicht um 2×. Diese nichtlineare Beziehung ist entscheidend, wenn man abgenutzte Düsen ausgleicht oder die Zonenkühlintensität anpasst. In der Praxis versuchen viele Mühlen, die Kühlkapazität durch Druckerhöhung wiederherzustellen, was jedoch abnehmende Erträge und den Verschleiß beschleunigt.
Für ein typisches 6-hohes Tandem-Fräswalzen-Kühlsystem mit 1.800 mm Lauflänge:
- Jeder Sprühkopf benötigt 60–80 Düsen
- Zieldurchflussdichte: 15–25 L/min pro Meter Walzbreite
- Betriebsdruckbereich: 3–6 bar (höherer Druck erhöht den Tröpfcheneinschlag, aber auch die Nebelverluste)
2.2 Gleichmäßigkeit von Sprühwinkel und Abdeckung
Der Sprühwinkel bestimmt die Überlappungsgeometrie zwischen benachbarten Düsen. Für Kaltwalzemulsionssysteme:
- Enge Winkel (40–60°): Bessere Durchdringung durch die Luftbarriere, die durch Walzenrotation entsteht, erfordern jedoch einen engeren Düsenabstand
- Weitwinkel (80–110°): Leichtere Abdeckung, aber anfälliger für Luftströmungen bei hohen Rollgeschwindigkeiten (>1.200 m/min)
Felddaten: In einem Automobilblechwerk mit 1.400 m/min reduzierte der Wechsel von 110° auf 65° flache Lüfterdüsen die Kantenwellenvariation um 18 %, da schmalere Sprühmuster die Luftgrenzschicht effektiver durchdrangen.
Die Überlappungsformel für eine einheitliche Abdeckung:
Abstand = (2 × h × tan(α/2)) × 0,7
Wobei:
- h = Düsen-zu-Roll-Abstand (typischerweise 150–250 mm)
- α = Sprühwinkel
- 0,7 = Überlappungsfaktor (30 % Überlappung verhindert Trockenphasen)
2,3 Tropfengrößenverteilung
Die Tropfengröße beeinflusst die Wärmeübertragungseffizienz und die Übertragung von Emulsionsöl:
- Grobe Tröpfchen (300–600 μm): Höhere Aufprallkraft, bessere Rollflächenbenetzung, minimale Nebelbildung – bevorzugt für Kaltwalzen
- Feine Tröpfchen (<200 μm): Größere Oberfläche für den Wärmetransfer, aber anfällig für Lufteinzug und Ölkonzentrationsdrift.
Wir messen die Größenverteilung der Tröpfchen mittels Laserbeugung (Malvern- oder Sympatec-Systeme). Die Schlüsselkennzahl ist Dv50 (median Tröpfchendurchmesser).
Warum das für die Form wichtig ist: Feines Besprühen verursacht eine ungleichmäßige Emulsionskonzentration über die Rollenbreite, da Tröpfchen vor dem Kontakt verdunsten. Dies führt zu inkonsistenten Wärmeübertragungskoeffizienten, was zu unvorhersehbaren thermischen Kronenschwankungen führt, die Modelle der Flachheitsregelung nicht ausgleichen können.
Empfohlener Dv50-Bereich für Kaltwalzemulsion (3–5 % Ölkonzentration): 250–450 μm
! 4-Stahlwerk-Entkalkung-Düse-Installation
{kind=link}
2.4 Aufprallkraft und Rollflächenbefeuchtung
Es ist eine ausreichende Aufprallkraft erforderlich, um die mit der Arbeitswalze rotierende Luftgrenzschicht zu verdrängen. Unzureichende Wirkungen führen zu unvollständiger Benetzung und lokalisierten Hotspots.
