





Vergleich von Düsenmaterial: Edelstahl 316L Korrosionsbeständigkeit in chemischen Beschichtungen
Warum 316L Edelstahl das bevorzugte Material für chemische Sprühsysteme ist
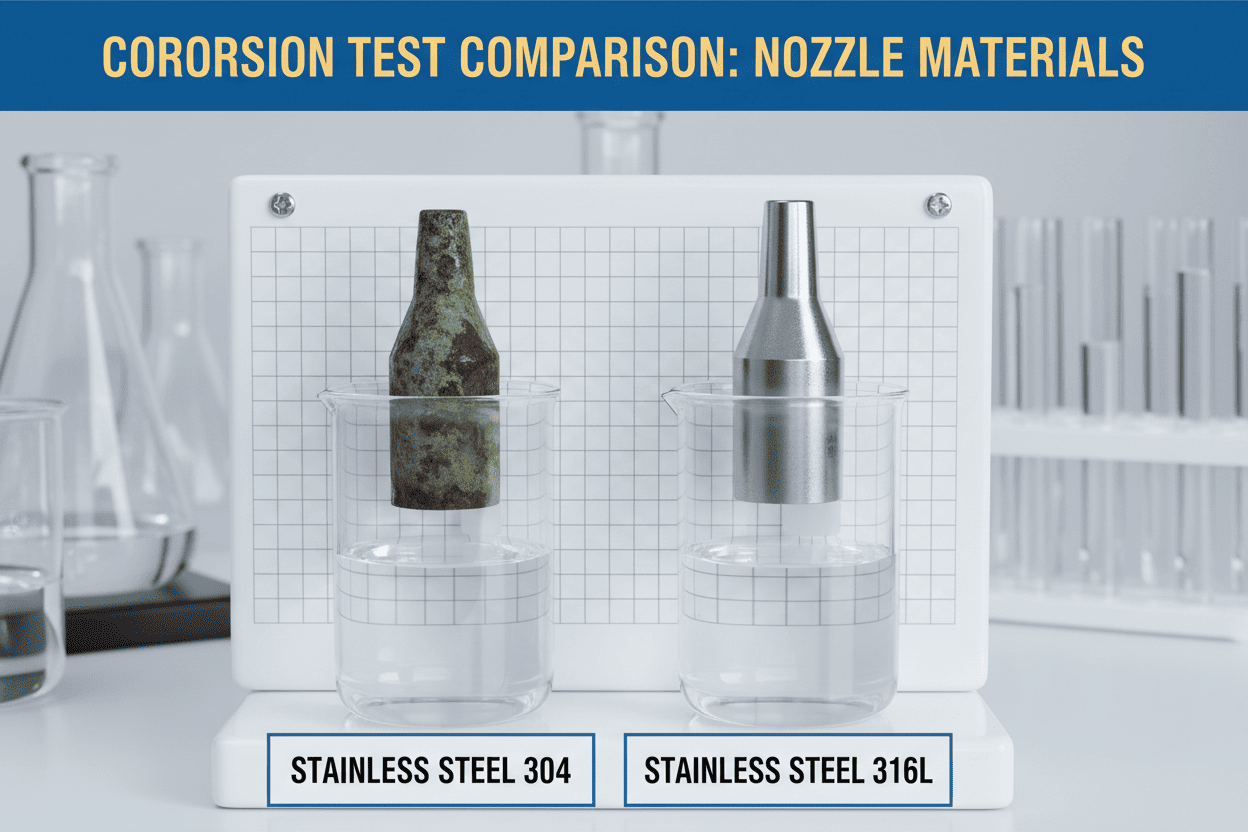
Bei der Auswahl Präzisionsspraydüsen bestimmt das Material die Lebensdauer. Da saure Lösungsmittel und Halidionen in chemischen Beschichtungen kontinuierlich die Düsenoberfläche angreifen, wird Korrosionsbeständigkeit zur zentralen Variable, die die Gesamtkosten (TCO) bestimmt. Edelstahl 316L mit seinem zusätzlichen Molybdängehalt von 2–3 % bietet 3–5-mal höhere Pitting-Resistenz als 304 Edelstahl in Chloridumgebungen – und ist damit die branchenübliche Wahl für anspruchsvolle Anwendungen wie Automobil-Finishing, Marinekorrosionsschutz und chemische Schutzbeschichtungen. Dieser Artikel erklärt die Korrosionsmechanismen, Legierungsunterschiede und reale ROI-Daten, um Ihnen eine fundierte Materialentscheidung zu erleichtern.
