





Vollkegel- vs. hohle Kegeldüsen in der Gaskühlung: Auswahlleitfaden eines Außendienstingenieurs
Beim Entwurf von Gaskühlsystemen für Industrieöfen, Stahlwerke oder chemische Reaktoren kann die Wahl zwischen Vollkegel- und Hohlkegeldüsen den Unterschied zwischen Temperaturzielen und kostspieligen Ausfallzeiten ausmachen. Dieser Leitfaden führt Sie durch die kritischen Leistungsunterschiede, vor Ort getestete Daten und Auswahlkriterien, um Ihnen zu helfen, den richtigen Düsentyp für Ihre Kühlanwendung zu bestimmen.
Inhaltsverzeichnis
- Einleitung: Warum das Düsenmuster bei der Gaskühlung wichtig ist
- [Vollkegel vs. hohler Kegel: Wichtige Unterschiede auf einen Blick] (#key-Unterschiede)
- Sprüheigenschaften und Abdeckungsanalyse
- [Tröpfchengrößenverteilung und Verdunstungseffizienz] (#droplet-Analyse)
- [Druck-Fluss-Leistungsvergleich] (#pressure-Durchfluss)
- [Antragsspezifische Auswahlkriterien] (#application-Auswahl)
- Materialauswahl und Verschleißdauer in Hochtemperaturgasströmen
- [Häufige Installationsfehler und Feldlösungen] (#installation-Fehler)
- Total Cost of Ownership Analysis
- FAQ
- Fazit
1. Einleitung: Warum das Düsenmuster bei der Gaskühlung wichtig ist
Gaskühlanwendungen erfordern eine präzise Steuerung der Wärmeübertragungsraten, und das Spritzmuster bestimmt grundlegend die Kühleffizienz. Bei unseren Feldtests an Wiedererhitzöfen von Stahlwerken und chemischen Reaktorabschrecksystemen haben wir konsequent festgestellt, dass die Anpassung des Düsensprühmusters an die Gasflussgeometrie und das Temperaturprofil den Wasserverbrauch um 15–30 % reduziert und gleichzeitig die Temperaturgleichmäßigkeit verbessert.
Die Wahl zwischen vollen Kegel- und hohlen Kegeldüsen beeinflusst drei kritische Parameter: Tropfengrößenverteilung, räumliche Abdeckungsdichte und Verdunstungsabschluss. Ein häufiger Fehler ist die Auswahl von Düsen ausschließlich anhand der Durchflussspezifikationen, ohne zu berücksichtigen, wie das Spritzmuster mit turbulenten Gasströmen bei Temperaturen zwischen 400–1200°C wechselwirkt.