Die Aufprallkraft pro Düse kann geschätzt werden:
F ≈ ρ × Q × v
Wobei:
- ρ = Emulsionsdichte (~1.000 kg/m³)
- Q = volumetrische Durchflussrate (m³/s)
- v = Strahlgeschwindigkeit am Aufprallpunkt
Bei 5 bar Sprühdruck und 65° flachen Lüfterdüsen, die 200 mm von der Rolloberfläche entfernt positioniert sind, beträgt die typische Aufprallkraft 2–4 N pro Düse. Dies reicht für Geschwindigkeiten bis zu 1.500 m/min aus.
3. Düsentyp-Vergleich für Kaltwalzanwendungen
Nicht alle Düsentypen eignen sich für kaltrollende Emulsionssprühen. Hier ist ein Leistungsvergleich basierend auf Erfahrung im Mühlenfeld:
| Düsentyp | Sprühmuster | Tropfengrößenbereich (Dv50) | Durchflussgleichmäßigkeit über die Breite | Verstopfungswiderstand | Eignung für Formkontrolle |
|---|---|---|---|---|---|
| Hydraulischer Flachventilator | Elliptische Ebene | 250–500 μm | Ausgezeichnet (±5 % Variation) | Gut (wenn auf 100 μm gefiltert) | Bevorzugt – einheitliche Abdeckung, vorhersehbare Kantendefinition |
| Volle Kegel | Kreisförmiger fester Kegel | 200–600 μm | Mäßig (±12 % Variation) | Sehr gut | Zulässig für nicht-kritische Zonen; weniger gleichmäßig über die Walzbreite |
| Hohler Kegel | Kreisförmiger Ring | 150–400 μm | Schlechter (±20% Unterschied zwischen Mittel- und Kanten) | Gut | Nicht empfohlen – Donut-Muster erzeugt eine ungleichmäßige Wärmekrone |
| Luftatomisierung | Feiner Nebel | 50–150 μm | Ausgezeichnet | Mittlere (duale Fluidkomplexität) | Vermeiden Sie – übermäßiges Besprühen, Instabilität der Ölkonzentration |
| Spiral voller Kegel | Wirbelnder massiver Kegel | 300–700 μm | Gut (±8% Variation) | Ausgezeichnet | Geeignet für Header-Zonen mit hohem Kontaminationsrisiko |
Empfehlung: Hydraulische Flachventilatordüsen mit einem Sprühwinkel von 65–80° sind der Industriestandard für die Kühlung der Arbeitswalzen-Emulsion, da sie Folgendes bieten:
- Gleichmäßige Durchflussverteilung über die Breite des Walzenfasses
- Vorhersehbare Sprühkantengrenzen zur Zonenkontrolle
- Ausreichende Tröpfchengröße zur Minimierung von Besprühung
- Geringe Wartungskomplexität (Ein-Fluid-Design)
Häufiger Fehler: Verwendung von Vollkegeldüsen, die für die Tankreinigung gedacht sind. Diese erzeugen kreisförmige Sprühmuster, die bei linearer Anordnung entlang eines Rollkopfes Lücken oder übermäßige Überlappungen erzeugen, was zu einer sinusförmigen Flussverteilung führt, die sich direkt in thermische Kronenvariationen übersetzt.
! 3-Düsen-Typ-Vergleich-Sprühmuster.
