





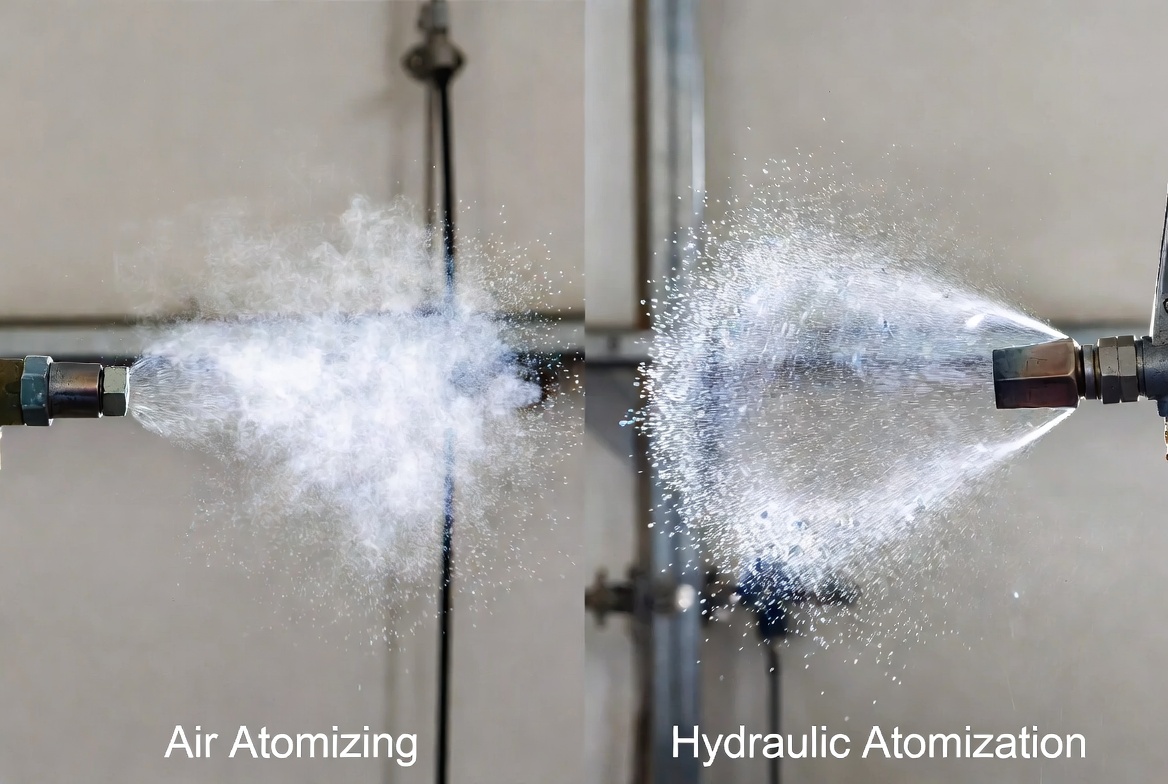
Luftzerstäubung vs. hydraulische Zerstäubung bei der Beschichtungsdickenkontrolle
Bei Präzisionssprühbeschichtung kann jede Abweichung von 10 μm in der Filmdicke zu 15–30 % Materialverschwendung und Nachbearbeitungskosten führen. Als B2B-Beschaffungsentscheider oder Produktionsingenieur ist der zentrale Kompromiss bei der Auswahl eines Atomisierungssystems klar:
-
Luftatomisierung bietet überlegene Feinheit und präzise Steuerung mit geringem Durchfluss
-
Hydraulische Atomisierung (Luftlos) bietet Hochdruckabgabe für eine schnelle Abdeckung
Diese beiden Technologien unterscheiden sich systematisch in der Genauigkeit der Beschichtungsdickenkontrolle, im Anwendungsbereich und in den Gesamtkosten (TCO). Dieser Artikel analysiert ihre Unterschiede zwischen technischen Parametern, Anwendungsszenarien und wirtschaftlichen Leistungen, um datengetriebene Auswahl zu unterstützen.
