





Was ist ZIP-Reinigung und wie funktioniert sie? Der ultimative Leitfaden 2026
Stellen Sie sich vor, Sie schließen Ihre gesamte Produktionslinie, zerlegen schwere Edelstahlrohre und schicken ein Team mit Bürsten in einen geschlossenen, gefährlichen Tank. Vor Jahrzehnten war dies der einzige Weg, um industrielle Hygiene sicherzustellen. Heute ist dieser Ansatz nicht nur eine enorme Belastung für die Rentabilität, sondern auch ein erhebliches Sicherheitsrisiko. In der modernen Lebensmittel- und Getränke-, Pharma- und Chemieproduktion ist Betriebsausfall der Feind, und Kreuzkontamination ist eine brandzerstörende Katastrophe.
Das führt uns zu einer grundlegenden Frage für Anlagenleiter und Prozessingenieure: Was genau ist CIP (Clean-in-Place) und wie garantiert es 100 % hygienische Bedingungen, ohne die Geräte auseinanderzunehmen?
In diesem umfassenden Leitfaden werden wir die grundlegenden Mechaniken von CIP-Systemen erklären. Sie lernen die Grundprinzipien einer effektiven Reinigung, Schritt-für-Schritt-Abläufe, wie man gefährliche "tote Beine" beseitigt, und wie die Wahl der richtigen Ausrüstung Ihren Wasser- und Chemikalienverbrauch drastisch senken kann. Bevor wir in die technischen Mechaniken eintauchen, ist das Verständnis warum die Tankreinigung entscheidend ist der grundlegende Schritt zur Optimierung der Betriebseffizienz Ihrer Anlage, zur Gewährleistung der Produktsicherheit und zur Einhaltung strenger FDA- und GMP-Vorschriften.
{kind=link}
Inhaltsverzeichnis
- [1. Verständnis der CIP-Reinigung: Die Grundlagen] (#1-Verstehen-CIP-Reinigungs-die-Grundlagen)
- [2. Kernkonzepte vereinfacht] (#2-Kernkonzepte-vereinfacht)
- [3. Schritt-für-Schritt-Anleitung: Der Standard-ZIP-Zyklus (#3 Schritt-für-Schritt-Leit-den-Standard-CIP-Zyklus)
- [4. Expertentipps und häufige Fallstricke, die man vermeiden sollte] (#4-Expertentipps--häufige Fallstricke, die man vermeiden sollte)
- [5. Fazit & Abschlussgedanken] (#5-Fazit--abschließende)
1. Verständnis der CIP-Reinigung: Die Grundlagen
Clean-in-Place (CIP) ist eine automatisierte Ingenieurmethodik, die verwendet wird, um die Innenflächen von Rohren, Behältern, Prozessgeräten, Filtern und zugehörigen Anschlüssen zu reinigen, ohne das System zu demontieren.
Für Einrichtungen in englischsprachigen Regionen (US, UK, CA, AU), wo die Arbeitskosten hoch und die regulatorische Kontrolle intensiv ist, ist CIP nicht nur ein Komfort – es ist ein entscheidendes Compliance-Instrument. Regulierungsbehörden wie die FDA (Food and Drug Administration) und Richtlinien unter GMP (Good Manufacturing Practices) verlangen wissenschaftlich validierten Nachweis dafür, dass eine Verarbeitungsumgebung frei von mikrobiellen Schadstoffen und chemischen Rückständen zwischen den Produktionschargen ist.
Warum CIP der Industriestandard ist:
- Drastische Reduzierung der Ausfallzeit: Was früher eine volle Schicht manuelle Arbeit erforderte, kann jetzt in 60 bis 90 Minuten erledigt werden.
- Kompromisslose Konsistenz: Automatisierte Systeme beseitigen menschliche Fehler. Jeder Zyklus läuft mit exakt derselben Temperatur, chemischen Konzentration und Dauer.
- Nachhaltigkeit und Kosteneinsparungen: Moderne ZIP-Systeme sind darauf ausgelegt, Wasser und Chemikalien zurückzugewinnen und wiederzuverwenden, wodurch der ökologische Fußabdruck und die Betriebskosten (OpEx) erheblich gesenkt werden.
- Bedienersicherheit: Der Eintritt in geschlossene Räume ist eine der gefährlichsten Aktivitäten in einer Industrieanlage. CIP hält Ihre Belegschaft außerhalb der Tanks und fern von aggressiven, hochtemperaturbeständigen Chemikalien.