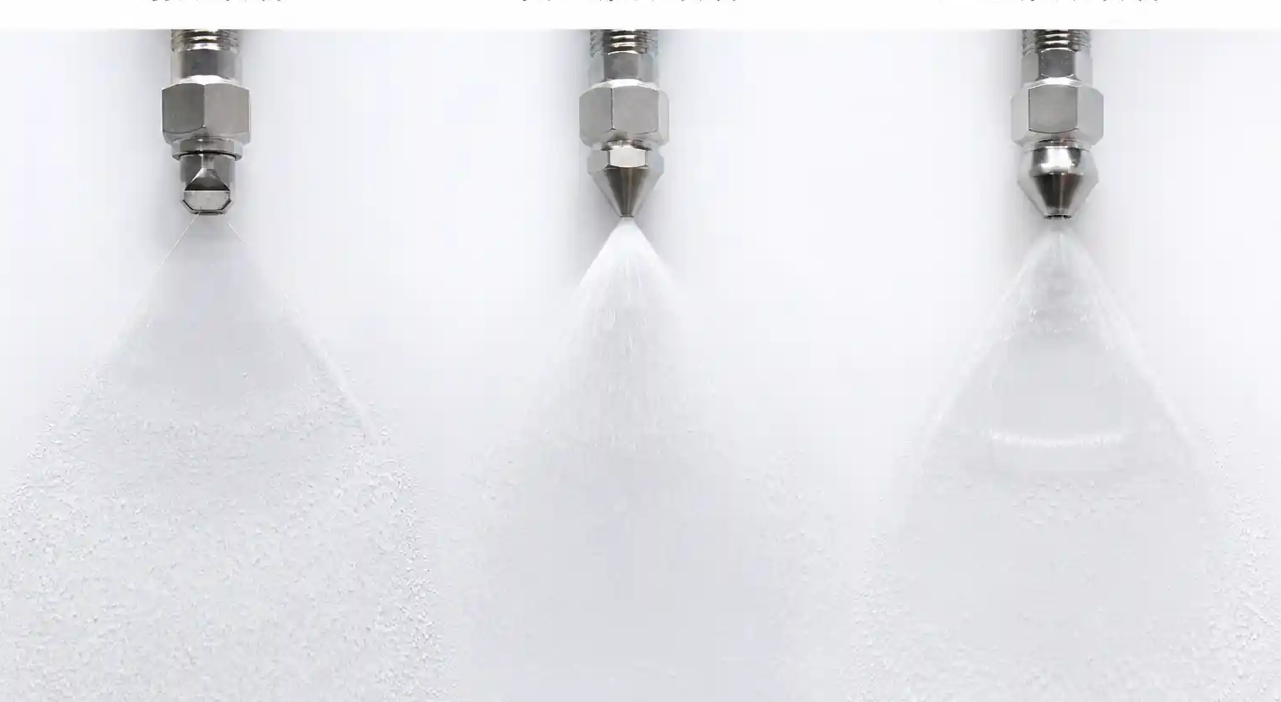{kind=link}
4. Flussverteilung und thermisches Kronenmanagement
Die Entwicklung der thermischen Arbeitswalze folgt vorhersehbaren Mustern, die auf der Kühlverteilung basieren. Moderne Mühlen verwenden Mehrzonen-Sprühkrümme (typischerweise 3–5 Zonen über die Walzenbreite), um die thermische Krone gezielt zu modulieren.
4.1 Thermische Kronen-Grundlagen
Die thermische Ausdehnung der Arbeitsrolle folgt:
ΔD = α × D₀ × ΔT
Wobei:
- ΔD = Durchmesseränderung
- α = thermischer Ausdehnungskoeffizient (~11 × 10⁻⁶ /°C für Stahl)
- D₀ = ursprünglicher Walzendurchmesser
- ΔT = Temperaturanstieg
Für eine typische 600 mm Durchmesser Arbeitswalze mit einem durchschnittlichen Temperaturanstieg von 40 °C während des Stationären Walzens:
ΔD = (11 × 10⁻⁶) × 600 mm × 40 °C = 0,264 mm
Diese thermische Krone muss ausgeglichen oder kontrolliert werden durch:
- Werkwalzenbiegen (mechanisch)
- Mittlere Rollverschiebung (mechanisch)
- Kühlmittelzonen-Flussmodulation (thermisch – wo die Wahl der Düse wichtig ist)
4.2 Düsenabstand und Zonenkontrollauflösung
Die Wirksamkeit der Zonenkühlung hängt davon ab, dass klar thermische Grenzen zwischen benachbarten Zonen erreicht werden. Dies erfordert:
- Innerzonengleichmäßigkeit: <±3 % Flussunterschied innerhalb jeder Zone
- Trennung zwischen den Zonen: Minimale Sprühüberlappung zwischen den Zonen (<10 % der Zonenbreite)
Ausgearbeitetes Beispiel – 5-Zonen-Sprühkopf-Design:
Mühlenkonfiguration:
- Laufbreite der Arbeitswalzen: 1.600 mm
- Zonenverteilung: Mittelzone (400 mm) + 2 Zwischenzonen (je 300 mm) + 2 Randzonen (jeweils 300 mm)
- Zieldurchflussdichte: 20 L/min pro Meter
Ausgewählte Düse: Flachlüfter 65°, K = 0,45 L/min/√bar
Bei 4 bar Betriebsdruck:
- Durchfluss pro Düse = 0,45 × √4 = 0,9 L/min
Berechnung des Düsenabstands:
- Bei 200 mm Abstand: Abstand = (2 × 200 mm × Tan(32,5°)) × 0,7 = 178 mm
- Düsen pro Meter = 1.000 mm / 178 mm ≈ 5,6 → Verwendung 6 Düsen/Meter
- Tatsächliche Durchflussdichte = 6 × 0,9 = 5,4 L/min pro Meter pro Header (×4 Header = insgesamt 21,6 L/min pro Meter) ✓
4.3 Gleichmäßigkeitsmessung des Durchflusses
Wir empfehlen vierteljährliche Durchflussverteilungsprüfungen unter Verwendung von Catch-Cup-Tests:
- Positioniere die Sammelschalen in 100 mm Abständen über die Walzenbreite
- Sprühsystem 30 Sekunden lang unter Betriebsdruck laufen lassen
