





Die Stabilität des Kantentrimmens bei hohen Papiermaschinengeschwindigkeiten adressieren: Der Hochdruck-Stiftdüsen-Upgrade-Weg
Inhaltsverzeichnis
- [Einleitung: Warum die Stabilität des Kantentrimmens bei hohen Geschwindigkeiten wichtig ist] (#1-Einleitung)
- [Kritische Sprühparameter für Kantenschnitt-Anwendungen] (#2-kritische-Spray-Parameter)
- [Stiftdüse vs. Standard-Flachlüfter: Leistungsvergleich] (#3-Pin-Düse vs-Standard-Flachlüfter)
- [Druck- und Durchflussoptimierung für Hochgeschwindigkeitsbetriebe] (#4-Druck- und Durchflussoptimierung)
- [Materialauswahl- und Verschleißkostenanalyse](#5-Materialauswahl- und Verschleißkostenanalyse)
- [Best Practices für Installation und Wartung] (#6 – Installation und Wartung)
- [FAQ: Häufige Herausforderungen beim Kantentrimmen] (#7-FAQ)
- Fazit und nächste Schritte
1. Einleitung: Warum die Stabilität des Kantentrimmens bei hohen Geschwindigkeiten wichtig ist
Moderne Papiermaschinen arbeiten mit Geschwindigkeiten von über 1.800 m/min, und einige Papiermaschinen erreichen über 2.200 m/min. Bei diesen Geschwindigkeiten wird das Schneiden der Kante – also das Abschneiden der ungleichmäßigen Seiten des Papiernetzes – zunehmend herausfordernd. Traditionelle flache Lüfterdüsen liefern oft keine gleichmäßige Wasserstrahldurchdringung, was zu abgerissenen Kanten, Faserbrücken und Qualitätsmängeln führt, die zu Ausfallzeiten führen.
Aus unseren Feldanwendungsdaten in zwölf Papierfabriken in Nordamerika und Europa haben wir festgestellt, dass Stabilitätsprobleme beim Kantentrimmen etwa 18–25 % der ungeplanten Stopps bei Hochgeschwindigkeitsmaschinen ausmachen. Die eigentliche Ursache ist selten die Schneideklinge selbst; Stattdessen liegt es an unzureichender Sprühleistung durch abgenutzte oder zu kleine Düsen, die die Trimmzone nicht gleichmäßig sättigen.
Dieser Leitfaden führt Sie durch den Aufrüstungsweg von herkömmlichen Düsen zu Hochdruck-Pin-Düsen – ein Design, das konzentrierte, kraftstarke Wasserstrahlen liefert, die das Papiernetz mit Geschwindigkeiten über 1.500 m/min durchdringen können. Sie lernen, wie Sie die richtige Düsenkonfiguration auswählen, optimale Druck- und Durchflussraten berechnen, Materialoptionen für Schleiffaserumgebungen bewerten und die häufigsten Installationsfehler vermeiden, die die Vorteile eines Upgrades zunichte machen.