2. Vereinfachte Kernkonzepte
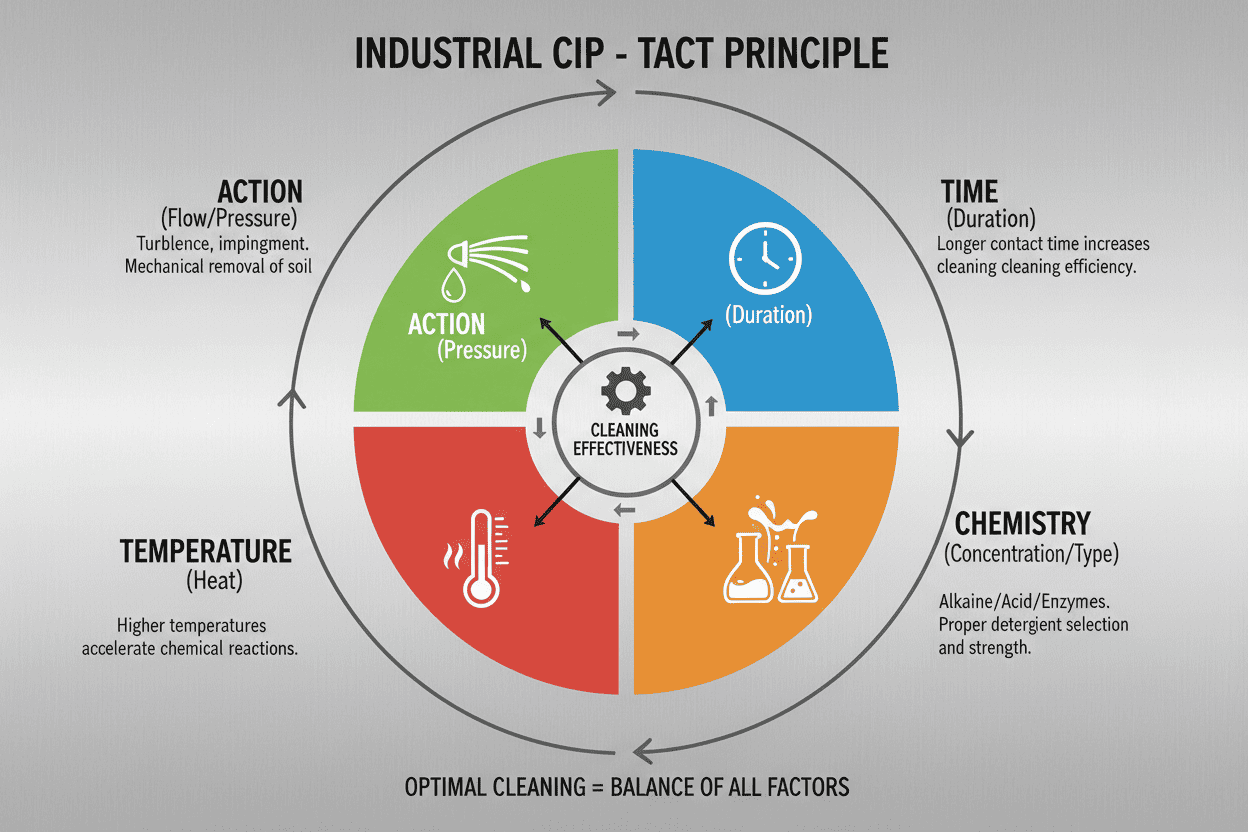
Um wirklich zu begreifen, wie CIP-Systeme mikroskopische Sauberkeit erreichen, müssen wir den komplexen Ingenieursjargon ablegen. Der Erfolg eines automatisierten Reinigungssystems beruht auf einem empfindlichen Gleichgewicht aus vier Elementen, die allgemein als TAKT-Prinzip bekannt sind.
Stellen Sie sich das TAKT-Prinzip genau so vor, als würden Sie fettiges Geschirr in Ihrer Küchenspüle spülen. Wenn du kaltes statt heißes Wasser verwendest, musst du viel stärker schrubben oder ein viel stärkeres Spülmittel verwenden, um den Teller sauber zu bekommen. Im industriellen CIP gelten dieselben Physik.
