





Materialauswahl für säurebeständige Kühldüsen für die Edelstahlproduktion
Inhaltsverzeichnis
- [Einleitung: Warum Materialwahl in sauren Kühlumgebungen entscheidend ist] (#1-Einleitung)
- [Verständnis der korrosiven Umgebung in der Edelstahlproduktion] (#2 – korrosives Umfeld)
- [Düsenmaterialvergleich: Leistung unter sauren Bedingungen] (#3-Materialvergleich)
- [Ingenieursparameter, die die Materialwahl bestimmen] (#4-Ingenieurparameter)
- Gesamtkosten des Besitzes: Materialauswahlökonomie
- [Anwendungsspezifische Empfehlungen für Stahlkühlzonen] (#6-Anwendungsempfehlungen)
- [Best Practices für Installation und Wartung] (#7-Best Practices)
- FAQ
- [Fazit] (#9-Schluss)
1. Einleitung: Warum die Materialwahl in sauren Kühlumgebungen entscheidend ist
In Edelstahlproduktionslinien – insbesondere beim Einsetzen, Entkalken und Sekundärkühlen – stehen Kühldüsen vor einer der aggressivsten industriellen Umgebungen. Die Kombination aus erhöhten Temperaturen (oft 400–900 °C bei direkter Stahlkühlung), saurem Sprühmedium (pH 1,5–3,5 in Einlegbereichen) und abrasiven Kalkpartikeln schafft einen perfekten Sturm für eine beschleunigte Düsenabbau.
Laut den Felddaten mehrerer Stahlwerke in Nordamerika und Europa ist ein vorzeitiger Düsenausfall für 18–25 % der ungeplanten Ausfallzeiten in Kontinuierlichguss- und Heißbandkühlsystemen verantwortlich. Die eigentliche Ursache ist fast immer eine falsche Materialwahl bei anfänglichen Spezifikations- oder Nachrüstungsprojekten.
Dieser Leitfaden bietet Prozessingenieure und Wartungsmanager einen systematischen Rahmen zur Auswahl säurebeständiger Düsenmaterialien basierend auf tatsächlichen Korrosionstestdaten, thermischer Zyklusleistung und wirtschaftlicher Analyse. Sie lernen, welche Materialien in Schwefelsäurenebelumgebungen überleben, wie man materialbasierte Lebenszykluskosten berechnet und wie man die drei häufigsten Spezifikationsfehler vermeidet, die zu einem vorzeitigen Düsenaustausch führen.
Was du aus diesem Leitfaden gewinnen wirst:
- Quantitative Korrosionsratendaten für sechs gängige Düsenmaterialien in Anwendungen der Kühlung von saurem Stahl
- Technische Entscheidungsmatrix für die Materialauswahl basierend auf pH-Wert, Temperatur und Abrasivgehalt
- Ausgearbeiteter Wirtschaftsvergleich mit Gesamtkosten über 24 Monate
- Praxiserprobte Installationspraktiken, die die Lebensdauer der Düse um 30–40 % verlängern
2. Verständnis der korrosiven Umgebung in der Edelstahlproduktion
2.1 Primäre Korrosionsmechanismen
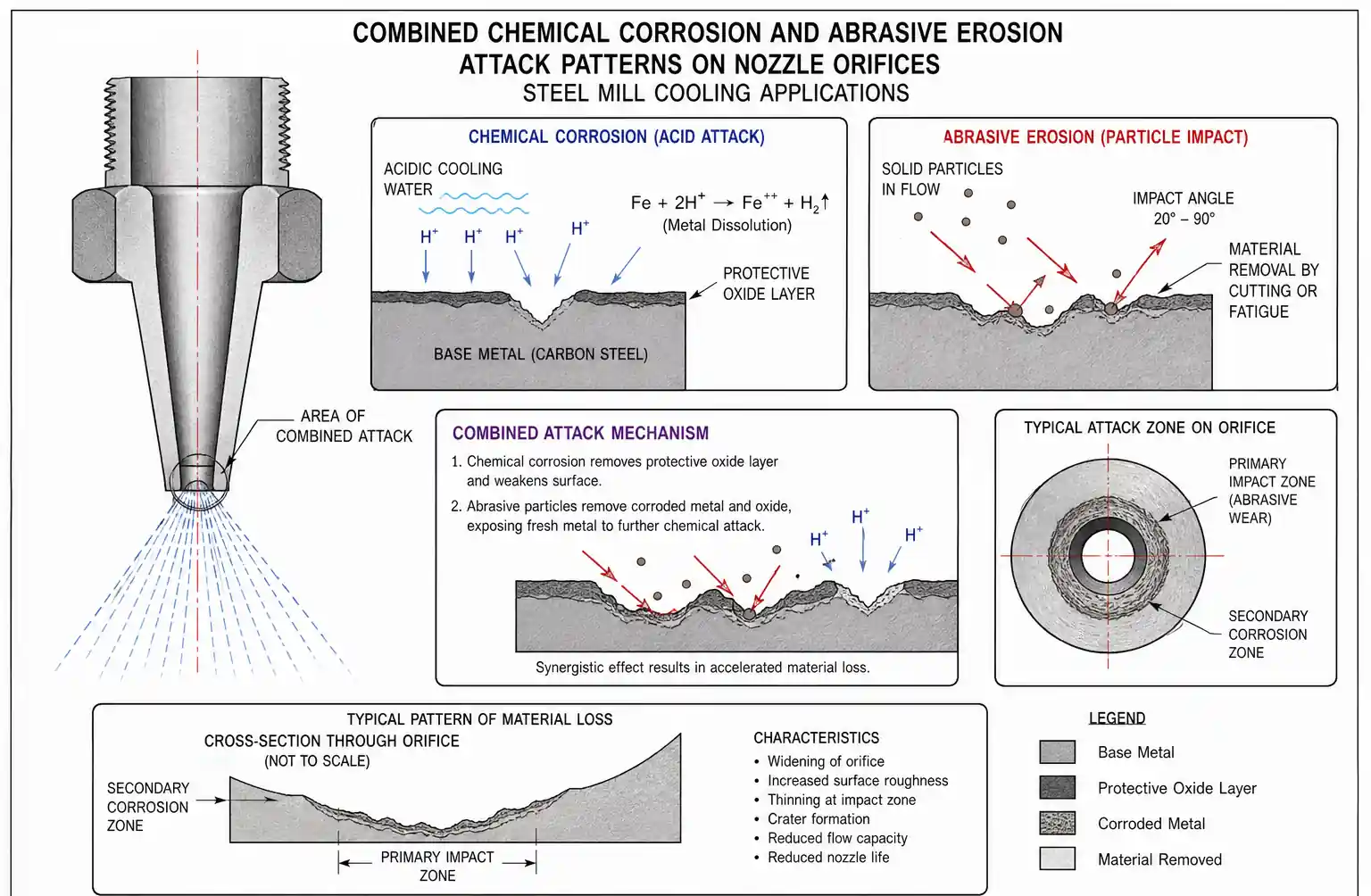
Produktionskühlsysteme aus Edelstahl setzen Düsen drei gleichzeitigen Angriffsmechanismen aus:
Chemische Korrosion: Saures Kühlwasser (typischerweise mit Rest-Pickling-Säuren – Schwefelsäure, Salzsäure oder Salpetersäure mit 0,5–5 % Konzentration) greift Metalloberflächen an. Die Korrosionsrate folgt einer exponentiellen Beziehung zur Temperatur; Bei austenitischen Edelstahldüsen kann eine Verdopplung der Wassertemperatur von 40°C auf 80°C die Korrosionsdurchdringung um das 3–4-fache erhöhen.