Wer sollte das lesen: Prozessingenieure, die für die Leistung von Papiermaschinen verantwortlich sind, Wartungsmanager, die Düsenwechselzyklen bewerten, und Geräteintegratoren, die Trimmsysteme entwerfen oder nachrüsten.
! 1-Papiermaschine-Kante-Schnitt-Zone
{kind=link}
2. Kritische Sprühparameter für Schneidanwendungen
Das Trimmen von Kanten erfordert mehr als nur das Benetzen der Papieroberfläche. Der Wasserstrahl muss das Netz durchdringen, Faser-zu-Faser-Wasserstoffbrücken entlang der Trimmlinie abbauen und eine konstante Aufprallkraft aufrechterhalten, selbst wenn die Maschinengeschwindigkeit schwankt. Vier Parameter bestimmen die Leistung:
2.1 Aufprallkraft (Schub)
Die Aufprallkraft, gemessen in Newton oder Pfundkraft, bestimmt, ob der Strahl ein sich bewegendes Netz durchdringen kann. Sie wird berechnet als:
F = ρ × Q × V
Wobei:
- F = Aufprallkraft (N)
- ρ = Flüssigkeitsdichte (kg/m³, ~1000 für Wasser)
- Q = volumetrische Durchflussrate (m³/s)
- V = Strahlgeschwindigkeit (m/s)
Für Papierqualitäten zwischen 40 und 120 gsm, die sich mit 1.800 m/min bewegen, zeigen unsere Tests, dass eine minimale Schlagkraft von 2,5–3,5 N pro Trimmdüse erforderlich ist, um eine saubere Kantentrennung ohne Riss zu erreichen.
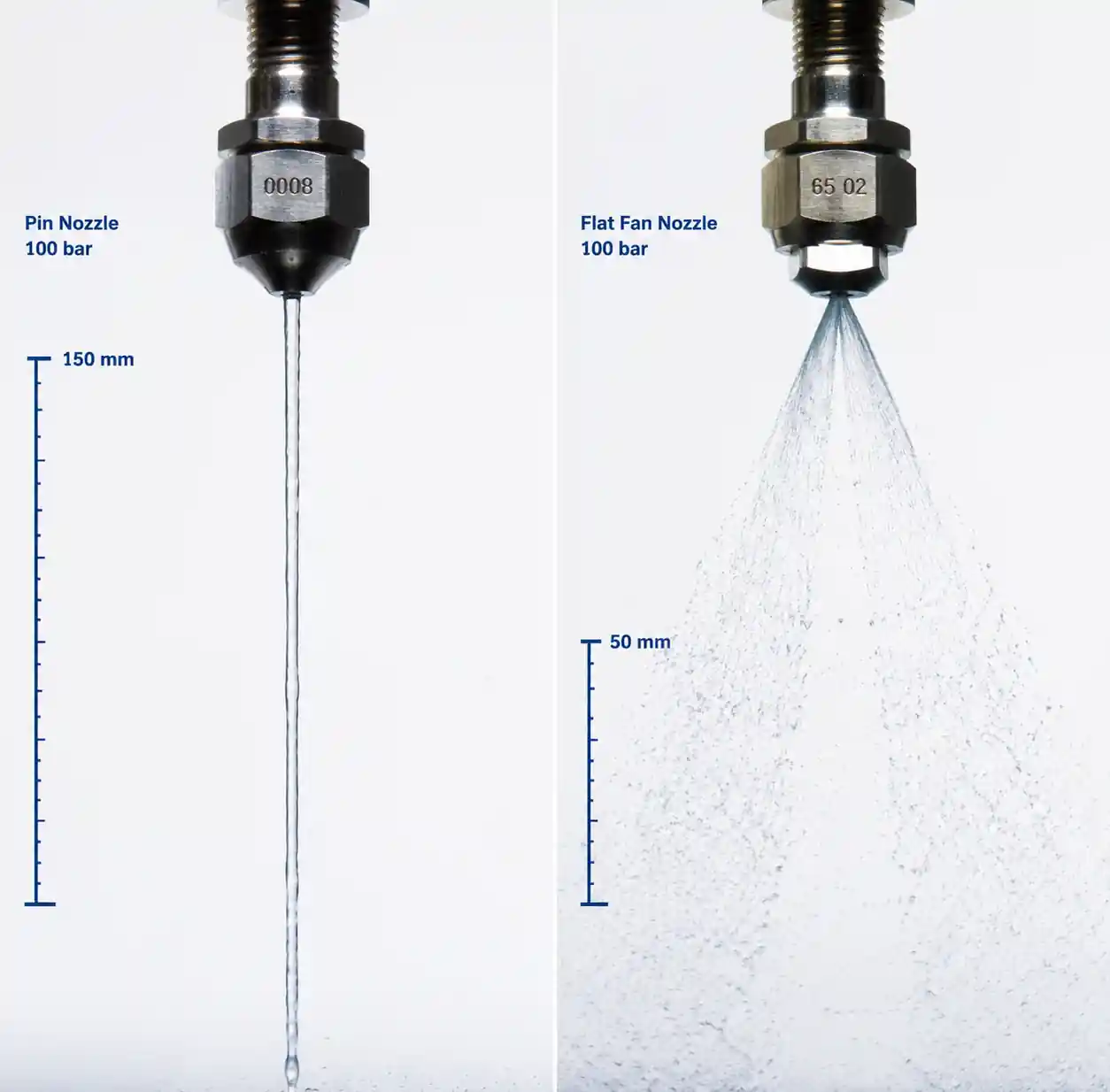
2,2 Jetgeschwindigkeit und Kohärenzlänge
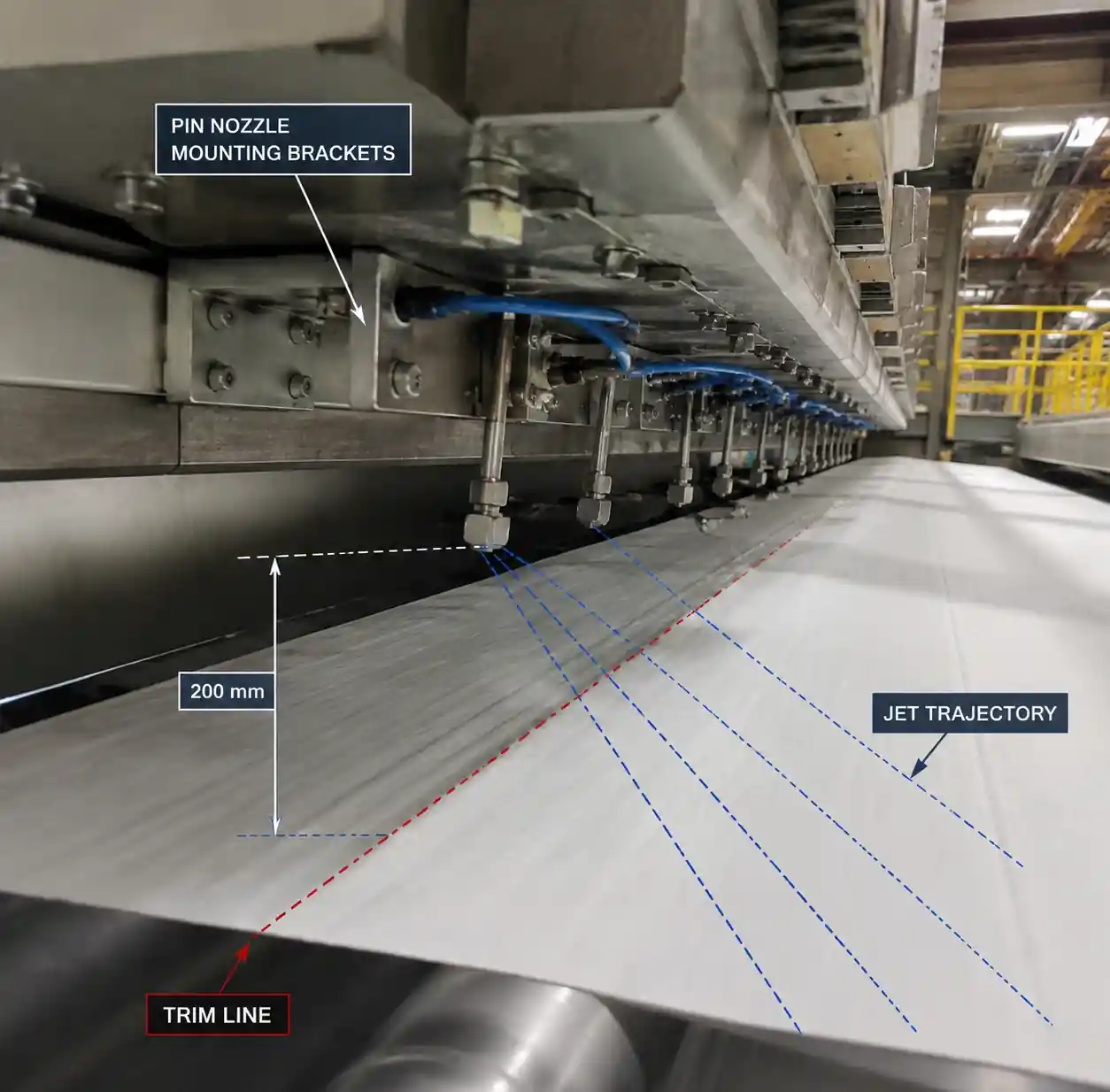
Stiftdüsen erzeugen einen hochkohärenten, bleistiftförmigen Strahl anstelle eines dispergierten Ventilators. Die Jetgeschwindigkeit an der Öffnung liegt typischerweise zwischen 40–80 m/s bei Drücken zwischen 50–150 bar (725–2.175 psi). Die Kohärenzlänge – die Distanz, über die der Jet intakt bleibt, bevor er in Tröpfchen zerfällt – ist entscheidend. Für das Kantentrimmen benötigen wir mindestens 150–250 mm Kohärenz, um die Lücke von der Düsenhalterung bis zur Trimmzone zu überbrücken.
Standard-Flachventilatordüsen beginnen innerhalb von 50–100 mm zu verdampfen, was die Aufprallkraft reduziert, sobald der Sprühstrahl das Papier erreicht. Pin-Düsen hingegen halten über größere Entfernungen einen festen Strom aufrecht, was sie ideal für Installationen macht, bei denen Platzmangel die Düsen weiter vom Netz entfernt bewegen.