- Messen Sie das gesammelte Volumen in jedem Tablett
- Berechnen Sie den Variationskoeffizienten (CV = Standardabweichung / Mittelwert)
Zielleistung:
- In-Zone CV: <5 % - Zonen-zu-Zone absichtliche Variation: bis zu ±30 % steuerbar Feldbeobachtung: Mühlen mit abgenutzten Düsen (>8.000 Betriebsstunden in abrasiver Emulsion) zeigen einen Anstieg der CV von 4 % auf 15 %, was zu einer unvorhersehbaren Formreaktion auf Kühlmittelzonenanpassungen führt.
5. Materialauswahl und Einfluss des Verschleißes auf die Formstabilität
Düsenverschleiß in Kaltwalz-Emulsionssystemen ist aufgrund von abrasiven Partikeln (Mühlfein, Walzverschleißreste) im umgewälzten Kühlmittel unvermeidlich. Wear manifestiert sich als:
- Vergrößerung der Öffnung → erhöhte Durchflussrate
- Sprühwinkelverengung → reduzierte Abdeckung
- Asymmetrische Abnutzung → schiefes Sprühmuster
Alle drei beeinträchtigen direkt die Formkontrollleistung.
5.1 Materialleistungsvergleich
| Material | Härte (HRC) | Relative Verschleißlebensdauer | Kostenmehrfach | Abschleißfestigkeit | Empfohlene Anwendung |
|---|---|---|---|---|---|
| Gehärteter Edelstahl (316) | 28–32 | 1× (Ausgangswert) | 1× | Moderat | Emulsion mit geringer Verunreinigung, <3.000 Stunden Intervalle akzeptabel |
| Keramik (Alumina 99%) | 85–88 | 8–12× | 4–6× | Ausgezeichnet | Standardwahl für Arbeitsrollenkopfzeilen; Lebensausgleich und Kosten |
| Siliziumkarbid | 90–95 | 15–20× | 8–12× | Superior | Umgebungen mit hoher Kontamination oder längere Austauschintervalle |
| Wolframkarbid | 88–92 | 12–18× | 10–15× | Ausgezeichnet | Gute Alternative zu SiC, aber spröde unter Druckspitzen |
5.2 Verschleißauswirkung auf die Formkontrolle
Fallstudie: Eine 5-Stand-Tandemfräse, die freiliegende Fahrzeugplatten herstellt (0,7 mm Dicke, ±10 I-Unit-Flachheitstoleranz), erlebte nach 6.000 Betriebsstunden zunehmende Forminstabilität:
- Durchschnittlicher Verschleiß der Düsenöffnung: +15 % Durchmesserzunahme
- Durchflusserhöhung pro Düse: +23 % (der Durchfluss skaliert mit der Öffnungsfläche und wird dann durch Druckabfalländerungen angepasst)
- In-Zone-Durchfluss CV: stieg von 4,2 % auf 14,8 %
- Formkontrollantwort: Wirksamkeit der Kantenkorrektur um 30 % reduziert
Ursache: Ungleichmäßige Verschleißraten über die Düsen (einige verschleißen 8 %, andere 22 %) führten zu Durchflussverteilungsmustern, die nicht mehr mit den Annahmen des Thermokronenmodells übereinstimmten.