- T - Zeit: Wie lange die Reinigungslösung auf die verschmutzten Oberflächen zirkuliert wird. Längere Zeiten können schwächere Chemikalien ausgleichen.
- A - Aktion: Die mechanische, physische Kraft, die verwendet wird, um klebrige Rückstände wegzusprengen. In einem Tank wird diese "Schrubb"-Aktion durch Hochdruck-Sprühdüsen ausgeführt.
- C - Chemie: Die spezifischen alkalischen (kaustischen) oder sauren Lösungen, die zur Lösung von Proteinen, Fetten und Mineralschuppen verwendet werden.
- T - Temperatur: Der Temperaturpegel der Flüssigkeiten. Höhere Temperaturen erhöhen exponentiell die Wirksamkeit der Chemikalien und helfen, viskose Fette zu schmelzen.
{kind=link}
Entmystifizierende Branchenjargon
Vor der Aufrüstung eines Systems müssen Anlagenleiter die von Prozessingenieuren verwendete spezifische Terminologie verstehen:
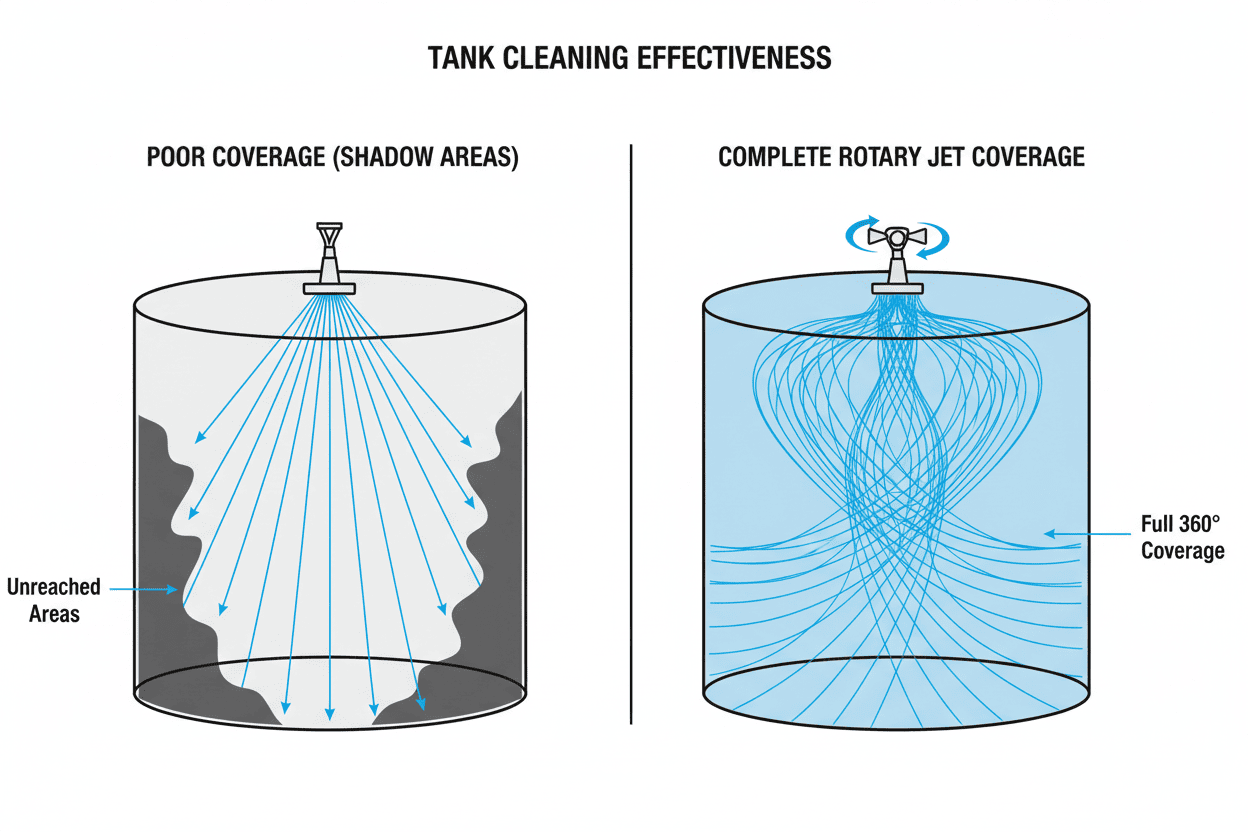
- Dead Legs / Shadow Areas: Dies sind schwer zugängliche Taschen in Rohren oder Tanks – zum Beispiel hinter Rührblättern oder in komplexen Ventilen. Wenn der Wasserstrahl der Sprühdüse diese Stellen physisch nicht treffen kann, überleben Bakterien, wachsen und kontaminieren die nächste Charge.