Zusammenfassung des Featured Snippet: Die Luftatomisierung erzeugt ultrafeine Tröpfchen von 10–50 μm, die für präzise dünne Beschichtungen von 5–50 μm geeignet sind, während die hydraulische Atomisierung 50–300 μm Tröpfchen für 50–300 μm dicke Filme erzeugt. Ersterer erreicht ±3 μm Steuergenauigkeit, während letzterer eine 40–60 % höhere Abdeckungseffizienz liefert.
! Luft-vs-Hydraulik-Atomisierung-Vergleich
{kind=link}
Luftatomisierung: Niedrigdruck-Präzisionsanflug
Luftzerstäubungsdüsen verwenden Druckluft (typischerweise 0,5–6 bar), um flüssige Farbe in feine Tröpfchen zu scheren. Der Tröpfchendurchmesser liegt typischerweise zwischen 10–150 μm, wobei Präzisionssysteme eine Mediangröße von 20–40 μm erreichen.
Wichtige Merkmale:
-
Niedriger Betriebsdruck (Flüssigkeit: 0,1–4 bar; Luft: 1–6 bar)
-
Unabhängig einstellbares Luft-Flüssigkeits-Verhältnis
-
Sehr geringe Aufprallkraft (0,5–1,5 N/cm²)
-
Hohe Übertragungseffizienz (65–85 % bei HVLP-Systemen)
"Die geringere Luftgeschwindigkeit trägt zu einer weicheren Sprühwolke bei, die den Rückprall des Beschichtungsmaterials reduziert." — US-Patent #5,284,299
Hydraulische Atomisierung: Hochdruckeffizienz-Ansatz
Die hydraulische (luftlose) Zerstäubung basiert auf Hochdruckflüssigkeit (30–200 bar, bis zu 400 bar), die durch eine kleine Öffnung gepresst wird und durch Scherung und Turbulenz Zerstäubung erzeugt.
Wichtige Merkmale:
-
Hochdruck (30–200+ bar)
-
Keine Druckluft erforderlich
-
Hohe Durchflussrate (1–10 L/min pro Düse)
-
Starke Aufprallkraft (2,0–8,0 N/cm²)
- 0.1. Luftatomisierung: Niedrigdruck-Präzisionsanflug
- 0.2. Hydraulische Atomisierung: Hochdruckeffizienz-Ansatz
- 1. Vergleich der Genauigkeit der Dickenkontrolle
- 1.1. Kostenauswirkung der Dickenabweichung
- 1.2. Luftatomisierungs-Präzisionsvorteil
- 1.3. Eigenschaften der hydraulischen Atomisierung
- 2. Schlüsselparameter-Vergleich
- 3. Filmdicken-Auswahlmatrix
- 4. Branchen-Fallstudien
- 4.1. Fall 1: Automobilräder
- 4.2. Fall 2: Luft- und Raumfahrt-Innenpaneele
- 4.3. Fall 3: Möbelherstellung
- 5. FAQ
- 5.1. Was bestimmt die Unterschiede in der Beschichtungsdicke?
- 5.2. Können beide Methoden kombiniert werden?
- 5.3. Können hydraulische Systeme die Präzision der Luftzerstäubung erreichen?