Dieser Leitfaden synthetisiert Daten von über 200 Industrieanlagen, Verschleißtests an keramischen und Hartmetalldüsen sowie der Validierung der rechnergestützten Strömungsmechanik. Egal, ob Sie Prozessingenieur sind und ein neues System dimensionieren, oder ein Wartungsleiter, der ungleichmäßige Kühlung beseitigt, Sie finden umsetzbare Auswahlkriterien und Kostenvergleiche.
! 1-voller-Kegel-vs-hohl-Kegel-Sprühmuster-Vergleich
{kind=link}
2. Vollkegel vs. Hohlkegel: Wichtige Unterschiede auf einen Blick
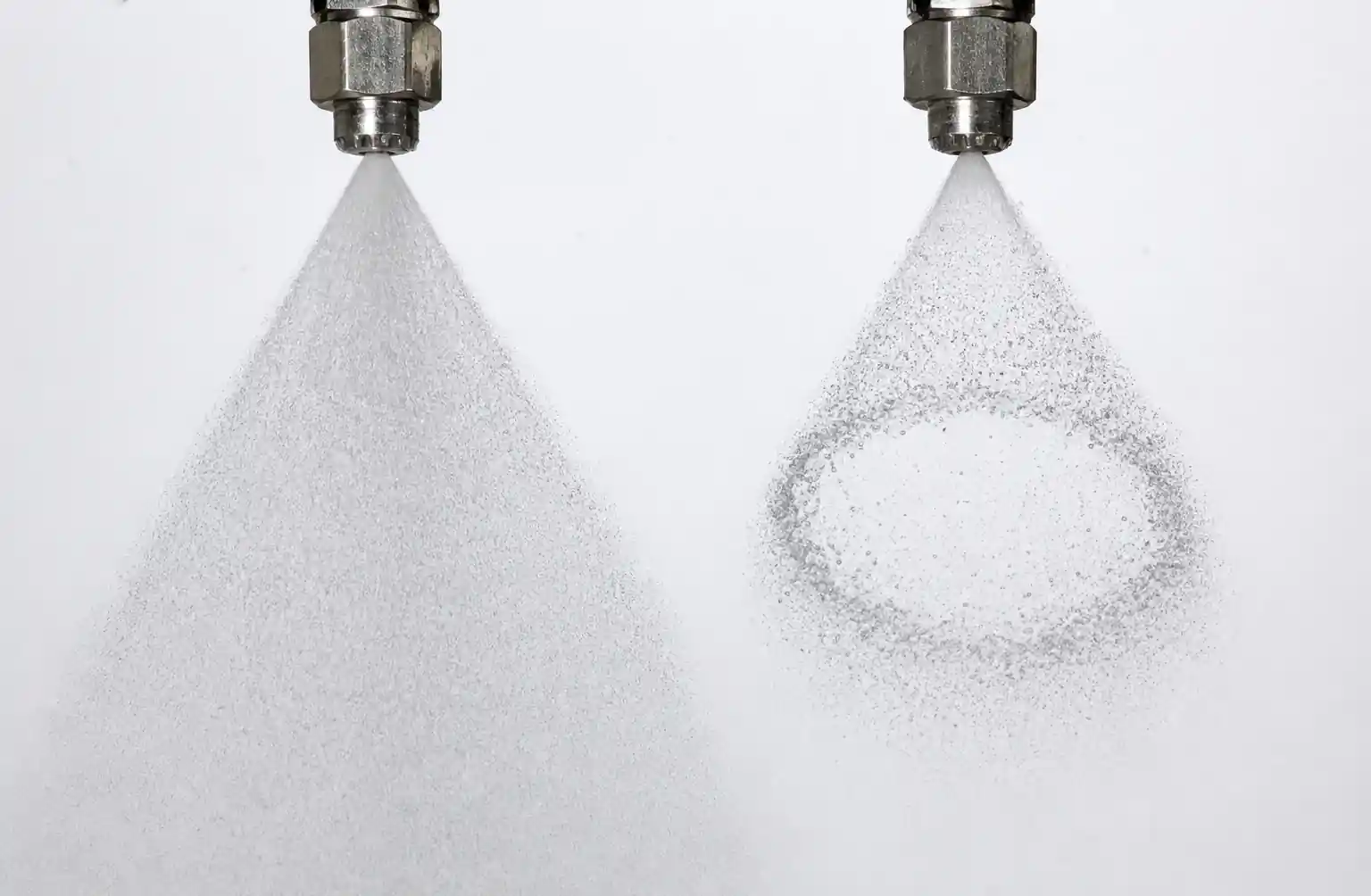
Der grundlegende Unterschied liegt in der Tröpfchenverteilung über den Sprühquerschnitt. Vollkegeldüsen erzeugen Tröpfchen im gesamten Kegelvolumen, mit der höchsten Konzentration entlang der Sprühachse. Hohle Kegeldüsen erzeugen ein ringförmiges Muster mit minimalen Tröpfchen in der Mitte.
Leistungsvergleichstabelle
| Parameter | Vollkegeldüse | Hohlkegeldüse |
|---|---|---|
| Sprühmusterform | Fester Kegel, konzentriertes Zentrum | Ringmuster, hohles Zentrum |
| Tröpfchengrößenbereich (Dv0,5) | 150–600 Mikrometer (typisch bei 40 PSI) | 50–300 Mikrometer (typisch bei 40 PSI) |
| Einheitliche Abdeckung | Hohe Dichte über das gesamte Gebiet | Hohe Dichte am Rand, niedrig im Zentrum |
| Verdunstungsabschlussentfernung | 0,8–2,0 Meter (abhängig von der Tropfengröße) | 0,4–1,2 Meter (schneller wegen kleinerer Tröpfchen) |
| Druckempfindlichkeit | Moderat: Fluss ∝ √P | Hoch: Fluss und Atomisierung beide ∝ √P |
| Verstopfter Widerstand | Gut (größere Öffnung für denselben Fluss) | Moderat (kleinere Öffnung, Flügeldesign) |
| Gasdurchdringungstiefe | Ausgezeichnet für laminare oder niedriggeschwindigkeitsgase | Ausgezeichnet für Hochgeschwindigkeits-Crossflow |
| Typische Sprühwinkel | 60°, 80°, 100°, 120° | 45°, 60°, 80°, 90° |
| Am besten geeignet für | Gleichmäßige volumetrische Kühlung, Befeuchtung | Schnelle Oberflächenkühlung, Perimeterabdeckung |
Diese Tabelle hilft Ihnen, eine erste Screening-Entscheidung zu treffen. Der wichtigste Unterschied für die Gaskühlung ist die Verdunstungseffizienz: Hohlkegeldüsen erzeugen feinere Tröpfchen, die schneller verdampfen, was bei begrenzter Verweildauer der Kühlzone unerlässlich ist. Vollkegeldüsen bieten jedoch eine bessere volumetrische Abdeckung, wenn man eine große Querschnittsfläche gleichmäßig kühlen muss.