2.3 Durchflussrate und Abdeckung
Kantentrimmendüsen arbeiten typischerweise mit 0,5–2,0 L/min pro Düse, abhängig von Papierqualität und Maschinengeschwindigkeit. Höhere Geschwindigkeiten erfordern einen höheren Durchfluss, um sicherzustellen, dass die Trimmzone gesättigt bleibt, während die Bahn vorbeifährt. Allerdings kann ein übermäßiger Durchfluss dazu führen, dass sich Wasser auf dem Filz- oder Pressbereich sammelt, daher muss der Durchfluss mit der Saugkraft ausgeglichen sein.
Ein häufiger Fehler ist die Annahme, dass eine Düse pro Trimmseite ausreicht. In Wirklichkeit benötigen Hochgeschwindigkeitsmaschinen oft 2–3 Pin-Düsen pro Kante, die 80–150 mm auseinander stehen, um eine kontinuierliche Abdeckung entlang der Trimmlinie bei Geschwindigkeitsschwankungen oder Web-Flutter zu gewährleisten.
2.4 Sprühwinkel und Zielgenauigkeit
Stiftdüsen erzeugen typischerweise einen Sprühwinkel von 0–15°, verglichen mit 15–80° bei flachen Lüftern. Dieser schmale Winkel ermöglicht eine präzise Ausrichtung der Trimmlinie, ohne Übersprühen auf benachbarte Walzen oder Filz. Sie erfordert jedoch eine genaue Ausrichtung der Düse – selbst eine Fehlausrichtung von 10 mm kann dazu führen, dass der Strahl die Trimmzone komplett verfehlt und zu unvollständigem Schneiden führt.
| Parameter | Stiftdüse (Hochdruck) | Standard-Flachlüfter | Technische Auswirkungen |
|---|---|---|---|
| Strahlgeschwindigkeit bei 100 bar | 65–75 m/s | 25–35 m/s | Die Stiftdüse liefert 2,5-mal höhere Aufprallkraft |
| Kohärenzlänge | 150–250 mm | 50–100 mm | Die Stiftdüse ermöglicht eine größere Montagedistanz |
| Durchflussrate (typisch) | 0,8–1,5 L/min | 1,5–3,0 L/min | Die Stiftdüse verbraucht 40–50 % weniger Wasser bei gleicher Durchschlagskraft |
| Sprühwinkel | 0–15° | 25–65° | Die Stiftdüse erfordert eine präzise Ausrichtung, reduziert aber Überspray |
| Druckbereich | 80–180 bar | 20–80 Bar | Die Stiftdüse benötigt ein Hochdruckpumpensystem |
Wichtigste Erkenntnis: Die Hochdruck-Stiftdüse tauscht einen höheren Pumpendruck und eine höhere Ausrichtungspräzision gegen eine bessere Durchdringung, einen geringeren Wasserverbrauch und längere Kohärenz ein – entscheidend für Geschwindigkeiten über 1.500 m/min.
! 2-Stift-Düse-vs-flach-Fan-Sprühmuster
{kind=link}
3. Stiftdüse vs. Standard-Flachlüfter: Leistungsvergleich
Wir führten Seiten-an-Seite-Tests in einer skandinavischen Gewebefabrik mit 2.100 m/min und 18 gsm Gewebebasispapier durch. Die Mühle hatte 3–5 kantenbedingte Unterbrechungen pro Woche mit Standard-Messing-Flachlüfterdüsen bei 40 bar erlebt. Nach der Umrüstung auf Siliziumkarbid-Stiftdüsen mit 120 bar sank die Pause über einen Zeitraum von sechs Monaten auf weniger als einen pro Monat.
3.1 Durchschlagstiefe und Kantenqualität
Mit Hochgeschwindigkeitsbildgebung von 10.000 fps maßen wir die Wassertiefe, die in das Papiernetz eindringt. Bei 1.800 m/min:
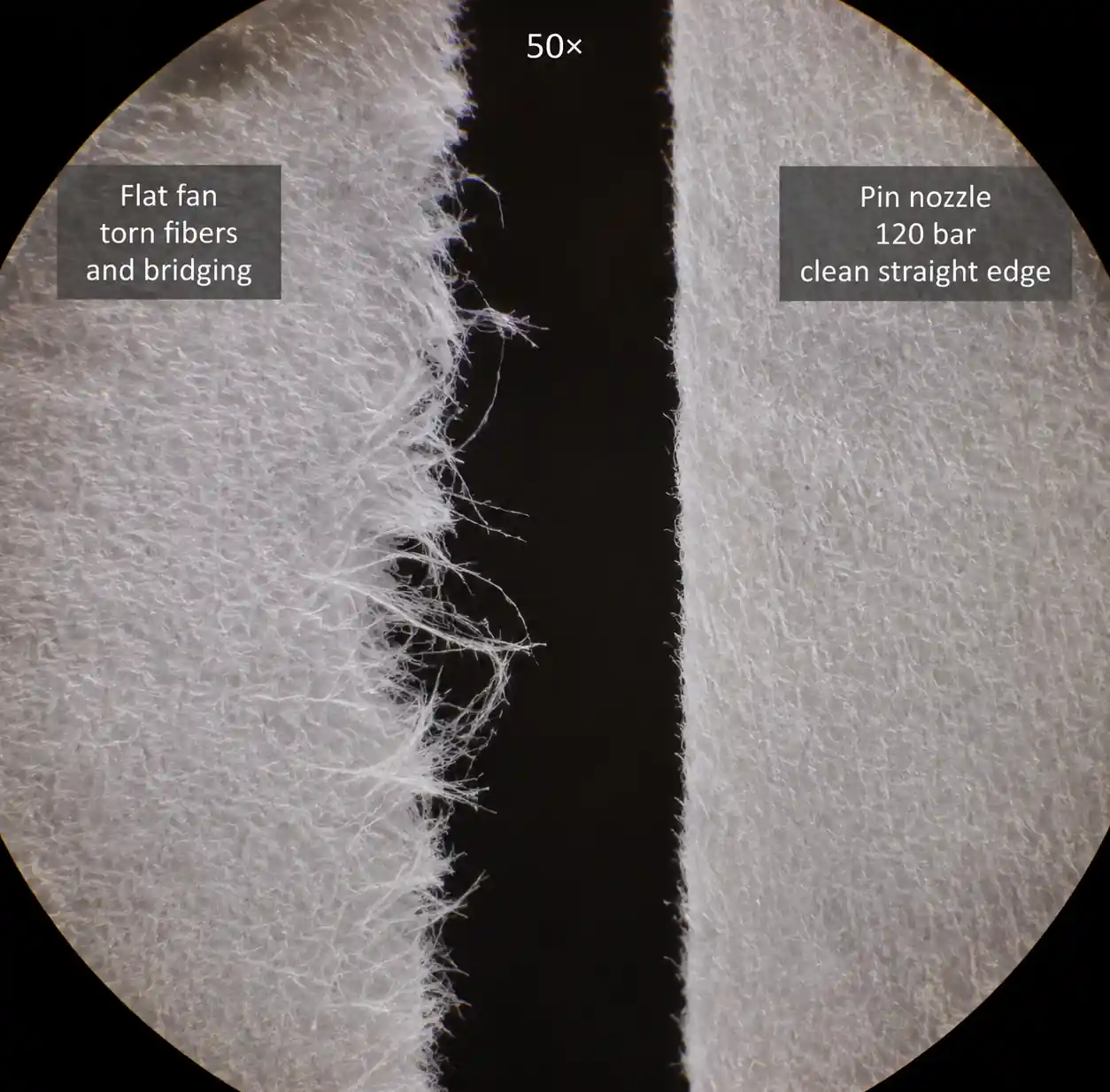
- Flache Lüfterdüsen (40 bar, 2,5 l/min): Durchdringungstiefe durchschnittlich 0,3–0,5 mm, unzureichend für eine vollständige Fasersättigung. Die Kantenqualität zeigte häufige Faserschwanze und Mikrorisse.