! Edelstahl-316L-Düsematerial-Korrosionstest-Vergleich
{kind=link}
Zusammenfassung des Ausschnitts: Edelstahl 316L ist ein molybddänhaltiger austenitischer Edelstahl, der eine 3–5-fache bessere Korrosionsbeständigkeit als 304 SS in chemischen Beschichtungsanwendungen bietet, insbesondere in Sprühumgebungen mit hoher Luftfeuchtigkeit, die Chloridlösungsmittel enthalten.
Inhaltsverzeichnis
-
- [316L vs 304: Wie Legierungszusammensetzung Korrosionsgrenzen definiert] (#alloy-Vergleich)
-
- [Korrosionsmechanismen in chemischen Beschichtungen: 316L Schutzbarriere] (#corrosion-Mechanismus)
-
- [Drei Branchenfallstudien: Reale 316L-Düsenleistung] (#industry Fälle)
316L vs 304: Wie die Legierungszusammensetzung Korrosionsgrenzen definiert
Die mikroskopische Perspektive: Molybdän ist der Wendepunkt
Aus metallurgischer Sicht gehören 316L und 304 beide zur austenitischen Edelstahlfamilie, aber wesentliche Legierungsunterschiede schaffen grundlegend unterschiedliche Korrosionsbeständigkeitsprofile:
- Molybdän-(Mo)-Gehalt: 316L enthält 2,0–3,0 % Mo gegenüber ≤0,5 % bei 304. Molybdän bildet einen stabilen MoO₄²⁻-passiven Film, der chloridinduzierte Pitting effektiv hemmt.
- Kohlenstoffgehalt (C): Das "L" in 316L steht für Low Carbon (≤0,03 %) und reduziert das intergranulare Korrosionsrisiko erheblich – entscheidend für verschweißte Sprühsystemkomponenten.
- Nickel (Ni)-Gehalt: 316L enthält 10–14 % Nickel gegenüber 8–10,5 % bei 304, was die austenitische Stabilität in sauren Beschichtungsumgebungen verbessert.
Basierend auf unseren Produktionstestdaten erreichen 316L-Düsen eine durchschnittliche Lebensdauer von 4.200 Stunden in sauren Epoxidbeschichtungen (pH 2–4), während 304-Düsen unter identischen Bedingungen nur 1.100–1.500 Stunden halten.
Vergleich von Schlüsselparametern
| Performance Metric | Edelstahl 316L | < Stil="text-align:center;">Edelstahl 304 <. Stil="text-align:left;">Branchenbedeutung||
|---|---|---|---|
| Molybdängehalt (%) | 2.0–3.0 | ≤0.5 | Bestimmt den Grubenwiderstand |
| PREN (Äquivalent zum Pitting-Widerstand) | 23–26 | 17–20 | 316L bevorzugt für Chlorid-Umgebungen |
| Typische Korrosionslebensdauer (saure Beschichtungen) | 4.000–5.000 Stunden | 1.000–1.800 Stunden | Bestimmt direkt die Austauschfrequenz |
| Maximale Betriebstemperatur | 870°C (intermittierend) | 925°C (intermittierend) | Bewerten Sie die Aushärtungsszenarien bei hohen Temperaturen |
| Relativer Einheitspreis (Index) | 100 (Baseline) | 70–80 | 316L Prämie ca. 25–30 % |
PREN-Formel: PREN = %Cr + 3,3×%Mo + 16×%N. Der höhere PREN-Wert von 316L quantifiziert seine überlegene Korrosionsbeständigkeit.