- Impingement: Dies ist die physische "Schlagkraft" oder Aufprallkraft des Wasserstrahls, der auf die Edelstahlwand trifft. Hohe Impingement ist erforderlich, um harte, aufgebackene oder klebrige Rückstände physisch wegzublasen (wie Hefe in Brauereien oder dicke Sirupe in der Lebensmittelverarbeitung).
- SIP-Validierung: In stark regulierten Branchen wie der Pharmaindustrie kann man nicht einfach sagen, ein Tank sei sauber. Du musst es beweisen. Die Validierung ist der strenge, dokumentierte Testprozess (mit Abstrichtests und Spülwasseranalyse), um wissenschaftlich sicherzustellen, dass keine aktiven pharmazeutischen Inhaltsstoffe (APIs) oder Bakterien mehr übrig sind.
Die große Debatte: Alt gegen Neues
Wenn Facility Manager ihre operativen Engpässe analysieren, wägen sie häufig die Vor- und Nachteile ihres aktuellen Setups ab. Ein tiefgehender Einblick in manuelle vs. automatisierte Tankreinigung zeigt, warum stark regulierte Branchen das Handschrubben vollständig aufgegeben haben.
Vergleichstabelle: Manuelle vs. automatisierte ZIP-Systeme
| Merkmal/Metrik | Manuelle Tankreinigung | Automatisiertes CIP-System |
|---|---|---|
| Reinigungskonsistenz | Sehr variabel (hängt von der Ermüdung des Bedieners ab) | 100 % wiederholbar und präzise |
| Ausfallzeit / Arbeitszeit | Hoch (Erfordert Demontage und geschlossenen Eintritt) | Niedrig (Druckknopfbetrieb, schnelle Umlaufzeit) |
| Wasser & Chemische Abfälle | Extrem hoch (kontinuierliches manuelles Sprühen) | Low (Systeme gewinnen Flüssigkeiten zurück und zirkulieren sie um) |
| Sicherheitsrisiken | Kritisch (Begrenzter Raum, chemische Exposition) | Minimal (vollständig geschlossene Operation) |
| Regulatorische Validierung | Wissenschaftlich nahezu unmöglich zu validieren | Hochgradig dokumentierbar, GMP/FDA-konform |
3. Schritt-für-Schritt-Anleitung: Der Standard-CIP-Zyklus
Um den komplexen industriellen Prozess nachvollziehbar zu machen, stellen Sie sich Ihre Waschmaschine zu Hause vor. Sie füllt sich nicht nur einmal mit Seifenwasser; Er durchläuft eine berechnete Reihe von Auffüllungen, Rührungen und Spülungen, um sicherzustellen, dass die Kleidung sauber und frei von Waschmittel ist. Ein standardmäßiger industrieller ZIP-Zyklus arbeitet nach genau derselben Logik und besteht in der Regel aus 5 bis 7 verschiedenen Schritten.
Phase 1: Die Vorspülung
Der Zyklus beginnt mit der Spülung des Systems mit Wasser (oft recycelt aus der letzten Spülung des vorherigen Zyklus, um Kosten zu sparen).
- Zweck: Um lockere, große Böden, ungelöste Zucker und große Partikel mechanisch wegzublasen. Wenn warmes Wasser verwendet wird, hilft es, Fette zu schmelzen.
- Entscheidendes Detail: Wenn Sie diesen Schritt überspringen, werden Ihre teuren Chemikalien in der nächsten Phase für den Kampf gegen losen Schmutz verschwendet, anstatt gebundene Rückstände abzubauen.
Phase 2: Die Ätzende Spülung
Das ist die schwere Phase. Eine hochalkalische Lösung (typischerweise Natriumhydroxid / Kaustiksäure mit einer Konzentration von 1 % bis 2 %) wird bei hohen Temperaturen (oft zwischen 60 °C und 85 °C) zirkuliert.
- Zweck: Die ätzende Chemie versäumt Fette (verwandelt sie in Seife) und baut komplexe Proteinstrukturen ab, sodass sie weggespült werden können.