- 6. Schlussfolgerung
- 6.1. Wähle Luftatomisierung, wenn:
- 6.2. Wählen Sie hydraulische Atomisierung, wenn:
Vergleich der Genauigkeit der Dickenkontrolle
! Beschichtungsdicke-Präzisionsdiagramm
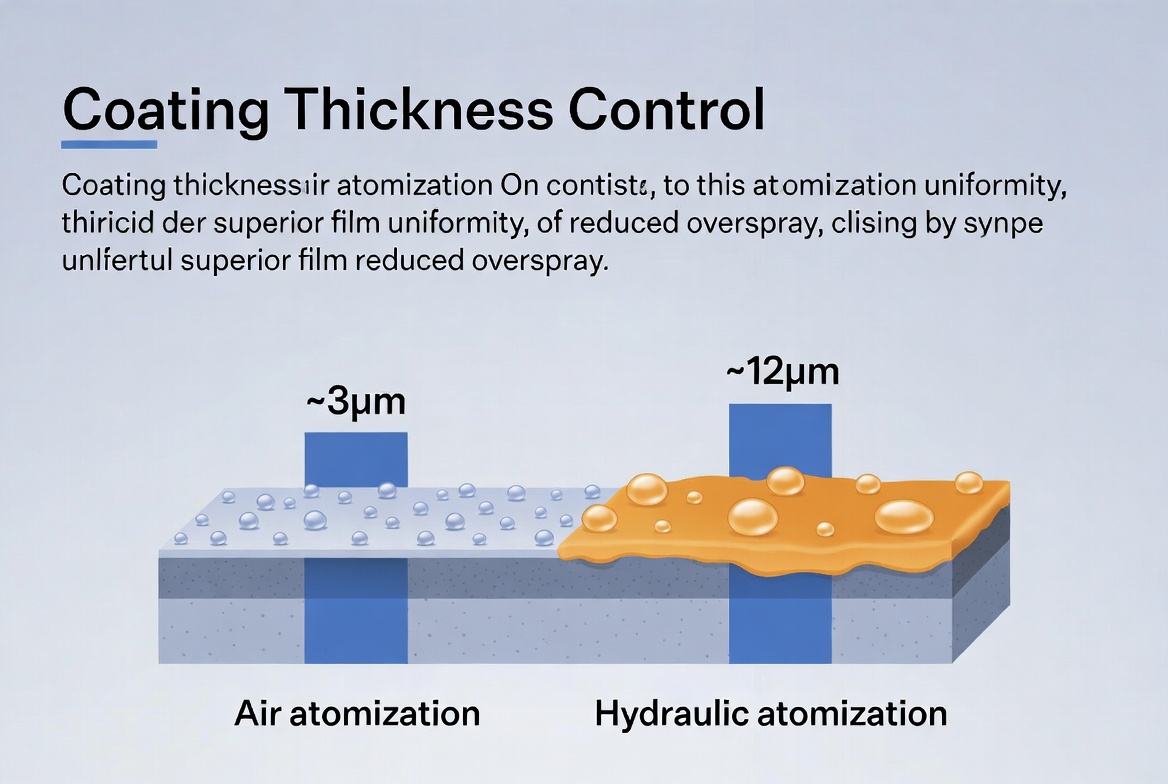{kind=link}
Kostenauswirkung der Dickenabweichung
Mehr als 60 % der Beschichtungsfehler stehen im Zusammenhang mit Problemen bei der Dickenkontrolle.
-
Eine Überlackierung um 20 μm kann die jährlichen Farbkosten um 18–25 % erhöhen.
-
Überarbeitungen in Kfz-Linien machen 8–15 % der Beschichtungskosten aus
Luftatomisierungs-Präzisionsvorteil
Luftsysteme erreichen ±3 μm Filmdickenkontrollgenauigkeit unter geschlossener Strömungsregelung.
Am besten geeignet für:
-
Dünne Beschichtungen (5–30 μm)
-
Optische/elektronische Beschichtungen
-
Mehrschichtige funktionale Beschichtungen
-
Komplexe Geometrien, die eine geringe Stoßkraft erfordern
Einschränkungen:
-
Geringerer Durchsatz für große Flächen
-
Empfindlich gegenüber Luftqualität (Feuchtigkeit/Öl)
-
Erfordert eine Viskositätsanpassung bei hochfesten Farben
Eigenschaften der hydraulischen Atomisierung
Hydrauliksysteme erreichen typischerweise ±10–15 μm Genauigkeit unter stabilen Bedingungen.