Lösung umgesetzt:
- Wechsel von Edelstahl zu Aluminiumoxid-Keramikdüsen (8× Lebensdauer)
- Festlegung eines Ablaufprüfungsprotokolls alle 2.000 Stunden
- Gesamte Zone ersetzt, wenn der durchschnittliche Verschleiß +10 % Durchflusserhöhung überschritt
Wirtschaftliche Rechtfertigung:
- Keramische Düsen kosten 5× mehr, halten aber 8× länger
- Vermiedene formbedingte Abstufung von Prime auf kommerzielle Klasse: 120 $/Tonne × 40 Tonnen/Tag = $4.800/Tag
- Rückzahlungszeit: 3 Wochen
5.3 Ersatzstrategie
Zwei Ansätze:
Individueller Austausch: Düsen ersetzen, wenn die Durchflussmessung +12 % des nominalen Wertes übersteigt
- Vorteil: Geringere Anfangskosten
- Nachteil: Erzeugt Flussungleichmäßigkeit, wenn neue Düsen mit abgenutzten vermischt werden
Zonenaustausch: Ersetzen Sie alle Düsen in einer Zone gleichzeitig, wenn der durchschnittliche Verschleiß +10 % erreicht.
- Pro: Erhält die Gleichmäßigkeit innerhalb der Zone
- Nachteil: Höhere Wiederbeschaffungskosten pro Ereignis
Empfehlung: Zonenaustausch für Mittel- und Zwischenzonen (entscheidend für die Form), individueller Austausch akzeptabel für Randzonen.
! 5-Düsen-Verschleiß-Vergleichsmikroskop.
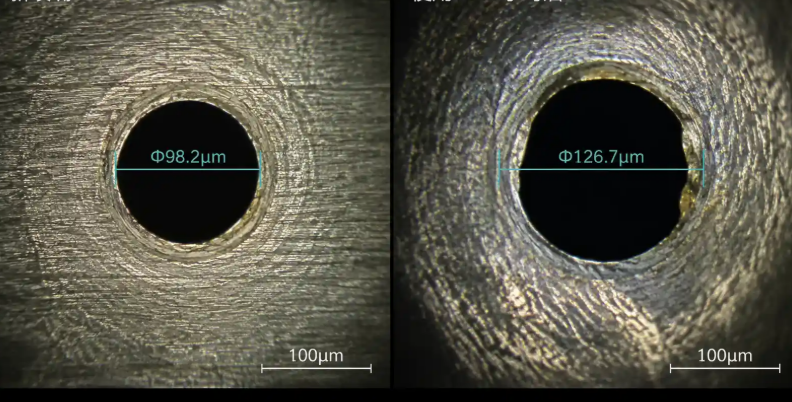{kind=link}
6. Best Practices zur Positionierung und Wartung der Installation
Die richtige Installation der Düse wirkt sich direkt auf die Sprühleistung aus. Häufige Installationsfehler, die wir korrigiert haben:
6,1 Abstandsdistanz
Optimaler Bereich: 150–250 mm von der Düsenspitze bis zur Walzfläche
- Zu nah (<150 mm): Sprühmuster hat sich noch nicht vollständig entwickelt; Risiko von Düsenaufprallschäden durch Rollvibrationen – Zu weit (>300 mm): Übermäßige Tröpfchenverzögerung; Luftströme lenken das Spritzmuster ab; verstärkte Besprühung
Messmethode: Verwenden Sie ein Tiefenmessgerät, um den Abstandsabstand an drei Punkten an jedem Header während der Installation und vierteljährlichen Überprüfungen zu überprüfen.