Phase 3: Zwischenspülung
Frisches oder zurückgewonnenes Wasser wird durch das System gepumpt, um die ätzenden Chemikalien und die suspendierten Böden auszuspülen.
- Zweck: Bereitet den Tank für die Säurewäsche vor. Das direkte Mischen von Säule und Säure würde beide neutralisieren und eine gefährliche chemische Reaktion auslösen.
Phase 4: Die Säurewäsche (optional, aber empfohlen)
Je nach Branche wird eine Säurelösung (wie Salpeter- oder Phosphorsäure) bei niedrigeren Temperaturen zirkuliert.
- Zweck: Während ätzend organisches Material entfernt, entfernt Säure anorganisches Material. Es löst mineralische Ablagerungen (wie Kalziumablagerungen oder "Bierstein" in Brauereien) und neutralisiert alle verbliebenen Spuren des alkalischen Waschwassers.
Phase 5: Letzte Spülung
Das System wird mit hochgereinigtem Wasser gespült – oft mit deionisiertem (DI) oder Reverse Osmosis (RO) Wasser in pharmazeutischen Umgebungen.
- Zweck: Stellt sicher, dass absolut alle chemischen Rückstände aus dem System gespült werden. Das Spülwasser wird häufig auf Leitfähigkeit getestet; Wenn die Leitfähigkeit mit reinem Wasser übereinstimmt, ist das Aquarium chemisch sauber.
Phase 6: Desinfizierung / Sterilisation
Bevor die nächste Produktionscharge beginnt, muss das System sterilisiert werden, um verbleibende Mikroorganismen abzutöten.
- Zweck: Dies wird entweder durch chemische Desinfektionsmittel (wie Peraceticsäure) oder durch das Zirkulieren von Lebenddampf (ein Verfahren, das als SIP – Sterilisation vor Ort – bekannt ist) erreicht.
Szenario A: Die richtige Ausrüstung auswählen, um die "Aktion" zu liefern
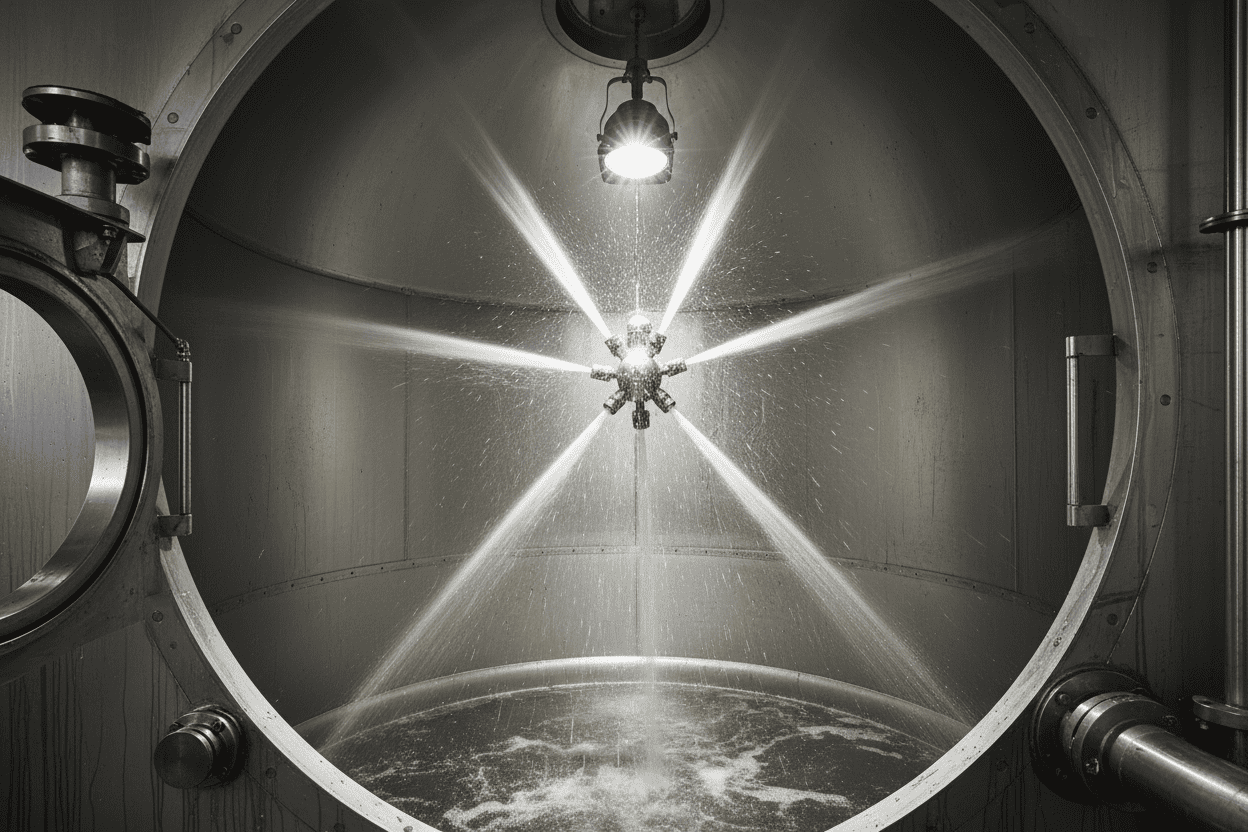
Man kann die perfekte Temperatur, die stärksten Chemikalien und die ganze Zeit der Welt haben, aber wenn die physikalische Reinigungsausrüstung im Tank ausfällt, versagt der CIP-Zyklus. Die wichtigste Komponente im Verarbeitungsbehälter ist die Düse. Sie fungiert als "Duschkopf" und wandelt den Flüssigkeitsdruck der CIP-Pumpen in die mechanische "Wirkung" des TAC-Prinzips um.
