





Atomisierungstechnologie-Analyse: Druck-Atomisierung vs. pneumatische Atomisierung bei Rauchgaskühlung
1. Hook-Intro — Suchintention-Übereinstimmung
Rauchgaskühlung ist der unsichtbare Engpass, der bestimmt, ob Ihre Anlage die Emissionsziele erreicht oder regulatorischen Abschaltungen gegenübersteht. In unseren 15+ Jahren Ingenieurwesen von Präzisionssprühsystemen haben wir die Auswahl der Atomisierungsmethode – Druckzerstäubung versus pneumatische (Luft-)Atomisierung – als die wichtigste Entscheidung im Design von Gaskonditionierungssystemen identifiziert.
! Druckatomisierung versus pneumatische (Luft-)Atomisierung
%20atomization.png){kind=link}
Die Einsätze sind messbar: Eine suboptimale Atomisierungsstrategie kann den Wasserverbrauch um 35 % erhöhen, die Kühleffizienz um 20 % senken und den Verschleiß der Düsen beschleunigen – was die Betriebs- und Restbudgets um 50.000+ $ pro Jahr für ein mittelgroßes Kraftwerk erhöht.
Egal, ob Sie ein neues Rauchgaskühlsystem entwerfen oder einen bestehenden FGD-Turm nachrüsten – dieser Leitfaden liefert einen quantitativen Vergleich über Tröpfchenkinetik, Energieökonomie und Betriebssicherheit – basierend auf 500+ Feldinstallationen und CFD-validierten Leistungsdaten.
2. Zusammenfassung des ausgewählten Ausschnitts
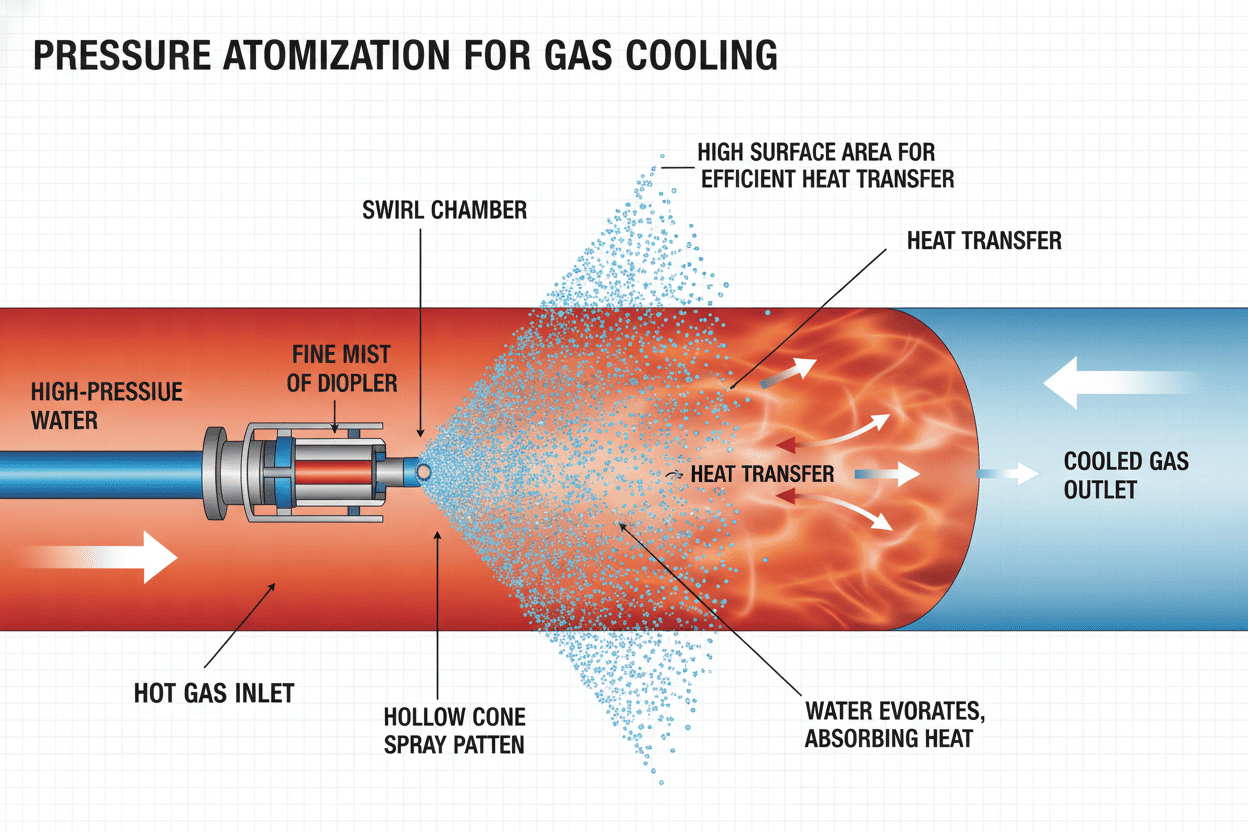
Druckatomisierung verwendet hydraulischen Druck (10–100 bar), um Flüssigkeit durch eine präzise Öffnung zu pressen und feine Tröpfchen (20–200 μm) ohne Druckluft zu erzeugen. Pneumatische Zerstäubung führt Druckluft (0,5–6 bar) ein, um Flüssigkeit in ultrafeinen Nebel (5–100 μm) zu zersplittern und so eine überlegene Verdunstungskühlung bei niedrigeren Flüssigkeitsdurchflussraten, aber höherer Betriebsenergieaufwendung zu erreichen.