Wenn die Gasgeschwindigkeit 15 m/s überschreitet, dringen hohle Kegeldüsen tendenziell besser ein, da ihr Ringmuster eine geringere Frontfläche zum Gasstrom bietet und so die Durchbiegung reduziert. Umgekehrt werden vollständige Kegeldüsen bevorzugt, wenn der Gasstrom nahezu stagnierend oder umgekehrt ist, da sie das Volumen vollständiger ausfüllen.
! 2-Sprüh-Abdeckung-Verteilung-Wasser-sensitives-Papier
{kind=link}
3. Sprüheigenschaften und Abdeckungsanalyse
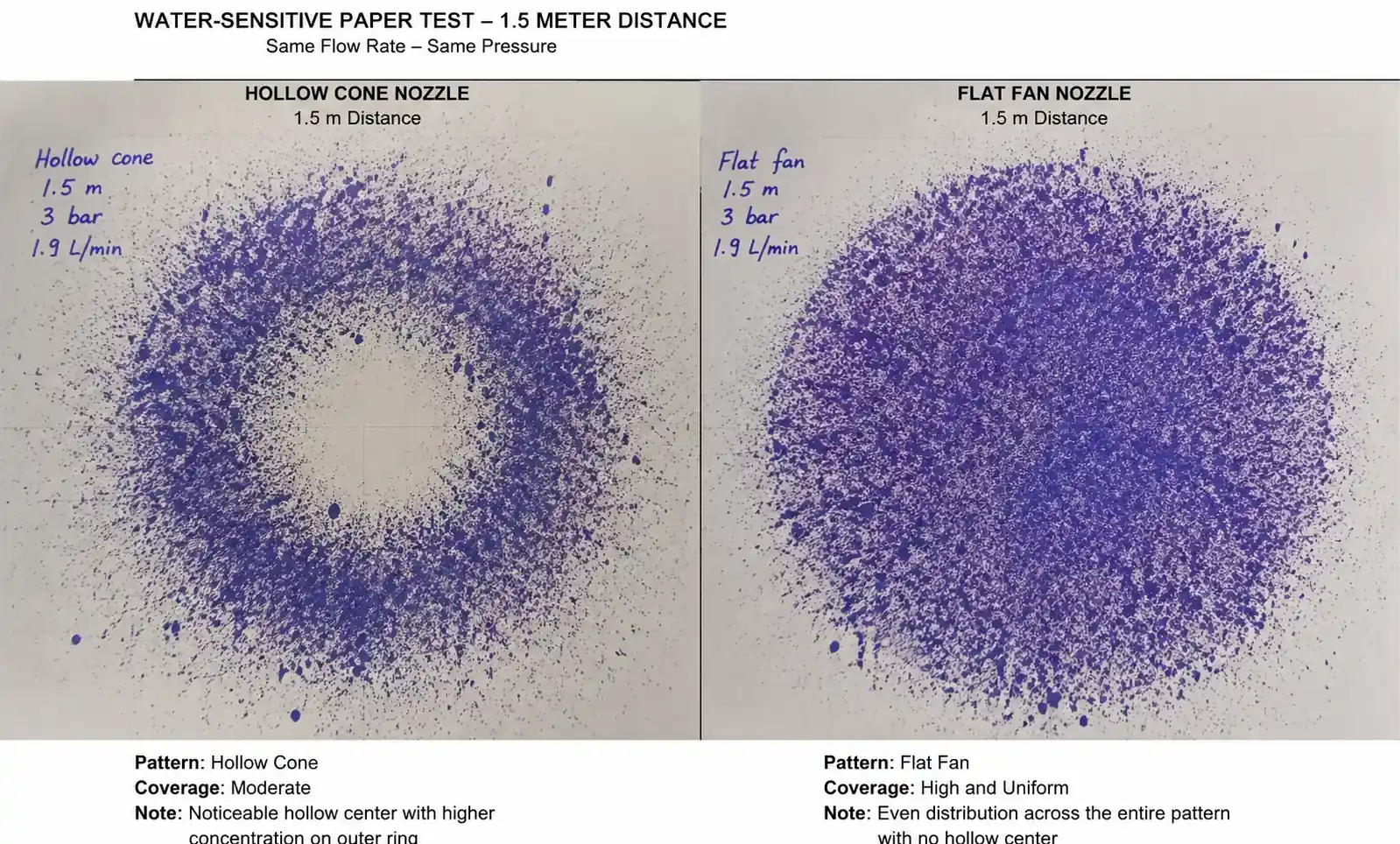
Die Gleichmäßigkeit der Abdeckung bestimmt, ob Sie konstante Steckdosentemperaturen erreichen oder Hotspots schaffen, die nachgelagerte Geräte beschädigen. Wir definieren die Abdeckung als das Verhältnis der benetzten Fläche zur gesamten Querschnittsfläche in einem bestimmten Abstand von der Düse.