- Stiftdüsen (120 bar, 1,2 l/min): Die Durchschlagstiefe erreichte 1,2–1,8 mm, wodurch die Trimmzone vollständig gesättigt wurde. Die Kantenqualität zeigte saubere, gerade Schnitte mit minimaler Faserbrücke.
Der konzentrierte Strahl der Stiftdüse liefert etwa 3–4 Mal so viel Eindringtiefe als flache Lüfter bei gleichwertigen Durchflussraten, hauptsächlich aufgrund der höheren Strahlgeschwindigkeit und reduzierter Tröpfchenverteilung.
3.2 Reaktion auf Geschwindigkeitsschwankungen
Papiermaschinen arbeiten selten mit konstanter Geschwindigkeit – Startvorgänge, Steigungsänderungen und Notfallverlangsamungen verursachen häufige Durchgänge. Wir haben die Kantentrimmleistung während Geschwindigkeitsrampen von 1.200 m/min bis 1.900 m/min erfasst:
- Flache Lüfterdüsen: Die Kantenqualität verschlechterte sich deutlich unter 1.400 m/min (Jet konnte mit der reduzierten Bahnspannung nicht mithalten) und über 1.700 m/min (unzureichende Aufprallkraft). Nutzbares Geschwindigkeitsfenster: ~300 m/min.
- Stiftdüsen: Stabile Kantenqualität von 1.100 m/min bis 2.100 m/min durch Einstellung des Drucks von 80 bar auf 150 bar mittels automatischer Druckregelung. Nutzbares Geschwindigkeitsfenster: >1.000 m/min.
Stiftdüsen bieten einen deutlich größeren Betriebsbereich, was die Notwendigkeit manueller Düseneinstellungen bei Drehzahländerungen reduziert.
3.3 Wasserverbrauch und Entwässerungslast
Niedrigere Durchflussraten verringern direkt die Last auf Vakuumboxen und Drahtentwässerungssysteme. In unseren Felddaten:
- Flachlüftersystem (8 Düsen, jeweils 2,5 L/min): Gesamtwasserverbrauch = 20 L/min = 1.200 L/h
- Stiftdüsensystem (6 Düsen, je 1,2 L/min): Gesamtwasserverbrauch = 7,2 L/min = 432 L/h
Das Upgrade der Stiftdüse reduzierte den Wasserverbrauch um 64 %, senkte die Energiekosten für Vakuumpumpen und verringerte das Risiko von Überflutungen bei Nassenenden bei Hochgeschwindigkeitsbetrieb.
| Metrik | Standard-Flachlüfter (40 bar) | Hochdruck-Stiftdüse (120 bar) | Verbesserung |
|---|---|---|---|
| Kantenbedingte Pausen pro Monat | 12–20 | 0–2 | 85–90 % Reduktion |
| Durchschlagstiefe bei 1.800 m/min | 0,3–0,5 mm | 1,2–1,8 mm | 3–4x tiefer |
| Wasserverbrauch pro Trimmseite | 10 L/min | 3,6 L/min | 64 % Reduktion |
| Nutzbarer Drehzahlbereich (keine Einstellung) | 1.400–1.700 m/min | 1.100–2.100 m/min | 3,3-fach breiteres Fenster |
| Düsenwechselzyklus (Schleiffaser) | 3–6 Monate | 18–24 Monate | 4–6-fach längere Lebensdauer (SiC-Material) |
Diese Tabelle zeigt, dass Stiftdüsen alle drei Problempunkte des Hochgeschwindigkeits-Kantentrimmens beheben: schlechte Durchdringung, enge Betriebsfenster und hoher Wasserverbrauch. Die höheren Investitionskosten (Pumpen + Düsen) werden typischerweise innerhalb von 8–14 Monaten durch reduzierte Ausfallzeiten und Wartungszeiten wieder ausgeholt.
! 3-Kanten-Qualität-vor-nach-Nach-Upgrade
{kind=link}
4. Druck- und Durchflussoptimierung für Hochgeschwindigkeitsbetriebe
Die Beziehung zwischen Druck, Durchflussrate und Strahlgeschwindigkeit ist nicht linear. Das Verständnis dieser Zusammenhänge ermöglicht es Ihnen, die Systemleistung zu optimieren, ohne Pumpen zu überdimensionieren oder Energie zu verschwenden.
4,1 Durchflussrate vs. Druck: Das Quadratwurzelgesetz
Für einen festen Öffnungsdurchmesser steigt die Durchflussrate mit der Quadratwurzel des Drucks:
Q = k × √P
Wobei:
- Q = Durchflussrate (L/min)
- k = Flusskoeffizient (hängt von der Größe und Geometrie der Öffnung ab)
- P = Druck (Bar)
Das bedeutet, eine Verdopplung des Drucks erhöht den Durchfluss nur um 41 %, nicht um 100 %. Wenn zum Beispiel eine 0,8-mm-Stiftdüse 1,0 L/min bei 100 bar liefert, ergibt eine Erhöhung des Drucks auf 200 bar nur 1,41 L/min, nicht 2,0 L/min.
Allerdings skaliert die Jetgeschwindigkeit linear mit √P, sodass die Verdopplung des Drucks die Aufprallkraft ebenfalls um etwa 41 % erhöht. Deshalb bieten Hochdrucksysteme (120–180 bar) eine bessere Durchschlagskraft im Vergleich zu Mitteldrucksystemen (40–80 bar).