Am besten geeignet für:
-
Dicke Beschichtungen (80–300 μm)
-
Hochviskose Materialien (>2000 cP)
-
Großflächige industrielle Beschichtung
Herausforderungen:
-
Druckempfindlichkeit (nichtlineare Dickenantwort)
-
Düsenverschleiß beeinflusst die Strömungsstabilität
-
Kantenverdünnung erfordert Überlappungskompensation
Schlüsselparameter-Vergleich
! Präzisions-Luft-atomisieren-Düsen-Spray
{kind=link}
| Parameter | Luftatomisierung | Hydraulische Atomisierung (Luftlos) |
|---|---|---|
| Betriebsdruck | Flüssigkeit 0,1–4 bar / Luft 1–6 bar | 30–200+ bar |
| Tröpfchengröße | 10–150 μm (Dv50: 20–50 μm) | 50–500 μm (Dv50: 100–250 μm) |
| Dickegenauigkeit | ±3–5 μm | ±10–15 μm |
| Optimale Filmdicke | 5–80 μm | 50–500 μm |
| Übertragungseffizienz | 65–85 % | 35–55 % |
| Aufprallkraft | 0,5–1,5 N/cm² | 2,0–8,0 N/cm² |
| Viskositätsbereich | <500 cP | 50–5000 cP |
| Abdeckungsgeschwindigkeit | 5–15 m²/min | 20–60 m²/min |
| Luftbedarf | Erforderlich | Nicht erforderlich |
Filmdicken-Auswahlmatrix
| Filmdicke | Empfohlene Methode | Anwendungen | Wichtige Kontrollfaktoren |
|---|---|---|---|
| 5–20 μm | Luftatomisierung | Elektronik, optische Beschichtungen | Aufprallkraftregelung, präzise Durchflussregelung |
| 20–50 μm | Luftatomisierung | Automobil, Haushaltsgeräte | Geschlossene Durchflussregelung, Umweltstabilität |
| 50–100 μm | Hybrid | Industrielle Primer | Kosten vs. Präzisionsoptimierung |
| 100–200 μm | Hydraulik | Marine, Stahlbauwerke | Druckkalibrierung, Überwachung des Düsenverschleißes |
| 200–500 μm | Hydraulisch (Schwerlast) | Offshore, Pipelines | Erhitzung, Viskositätsreduktion |
Branchen-Fallstudien
! industrielle-Sprühbeschichtung-Anwendungsfall
{kind=link}
Fall 1: Automobilräder
Der Wechsel von hydraulischer zu präziser Luftatomisierung reduzierte:
-
Dickenabweichung: ±15 μm → ±4 μm
-
Farbabfall: -32 %
-
Überarbeitungsrate: -85 %
Fall 2: Luft- und Raumfahrt-Innenpaneele
Luftzerstäubung verhinderte Schäden am Substrat:
-
Aufprallkraft reduziert auf 0,6 N/cm²
-
Dicke CV < 2,5 %
-
Null Mikrorisse
Fall 3: Möbelherstellung
Vergleich von Hydraulik vs. Luft:
-
Hydraulik: schneller (57 % Vorteil der Zykluszeit)
-
Luft: 48 % bessere Materialeffizienz
-
Luftsystem niedrigere Gesamtkosten trotz geringerer Geschwindigkeit
FAQ
Was bestimmt die Unterschiede in der Beschichtungsdicke?
Tröpfchengröße und kinetische Energieverteilung. Luftsysteme erzeugen feinere Tröpfchen, die mehrere Durchgänge erfordern; Hydraulische Systeme lagern pro Durchgang dickere Schichten ab.
Können beide Methoden kombiniert werden?
Ja. Hybridverfahren (Luftbasisbeschichtung + hydraulische Deckschicht) werden in der Automobilproduktion von OEM weit verbreitet eingesetzt.
Können hydraulische Systeme die Präzision der Luftzerstäubung erreichen?
Nur teilweise. Mit geschlossener Druckregelung und Online-Dickenmessung kann ±8 μm unter begrenzten Bedingungen erreichbar sein.
Schlussfolgerung
Die Wahl zwischen Luft- und hydraulischer Atomisierung ist im Grunde ein Kompromiss zwischen:
-
Präzision (Luftatomisierung)
-
Durchsatz (hydraulische Atomisierung)
Wähle Luftatomisierung, wenn:
-
Dickenanforderung ≤ ±5 μm
-
Filmdicke 5–80 μm
-
Hochwertige Beschichtungen
-
Empfindliche Substrate
Wählen Sie hydraulische Atomisierung, wenn:
-
Filmdicke >100 μm
-
Hohe Produktionsmenge
-
Hochviskositätsbeschichtungen
-
Geschwindigkeit über ultrafeine Steuerung priorisiert