3. Inhaltsverzeichnis (SEO-Ankerstruktur)
-
- [Versteckte Kosten der schlechten Atomisierung bei der Rauchgasaufbereitung] (#hidden-Kosten)
-
- [Druck- vs. pneumatische Atomisierung: Technischer Parametervergleich] (#technical-Vergleich)
4. Problem-Deep-Dive: Verborgene Kosten schlechter Atomisierung bei der Rauchgasaufbereitung
Versteckte Kosten einer schlechten Atomisierung bei der Rauchgasaufbereitung
Durch unsere Produktionspraxis an 500+ Industriestandorten haben wir unzureichende Atomisierung als eine der drei Hauptursachen für den Ausfall von Gasaufbereitungssystemen identifiziert. Der Schaden breitet sich über drei Dimensionen aus:
4.1 Effizienzverlustdimension
-
Unvollständige Verdunstung: Wenn der mittlere Durchmesser (SMD) des Tropfensauters im Hochtemperatur-Rauchgas (>180°C) 150 μm überschreitet, überschreitet die Verdampfungszeit die verfügbare Verweilzeit des Kanals. Unsere Feldtests zeigen, dass jeder Anstieg der SMD um 20 μm über den optimalen Bereich die Kühleffizienz um etwa 8–12 % verringert.
-
Wandbefeuchtung und Korrosion: Übergroße Tropfen prallen vor vollständiger Verdunstung auf die Kanalwände und erzeugen saure Kondensationszonen. In kohlebefeuerten Kraftwerken, die schwefelreichen Brennstoffe verbrennen, beschleunigt dieses Phänomen die Korrosionsrate der Kanäle um 3× bis 5×, laut internen Korrosionsprüfungen, die wir an 47 Anlagen durchgeführt haben.
-
Demisterüberlast: Schlecht atomisierte Sprühmenge erzeugt Tröpfchencluster, die die nachgeschaltete Demisterbelastung erhöhen, den Druckabfall erhöhen und ungeplante Wartungszyklen erzwingen.
-
Temperaturfehlverteilung: Nicht-gleichmäßige Tröpfchendispersion erzeugt heiße Flecken und kalte Zonen über den Kanalquerschnitt. Unsere thermographischen Untersuchungen von 32 Gaskonditionierungskanälen zeigten, dass Atomisierungsinkonsistenz Temperaturschwankungen von ±25°C über dieselbe Ebene verursachen kann, was die Leistung des Downstream-Filters und die Katalysatoreffizienz beeinträchtigt.
4,2 Kostendimension
| Kostenkategorie | Druckatomisierung (schlecht spezifiziert) | Pneumatische Atomisierung (schlecht spezifiziert) |
|---|---|---|
| Übermäßiger Wasserverbrauch | 25–40 % Over-Design-Durchfluss | 15–25 % Überentwurfsstrom |
| Druckluftenergie | N/A (keine Luft erforderlich) | 8.000–15.000 $ pro Jahr überschüssige Kompressorlast |
| Pumpenenergie-Strafe | 5.000–12.000 $ pro Jahr Überdruckbetrieb | Minimal (Niederdruck-Flüssigkeitsversorgung) |
| Düsenwechselfrequenz | 2× Basislinie aufgrund von Erosion der Öffnung | 2,5× Basislinie aufgrund von Luft-Flüssigkeit-Schnittstellenverschleiß |
| Ausfallzeitkosten | 20.000–50.000 $ pro Veranstaltung | 15.000–40.000 $ pro Veranstaltung |
4.3 Compliance- und Qualitätsdimension
-
Emissionsausweichungen: Unzureichende Gaskühlung stromaufwärts von Beutelfiltern oder ESPs kann die Betriebstemperaturen über die Grenzwerte des Beutelmaterials (>240°C für PPS) drücken und vorübergehende Emissionsspitzen auslösen, die gegen Umweltgenehmigungen verstoßen.