Erosion-Korrosion: Hochgeschwindigkeitssprühen (typische Düsenaustrittsgeschwindigkeiten von 15–30 m/s) in Kombination mit suspendierten Eisenoxidpartikeln (50–200 Mikrometer, Konzentrationen von 100–500 ppm) erzeugen mechanische Abnutzung, die schützende Oxidschichten schneller entfernt, als sie sich neu formieren können. In unseren beschleunigten Verschleißtests zeigten 316 Edelstahldüsen mit 60 PSI in 2 % H₂SO₄ mit 200 ppm Abrasiv eine Vergrößerung der Öffnung um 8–12 % nach nur 720 Betriebsstunden.
Thermischer Schock: Düsen, die bei 600–800°C auf Stahl sprühen, während die Wasserversorgung bei 25–40°C bleibt, erleben einen thermischen Kreislauf, der Mikrorisse in spröden Materialien induziert und die intergranulare Korrosion in austenitischen Legierungen beschleunigt.
2.2 Kritische Umweltparameter
Bei der Spezifikation von Düsenmaterialien müssen diese vier Parameter quantifiziert werden:
| Parameter | Typischer Bereich bei der Stahlkühlung | Auswirkungen auf die Materialauswahl |
|---|---|---|
| pH-Wert des Sprühmediums | 1,5–3,5 (Einlegebereiche), 5,5–7,5 (Sekundärkühlung) | pH < 3 eliminiert Kohlenstoffstahl, benötigt mindestens 316 Liter |
| Betriebstemperatur | Sprühwasser 25–60°C; Stahloberfläche 400–900°C | Über 200°C beseitigt Kunststoffe; Thermischer Schock erfordert duktile Materialien |
| Abrasiver Inhalt | 50–500 ppm Eisenoxid, Kalkpartikel | Über 200 ppm sind gehärtete Materialien (Keramik, Hartmetall) erforderlich. |
| Betriebsdruck | 30–120 PSI (2–8 Bar) | Höherer Druck erhöht die Erosionsgeschwindigkeit; Hartmetall empfohlen über 80 PSI mit Schleifmitteln |
Ein häufiger technischer Fehler ist es, Materialien ausschließlich anhand des pH-Werts zu spezifizieren, ohne abrasive Inhalte zu berücksichtigen. Wir haben gesehen, dass 316 Edelstahldüsen, die für pH-2,8-Umgebungen festgelegt sind, 18 Monate in sauberem Säurenebel gehalten haben, aber innerhalb von 6 Monaten versagen, wenn dieselbe Säure 150 ppm Kalkpartikel transportierte.
! 1-Korrosions-Erosion-Mechanismus-Stahl-Kühldüse
{kind=link}
3. Düsenmaterialvergleich: Leistung unter sauren Bedingungen
3.1 Materialkategorien und Korrosionsbeständigkeit
Die sechs für Stahlkühldüsen üblicherweise angegebenen Materialien lassen sich in drei Leistungsstufen einteilen:
Tier 1 – Grundlegende Korrosionsbeständigkeit (pH 5–7, niedriges Schleifmittel):
- 304 Edelstahl: Ausreichend für neutrales oder leicht saures Kühlwasser; scheitert schnell unterhalb des pH-Werts 4