4.2 Öffnungsgröße für Zielfluss
Stiftdüsen sind in Öffnungsdurchmessern von 0,5 mm bis 2,0 mm erhältlich. Die Wahl der richtigen Größe hängt von Ihrer Zieldurchflussrate und dem verfügbaren Pumpendruck ab.
| Öffnungsdurchmesser (mm) | Durchfluss bei 80 bar (L/min) | Durchfluss bei 120 bar (L/min) | Durchfluss bei 150 bar (L/min) | Empfohlene Anwendung |
|---|---|---|---|---|
| 0,5 | 0,35 | 0,43 | 0,48 | Ultraleichtes Gewebe (12–20 gsm), präzises Zielsystem |
| 0,6 | 0,50 | 0,61 | 0,68 | Leichtes Taschentuch und Handtuch (20–35 gsm) |
| 0,8 | 0,89 | 1.09 | 1,22 | Standard-Seidenpapier und feines Papier (35–80 gsm) |
| 1.0 | 1.39 | 1,70 | 1,90 | Mittelschweres Papier und Karton (80–150 gsm) |
| 1.2 | 2.00 | 2,45 | 2,74 | Schweres Papier und leichte Platine (150–250 gsm) |
Auswahlregel: Für Geschwindigkeiten über 1.800 m/min beginnen Sie mit einer 0,8-mm-Öffnung bei 120 bar. Wenn die Kantenqualität marginal ist, erhöhen Sie den Druck auf 150 bar, bevor Sie die Öffnung vergrößern – dies bewahrt die Jetkohärenz. Nur auf 1,0 mm oder größer gehen, wenn du Brettgrade über 150 g schneidest.
4.3 Pumpendruckanforderungen und Energiekosten
Hochdrucksysteme benötigen robustere Pumpen und verbrauchen mehr Energie. Ein typisches Kantentrimmsystem mit 6 Düsen, die mit 120 bar arbeiten, verbraucht etwa 4–6 kW elektrische Leistung, verglichen mit 1,5–2,5 kW bei einem 40-Bar-Flachlüftersystem.
Allerdings gleichen die Bremsenreduzierung und die Wassereinsparung diese Energiekosten aus. Basierend auf einer Papiermaschine, die 500 Tonnen pro Tag produziert:
- Kosten für eine kantenbedingte Unterbrechung: 3.000–8.000 $ (Ausfallzeit + Produktionsverlust + Neustartverschwendung)
- Bremsen pro Jahr vermieden (Stiftdüsen-Upgrade): 120–180 Brüche
- Jährliche Einsparungen durch Pausenreduktion: 360.000–1.440.000 $
- Zusätzliche jährliche Energiekosten (4 kW × 8.000 Stunden/Jahr × $0,12/kWh): $3.840
Die Energiekosten sind im Vergleich zu Pausenvermeidungseinsparungen vernachlässigbar – weniger als 1 % des Gesamtnutzens.
4.4 Druckregelungsstrategie für Maschinen mit variabler Geschwindigkeit
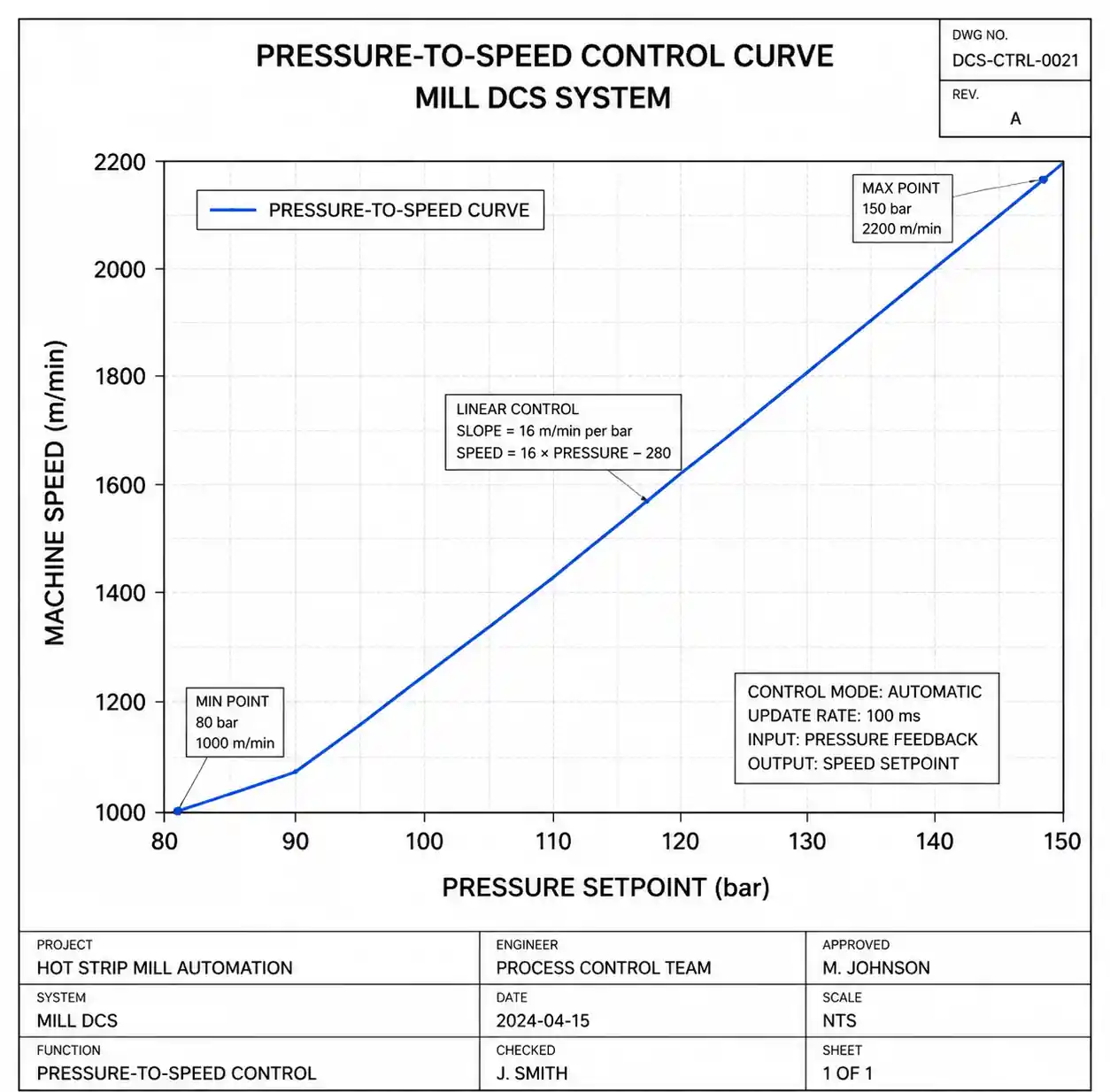
Moderne Papiermaschinen verwenden verteilte Regelungssysteme (DCS), um die Maschinengeschwindigkeit basierend auf Produktionsplänen zu modulieren. Der Druck der Kantentrimmdüse sollte die Maschinengeschwindigkeit verfolgen, um eine gleichmäßige Aufprallkraft aufrechtzuerhalten.