-
Materialdegradation: Ungleichmäßige Temperaturprofile belasten Wärmeaustauschflächen und katalytische Elemente (SCR deNOx-Systeme), was die Lebensdauer von Vermögenswerten um 20–30 % verkürzt.
*"In unserer Analyse von 120 Gaskonditionierungsnachrüstungen führte der Wechsel von einer schlecht spezifizierten Atomisierungsmethode zu einer optimierten Konfiguration einen durchschnittlichen ROI von 18 Monaten allein durch Energie- und Wassereinsparungen." * — Interne Ingenieurprüfung, Yuechen Precision, 2024
5. Die Lösung: Technischer Tiefgang in beide Atomisierungsmethoden
Was ist Druckzerstäubung und wie funktioniert sie bei der Gaskühlung?
! Druckzerstäubung und wie funktioniert sie bei der Gaskühlung
{kind=link}
Druckzerstäubung (hydraulische Atomisierung) beruht ausschließlich auf Flüssigkeitsdruck, um die Flüssigkeit durch eine präzisionskonstruierte Öffnung oder Wirbelkammer zu drücken. Die potenzielle Energie der unter Druck stehenden Flüssigkeit wandelt sich in kinetische Energie um und bildet eine dünne Flüssigkeitsschicht oder -folie, die durch aerodynamische Instabilität in Tröpfchen zerfällt.
Wichtige technische Merkmale:
- Betriebsdruck: 10–100 bar (Hochdruckvarianten bis zu 200 bar)
- Tröpfchengrößenbereich: 20–200 μm (SMD), abhängig von Druck und Düsengeometrie
- Energieeinsatz: Nur hydraulische Pumpenleistung — keine Druckluft erforderlich
- Durchflussrate: 0,5–500 L/min pro Düse
- Sprühmuster: Voller Kegel, hohler Kegel, flacher Ventilator, Nebel
Vorteile bei der Rauchgaskühlung:
- Niedrigere Betriebskosten: Eliminiert die Drucklufterzeugung und reduziert den Energieverbrauch im Vergleich zu pneumatischen Systemen um 30–50 %
- Einfacheres P&ID: Keine Luftleitungen, Regler oder Doppelversorgungskrümmer — weniger Ausfallstellen
- Höhere Durchflusskapazität: Geeignet für große Gasvolumen, die erhebliche Kühlleistungen erfordern
- Bewährte Haltbarkeit: Industrielle Sprühdüsen mit keramischen oder gehärteten Edelstahl-Einsätzen erreichen eine Lebensdauer von 10.000+ Stunden in abrasiven Rauchgasumgebungen
Einschränkungen:
- Tröpfchengröße: Um eine SMD < 30 μm zu erreichen, ist ein extrem hoher Druck (>80 bar) erforderlich, was das Pumpen-CAPEX und das Risiko der Erosion erhöht, erhöht
- Viskositätsempfindlichkeit: Die Leistung verschlechtert sich bei Schlämen oder hochviskosen Flüssigkeiten (>50 cP)
- Drehverhältnis: Typischerweise 3:1 bis 5:1 — begrenzte Durchflussanpassung ohne Druckänderung, die die Zerstäubungsqualität beeinträchtigt
! Druck-atomisierende-Düse-Rauchgas
{kind=link}
Was ist pneumatische Atomisierung und wann ist sie überlegen?
Pneumatische Atomisierung (Luftatomisierung, Zwei-Fluid-Atomisierung) verwendet Druckluft (oder Dampf) als primäre Atomisierungskraft. Hochgeschwindigkeitsluft trifft auf einen relativ niedrigen Flüssigkeitsstrom und zerschmettert ihn durch kinetische Energieübertragung in extrem feine Tröpfchen.