- 316/316L Edelstahl: Industriestandard für moderate Säurebeständigkeit; ausreichend für pH-Wert 3–7 mit niedrigen Schleifmitteln
Tier 2 – Verbesserte Säure- und Abriebfestigkeit (pH 2–6, mäßig abrasiv):
- Hastelloy C-276: Nickel-Molybdän-Chrom-Legierung; Ausgezeichnete Säurebeständigkeit, aber begrenzte Abriebfestigkeit
- Keramik (Aluminiumoxid 95–99,5 %): Hervorragende Säure und moderate Abriebfestigkeit; spröde unter Temperaturschock
Tier 3 – Extreme Umgebung (pH 1,5–4, hoher Abrasiv, thermischer Kreislauf):
- Siliziumkarbid: Außergewöhnliche Härte (2500 HV) und Säureinertheit; Beste Abriebfestigkeit, aber spröde
- Wolframkarbid: Die härteste Option (1500–1800 HV); hervorragende Haltbarkeit, aber moderate Säurebeständigkeit (nicht geeignet unterhalb des pH-Werts 2)
3.2 Quantitativer Leistungsvergleich
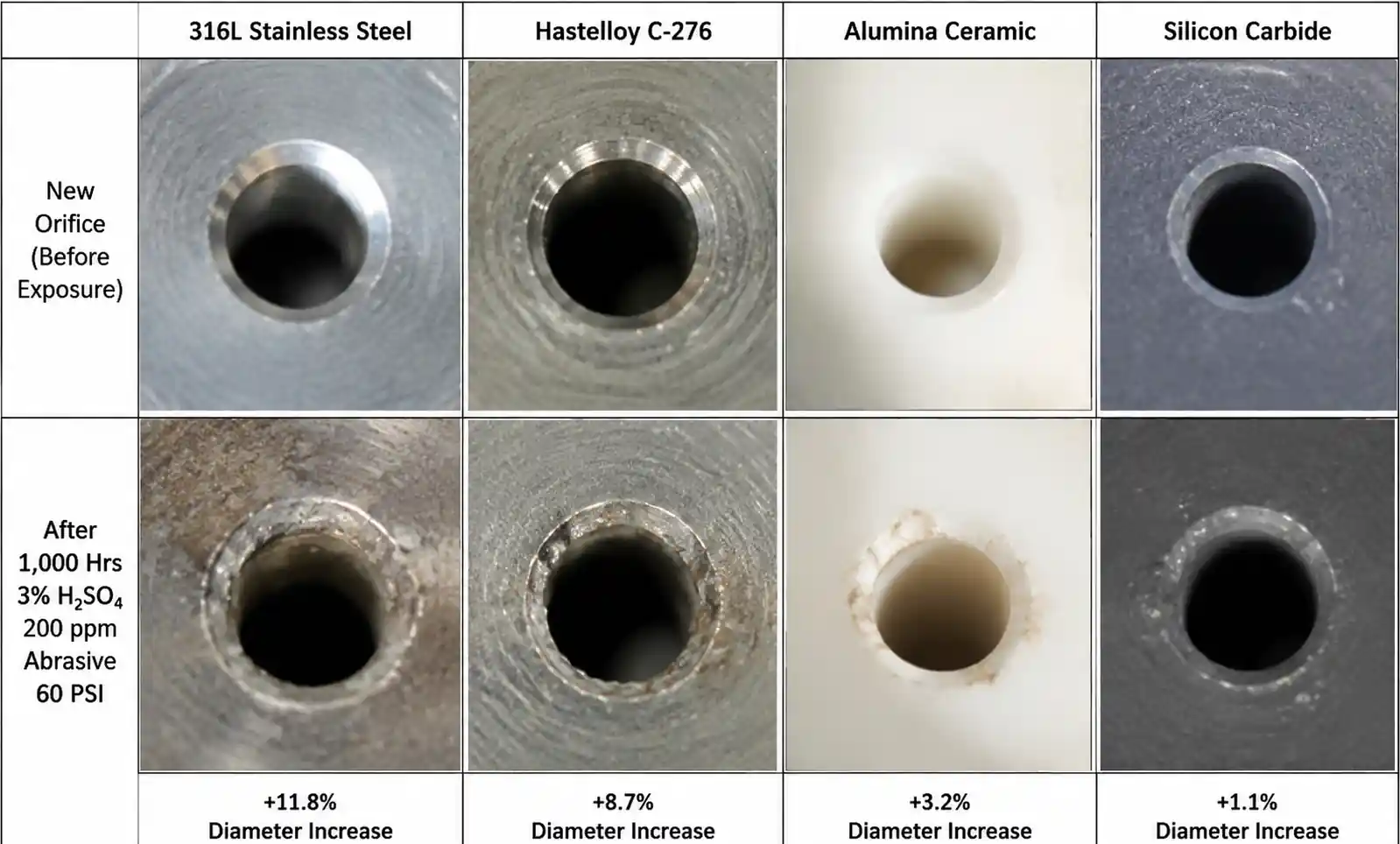
Basierend auf ASTM G31 Immersionstests und Feldvalidierungsdaten von drei europäischen Stahlwerken:
| Material | Korrosionsrate bei 3 % H₂SO₄ bei 60°C (mm/Jahr) | Abrasive Verschleißrate (Vergrößerung der Öffnung, %/1000 Stunden) | Relative Kosten (316L = 1,0) | Typische Dienstzeit (Monate) |
|---|---|---|---|---|
| 304 SS | 0,45–0,62 | 6–8 % | 0,85 | 6–9 |
| 316L SS | 0.18–0.25 | 5–7 % | 1.0 | 12–18 |
| Hastelloy C-276 | 0,02–0,04 | 4–6 % | 8,5 | 36–48 |
| Aluminiumoxid 99 % | <0,01 | 2–3 % | 3.2 | 24–36 |
| Siliziumkarbid | <0,01 | 0,8–1,2 % | 4,5 | 48–60 |
| Wolframkarbid | 0,08–0,12* | 0,5–0,9 % | 6.0 | 36–48 |
*Wolframkarbid zeigt beschleunigte Korrosion unterhalb des pH-Werts 2 aufgrund der Lösung des Kobaltbindemittels.
Wichtige technische Erkenntnisse aus diesen Daten:
Siliziumkarbid bietet eine 5–6-fache längere Lebensdauer als 316L in kombinierten säure-abrasiven Umgebungen, obwohl es anfangs 4,5-mal teurer ist. Wenn man die Ersatzarbeitskosten (180–250 $ pro Düsenwechsel einschließlich Ausfallzeit) berücksichtigt, erreicht Siliziumkarbid über 36 Monate eine 40–50 % niedrigere Gesamtbesitzkosten.
Hastelloy C-276 zeichnet sich in reinsäurehaltigen Umgebungen (wenig abrasiv) aus, wo seine Duktilität thermische Schockrisse verhindert. In hochabrasiven Kühlzonen (>200 ppm Maßstab) übertreffen Keramiken dies jedoch deutlich.
316L bleibt die wirtschaftliche Wahl für sekundäre Kühlzonen mit pH-Wert > 4 und einem Abrasivgehalt < 100 ppm, insbesondere in Anwendungen mit minimalem Wärmeschock.