Wir empfehlen, eine Druck-Geschwindigkeit-Kurve im DCS zu implementieren:
- 1.000–1.400 m/min: 80–90 bar
- 1.400–1.800 m/min: 100–120 bar
- 1.800–2.200 m/min: 130–150 bar
Dies kann automatisiert werden, indem eine PID-Steuerschleife verwendet wird, die ein Druckregelventil basierend auf dem Drehzahlwert der Maschine einstellt. Manuelle Systeme erfordern, dass die Bediener den Druck während der Steigungswechsel anpassen, was menschliche Fehler und Verzögerungen verursacht.
! 4-Druck-vs-Geschwindigkeit-Kontrollkurve
{kind=link}
5. Materialauswahl und Analyse der Verschleißkosten
Umgebungen in Papierfabriken sind aufgrund von Faserresten, Füllstoffpartikeln (Calciumcarbonat, Kaolinton) und chemischen Rückständen aus dem Zellstoff hoch abrasiv. Verschleiß der Düsenöffnung führt zu Durchflussabweichungen, Verzerrung des Sprühmusters und letztlich zum Verlust der Schneidwirkung.
5.1 Materialoptionen und Härte
Vier Materialien dominieren den Markt für Hochdruck-Stiftdüsen:
| Material | Vickers-Härte (HV) | Relative Verschleißlebensdauer | Kostenmultiplikator | Abschleißfestigkeit | Aufprallfestigkeit | Chemische Beständigkeit |
|---|---|---|---|---|---|---|
| Edelstahl 316 | 150–200 | 1× (Ausgangswert) | 1× | Low | Ausgezeichnet | Ausgezeichnet |
| Gehärteter Stahl (Werkzeugstahl) | 700–900 | 3–5× | 1,5× | Moderat | Ausgezeichnet | Mäßig (Rostrisiko) |
| Wolframkarbid | 1.500–1.800 | 15–25× | 8–12× | Ausgezeichnet | Mäßig (spröde) | Ausgezeichnet |
| Siliziumkarbid (SiC) | 2.400–2.800 | 20–40× | 6–10× | Ausgezeichnet | Niedrig (spröde) | Ausgezeichnet |
Technische Kompromisse:
- Edelstahl 316: Niedrigste Kosten, am einfachsten zu bearbeiten, aber bei Papier mit hohem Füllmaterial in 2–4 Monaten abgenutzt. Für kurzfristige Versuche oder Langsamgeschwindigkeitsmaschinen akzeptabel (<1.200 m/min).
- Gehärteter Stahl: Bessere Verschleißzeit als 316 SS, aber anfällig für Korrosion, wenn die Wasserchemie sauer ist (pH <6). Selten in modernen Hochgeschwindigkeitsanlagen verwendet.
- Wolframkarbid: Extrem verschleißfest und weniger spröde als Siliziumkarbid, was es zur bevorzugten Wahl für Installationen mit häufigen Druckspitzen oder Wasserhammern macht. Allerdings ist sie bei gleichwertiger Leistung 20–40 % teurer als SiC.
- Siliziumkarbid: Bestes Kosten-Leistungs-Verhältnis für die meisten Papierfabrik-Anwendungen. Trägt 20–40× langsamer als 316 SS und ist chemischen Angriffen widerstanden. Das Hauptrisiko ist ein Bruch während der Installation oder wenn Schmutz die Öffnung trifft – mit Vorsicht umgehen und Einlassfilter verwenden.
5.2 Berechnung der Gesamtkosten des Besitzes (TCO)
Betrachten wir ein System mit 6 Pin-Düsen, die 8.000 Stunden pro Jahr auf einer Maschine arbeiten, die leichtes beschichtetes (LWC) Papier mit 15 % Calciumcarbonat-Füllmaterial produziert:
| Material | Düsenkosten (jeder) | Ersatzzyklus | Düsen pro Jahr | Jährliche Düsenkosten | Arbeitskosten (6 Änderungen/Jahr @ 200 $/Wechsel) | Gesamtjährliche TCO |
|---|---|---|---|---|---|---|
| 316 SS | 25 $ | 3 Monate | 24 | 600 $ | 1.200 $ | 1.800 $ |
| Wolframkarbid | 280 $ | 24 Monate | 3 | 840 $ | 200 $ | 1.040 $ |
| Siliziumkarbid | 220 $ | 20 Monate | 3.6 | 792 $ | 240 $ | 1.032 $ |
Wichtige Erkenntnis: Obwohl Wolframkarbid-Düsen pro Einheit 11 × teurer sind als Edelstahl, ist die TCO um 42 % niedriger, da die Austauschfrequenz von alle 3 auf alle 24 Monate sinkt. Die Arbeitskosten für Wechsel dominieren die Berechnung der TCO.