6,2 Sprühwinkel-Ausrichtung
Die Düsen müssen ausgerichtet sein:
- Axial: Sprühventilator senkrecht zur Rollachse (±2° Toleranz)
- Radial: Sprühmittellinie auf den Roll-Tangentenpunkt ausgerichtet (nicht im Umfang versetzt)
Feldbeobachtung: Eine 5°-Fehlstellung in der axialen Positionierung verringert die effektive Abdeckungsbreite um 12 %, wodurch trockene Streifen entstehen, die sich als lokalisierte heiße Bänder und Formabweichungen zeigen.
6.3 Header-Montagestarrigkeit
Sprühkrümme müssen starr montiert sein, um vibrationsinduierte Positionsänderungen zu verhindern. Wir haben Mühlen gesehen, wo:
- Unzureichende Halterungen ermöglichten eine 3–5 mm Durchbiegung des Krümmers unter hydraulischem Druck
- Schwingungen durch den Fräsbetrieb verursachten monatelang eine allmähliche Drehung des Krümmers
- Ergebnis: Das Sprühmuster verschob sich allmählich, was zu unerklärlichen Formabweichungen führte, die Operatoren durch das Umstimmen der Modelle kompensierten – wodurch die Ursache verborgen wurde
Lösung: Schweißmontierte Krümmerhalterungen mit vibrationsdämpfenden Buchsen in 600 mm Abständen.
6.4 Filteranforderungen
Kaltwalz-Emulsionssysteme zirkulieren Kühlmittel und enthalten:
- Mühlmaßstab (10–100 μm)
- Rollabnutzung (5–50 μm)
- Trampöl und Flockmittel
Minimale Filtration: 100 μm absolut für hydraulische Flachlüfterdüsen mit >0,8 mm Öffnungsdurchmesser
Empfohlene Filtration: 50 μm für optimale Düsenlebensdauer; Automatische Rückspülfilter zur Aufrechterhaltung des Durchflussdrucks
6.5 Wartungsplan
| Aufgabe | Frequenz | Akzeptanzkriterien |
|---|---|---|
| Visuelle Inspektion (Verstopfungen, physische Schäden) | Täglich (Bedienerkontrolle) | Keine sichtbaren Trümmer, intakter Düsenkörper |
| Abflussverteilungsprüfung (Catch-Cup-Test) | Alle 2.000 Betriebsstunden | In-Zone-CV <8 % |
7. Problembehebung häufiger Formsteuerungsprobleme
7.1 Symptom: Kantenwelle, die nicht auf die Einstellung der Kühlmittelzone reagiert
Mögliche düsenbedingte Ursachen:
-
Ungleichmäßiger Verschleiß in den Düsen der Randzone
- Diagnose: Messung des Durchflusses von jeder Kantendüse; Achten Sie auf >15 % Variation
- Lösung: Alle Randzonendüsen gleichzeitig ersetzen
-
Sprühmusterablenkung bei hoher Geschwindigkeit
- Diagnose: Prüfen, ob die Schneidenwellenschwere mit der Rollgeschwindigkeit zunimmt
- Lösung: Wechsel zu schmaleren Sprühwinkeldüsen (65° statt 80°) oder Erhöhung des Sprühdrucks zur Verbesserung der Durchdringung
-
Unzureichende Abdeckung an den Streifenrändern
- Diagnose: Wasserempfindlicher Papiertest zeigt Trockenzonen an den Rändern
- Lösung: Düsenabstand reduzieren oder zusätzliche Randdüsen hinzufügen
7.2 Symptom: Mittlere Schnalle während Anzeigeübergängen
Mögliche düsenbedingte Ursachen:
-
Verzögerte thermische Reaktion in der Mittelzone