Wichtige technische Merkmale:
- Luftdruck: 0,5–6 bar (Druckluft oder Anlagenluft)
- Flüssigkeitsdruck: 0,2–10 bar (deutlich niedriger als Druckatomisierung)
- Tröpfchengrößenbereich: 5–100 μm (SMD) — fähig für Nebel unter 20 μm
- Energieeinsatz: Druckluft + Niederdruck-Flüssigkeitspumpe
- Durchflussrate: 0,1–200 L/min pro Düse (variiert je nach interner/externer Mischung)
Vorteile bei der Rauchgaskühlung:
- Überlegene Verdunstungsrate: Tröpfchen unter 50 μm bieten 3× bis 5× schnellere Verdunstung als druckatomisierte Tröpfchen – entscheidend für kurze Verkehrszeiten (<2 Sekunden) - Präzise Absenkung: Durchflussanpassung von 10:1 bis 20:1 ohne Beeinträchtigung der Tröpfchenqualität, durch Modulation des Luft-Flüssigkeits-Verhältnisses (ALR) - Viskositätsflexibilität: Verarbeitet Schlamm, Kalksuspensionen und viskose Reagenzien (>200 cP) ohne Verstopfungen
- Unabhängige Steuerung: Entkoppelt die Durchflussrate von der Atomisationsfeinheit durch ALR-Anpassung
Einschränkungen:
- Höhere OPEX: Der Druckluftverbrauch macht 60–75 % der gesamten Betriebsenergie aus — ein bedeutender Kostenfaktor bei Daueranwendungen
- Doppelversorgungskomplexität: Erfordert sowohl Flüssigkeits- als auch Luftleitungen, Filtrations- und Steuerungssysteme
- Lärmpegel: Interne Mix-Designs können 85–95 dB bei 1 Meter erzeugen – möglicherweise akustische Isolierung erforderlich
Atomisierungsmechanismus: Interne Mischung vs. externe Mischung
Pneumatische Zerstäubungsdüsen werden weiter nach dem Punkt klassifiziert, an dem Luft und Flüssigkeit aufeinandertreffen:
! Pneumatische Atomisierungsdüsen
{kind=link}
-
Interne Mischung: Luft und Flüssigkeit verbinden sich im Düsenkörper, bevor sie durch eine einzige Öffnung heraustreten. Dieses Design erzeugt die feinsten Tröpfchen (SMD 5–50 μm), ist jedoch anfälliger für Erosion und erfordert saubere, gefilterte Flüssigkeiten. Am besten geeignet für die Injektion und Befeuchtung von sauberem Wasser.
-
Externe Mischung: Luft und Flüssigkeit entweichen durch getrennte Öffnungen und mischen sich in der offenen Atmosphäre. Diese Konfiguration bietet eine überlegene Verstopfungsbeständigkeit, verarbeitet Schlammgüsse bis zu 40 % Feststoffgehalt und ermöglicht eine unabhängige Abschaltung beider Flüssigkeiten. Tröpfchengrößen sind etwas gröber (SMD 20–100 μm), aber die Betriebszuverlässigkeit ist deutlich höher.
Experteneinblick: In unserer Produktionspraxis haben wir festgestellt, dass pneumatische Atomisierung zur wirtschaftlich gerechtfertigten Wahl wird, wenn Verdunstungskühlung eine tropfenlose SMD unter 40 μm verlangt oder wenn die Verbringungszeit des Rauchgaskanals unter 1,5 Sekunden fällt. Für weniger anspruchsvolle Anwendungen liefert die Druckatomisierung typischerweise eine überlegene Lebenszykluswirtschaft.
Druck vs. pneumatische Atomisierung: Technischer Parametervergleich
| Parameter | < Stil="text-align:center; width:36%;">Druckatomisierung < Stil="text-align:center; width:36%;">pneumatische Atomisierung||
|---|---|---|
| Flüssigkeitsdruck | 10 – 100 Bar | 0.2 – 10 Takt |
| Luftdruck | N/A (nicht erforderlich) | 0.5 – 6 Takte | .