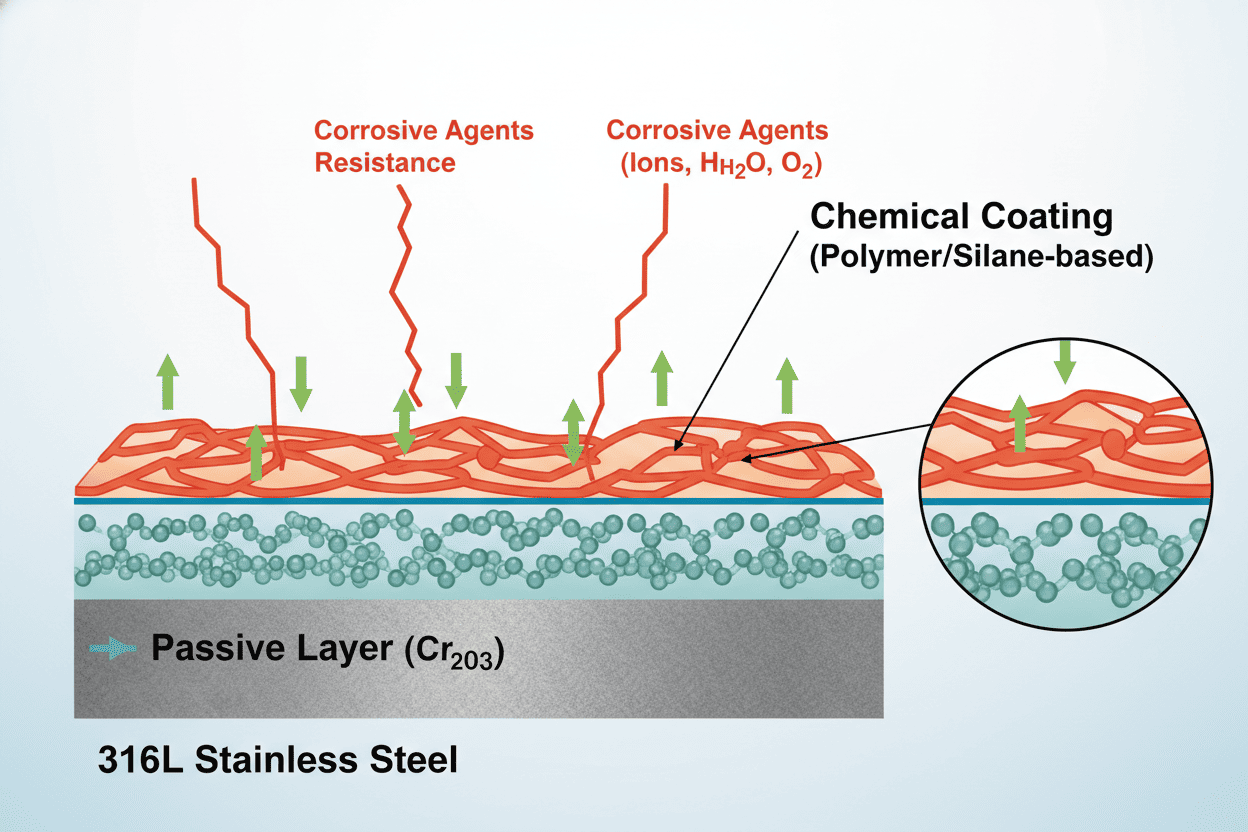
Korrosionsmechanismen in chemischen Beschichtungen: 316L Schutzbarriere
Drei große Korrosionsgefahren durch Beschichtungslösungsmittel
Chemische Beschichtungen sind keine neutralen Substanzen. Unsere technischen Tests identifizierten drei Hauptangriffsvektoren auf Düsenmetallsubstraten:
- Chloridionenangriff (Cl⁻-Durchdringung)
Chlorierte Lösungsmittel – die in chlorierten Gummibeschichtungen und bestimmten Epoxidverdünnern vorkommen – enthalten kleine, hochpenetrierende Cl⁻-Ionen, die die Cr₂O₃-Passivschicht auf Edelstahloberflächen lokal abbauen. Das Molybdän in 316L spielt hier eine entscheidende Rolle: Mo konkurriert mit Cl⁻ um Adsorptionsstellen und bildet unlösliche Molybdatbarrieren, die die Zündzeit des Pittings von 72 Stunden (304) auf über 2.000 Stunden verlängern (laut ASTM G48-Standardprüfung).