- Diagnose: Mittelzonen-Durchflussdichte signifikant niedriger als Zwischenzonen
- Lösung: Überprüfung der Anzahl der Düsen und Durchflussraten in der Mittelzone; Erhöhen Sie den Mittelzonendruck bei Bedarf
-
Besprühen verursacht inkonsistente Wärmeübertragung
- Diagnose: Sichtbare Nebelwolke um Arbeitsrollen; Emulsionskonzentrationsdrift
- Lösung: Sprühdruck reduzieren oder auf Düsen umsteigen, was gröbere Tröpfchen erzeugt (Vergrößerung der Öffnungsgröße)
7.3 Symptom: Flachheitsvariation über die Spulenlänge hinweg
Mögliche düsenbedingte Ursachen:
-
Intermittierendes Verstopfen der Düse
- Diagnose: Beobachtete Flussvariation über die Zeit; Verbesserte Filtration behebt vorübergehend das Problem
- Lösung: Filtration auf 50 μm aufrüsten; Inspektion auf Emulsionskontaminationsquellen
-
Temperaturzirkulation in der Kühlmittelversorgung
- Diagnose: Der Sprühdruck schwankt; Die Emulsionstemperatur variiert ±5°C
- Lösung: Nicht direkt düsenbezogen, beeinflusst aber die Sprühleistung; Stabilisiere die Temperatur des Kühlmittelsystems
7.4 Diagnostisches Flussdiagramm
Es tritt ein Formdefekt auf ↓ Ist die Abstimmung der Kühlmittelzone weniger effektiv geworden? ↓ Ja Durchführung von Audit der Flussverteilung ↓ CV >8 % innerhalb der Zone? ↓ Ja Einzelne Düsenströmungen messen ↓ Variation >15 % zwischen den Düsen? ↓ Ja → Abgenutzte Düsen ersetzen (Zonenaustausch empfohlen) ↓ Immer noch schlechte Reaktion? ↓ Überprüfen Sie die Ausrichtung des Sprühwinkels und den Abstandsabstand ↓ Fehlausrichtung >3° oder Abstand außerhalb der Reichweite? ↓ Ja → Kopfzeilen neu ausrichten und mit wasserempfindlichem Papiertest überprüfen und prüfen Sie es mit einem wasserempfindlichen Papiertest
! 6-Durchflusstest-Düsen-Header
{kind=link}
8. FAQ
F: Können wir verschiedene Düsentypen im selben Sprühkopf mischen?
A: Nicht empfohlen. Verschiedene Düsentypen erzeugen unterschiedliche Sprühmuster und Tröpfchengrößen, was zu einer ungleichmäßigen Kühlung führt, selbst wenn die Durchflussraten angepasst sind. Bleib bei einem Düsentyp pro Krümmer, am besten über alle Krümmer auf einer Rolle.
F: Woran erkennen wir, wann der Verschleiß der Düse die Formkontrolle im Vergleich zu anderen Faktoren beeinflusst?
A: Führen Sie eine Kontrolle über die Flussverteilung durch. Wenn der Variationskoeffizient innerhalb der Zone 8 % übersteigt oder eine Düse >12 % über dem nominalen Wert fließt, trägt wahrscheinlich der Verschleiß der Düse dazu bei. Achte auch auf einen Zusammenhang zwischen Formproblemen und den Betriebszeiten seit dem letzten Düsenwechsel.
F: Ist ein höherer Sprühdruck immer besser zur Wärmeentfernung?
A: Nein. Während ein höherer Druck den Durchfluss leicht erhöht (denken Sie an die Quadratwurzelbeziehung), ist es auch:
- Erzeugt feinere Tröpfchen, die anfälliger für Besprühung sind.