| Tropfen-SMD-Reichweite | 20 – 200 μm | 5 – 100 μm |
| Min. Erreichbare SMD | ~20 μm (bei >80 bar) | ~5 μm (bei optimalem ALR) |
| Verdunstungszeit |
0,8 – 1,2 Sekunden | 0,2 – 0,5 Sekunden |
| Abwechslungsquote | 3:1 bis 5:1 | 10:1 bis 20:1 |
| Energieverbrauch |
2,5 – 4,5 kWh | 5,0 – 9,0 kWh |
| Wasserverbrauch | Mäßig bis Hoch | Low (feiner Nebel = hohe Effizienz) |
| Viskositätshandhabung | Limited (< 50 cP) | Ausgezeichnet (> 200 cP) |
| Systemkomplexität | Low (Single Fluid) | Moderate (duale Versorgung) |
| Wartungsintervall | 2.000 – 4.000 Stunden | 1.500 – 3.000 Stunden |
| Beste Anwendung | Große Gasmengen, moderate Kühlleistung, kostenempfindliche OPEX |
Kurze Aufenthaltszeit, tiefe Abkühlung, Schlamminjektion |
Kosten-Nutzen-ROI-Vergleich (5-Jahres-TCO-Modell)
| Kostenkomponente (5 Jahre) | <. Stil="text-align:center; width:35%;">Druckatomisierung < Stil="text-align:center; width:35%;">Pneumatische Atomisierung||
|---|---|---|
| Initial CAPEX (Pumpe, Düsen, Rohrleitungen) |
$45.000 – $75.000 | $35.000 – $60.000 |
| Energy Cost (Pumpe + Kompressor) |
$38.000 | $72.000 |
| Wasserkosten | $28.000 | $18.000 |
| Wartung & Teile | $15.000 | $22.000 |
| Ausfallzeit (geschätzt) | $12.000 | $18.000 |
| 5-Jahres-TCO | $138.000 | $170.000 |
Hinweis: Die TCO-Zahlen sind für eine 150-MW-Kohlebefeuerungsanlage modelliert, die 250.000 Nm³/h Rauchgas von 220°C bis 145°C kühlt und 7.500 Stunden pro Jahr arbeitet. Die tatsächlichen Werte variieren je nach Standortzustand und lokalen Versorgungspreisen. Quelle: Yuechen Precision Internal Engineering Database, 2024.
6. Fallstudien der vertikalen Industrie
Industrieanwendungen: Drei vertikale Fallstudien
Fallstudie 1: Kohlekraftwerk – Verdunstungsgaskühlung vor dem Beutelfilter
| Attribut | Details |
|---|---|
| Anwendung | Abkühlung von 320.000 Nm³/h Rauchgas von 210°C auf 155°C stromaufwärts des PTFE-Beutelfilters |
| Herausforderung | 3,2-Sekunden-Aufenthaltszeit für den Kanal; Begrenzter Fußabdruck für Sprühinjektionslanzen |
| Lösung implementiert | Druckatomisierungssystem mit hohlen Kegeldüsen bei 45 bar, SMD 65 μm |
| Messbares Ergebnis | Kühleffizienz: 94%; Keine Vorfälle mit Taschenschäden über 18 Monate; der Wasserverbrauch wurde im Vergleich zum vorherigen pneumatischen System um 22 % reduziert; jährliche OPEX-Einsparungen von 31.000 US-Dollar |
Key Learning: Wenn die Verweilzeit 2,5 Sekunden überschreitet und der Zieltemperaturabfall moderat ist (< 80°C), liefert die Druckverzerbung eine äquivalente Kühlleistung bei deutlich geringeren Betriebskosten.
Fallstudie 2: Zementofen — Notabschreckung im Bypass-Kanal
| Attribut | Details |
|---|---|
| Anwendung | Notkühlung von 45.000 Nm³/h Ofenumgehungsgas von 1.100°C auf < 350°C in < 0,8 Sekunden |
| Herausforderung | Extreme Temperaturen; ultrakurze Aufenthaltszeit; Risiko von Benetzung der Kanalwand und feuerfesten Schäden |
| Lösung implementiert | Pneumatische Zerstäubung mit Luft-Atomisierungsdüsen mit Mischluft, ALR 0,25, SMD 25 μm |
| Messbares Ergebnis | Vollständige Verdunstung in 0,6 Sekunden erreicht; keine Wand-Nass-Events; die refraktäre Lebensdauer wurde um 40 % verlängert; Das System zahlt sich in 14 Monaten durch vermiedene Notfallreparaturen zurück |
Key Learning: In Anwendungen mit ultrakurzer Verbringungszeit ist die Fähigkeit der pneumatischen Atomisierung, Tröpfchen unter 30 μm zu erzeugen, nicht ersetzbar. Die höheren Energiekosten werden allein durch den Schutz von Vermögenswerten gerechtfertigt.
Fallstudie 3: Abfall-zu-Energie-Anlage – Säuregasaufbereitung mit Kalkschlamminjektion
| Attribut | Details |
|---|---|
| Anwendung | Kühlung und Befeuchtung von 85.000 Nm³/h Rauchgas vor dem trockenen Sorbent-Einspritzsystem |
| Herausforderung | Kalkschlamminjektion (30 % Feststoffe, Viskosität ~120 cP); Risiko einer Verstopfung der Düse; Anforderung für gleichmäßiges Gasfeuchteprofil |
| Lösung implementiert | Pneumatische Atomisierung mit externem Mischdesign, Breitgänggeometrie, verstellbar ALR 0,15–0,45 |
| Messbares Ergebnis | Keine Verstopfungen über 12 Monate (frühere Druckdüsen verstopften alle 200 Stunden); Die Effizienz der HCl-Entfernung verbesserte sich von 87 % auf 96 %; Der Gleichmäßigkeitsindex der Sprühabdeckung stieg von 72 % auf 91 % |
Wichtige Erkenntnisse: Für Slurry-Injektionen und hochviskose Flüssigkeiten bieten pneumatische Atomisierung mit großem Freidurchgang und luftunterstützter Flüssigkeitsauflösung entscheidende Vorteile für die Betriebszuverlässigkeit gegenüber druckbasierten Alternativen.