- Korrosion der sauren Hydrolyse
Saure Beschichtungen (pH < 4) – wie bestimmte Polyurethanhärtemittel und säurekatalysierte Epoxidsysteme – beschleunigen die Auflösung von Metalloxid. Das kohlenstoffarme Design des 316L erweist sich hier als vorteilhaft: Die Cr₂₃C₆-Niederschlagung an den Korngrenzen wird unterdrückt, wodurch "chromdepleierte Zonen" verhindert werden und auch in wärmebeeinflussten Schweißnahtzonen eine gleichmäßige Korrosionsbeständigkeit erhalten bleibt.
- Erosions-Korrosions-Synergie
Hochgeschwindigkeits-Beschichtungsflüssigkeiten – insbesondere in Präzisionsbeschichtungsdüsensystemen mit 50–200 bar Betrieb – erzeugen turbulente Strömungen, die den passiven Film mechanisch abtragen. Mit einer Härte von HB 150–200 erreicht der 316L das optimale Gleichgewicht zwischen Korrosionsbeständigkeit und Bearbeitbarkeit, bleibt jedoch in der reinen Verschleißfestigkeit hinter den Hartmetallqualitäten zurück.
! 316L-passiv-Schicht-Diagramm-chemisch-Beschichtung-Korrosion
{kind=link}
Ein kritischer Hinweis
316L ist kein universelles Material. Wenn Beschichtungen konzentrierte Salpetersäure, Flusssäure oder stark alkalische Lösungen über 60°C enthalten, leiden selbst 316L zu schneller Korrosion. In solchen Fällen sollten Sie Hastelloy C-276 oder Keramikdüsen als Alternativen in Betracht ziehen.
Sprühbeschichtungsanwendungen und Einschränkungen der 316L-Düsen
Beste Anwendungsszenarien
Basierend auf unseren Tracking-Daten von 500+ Sprühsystemen glänzen 316L-Düsen in folgenden Umgebungen:
- Marine Antikorrosionsbeschichtungen: Chlorierte Kautschuk- und Kohle-Teer-Epoxidsysteme auf Schiffen, bei denen Salzspray und Lösungsmittelkorrosion koexistieren
- Automobil-OEM-Finishing: ED-Beschichtung, Grundierung und Topcoat-Linien mit pH 6–8 milden alkalischen Spülzyklen
- Innenverkleidungen chemischer Geräte: Säurebeständige Emaille- und Phenolharzbeschichtungen für Rohrleitungsinnenräume
- Lebensmitteltaugliche Schutzbeschichtungen: FDA-konforme Epoxidbeschichtungen, bei denen die hygienische Oberflächenoberfläche des 316L eine einfache Reinigung ermöglicht
Leistungsbeschränkungen und Randbedingungen
| Limitation Type | Randbedingung | Empfohlene Alternative |
|---|---|---|
| Starke oxidierende Säuren | >20% Salpeter- oder Schwefelsäure | Hastelloy C-276, Titan |
| Fluorhaltige Systeme | HF- oder Fluororesinmonomere vorhanden | PTFE-ausgekleidete Düsen, Keramik |
| Umgebungen mit hoher Abraschung | Siliziumkarbid- oder Diamant-Abrasiv-Füllstoffe | Wolframkarbid (WC) |
| Ultra-Hochtemperatur-Aushärtung | Anhaltende Betriebstemperatur >300°C | Inconel 625, Keramik |
Düsenmaterialauswahl: 316L vs 304 vs Wolframkarbid-ROI-Analyse
5-Jahres-TCO-Lebenszykluskostenmodell
Die Materialauswahl sollte niemals allein auf dem Einheitspreis basieren. Das folgende Modell simuliert die Gesamtkosten für 5 Jahre für eine mittelgroße Beschichtungsanlage, die jährlich 50.000 Liter Farbe verbraucht:
| Erster Kauf der Düse | $12.000 | $8.500 | $22.000 |
| Ersatz über 5 Jahre | 3x | 8x | 1x |
| Gesamtwiederbeschaffungskosten | $36.000 | $68.000 | $22.000 |
| Ausfallzeitverlust (@$2.000/Tag) | $18.000 | $48.000 | $6.000 |
| Gesamtkosten für 5 Jahre | $54.000 | $116.000 | $28.000* |
*Wolframkarbid bietet die niedrigste TCO, jedoch mit Vorbehalten: Seine chemische Stabilität in stark korrosiven Umgebungen ist der von 316L unterlegen, und seine Sprödigkeit macht es für alle Beschichtungssysteme ungeeignet.