- Beschleunigt den Verschleiß der Düsen
- Kann Emulsionsschaumbildung verursachen Optimiere für 3–6 Takte; Über 8 bar hinaus bringt man selten einen nennenswerten Nutzen für Kaltwalzanwendungen.
F: Sollten wir dieselben Düsen für die Kühlung von Arbeitsrollen und Ersatzrollen verwenden?
A: Nicht unbedingt. Backup-Walzen haben andere Anforderungen an das Wärmemanagement – sie berühren den Streifen nicht direkt und drehen langsamer. Viele Fräsereien verwenden Weitwinkel-Vollkegeldüsen für Ersatzwalzen, da eine gleichmäßige Abdeckung über die Breite weniger wichtig ist.
F: Wie schnell wirkt sich der Verschleiß der Düse auf die Formkontrolle aus?
A: Es ist allmählich. In typischen Emulsionsumgebungen mit mäßiger Kontamination:
- Die ersten 2.000 Stunden: Minimale Belastung, Verschleiß <5 % – 2.000–5.000 Stunden: Messbare Abnutzung (5–10 %), Formkontrollkompensation weiterhin wirksam – 5.000–8.000 Stunden: Signifikante Abnutzung (10–20 %), reduzierte Formreaktion, erhöhtes Downgrade-Risiko – >8.000 Stunden: Starker Verschleiß (>20 %), unvorhersehbares Formverhalten
Die Zeitlinie verdichtet sich mit höheren Kontaminationswerten.
F: Können wir die Formkontrollleistung wiederherstellen, ohne die Düsen zu ersetzen?
A: Vorübergehend durch Erhöhung des Sprühdrucks, um den Durchflussverlust auszugleichen, aber das beschleunigt den Verschleiß und verursacht weitere Probleme. Die einzige dauerhafte Lösung ist der Austausch der Düse. Man kann es sich vorstellen, als würde man versuchen, abgenutzte Fräslager durch Erhöhung der Walzkraft auszugleichen – man kann Symptome kurzzeitig kaschieren, aber das zugrunde liegende mechanische Problem nicht vermeiden.
9. Fazit und nächste Schritte
Die Auswahl und Wartung der Düse wirken sich direkt auf die Steuerung der Kaltwalzform durch drei Mechanismen aus:
- Strömungsgleichmäßigkeit bestimmt die Vorhersagbarkeit der thermischen Krone
- Geometrie des Sprühmusters beeinflusst die Auflösung der Zonenkühlung
- Verschleißrate bestimmt die langfristige Formkontrollstabilität
Die wichtigsten Maßnahmen zur Aufrechterhaltung der Formkontrollleistung:
Sofort (falls nicht bereits umgesetzt):
- Überprüfen Sie die aktuellen Düsentypen mit den Anwendungsanforderungen (hydraulischer Flachlüfter, empfohlener Sprühwinkel von 65–80°)
- Durchführung von Flussverteilungsprüfungen zur Festlegung der Basislinie
- Überprüfung der Filtrationsakutät (mindestens 100 μm, vorzugsweise 50 μm)
Kurzfristig (innerhalb von 3 Monaten):
- Implementierung eines vierteljährlichen Ablaufprüfungsplans
- Festlegung von Düsenaustauschkriterien (Zonenaustausch bei durchschnittlichem Verschleiß >10 %)
- Materialaufrüstung auf Keramik bewerten, falls derzeit Edelstahl verwendet wird
Langfristig:
- Integration der Düsenleistungsverfolgung in Formsteuerungsdatensysteme
- Entwicklung von prädiktiven Austauschplänen basierend auf Betriebszeiten und Kontaminationsniveaus
- Berücksichtigung automatisierter Durchflussüberwachungssysteme für kritische Formzonen
Wirtschaftliche Auswirkung: Mühlen, die systematische Düsensteuerung umsetzen, siehe:
- 15–25 % Reduktion formbezogener Abstiege
- 30–40 % längere Lebensdauer der Düsen (durch richtige Materialwahl)
- 20–30 % Verbesserung der Flachheitskonsistenz