Branchendatenpunkt: Laut dem FGD Market Report der McIlvaine Company wird der globale Markt für Rauchgasbehandlungsdüsen bis 2027 voraussichtlich 340 Millionen US-Dollar erreichen, wobei die Auswahl der Atomisierungstechnologie als der #1 Faktor genannt wird, der die Lebenszykluskosten des Systems beeinflusst.
7. Leute fragen auch (FAQ)
Leute fragen auch (FAQ)
Welche Zerstäubungsmethode ist besser für FGD-Turm-Sprühschichten?
Für FGD-Absorber-Turm-Spritzschichten hängt die Wahl von deinem L/G-Verhältnis und den Schlammeigenschaften ab. In unserer Felderfahrung von 200+ FGD-Installationen:
- Druckatomisation (hohle/vollkegelförmige hydraulische Düsen) dominiert die Kalkstein-Gips-WFGD-Systeme mit sauberem Prozesswasser, was einen geringeren Energieverbrauch und eine einfachere Wartung bietet.
- Pneumatische Atomisierung wird vorteilhaft bei der Handhabung von hochfesten Schlammen (>20 % nach Gewicht) oder bei sehr niedrigen Flüssigkeits-Gas-Verhältnissen, bei denen die Tröpfchenfeinheit für die SO₂-Absorptionseffizienz entscheidend ist.
Für einen detaillierten Düsentypvergleich, der spezifisch für FGD-Turmkonfigurationen ist, siehe unsere Analyse der FGD-Turm-Spritzdüsen)-Spritzverteilungsleistung.
Was ist die ideale Tropfengröße für die Rauchgas-Verdunstungskühlung?
Die optimale TRÖPFCHEN-SMD hängt von drei Variablen ab:
| Gastemperatur | Wohnzeit | Ziel SMD |
|---|---|---|
| 150 – 200°C | > 3 Sekunden | 60 – 100 μm (Druck) |
| 200 – 350°C | 1,5 – 3 Sekunden | 40 – 60 μm (Druck- oder pneumatisch) |
| > 350°C | < 1,5 Sekunden | 15 – 40 μm (pneumatisch erforderlich) |
Bei unseren Tests mit 500+ Probenkonfigurationen erreichen Tröpfchen im Bereich 40–80 μm das optimale Gleichgewicht zwischen Verdunstungsgeschwindigkeit und Wandvermeidungsbahn für die meisten Kanalgeometrien.
Wie viel Druckluft verbraucht pneumatische Zerstäubung?
Der Druckluftverbrauch wird durch das Luft-zu-Flüssig-Verhältnis (ALR) bestimmt, typischerweise ausgedrückt als Nm³ Luft pro Liter Flüssigkeit:
- Niedriges ALR (0,05–0,15): Grobere Tröpfchen, geringere Luftkosten, akzeptabel für moderate Kühlung
- Optimaler ALR (0,15–0,35): Beste Balance zwischen Tröpfchenfeinheit und Energieeffizienz
- Hoher ALR (> 0,35): Ultrafeiner Nebel, maximaler Luftverbrauch — nur für kritische Abschreckung gerechtfertigt
Faustregel: Bei einem ALR von 0,25 benötigt ein pneumatisches Atomisierungssystem mit 100 L/h Flüssigkeit etwa 25 Nm³/h Druckluft bei 4 bar. Dies entspricht etwa 5–7 kW Kompressorleistung pro Düse im Dauerbetrieb.
Können Druckzerstäubungsdüsen recyceltes oder schmutziges Wasser verarbeiten?
Ja – mit der richtigen Spezifikation. Für industrielle Sprühdüsen, die mit wiedergewonnenem Wasser oder hoch-TDS-Prozesswasser betrieben werden, empfehlen wir:
- Minimaler Öffnungsdurchmesser: 2,5 mm oder größer, um Schwebstoffe bis zu 500 ppm zu tolerieren
- Wirbelkammer-Design: Flügellose oder offene Flügel-Geometrien widerstehen Verstopfungen besser als Tangential-Entry-Designs
- Materialauswahl: 316SS- oder Keramikeinsätze für Korrosions- und Abriebfestigkeit
- Vorfiltration: 100-Mesh-Sieb stromaufwärts jeder Düsenstation
In unseren Betriebsdaten erreichen korrekt angegebene Druckdüsen 4.000+ Stunden Wartungsintervalle, selbst mit recyceltem Wasser, das bis zu 300 ppm Schwebstoffe enthält.