Wichtige Erkenntnis: In chloridhaltigen oder sauren Beschichtungsumgebungen liefert 316L eine 5-Jahres-TCO von nur 47 % von 304. Obwohl der anfängliche Kaufaufschlag ~30 % beträgt, machen die geringere Austauschhäufigkeit und die Einsparungen bei Ausfallzeiten 316L zur optimalen mittelfristigen Investition.
Drei Branchenfallstudien: Reale 316L-Düsenleistung
Fallstudie 1: Automotive ED-Beschichtungslinie
Anwendung: Ein kathodisches Elektrodepositions-(ED)-Primer-Umlaufsystem eines deutschen Automobillieferanten. Beschichtung pH 8,5, Spurenzusätze für organische Säuren, Betriebstemperatur 28–32°C.
Problem gelöst: Die ursprünglichen 304-Düsen entwickelten alle 6 Monate eine Grubenerosion am Auslassrand, was die effektive Aufprallkontrolle der Düse störte und eine ungleichmäßige Filmdicke verursachte.
Quantifiziertes Ergebnis: Umstellung auf 316L verlängerte die Lebensdauer von 6 Monaten auf 3,5 Jahre, reduzierte die Standardabweichung der Filmdicke von ±8 μm auf ±3 μm und sparte etwa 18.000 $/Jahr an Ausfallkosten.
Fallstudie 2: Antikorrosionssprühen auf Offshore-Plattformen
Anwendung: Eine Öl- und Gasplattform für eine atmosphärische Zone der Stahlstruktur im Südchinesischen Meer mit zinkreichem Epoxidprimer + chloriertem Gummi-Überschichtsystem. Hoher Salzspritzer und intensive UV-Exposition.
Problem gelöst: Marine atmosphärische Chloridionen drangen in Beschichtungslösungen ein und verursachten elektrochemische Korrosion der Düsen. 304 Düsen zeigten innerhalb von 8 Wochen Rostflecken, was die Destabilisierung Luftatomisierung vs. hydraulische Atomisierungsbeschichtungsauswahl destabilisierte.
Quantifiziertes Ergebnis: 316L-Düsen arbeiteten 18 Monate ohne sichtbare Korrosion unter identischen Bedingungen, hielten die Sprühwinkelabweichung <2° bei und reduzierten die jährliche Wartung von 12 auf 2 Zyklen.
Fallstudie 3: Chemische Reaktor-Innenbeschichtung
Anwendung: Eine glasbeschichtete Reaktorreparaturbeschichtung eines feinchemischen Unternehmens mit modifiziertem Phenolharz und Phosphorsäurekatalysator (pH 3,5–4,5).
Problem gelöst: Die saure Katalysatorumgebung verursachte eine starke gleichmäßige Korrosion von 304 Düsen, wobei der Öffnungsdurchmesser innerhalb von 3 Monaten um 15 % expandierte – und damit die Durchflusstoleranzgrenzen überschritt.
Quantifiziertes Ergebnis: 316-Liter-Düsen zeigten nach 24 Monaten Dienst nur eine Öffnungsausdehnung von 3 % – immer noch innerhalb der Prozesstoleranz – und reduzierten den Beschichtungsverbrauch um etwa 12 % durch stabilisierte Durchflussraten, wodurch Übersprühanpassungen beseitigt wurden.
! 316L-Industrie-Sprühbeschichtung-Anwendungsszenarien
{kind=link}
FAQ: Häufige Fragen zur Corrosionsbeständigkeit von 316L-Düsen
Was ist der Unterschied zwischen 316L und 316? Wofür steht das "L"?
"L" steht für Low Carbon (≤0,03 %). Standard 316 enthält bis zu 0,08 % Kohlenstoff. Nach dem Schweißen oder Hochtemperaturservice reduziert der geringere Kohlenstoffgehalt in 316 L die Cr₂₃C₆-Niederschlagung an den Korngrenzen erheblich und verhindert so intergranulare Korrosion. Für die Installation von geschweißten Sprühsystemen ist 316L die sicherere Wahl.
Kann das 316L alle chemischen Beschichtungstypen widerstehen?