! 2-Düsen-Material-Verschleiß-Vergleich
{kind=link}
4. Technische Parameter, die die Materialwahl bestimmen
4.1 Die pH-Temperatur-Abrasiv-Selektionsmatrix
Die Materialauswahl kann sich nicht auf einen einzigen Parameter verlassen. Die Wechselwirkung zwischen pH-Wert, Temperatur und Abrasivgehalt schafft unterschiedliche Materialperformance-Zonen. Aus unserer Anwendungstechnik-Datenbank mit 180+ Stahlwerksanlagen haben wir diese Zonen in eine praktische Entscheidungsmatrix eingebildet.
Entscheidungsrahmen:
Zone 1 – Milde Umgebung (pH 5–7, T < 80°C, abrasiv < 100 ppm): Empfohlenes Material: 316L Edelstahl Begründung: Kosteneffizient mit ausreichender Korrosionsmarge. Eine erwartete Vergrößerung der Öffnung um 5–7 % über 12–15 Monate ermöglicht eine vorhersehbare Ersetzungsplanung.
Zone 2 – Mäßige Säure (pH 3–5, T < 100°C, abrasiv 100–300 ppm): Empfohlenes Material: Alumina-Keramik (95–99 % Reinheit) Begründung: Ausgezeichnete Säurebeständigkeit mit guter Abriebleistung. Vermeiden Sie Anwendungen mit schnellem thermischen Zyklus (>50°C/Minute) aufgrund der Sprödigkeit.
Zone 3 – Hoher Säure, hoher Abrasiv (pH 1,5–3,5, T-Variable, Abrasiv > 300 ppm): Empfohlenes Material: Siliziumkarbid Begründung: Nur Material, das aufrechterhält <2 % Vergrößerung der Öffnung über 36 Monate bei extremem kombinierten Angriff. Spröde Natur erfordert eine ordnungsgemäße Montage, um Aufprallschäden während der Wartung zu vermeiden. Zone 4 – Reine Säure, niedriges Abrasiv (pH 1,5–3, T < 90°C, Schleifmittel < 50 ppm): Empfohlenes Material: Hastelloy C-276 Begründung: Überlegene Duktilität verhindert Rissebildung; Übertreibung in abrasiven Umgebungen, in denen Keramiken wirtschaftlicher sind. Zone 5 – Extremer Thermalschock (Stahloberfläche T > 700°C, Sprühen Wasser T < 40°C): Empfohlenes Material: 316L SS oder Hastelloy für Duktilität Begründung: Obwohl Keramiken Korrosion besser widerstehen, führt durch thermischen Schock induzierte Mikrorisse zu katastrophalen Versagen. Duktile Materialien absorbieren thermische Spannungen durch elastische Verformung.
4.2 Durchflussstabilität als Materialauswahlkriterium
Die Vergrößerung der Düsenöffnung wirkt sich direkt auf die Kühlgleichmäßigkeit und den Wasserverbrauch aus. In Sekundärkühlsystemen für das kontinuierliche Gießen ist es entscheidend, die Durchflussrate innerhalb von ±8 % des Designs zu halten, um interne Rissbildung in Blocken zu vermeiden.
Materialspezifische Durchflussabdriftraten aus Feldmessungen:
| Material | Durchflussänderung nach 12 Monaten (bei 60 PSI, 3 % H₂SO₄, 200 ppm abrasiv) |
|---|---|
| 316L SS | +18–24 % (aufgrund von 6–8 % Durchmesserzuwachs) |
| Hastelloy C-276 | +12–15 % |
| Aluminiumoxid 99 % | +6–9 % |
| Siliziumkarbid | +2–4 % |
Diese Daten zeigen, warum viele Stahlwerke im Systemdesign den Kühlwasserfluss um 20–25 % überspezifizieren, um den unvermeidlichen Verschleiß an 316-Liter-Düsen auszugleichen. Ein wirtschaftlicherer Ansatz ist es, Siliziumkarbid-Düsen zu spezifizieren und nur eine Durchflussmarge von 5 % zu entwerfen, was die Pumpengröße, den Energieverbrauch und die Wasseraufbereitungskapazität reduziert.