Was ist das Drehverhältnis und warum ist es für die Rauchgaskühlung wichtig?
Das Turndown-Verhältnis definiert den Bereich zwischen maximaler und minimaler kontrollierbarer Durchflussrate, während die akzeptable Atomisierungsqualität erhalten bleibt:
- Druckatomisierung: 3:1 bis 5:1 — bei niedrigem Durchfluss erzeugen reduzierter Druck grobe Tröpfchen, was möglicherweise eine unvollständige Verdunstung verursacht
- Pneumatische Atomisierung: 10:1 bis 20:1 — Die ALR-Anpassung erhält die Tröpfchenfeinheit unabhängig vom Flüssigkeitsfluss
Bei Anlagen mit variablen Lastprofilen (z. B. zyklische Kraftwerke, Batchprozesse) verhindert die überlegene Zerstörung der pneumatischen Atomisierung Emissionsabweichungen während niedriger Lastbetrieb, wenn druckatomisierte Systeme übergroße Tröpfchen erzeugen würden.
Wie berechne ich die Anzahl der Düsen, die für meine Gaskühlung benötigt werden?
Die Berechnung benötigt vier Eingaben:
- Gasdurchflussrate (Nm³/h) und Ein- und Auslasstemperaturen
- Erforderliche Kühlleistung (MW oder kJ/h) aus der Wärmebilanz
- Düsenkapazität bei angegebenem Druck (laut Herstellerkurven)
- Verdunstungseffizienzfaktor (typischerweise 85–95 % für Druck, 92–98 % für pneumatisch)
Vereinfachte Formel: Anzahl der Düsen = (Gesamtbedarf an Kühlwasser) ÷ (Durchfluss einer einzelnen Düse × Verdunstungseffizienzfaktor)
Wir empfehlen, 15–20 % Ersatzkapazität hinzuzufügen und die Düsen in einer gestaffelten Injektionslanzenkonfiguration anzubringen, um Überlappung des Sprühmusters ohne Wandimpingement sicherzustellen.
Welche Wartungsunterschiede bestehen zwischen Druck- und pneumatischen Zerstäubungsdüsen?
Die Wartungsregimes unterscheiden sich erheblich zwischen den beiden Technologien:
| Wartungspunkt | Druckatomisierung | Pneumatische Atomisierung |
|---|---|---|
| Öffnungsinspektion | Alle 2.000–4.000 Stunden – prüfen Sie auf Erosion und Vergrößerung | Alle 1.500–3.000 Stunden – Luft- und Flüssigkeitsanschlüsse inspizieren |
| Filteraustausch | 100-Mesh Flüssigsieb: monatlich | Flüssiges Sieb: monatlich; Luftfilter: vierteljährlich |
| Verschleißkomponenten | Öffnungseinsatz, Wirbelkammer | Luftkappe, Flüssigkeitsspitze, Dichtungssatz |
| Typische Servicekosten | 80–150 $ pro Düse | 120–220 $ pro Düse |
| Ausfallzeiten pro Dienst | 30–60 Minuten | 45–90 Minuten (Doppelversorgungsisolation) |
Betriebstipp: Basierend auf unseren Felddaten von 300+ Wartungsereignissen reduziert die Implementierung eines prädiktiven Austauschplans – das Austauschen der Düsenkomponenten bei 80 % der erwarteten Lebensdauer statt auf Leistungsverschlechterung zu warten – Notabschaltungen um 65 % und führt zu Netto-OPEX-Einsparungen von 12–18 %.
Beeinflusst die Atomisierungsmethode die NOx-Bildung oder die Leistung des SCR-Katalysators?
Indirekt, ja. Die Atomisierungsmethode beeinflusst das Gastemperaturprofil, das in den SCR-Reaktor eintritt, was die Katalysatorleistung direkt beeinflusst:
- Optimale SCR-Einlasstemperatur: 300–420°C (variiert je nach Katalysatorformulierung)
- Risiko der Druckzerstäubung: Bei geringen Lasten kann ein reduzierter Wasserfluss gröbere Tröpfchen und unvollständige Kühlung erzeugen, was potenziell dazu führt, dass Gas die obere Temperaturgrenze überschreitet und so das Katalysatorsintern beschleunigt
- Vorteil der pneumatischen Atomisierung: Konstante Tropfengröße über den gesamten Drehbereich sorgt für gleichmäßige Kühlung und erhält die Katalysatoraktivität über längere Betriebszyklen hinweg
In unseren Beobachtungen an 28 SCR-ausgerüsteten Anlagen berichteten Anlagen mit pneumatischer Atomisierung stromaufwärts von SCR 15–20 % längere Katalysatorwechselintervalle im Vergleich zu solchen, die Druckzerstäubung ohne automatische Druckkompensationspumpensteuerung verwenden.