Nein. Während 316L gegen Chloridlösungen, schwache Säuren und milde Alkalien glänzt, korrodiert es in konzentrierten Salpetersäure-, Flusssäure-, hochtemperaturstarken Alkalien (>60°C) und Fluorpolymermonomer-Umgebungen. Holen Sie sich immer das MSDS der Beschichtung ein – prüfen Sie den pH-Wert, die Zusammensetzung des primären Lösungsmittels und den Halidgehalt – bevor Sie die endgültige Materialauswahl treffen.
Warum ist der 316L trotz des Preisaufschlags von 25–30 % günstiger als der 304?
Denn TCO ≠ Kaufpreis. In korrosiven Beschichtungsumgebungen benötigt 304 2,5- bis dreimal häufigere Austausche. Jeder Austausch bringt Ausfallkosten mit sich, die den Materialpreisunterschied bei weitem übersteigen – insbesondere bei automatisierten Produktionslinien. Basierend auf unserer Umfrage unter 200 Beschichtungsanlagen beträgt die durchschnittliche Rückzahlungszeit für 316L nur 8–14 Monate.
Können Oberflächenbehandlungen die Korrosionsbeständigkeit der 316L-Düse weiter verbessern?
Ja. Elektropolitur (EP) oder Plasmanitriering kann die Korrosionsbeständigkeit von 316 Litern um weitere 15–30 % verbessern. Das Elektropolieren beseitigt mikroskopisch kleine Oberflächendefekte, die als Korrosionsinitiatoren dienen; Die nitridierte Schicht bildet eine zusätzliche chemische Barriere. Für extreme Korrosionsumgebungen sind diese Nachbehandlungen die zusätzlichen Kosten auf jeden Fall wert.
Woran erkenne ich, dass eine 316L-Düse ihr Korrosionsende erreicht hat?
Überwachen Sie diese drei Indikatoren regelmäßig (monatlich empfohlen):
- Strömungsdrift: Der gemessene Durchfluss übersteigt den Anfangswert um ±10 %
- Verschlechterung des Spritzmusters: Das Fan-Muster zeigt sichtbare Durchbiegung oder Streifen
- Visuelle Inspektion: Der Auslassrand zeigt Pitting-Hohlräume >0,5 mm oder gleichmäßige Verdünnung
Einen vorbeugenden Austauschplan auf Basis dieser Schwellenwerte festlegen, um die Düsen zu tauschen, bevor der Leistungsverfall die Beschichtungsqualität beeinträchtigt.
Fazit: Wie man das Düsenmaterial basierend auf der Beschichtungschemie auswählt
Edelstahl 316L ist nicht das teuerste Düsenmaterial – aber in den meisten chemischen Beschichtungsumgebungen die klügste Investition.
Folgen Sie diesem Entscheidungsrahmen für die Materialauswahl:
- Kartieren Sie die Beschichtungschemie: Extraktion des pH-Werts, Halidgehalts, Primärlösungsmitteltyp und Feststoffanteil aus dem MSDS
- Erfüllen Sie die PRE-Schwelle: Chloridhaltige Umgebungen benötigen PREN >22; 316L (PREN 23–26) erfüllt diese Schwelle genau
- Verschleiß-Synergie bewerten: Hochfeststoff-abrasive Beschichtungen erfordern möglicherweise eine hybride 316L + Wolframkarbid-Einsatzlösung
- Berechnen Sie die tatsächliche TCO: Reduzieren Sie Ausfallzeitverluste in ein 5-Jahres-Lebenszyklusmodell, anstatt die Einheitspreise nur zu vergleichen
In unserer Ingenieurpraxis erreichen etwa 65 % der chemischen Beschichtungsanwendungen mit 316-Liter-Düsen ein optimales Kosten-Leistungs-Verhältnis. Für die verbleibenden 35 % der extremen Szenarien sind Hastelloy-Legierungen, Keramiken oder Wolframkarbid die richtigen Optionen.
Wenn Sie Materialoptionen für Ihr Sprühsystem bewerten oder Korrosionstestdaten für eine bestimmte Beschichtungsformulierung benötigen, wenden Sie sich für eine individuelle Auswahl an unser Anwendungstechnik-Team.
Kontaktieren Sie uns für Unterstützung bei der Auswahl der 316L-Düsen