Das Verständnis wie Tankreinigungsdüsen funktionieren ist für jeden Prozessingenieur unerlässlich. Wenn du eine schwache Düse in einem großen Tank verwendest, rinnt das Wasser einfach die Wände hinunter und hinterlässt klebrige Rückstände.
Für schwere industrielle Anwendungen mit viskosen, klebrigen oder festgebrannten Rückständen reichen statische Sprühkugeln nicht mehr aus. Die Auswahl von hochwirksamen Tankreinigungsdüsen für industrielle Anwendungen ist die effektivste Methode, um Dead-Legs zu beseitigen, die CIP-Validierung zu garantieren und die Bearbeitungszeit drastisch zu verkürzen.
! Rotary-Jet-Tankreinigungsdüse sprüht Hochdruckwasser in ein industrielles Edelstahlgefäß
{kind=link}
Spezifikationstabelle: Auswahl der richtigen Tankreinigungsdüse
| Düsentyp | Wirkmechanismus | Impingement (Aufprallkraft) | Am besten geeignet für | Wasser-/chemische Effizienz |
|---|---|---|---|---|
| Statische Sprühkugeln | Kaskadierende Flüssigkeit durch die Tankwände laufen | Sehr niedrig | Leichte Böden, leicht lösliche Flüssigkeiten (z. B. Milch, Säfte) | Schlecht (Benötigt großes Wasservolumen) |
| Rotierende Sprühköpfe | Rotierender Lüfter der Flüssigkeit | Moderat | Mittelböden, Craft-Brauerei, Standard-Lebensmittelverarbeitung | Gut (Bessere Abdeckung als statisches Rauschen) |
| Rotierende Düsenköpfe | 360° rotierende Hochdruckdüsen | Extrem hoch | Schwere, klebrige, viskose oder eingebrannte Rückstände (z. B. Harze, Erdnussbutter, APIs) | Ausgezeichnet (Verwendet mechanische Kraft über Wasservolumen) |
4. Expertentipps und häufige Fallstricke, die man vermeiden sollte
Wenn du Zeit in Branchenforen wie Reddits 'r/ChemicalEngineering' oder 'r/TheBrewery' verbringst, wirst du schnell feststellen, dass reale ZIP-Operationen selten beim ersten Versuch perfekt laufen. Theorie ist das eine; Übung ist eine andere. Hier sind die häufigsten Fallstricke, mit denen Anlagenmanager konfrontiert sind, und wie Sie diese vermeiden können.