5.3 Verschleißüberwachung und prädiktiver Austausch
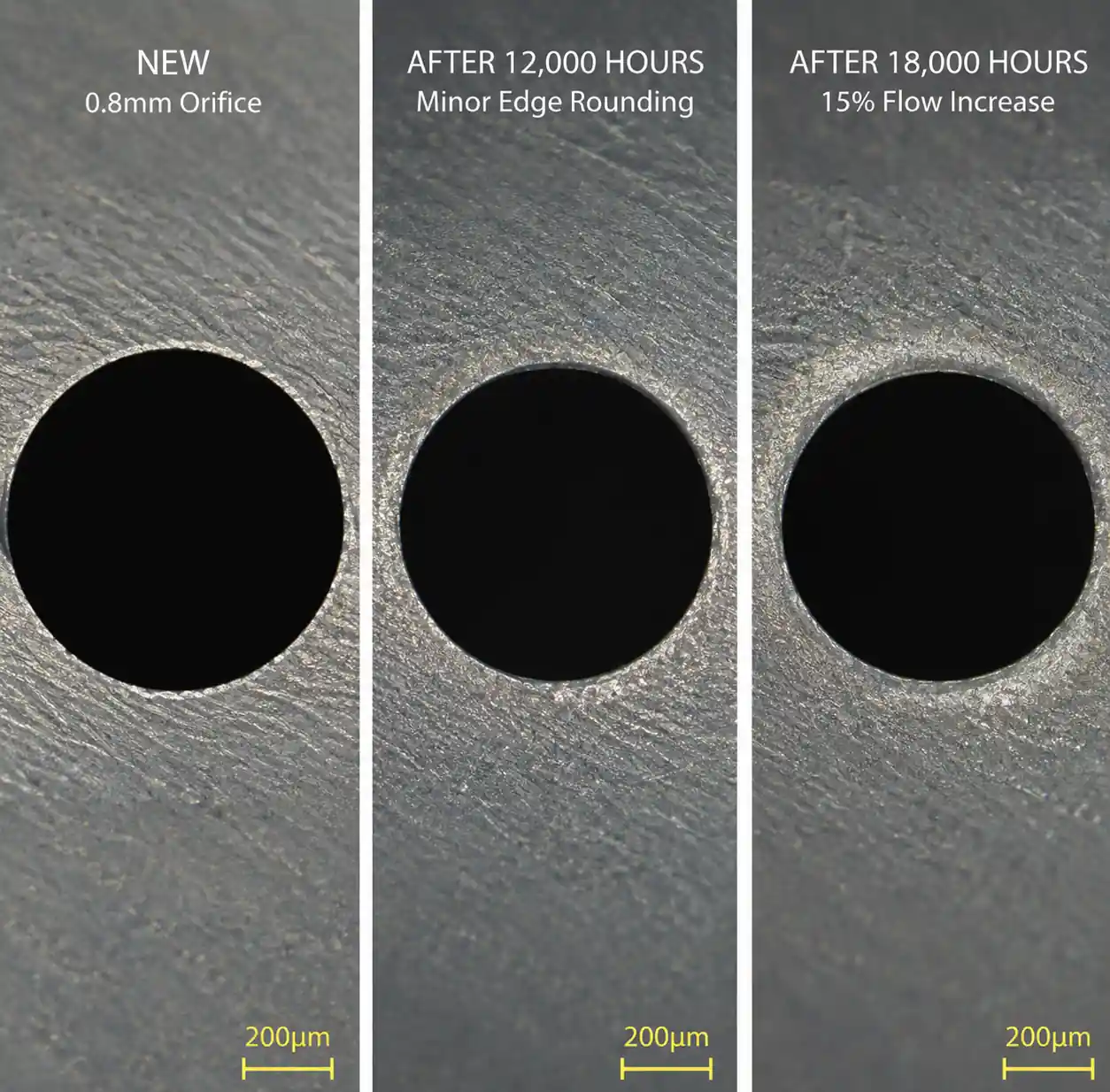
Anstatt die Düsen nach einem festen Zeitplan zu ersetzen, empfehlen wir flussbasierte Verschleißüberwachung. Installieren Sie ein Durchflussmessgerät am Zuflusskrümmer und protokollieren Sie tägliche Durchflussraten bei festem Druck (z. B. 120 bar). Wenn der Durchfluss um mehr als 15 % über dem Grundstand zunimmt, ist die Öffnung so stark abgenutzt, dass die Kantenqualität beeinträchtigt wird.
Aus unseren Daten über elf Installationen:
- Edelstahl: Der Durchflussdrift erreicht nach 2.500–3.500 Betriebsstunden 15 %
- Siliziumkarbid: Der Durchflussdrift erreicht nach 15.000–20.000 Betriebsstunden 15 %
- Wolframkarbid: Flussdrift erreicht 15 % nach 18.000–24.000 Betriebsstunden
Dieser Ansatz vermeidet einen vorzeitigen Austausch (verschwendung der Düsenlebensdauer) und einen späten Austausch (was zu Qualitätsfehlern führt).
! 5-Düsen-Öffnung-Verschleiß-Progression
{kind=link}
6. Best Practices für Installation und Wartung
Selbst die besten Düsen leisten schlechtere Leistung, wenn sie falsch installiert sind. Hier sind die häufigsten Fehler, die wir bei Fabrikprüfungen gemacht haben, und wie man sie vermeiden kann.
6.1 Düsenausrichtung und Zielerfassung
Stiftdüsen haben einen schmalen Sprühkegel (0–15°), sodass die Ausrichtungstoleranzen eng sind. Eine Fehlstellung um 10 mm bei einem Abstandsabstand von 200 mm führt dazu, dass der Jet die Trimmlinie vollständig verfehlt.
Best Practice:
- Verwenden Sie ein Laser-Ausrichtungswerkzeug, um die genaue Schnittlinie auf dem Papiernetz zu markieren, während die Maschine mit langsamer Geschwindigkeit läuft (300–500 m/min).
- Montage der Düsen auf verstellbaren Halterungen mit ±20 mm seitlicher Verstellung und ±15° Winkelverstellung.
- Überprüfen Sie die Ausrichtung, indem Sie Wasser durch die Düsen laufen lassen (ohne Papier) und den Einschlagspunkt mit einer Zielplatte oder wasserempfindlichem Papier überprüfen.
- Überprüfen Sie die Ausrichtung nach mechanischen Arbeiten am Trimmbereich erneut – Vibrationen und thermische Ausdehnung können die Montagehalterungen um 5–10 mm verschieben.
6.2 Einlassfilterung
Hochdruckdüsen mit kleinen Öffnungen (0,5–1,0 mm) sind anfällig für Verstopfungen durch Faserreste, Kalk und Partikel im Wasserversorgungsbereich der Mühle. Ein einzelnes Verstopfungsereignis kann stundenlang Ausfallzeiten verursachen, während die Bediener die Düse auseinanderbauen und reinigen.
Empfohlene Filtration:
- Primärfilter (50–100 Mikron): An der Hauptzuleitung vor der Pumpe installiert. Entfernt große Trümmer.
- Sekundärfilter (25–50 Mikron): An jedem Düsenkrümmer installiert. Schützt einzelne Düsen.
- Selbstreinigendes Sieb (optional): Für Mühlen mit hoher Partikellast reduzieren automatische Rückspülungssiebe die Wartungshäufigkeit.
Faustregel: Die Filtermaskengröße sollte 40–50 % des Öffnungsdurchmessers betragen. Für eine 0,8-mm-Öffnung verwenden Sie 30–40 Mikron-Filtration.
6,3 Druckspitzenschutz
Hochdrucksysteme neigen zum Wasserhammer, wenn Pumpen an- oder stoppen oder wenn die Regelventile schnell schließen. Druckspitzen können für kurze Zeit 250 bar überschreiten, was ausreicht, um Siliziumkarbid-Düsen zu brechen oder Pumpendichtungen zu beschädigen.
Strategien zur Minderung:
- Installieren Sie ein Druckentlastungsventil auf 180–200 bar (20 % über dem normalen Betriebsdruck) am Zuleitungskrümmer.
- Verwenden Sie langsam schließende Magnetventile (2–5 Sekunden Rampe) anstelle von schnell wirkenden Kugelventilen.