4,3 Druckabfall und Erosionsgeschwindigkeit
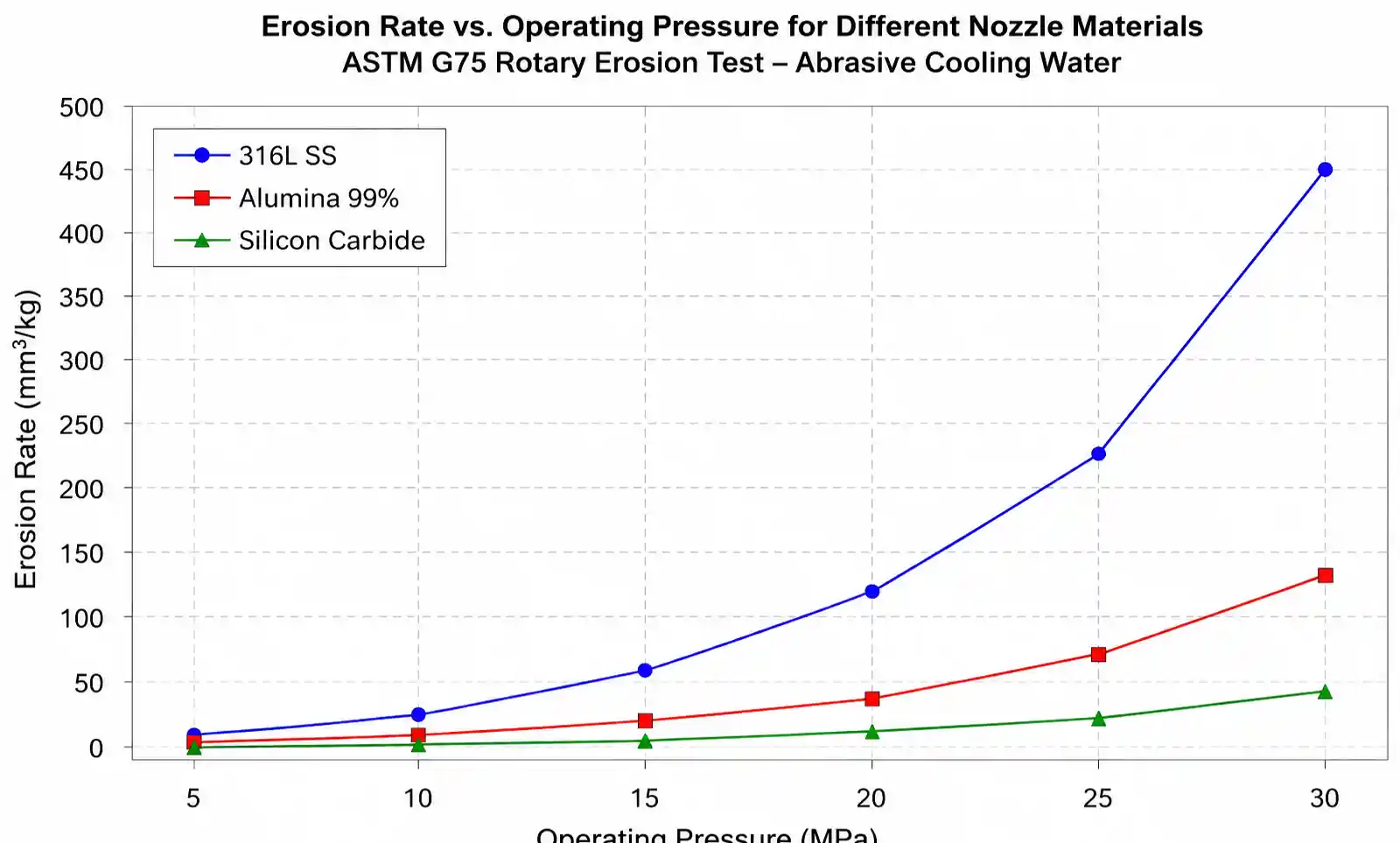
Die Beziehung zwischen Betriebsdruck und Erosionsrate ist nichtlinear. Die Erosion folgt ungefähr:
Erosionsrate ∝ (Geschwindigkeit)²·⁵
Das bedeutet, dass die Verdopplung des Sprühdrucks von 40 auf 80 PSI die Geschwindigkeit um ~1,4-fach erhöht, aber die Erosionsrate um etwa 1,4²·⁵ ≈ 1,9-fach erhöht.
Praktische Richtlinien:
- Für Drücke über 80 PSI mit einem Schleifgehalt >150 ppm werden keramische oder Hartmetallmaterialien wirtschaftlich gerechtfertigt, selbst wenn die Säurekonzentration moderat ist (pH 4–5).
- Wenn der Systemdruck von 100 PSI auf 60 PSI reduziert werden kann, während die Abdeckung erhalten bleibt (durch Erhöhung der Düsenzahl oder Optimierung des Sprühwinkels), können die Materialkosteneinsparungen die zusätzlichen Düsenkosten übersteigen.
- In unserer Zusammenarbeit mit einem deutschen Automobilstahlhersteller senkte die Reduzierung des Krümmerdrucks von 90 auf 65 PSI und der Wechsel von 24 Alumina-Düsen auf 32 316-Liter-Düsen die jährlichen Düsenkosten um 31 % und verbesserte die Kühlgleichmäßigkeit.
! 3-Druck-Geschwindigkeit-Erosion-Beziehungskurve
{kind=link}
5. Gesamtkosten des Besitzes: Materialauswahlökonomie
5.1 Lebenszyklus-Kostenmodell
Die Spezifikation von Düsen ausschließlich anhand des Stückpreises führt zu suboptimalen wirtschaftlichen Ergebnissen. Eine ordnungsgemäße TCO-Analyse muss die Anfangskosten, die Häufigkeit des Austauschs, Arbeitskräfte, Systemausfallzeiten und sekundäre Kosten wie erhöhten Wasserverbrauch durch abgenutzte Öffnungen einschließen.
Annahmen für den 24-Monats-Vergleich (16-Düsen-Kühlkopf):
- Betriebsplan: 6.000 Stunden/Jahr (250 Tage, 24-Stunden-Betrieb)
- Ersatzarbeit: 4 Stunden pro Umbau @ 85 $/Stunde Werkstattgebühr = 340 $/Veranstaltung
- Ausfallzeitkosten: 1.200 US-Dollar pro Stunde Produktionsverlust (moderat bei Stahlwerken)
- Wasserkosten: 0,08 $/1.000 Gallonen
- Durchschnittliche Düsendurchflussrate: 3,2 GPM @ 60 PSI (Konstruktionszustand)
5.2 Vergleichende Kostenanalyse
| Material | Einheitskosten ($/Düse) | Ersatzintervall (Monate) | Ersatz in 24 Monaten. | Anfangskosten (16 Düsen) | Ersatzmaterialkosten | Arbeitskosten | Ausfallzeitkosten | Überschüssige Wasserkosten* | Gesamtkosten für 24 Monate |
|---|---|---|---|---|---|---|---|---|---|
| 316L SS | 18 $ | 12 | 1 | 288 $ | 288 $ | 340 $ | 1.200 $ | 1.840 $ | $3.956 |
| Hastelloy C-276 | 153 $ | 36 | 0 | 2.448 $ | $0 | $0 | $0 | 460 $ | $2.908 |
| Aluminiumoxid 99 % | 58 $ | 24 | 0 | 928 $ | $0 | $0 | $0 | 690 $ | $1.618 |
| Siliziumkarbid | 81 $ | 48+ | 0 | 1.296 $ | $0 | $0 | $0 | 230 $ | $1.526 |
*Überschüssige Wasserkosten berechnet aus der durchschnittlichen Vergrößerung der Öffnung über den Zeitraum, angenommen 6.000 Betriebsstunden pro Jahr.
Wichtige finanzielle Erkenntnisse:
Siliziumkarbid liefert trotz 4,5-facher TEU-Rate als 316L die niedrigste 24-Monats-TCO. Allein die Eliminierung eines Austauschzyklus spart 1.540 Dollar an Arbeit und Ausfallzeit, und die überlegene Verschleißfestigkeit reduziert den Wasserverbrauch um 1.610 Dollar im Vergleich zu 316 Liter.