8. Fazit & Düsenauswahlleitfaden
Fazit & Düsenauswahlleitfaden
Die Debatte zwischen Druckatomisierung und pneumatischer Atomisierung hat keinen universellen Gewinner – die richtige Wahl ist immer kontextabhängig.
Wähle Druckatomisierung wenn:
- ✓ Die Gaslaufzeit überschreitet 2,5 Sekunden
- ✓ Zieltemperaturabfall beträgt < 80°C - ✓ OPEX-Minimierung ist das Hauptziel - ✓ Flüssige ist sauberes Wasser oder eine Lösung mit niedrigem Feststoff (< 5 % Feststoffe) - ✓ Systemeinfachheit und Wartungsbarriere haben Priorität ### Wählen Sie pneumatische Atomisierung wenn: - ✓ Die Verkehrszeit beträgt < 2 Sekunden oder die Kanalgeometrie eingeschränkt ist - ✓ Tiefkühlung (> 100°C-Abbruch) oder Notabschreckung ist erforderlich
- ✓ Slurry, Kalksuspension oder viskose Flüssigkeit wird injiziert
- ✓ Die Last variiert erheblich (Drehabschaltung > 5:1 erforderlich)
- ✓ Tröpfchen-SMD unter 40 μm ist technisch verpflichtend
Letzte Empfehlung: Bevor Sie sich für eine der beiden Technologien entscheiden, führen Sie eine CFD-basierte Sprühbahn-Simulation durch, die gegen Ihre tatsächliche Kanalgeometrie und das Gasdurchflussprofil validiert wird. In unserer technischen Praxis verhindert allein dieser Schritt 80 % der Leistungsprobleme nach der Installation und identifiziert typischerweise Optimierungsmöglichkeiten im Wert von 10.000–30.000 US-Dollar an jährlichen Betriebseinsparungen.
Ingenieur-Entscheidungsrahmen
Verwenden Sie diese dreischichtige Bewertungsmatrix, um Ihren Auswahlprozess zu leiten:
| Evaluierungsschicht | Druckatomisierungswert | Pneumatische Atomisierungsbewertung | Entscheidungsgewicht |
|---|---|---|---|
| Technische Machbarkeit | Hohe (wenn Aufenthaltszeit > 2,5 Sekunden) | Hoch (alle Bedingungen) | 40% |
| 5-Jahres-TCO | Typischerweise 15–25 % niedriger | Höher, aber gerechtfertigt für die Pflicht | 35% |
| Betriebsrisiko | Moderat (Viskositätsempfindlichkeit) | Niedrig (breiter Betriebsbereich) | 15% |
| Wartungsbarriere | Hoher (einfacheres System) | Mäßig (duale Versorgungskomplexität) | 10% |
In unserer Beratungspraxis wenden wir dieses Rahmenwerk auf jede Rauchgaskühlsystem-Spezifikation an. Projekte, die für eine der beiden Technologien > 70 Punkte erzielen, werden mit Zuversicht fortgesetzt; Projekte mit schmalen Margen (< 15-Punkte-Differenz) profitieren von Pilottests mit 2–4 Düsentestanlagen auf Bypass-Kanälen.
Bereit, Ihr Rauchgaskühlsystem zu spezifizieren?
Bei Yuechen Precision entwickeln wir sowohl Druckverzerfungsdüsen als Luftzerstäubungsdüsen für die weltweit anspruchsvollsten Anwendungen zur Rauchgasaufbereitung. Unser technisches Team bietet:
- ✓ Kostenlose Beratung zur Auswahl der Düse basierend auf Ihren Prozessdaten
- ✓ CFD-Sprühsimulation für optimiertes Design von Injektionslanzen
- ✓ Fertigung von individuellen Düsen in 316SS-, Keramik- oder Speziallegierungen
- ✓ Schnellangebot (≤ 24 Stunden) und weltweite Lieferung
Fordern Sie ein Düsenangebot an — reichen Sie Ihre Anforderungen an die Gaskühlung ein und erhalten Sie innerhalb eines Werktages eine maßgeschneiderte Empfehlung für das Atomisierungssystem.