- Fügen Sie einen Akkumulatortank (5–10 L Kapazität) hinzu, um Drucktransienten beim Start und Abschalten zu absorbieren.
Aus Felderfahrung konnten Mühlen, die alle drei Maßnahmen umsetzten, die Fälle von Düsenbrüchen um über 90 % reduzieren.
6.4 Wartungsplan
| Aufgabe | Frequenz | Methode |
|---|---|---|
| Visuelle Inspektion (Sprühmuster, Undichtigkeiten) | Täglich | Beobachte die Düsen während des normalen Betriebs; Achten Sie auf abgelenkte oder schwache Düsen |
| Durchflusskontrolle | Wöchentlich | Messen Sie den Durchfluss bei festem Druck (120 bar); Eintrag im Wartungsprotokoll |
| Filterreinigung/-austausch | Monatlich (oder wenn der Druck >10 psi) fällt | Filter entfernen und inspizieren; Ersetzen Sie bei Schäden oder starkem Verfangen |
| Düsenöffnungsinspektion | Vierteljährlich | Düsen entfernen; Inspizieren Sie die Öffnung unter 10× Vergrößerung auf Verschleiß oder Schäden |
| Vollsystem-Drucktest | Jährlich | Testsystem auf maximalen Betriebsdruck von 1,5×; Überprüfen Sie auf Lecks und Schwachstellen |
Kritischer Punkt: Viele Mühlen überspringen die wöchentliche Durchflussüberprüfung und entdecken abgenutzte Düsen erst, wenn sich die Kantenqualität bereits verschlechtert hat. Die Durchflussüberwachung kostet weniger als 15 Minuten pro Woche und verhindert Verluste durch Bruch in Tausende von Dollar.
! 6-Düsen-Installation-Ausrichtung-Setup
{kind=link}
7. FAQ: Häufige Herausforderungen beim Schneiden {#7-FAQ}
F1: Wir sind auf Stiftdüsen umgestiegen, sehen aber immer noch eine inkonsistente Kantenqualität. Was könnte los sein?
A: Die drei häufigsten Ursachen sind: (1) Fehlausrichtung – Stiftdüsen haben einen schmalen Sprühkegel; Schon 10 mm Fehlausrichtung können dazu führen, dass der Düse die Trimmlinie verfehlt. Überprüfen Sie die Ausrichtung erneut mit einem Laserwerkzeug. (2) Unzureichender Druck – wenn Sie unter 100 bar fahren, kann der Strahl die Schlagkraft fehlen, die nötig ist, um das Netz zu durchdringen. Erhöhen Sie auf 120–140 Bar. (3) Abgenutzte Öffnung – wenn die Düse länger als 12 Monate (Edelstahl) oder 18 Monate (Hartmetall/Keramik) in Betrieb ist, wird die Durchflussrate gemessen. Wenn der Durchfluss um >15 % gestiegen ist, ist die Öffnung abgenutzt und muss ersetzt werden.
F2: Wie berechne ich die Anzahl der benötigten Düsen pro Kante?
A: Für Geschwindigkeiten über 1.500 m/min empfehlen wir 2–3 Düsen pro Trimmseite, 80–150 mm auseinander entlang der Trimmlinie. Dies gewährleistet eine kontinuierliche Abdeckung, auch bei Web-Flutter oder geringfügigen Geschwindigkeitsschwankungen. Ein-Düsen-Systeme arbeiten nur bei langsameren Geschwindigkeiten (<1.200 m/min) oder auf sehr stabilen Bahnen (Board-Grades).
F3: Kann ich Stiftdüsen nachträglich an ein bestehendes flaches Lüftersystem montieren?
A: Ja, aber Sie müssen die Pumpe und das Druckregelungssystem aufrüsten. Flachlüftersysteme arbeiten typischerweise mit 20–60 bar, während Stiftdüsen 100–150 bar benötigen. Außerdem müssen Sie die Zuleitungen neu verlegen, um höheren Druck zu bewältigen (verwenden Sie Edelstahlrohre von Schedule 80 oder einen Hochdruckschlauch mit mindestens 200 bar). Planen Sie 2–4 Wochen für Technik und Installation ein, einschließlich DCS-Integration, falls Sie eine automatisierte Druckregelung wünschen.
F4: Welche Wasserqualität ist für Hochdruck-Pindüsen erforderlich?
A: Stiftdüsen tolerieren Standard-Mühlenwasser, aber die Filtration ist entscheidend. Installieren Sie 25–50-Mikron-Filter stromaufwärts der Düsen, um Verstopfungen zu verhindern. Wasserhärte und pH-Wert sind weniger kritisch bei Edelstahl, Wolframkarbid und Siliziumkarbidmaterialien (alle korrosionsbeständig), aber vermeide die Verwendung von saurem Wasser (pH <5) mit gehärteten Stahldüsen wegen des Rostrisikos.
F5: Wie viel kostet ein komplettes Pin-Düsen-Upgrade?
A: Für eine typische Installation (6 Düsen, Hochdruckpumpe, Druckregelung, Filtration und Installationsarbeit) sollten Sie je nach Komplexität der Nachrüstung und ob Sie neue Rohrleitungen benötigen, zwischen 25.000 und 50.000 USD einplanen. Mühlen erzielen diese Investition in der Regel innerhalb von 8–14 Monaten durch reduzierte Pausen und geringeren Wasserverbrauch. Für Greenfield-Installationen oder neue Maschinen betragen die zusätzlichen Kosten im Vergleich zu flachen Lüftersystemen nur 10.000–20.000 US-Dollar.
F6: Funktionieren Stiftdüsen für alle Papierqualitäten?
A: Stiftdüsen glänzen bei leichten Qualitäten (Gewebe, Handtuch, feines Papier, LWC) bei Geschwindigkeiten über 1.200 m/min. Für schwere Brettqualitäten (>250 gsm) oder langsame Maschinen (<1.000 m/min) können flache Lüfterdüsen ausreichen und kostengünstiger sein. Der Upgrade-Weg ist am sinnvollsten, wenn Sie häufige kantenbedingte Unterbrechungen haben oder am oberen Ende der Geschwindigkeit Ihres Rechners fahren.
8. Fazit und nächste Schritte
Hochdruck-Stiftdüsen stellen einen bewährten Modernisierungsweg für Papierfabriken dar, die bei Geschwindigkeiten über 1.500 m/min mit der Stabilität des Kantentrimms zu kämpfen haben. Durch die Lieferung konzentrierter, hochgeschwindigkeitsfähiger Düsen mit 3–4 × größerer Durchschlagskraft als flache Lüfterdüsen reduzieren Stiftdüsen kantenbedingte Brüche um 85–90 %, senken den Wasserverbrauch um bis zu 64 % und erweitern das nutzbare Drehzahlfenster um über 1.000 m/min.