Hastelloy C-276 ist wirtschaftlich nur in reinsäurehaltigen Umgebungen praktikabel, wo seine Duktilität thermische Schockausfälle verhindert, die Keramik zum Rissen führen würden. In den für Stahlkühlung typischen abrasiven Bedingungen übertreffen Aluminiumoxid oder Siliziumkarbid diese wirtschaftlich.
Für budgetbegrenzte Betriebe oder Anwendungen mit einfachem Wartungszugang bleibt der 316L verteidigungsfähig, sofern die Austauschintervalle mit geplanten Wartungsstillstellungen übereinstimmen und ungeplante Ausfallkosten eliminiert werden.
5.3 Break-even-Analyse
Wann zahlt sich das Upgrade von 316L auf Siliziumkarbid aus?
Inkrementelle Investition: 81 $ - 18 $ = 63 $ pro Düse × 16 Düsen = 1.008 $
Jährliche Einsparungen durch vermieden Ersatz:
- Material: 288 $
- Arbeit: 340 $
- Ausfallzeit: 1.200 $
- Überschüssiges Wasser: 1.380 $
- Gesamtjährliche Einsparungen: 3.208 $
Rückzahlungszeit: 1.008 ÷ 3.208 = 3,8 Monate
In Stahlwerkskühlanwendungen mit kontinuierlichem Betrieb und hohen Ausfallzeiten erzielen Premium-Materialien typischerweise innerhalb von 4–6 Monaten die Rückzahlung.
6. Anwendungsspezifische Empfehlungen für Stahlkühlzonen
6,1 Einleger-Kühlung (pH 1,5–2,5, hohe Säure)
Umwelt: Direkter Kontakt mit Schwefel- oder Salzsäurenebel, Temperaturen 40–80°C, moderater Abrasionsgehalt durch Eisensulfatkristalle.
Empfohlenes Material: Hastelloy C-276 oder Siliziumkarbid
Begründung: Dies ist die chemisch aggressivste Zone. Der 316L versagt innerhalb von 3–6 Monaten aufgrund rascher Korrosion von Pitting. Hastelloy glänzt in reinen Säureumgebungen; Siliziumkarbid wird bevorzugt, wenn der Abrasionsgehalt 100 ppm übersteigt oder thermische Zyklen vorhanden ist. Vermeiden Sie Alumina-Keramiken – wir haben katastrophale Versagen dokumentiert, wenn Säure entlang der Korngrenzen in niedrigeren Reinheitsgraden eindringt (<99%).
Düsentyp: Vollkegel oder hohler Kegel zum Gasschrubben; Flachlüfter für die Kühlung der Streifenoberfläche. Typische Sprühwinkel: 60–90°.
Feldbeispiel: Ein polnisches Edelstahlwerk ersetzte 304 SS-Düsen (4–5 Monate haltbar) durch Hastelloy C-276 in ihrer HCl-Einlegabteilung. Nach 38 Monaten betrug die Durchflussabnahme nur noch 6 %, und keine Düsen mussten ersetzt werden. Gesamteinsparungen über drei Jahre: 18.400 US-Dollar für ein 32-Düsen-System.
6.2 Sekundärkühlung durch kontinuierliches Gießen (pH 5–7, mäßig abrasiv)
Umwelt: Relativ neutrales Kühlwasser (kann Kalkhemmer bei pH 6,5–7,2 enthalten), Temperaturen 30–50°C, Abrasivgehalt 80–200 ppm im Mühlenmaß.
Empfohlenes Material: 316L Edelstahl- oder Alumina-Keramik
Begründung: Korrosion ist hier nicht der primäre Versagensmodus – Erosion durch Kalkpartikel dominiert. 316L ist ausreichend für <120 ppm Schleifmittel; Darüber hinaus bietet Alumina eine 2–3-fache Lebensdauer zu moderaten Aufschlägen. Der Temperaturschock ist minimal, da Sprühwasser und Stahloberflächen allmähliche Temperaturänderungen erleben.
Düsentyp: Flache Lüfterdüsen (Sprühwinkel 40–80°) für gleichmäßige Wasserschicht auf der Blockoberfläche. Richtige Überlappung ist entscheidend, um weiche Stellen zu vermeiden.
Beispiel für Abstandsberechnung:
Bei 65° flachen Lüfterdüsen bei 60 PSI gilt die Sprühbreite W = 2 × H × tan(65°/2), wobei H = Abstandsdistanz.
Bei H = 200 mm: W = 2 × 200 × Tan(32,5°) ≈ 255 mm.
Für 30 % Überlappung: Düsenabstand = 0,7 × 255 = 178 mm von Mitte zu Zentrum.
6,3 Heißbandmühlenentkalkung (pH 4–6, sehr hoher Druck, extrem abrasiv)
Umwelt: Hochdruckwasser (1.500–3.000 PSI / 100–200 bar) zur Entfernung von Mühlenkalk, Temperaturen 50–70°C, Abrasivgehalt 300–600 ppm.
Empfohlenes Material: Wolframkarbid oder Siliziumkarbid (Härte ist entscheidend)
Begründung: Extreme Betriebsdrücke erzeugen Austrittsgeschwindigkeiten von 80–120 m/s, was zu intensiver Erosion führt. Selbst eine Vergrößerung der Öffnung um 10 % führt zu einem inakzeptablen Druckverlust und unvollständigem Entkalken. Nur Hartmetallmaterialien erhalten unter diesen Bedingungen die Öffnungsgeometrie. Wolframkarbid wird für den pH-Wert > 3 bevorzugt; Siliziumkarbid unterhalb von pH-3 zur Vermeidung von Kobaltbindemittelkorrosion.
Düsentyp: Flacher Lüfter mit schmalen Sprühwinkeln (15–25°) für hohe Aufprallkraft. Die Öffnungsgrößen sind typischerweise 1,2–2,0 mm.
Häufiger Ausfallmodus: Hartmetall-Einsatzrisse durch unzureichendes Drehmoment während der Installation oder Wasserhammer durch schnelles Ventilzyklieren. Verwenden Sie immer einen Drehmomentschlüssel (8–12 N·m für M10-Gewinde) und installieren Sie Pulsdämpfer stromaufwärts.