Fallgrube 1: Die "unsichtbaren" Schattenbereiche (Tote Beine)
Das Problem: Ein QA-Ingenieur fällt bei einem ZIP-Validierungstest durch, weil Bakterien hinter dem Rührpaddle des Beckens gefunden wurden. Die Standard-Sprühkugel konnte einfach nicht hinter dem physischen Hindernis sprühen. Die Lösung: Verlassen Sie sich niemals auf einen einzigen Sprühball für ein komplexes Aquarium. Verwenden Sie mehrere Düsen, die strategisch platziert sind, um überlappende Sprühmuster zu erzeugen, oder steigen Sie auf einen 3D-Drehkopf um, der das gesamte Innenvolumen über eine festgelegte Zykluszeit abbildet.
Fallgrube 2: Verstopfte statische Sprühkugeln
Das Problem: Die Bediener bemerken, dass der Panzer nicht sauber wird. Bei der Untersuchung stellen sie fest, dass die winzigen Löcher in der statischen Sprühkugel mit Hopfenmaterial, Fruchtbrei oder Schmutz aus dem Prozess verstopft sind. Die Lösung: Installiere vor der SIP-Pumpe ein Inline-Sieb, um Schmutz aufzufangen. Noch besser: Ersetzen Sie statische Sprühkugeln durch selbstreinigende Rotationsköpfe, die keine Mikroperforationen haben, die anfällig für Verstopfungen sind.
Fallgrube 3: Pumpendruckabfälle ignorieren
Das Problem: Das CIP-System ist so konzipiert, dass es 5 bar Druck auf die Düse liefert, aber der tatsächliche Aufprall im Tank ist schwach. Die Lösung: Prozessingenieure vergessen oft, den Reibungsverlust in den Rohrleitungen zwischen Pumpe und Tank zu berechnen. Installiere immer Druckmesser am Einlass der Düse, nicht nur am Pumpenauslass, um sicherzustellen, dass der TACT-"Aktions"-Parameter tatsächlich erfüllt wird.
{kind=link}
5. Fazit & Abschließende Gedanken
Die Beherrschung Ihres CIP-Reinigungsprozesses ist eine der Investitionen mit dem höchsten ROI, die eine Produktionsstätte tätigen kann. Sie ist das unsichtbare Rückgrat moderner industrieller Hygiene und schützt sowohl den Ruf Ihrer Marke als auch Ihren Gewinn.
Indem Sie das TATAC-Prinzip tiefgehend verstehen, die strikte Abfolge des CIP-Zyklus einhalten und von veralteten manuellen Methoden auf vollautomatisierte Lösungen umsteigen, eliminieren Sie das Rätselraten bei der Anlagenreinigung. Am wichtigsten ist, dass Sie unzählige Stunden an Fehlersuche und fehlgeschlagene Validierungen ersparen können, wenn Sie erkennen, dass die mechanische Kraft Ihrer Tankreinigungsdüsen den Erfolg Ihrer gesamten millionenschweren CIP-Infrastruktur entscheidet.
Kurze Zusammenfassung: ZIP-Optimierungs-Checkliste
| Schwerpunkt | Wichtige Erkenntnis | Sofortiger Aktionsschritt |
|---|---|---|
| Mechanik | CIP basiert auf Takt: Zeit, Handlung, Chemie, Temperatur. | Überprüfen Sie Ihren aktuellen Zyklus: Verlassen Sie sich zu sehr auf Chemikalien, weil Ihre mechanische "Wirkung" schwach ist? |
| Ausrüstung | Manuelle Reinigung ist veraltet; Automatisierung gewährleistet Compliance. | Überprüfen Sie Arbeitskosten und Ausfallzeiten im Zusammenhang mit manuellem Scrubing, um ein automatisiertes SIP-Upgrade zu rechtfertigen. |
| Düsen | Statische Sprühkugeln Abwasser; Drehdüsen sparen Ressourcen. | Inspiziere deine Tanks auf "Schattenbereiche" und rüste bei Bedarf auf kraftstarke Rotationsdüsen um. |
| Bestätigung | Sie müssen die Sauberkeit nachweisen, um FDA/GMP-Compliance zu gewährleisten. | Stellen Sie sicher, dass die Wasserleitfähigkeit Ihres Endspülwassers mit den Grundwerten des reinen Wassers übereinstimmt, bevor Sie den Tank für die Produktion freigeben. |
Bereit, abgestorbene Beine zu beseitigen, Ihren Wasserverbrauch zu reduzieren und Ihre Reinigungszyklen zu optimieren? Bewerten Sie noch heute Ihre aktuelle Düsenkonfiguration und stellen Sie sicher, dass Ihre Anlage mit maximaler Effizienz arbeitet.