! 4-Stahlwerk-Entkalkung-Düse-Installation
{kind=link}
7. Best Practices für Installation und Wartung
7.1 Installationsrichtlinien zur Maximierung der Materialleistung
Selbst das teuerste Düsenmaterial wird schlechter abschneiden, wenn die Installation Spannungskonzentratoren oder Kontaminationen verursacht. Diese bewährten Praktiken verlängern die Lebensdauer der Düsen um 30–40 %:
Richtige Auswahl des Gewindedichtmittels:
- Verwendung von PTFE-Band (3–4 Wicklungen) für 316L- und Hastelloy-Gewindedüsen
- Für keramische und Hartmetalldüsen verwenden Sie eine Hochtemperatur-Anti-Seize-Paste (auf Nickel- oder Kupferbasis), um Gallen beim Entfernen zu verhindern
- Verwenden Sie niemals Rohrdope mit Zink oder Blei – diese beschleunigen die galvanische Korrosion
Drehmomentspezifikationen:
Keramik- und Hartmetalldüsen sind spröde und reißen bei übermäßigem Drehmoment. Empfohlene Werte:
- 1/8" NPT: 4–6 Nm (35–50 lb·in)
- 1/4" NPT: 8–12 Nm (70–105 lb·in)
- 1/2" NPT: 18–24 Nm (160–210 lb·in)
Ein Überdrehen von nur 30 % kann Mikrorisse verursachen, die sich unter thermischem Kreislauf ausbreiten und innerhalb weniger Wochen zum Ausfall führen.
Vor-Spülen:
Vor dem Einbau neuer Düsen spülen Sie die Zuleitungskrümme 5–10 Minuten bei vollem Betriebsdruck, um Schweißschlacke, Gewindespäne und Kalk zu entfernen. Wir haben Dutzende von Fällen dokumentiert, in denen Installationsabfälle in neuen Hartmetalldüsen stecken blieben, was sofortige Verstopfungen und Risse verursachte, wenn Bediener versuchten, Blockaden mit hohem Druck zu beseitigen.
Sieb-Maschengröße:
Installieren Sie 100-Mesh (150 Mikron) Siebe stromaufwärts von Keramik- und Hartmetalldüsen. Größere Teilchen können während der Anfangstransienten die Öffnungen absplittern. Für 316L und Hastelloy ist 40-Mesh (400 Mikron) ausreichend.
7.2 Prädiktive Wartungs- und Ersatzkriterien
Durchflussmessung:
Installieren Sie Durchflussmesser in kritischen Kühlzonen und verfolgen Sie monatlich Durchfluss versus Druck. Wenn der Durchfluss bei konstantem Druck um >12 % steigt, ist der Austausch der Düse wirtschaftlich gerechtfertigt (Wasserkosten und Kühlungsungleichmäßigkeit übersteigen die Ersatzkosten).
Für einen 16-Düsen-Header, der 6.000 Stunden pro Jahr bei 3,2 GPM Konstruktionsstrom arbeitet:
- 12 % Durchflusssteigerung = +0,38 GPM pro Düse = insgesamt +6,1 GPM
- Jährlicher Überschusswasser = 6,1 GPM × 60 Min/h × 6.000 Stunden ≈ 2,19 Millionen Gallonen
- Bei $0,08/1.000 Gallonen: Jahresverschwendung = $175
Wenn der Düsenaustausch 90 $ kostet (Material + Arbeitskraft pro Düse), tritt bei etwa 10 % Durchflusssteigerung bei den meisten Installationen ein Break-even auf.
Visuelle Inspektionsintervalle:
- 316L und Hastelloy: alle 6 Monate (achten Sie auf Pitting, Öffnungsverlängerung, Gewindkorrosion)
- Keramiken und Karbide: alle 12 Monate (prüfen Sie auf Absplitter, Risse, Verfärbungen, die auf thermische Schäden hinweisen)
Ersatzteilstrategie:
Halten Sie 25 % Reservebestand für Keramik- und Hartmetalldüsen aufgrund längerer Lieferzeiten (4–8 Wochen gegenüber 1–2 Wochen für Metalldüsen). Für kritische Kühlzonen sollten Sie ein komplettes Header-Set vorrätig halten, um einen schnellen Austausch bei ungeplanten Ausfällen zu ermöglichen.
7.3 Fehlerbehebung häufiger materialbezogener Fehler
| Symptom | Wahrscheinlicher Verdacht | Lösung |
|---|---|---|
| Schnelles Gruben (innerhalb von 3–6 Monaten) | Unzureichende Korrosionsbeständigkeit für den tatsächlichen pH-Wert | Missen Sie den tatsächlichen pH-Wert an der Düsenstelle (nicht nur an der Versorgungswasserstelle) – stehende Zonen können auf pH-Wert 3–4 fallen. Upgrade-Material. |
| Rissiger keramischer Einsatz | Überdreht oder thermischer Schock | Überprüfen Sie das Drehmomentverfahren; Bei Temperaturschock wechseln Sie auf Hastelloy oder reduzieren Sie den Temperaturunterschied beim Sprühen |
| Die Durchflussrate steigt nur bei einigen Düsen | Ungleichmäßige abrasive Verteilung | Überprüfen Sie die Rohrleitungen auf Erosion durch lokale Turbulenzen; Innenbaffeln neu entwerfen oder diese Düsen auf Hartmetall aufrüsten |
| Verstopfung der Öffnung | Übergroßes Siebgewebe oder Salzniederschlag | Verringerung der Siebgröße auf 150 Mikrometer; Prüfen Sie auf Kalzium-/Eisensalz-Niederschlag – möglicherweise eine Anpassung der Wasserbehandlung |
| Fadenverschluss beim Entfernen | Unterschiedlicher Metallkontakt oder keine Anti-Haftung | Verwenden Sie immer Anti-Seize auf Gewinden; Erwägen Sie, auf Gewinde aus demselben Material umzusteigen (z. B. 316L-Düse im 316L-Verteiler) |
! Vergleich von 5 Düsen-Ausfallmodi
{kind=link}
8. FAQ
F1: Kann ich verschiedene Düsenmaterialien auf demselben Kühlkopf mischen?
A: Ja, aber mit Vorsicht. Das Mischen von Materialien ist üblich, wenn Nachrüstungen nur die am stärksten beschädigten Zonen anvisieren. Stellen Sie sicher, dass kein direkter Metall-zu-Metall-Kontakt zwischen unterschiedlichen Materialien (z. B. Hastelloy-Düse im Kohlenstoffstahlkrümmer) besteht – dies erzeugt galvanische Zellen, die die Korrosion beschleunigen. Verwenden Sie isolierende Unterlegscheiben oder Beschichtungsgewinde mit Epoxidharz. Überprüfen Sie außerdem, dass alle Düsen bei Ihrem Betriebsdruck denselben Durchflusskoeffizienten haben; Andernfalls entstehen Flussungleichgewichte.
F2: Woran erkenne ich, ob meine Umgebung "hoch abrasiv" ist, ohne Labortests?
A: Ein praktischer Feldtest: Eine Keramikdüse und eine 316L-Düse nebeneinander im selben Header einbauen. Nach 3 Monaten misst man die Durchmesseränderung der Öffnung mit Pin-Messgeräten. Wenn 316L >4 % Vergrößerung zeigt, während Keramik <1,5 %, ist der Abrasionsgehalt hoch genug, um Keramik/Hartmetall im gesamten System zu rechtfertigen. Wenn beide ähnlich abbauen, dominiert die Säurekorrosion und Hastelloy könnte kostengünstiger sein.
F3: Benötigen keramische Düsen spezielle Reinigungsverfahren?
A: Ja – verwenden Sie niemals Metallbürsten oder Schaber an keramischen Öffnungen; Dies führt zu mikroskopisch kleinen Chips, die zu Crack-Initiationsstellen werden. Verwenden Sie Ultraschallreinigung (40 kHz, 10–15 Minuten in 5%iger Zitronensäurelösung) oder weiche Nylonbürsten. Bei hartnäckigen Schildablagerungen 30 Minuten in 10 % Phosphorsäure einweichen und dann gründlich abspülen.
F4: Was ist die Temperaturgrenze für Polymerdüsen wie PVDF oder PEEK?
A: PVDF ist auf 135°C und PEEK auf 250°C ausgelegt, aber diese Grenzen setzen keine mechanische Belastung voraus. In Stahlwerkskühlanwendungen, bei denen Sprühoberflächen bei 600–900°C in Kontakt treten, überschreitet die reflektierte Strahlungswärme oft die Polymergrenzen, selbst wenn das Sprühwasser nur 40°C beträgt. Wir empfehlen keine Polymerdüsen für direkte Stahlkühlanwendungen. Sie sind nur für Vorkühlzonen geeignet, in denen die Stahltemperatur unter 250°C liegt und der Abstandsabstand 500 mm überschreitet.
F5: Wie wirkt sich die Wasserhärte auf die Materialauswahl aus?
A: Hartwasser (>200 ppm CaCO₃) beschleunigt die Verstopfung der Öffnung durch die Bildung von Kalziumschellen, insbesondere bei pH-Wert > 7 und Wassertemperatur > 60°C. Das betrifft alle Materialien gleichermaßen. Die Lösung ist Wasserbehandlung (Enthärtung oder Polyphosphatinjektion), keine Materialaufwertung. Wenn Sie das Wasser jedoch nicht behandeln können, wählen Sie Düsen mit größeren Öffnungen (≥2,0 mm) und akzeptieren Sie höhere Durchflussraten – größere Öffnungen verstopfen seltener.
F6: Kann ich erodierte Keramik- oder Hartmetalldüsen reparieren?
A: Nein – Erosion und Korrosion entfernen Material dauerhaft. Orifice-Schaden kann nicht rückgängig gemacht werden. Vermeiden Sie "Notlösungen" wie das Ausbohren verstopfter Öffnungen, um den Durchfluss wiederherzustellen; Dies zerstört das Sprühmuster und lässt Keramik meist reißen. Die einzige wirtschaftliche Reparatur ist der vollständige Austausch von Düsen mit abnehmbaren Einsätzen (üblich bei großen Öffnungen).
F7: Welchen Sprühwinkel sollte ich für säureresistente Düsen angeben?
A: Die Auswahl des Sprühwinkels hängt von der Deckungsgeometrie ab, nicht vom Material. Allerdings führen größere Sprühwinkel (>80°) in abrasiven Umgebungen zu etwas höherer Erosionsgeschwindigkeit am Öffnungsrand. Wenn Sie am Rand der Materialkapazität arbeiten (z. B. 316 L in grenzwertige Bedingungen drücken), sollten Sie den Sprühwinkel von 80° auf 65° reduzieren und mehr Düsen hinzufügen – das senkt die Spannung pro Düse und kann die Lebensdauer um 20–30 % verlängern.
F8: Wie schnell kann ich mit einer Rendite durch das Upgrade auf Premium-Materialien rechnen?
A: Basierend auf unserem TCO-Modell (Abschnitt 5) erfolgt die Rückzahlung typischerweise innerhalb von 4–6 Monaten für kontinuierliche Betriebe mit hohen Ausfallzeitkosten. Bei Chargenbetrieben mit geplanten Wartungsfenstern verlängert sich die Rückzahlung auf 10–14 Monate, da die Kosten für ungeplante Ausfallzeiten niedriger sind. Der Haupttreiber sind nicht die Materialkosten, sondern die vermiedene Ausfallzeit – wenn Ihr Produktionsverlust 800 $ pro Stunde übersteigt, zahlen Premium-Materialien fast immer innerhalb von 6 Monaten zurück.
9. Fazit
Die Materialwahl für Kühldüsen in der Edelstahlproduktion ist keine Einheitsentscheidung. Die optimale Wahl ergibt sich aus der systematischen Bewertung der Wechselwirkung von pH-Wert, Temperatur, Schleifstoffgehalt, Betriebsdruck und wirtschaftlichen Einschränkungen.