Vollständiges Kegelabdeckungsmuster
Vollkegeldüsen erzeugen eine gaußähnliche Tröpfchenverteilung, wobei die Spitzendichte an der Sprühmittellinie allmählich zur Peripherie hin abnimmt. Bei einer Entfernung von 1,5 × der Strahlwinkel-Tangentiallänge variiert die Deckungsdichte von Mitte zu Rand um etwa 30–40 %.
Für Gaskühlkanäle entwerfen wir typischerweise eine Überlappung von 100–150 % zwischen benachbarten Sprühkegeln, um eine gleichmäßige Abdeckung zu gewährleisten. Der Überlappungsprozentsatz hängt vom Sprühwinkel und dem Abstand der Düsen ab. Eine 120° vollständige Kegeldüse erfordert einen Abstand von etwa 0,6 × der Entfernung von der Düse zur Zielebene, um eine Überlappung von 150 % zu gewährleisten.
Von unserer Installation an einer Stahlblock-Kühllinie aus maßen wir die Temperaturgleichmäßigkeit innerhalb von ±8°C über eine 2,5 Meter breite Kühlkammer mit 80° vollen Kegeldüsen, die im Abstand von 0,7 Metern angeordnet waren. Der Schlüssel war, die Tropfengröße unter 400 Mikrometer zu halten, um eine vollständige Verdunstung zu gewährleisten, bevor die Tröpfchen die Kammerwände erreichten.
Hohlkegelabdeckungsmuster
Hohle Kegeldüsen erzeugen einen donutförmigen Spray mit maximaler Tröpfchendichte, der einen Ring bildet. Der Mittelbereich erhält deutlich weniger Tröpfchen – typischerweise 10–20 % der Perimeterdichte. Dies macht Hohlkegeldüsen ideal für Kühlanwendungen, bei denen die Wärmelast am Kanalrand konzentriert ist oder wenn man eine zentrale Komponente nicht benetzen muss.
In Rauchgasentschwefelungssystemen werden hohle Kegeldüsen oft bevorzugt, da sie eine zylindrische Sprühhülle erzeugen, die zur Geometrie des kreisförmigen Kanals passt. Wir berechnen die Anzahl der Düsen und die Platzierung, um sicherzustellen, dass sich die Ringmuster überlappen und so eine kontinuierliche Abdeckung rund um den Kanalumfang schaffen.
Eine Herausforderung bei hohlen Kegeldesigns besteht darin, dass der Sprühwinkel bei Abnahme des Betriebsdrucks durch Verschleiß oder Systemprobleme verengt und der Hohlbereich sich ausdehnt, wodurch die effektive Abdeckung verringert wird. Wir empfehlen Drucküberwachung und den Austausch von Düsen, wenn der Betriebsdruck unter 70 % des Konstruktionswerts fällt.
Durchschlagstiefe im Crossflow
Wenn Sprühstrahl senkrecht zur Strömungsrichtung in einen hochgeschwindigkeitsreichen Gasstrom eintritt, wird die Eindringtiefe kritisch. Hohlkegeldüsen dringen in der Regel 20–35 % tiefer ein als Vollkegeldüsen bei gleichwertigen Durchflussraten und Drücken, da das Ringmuster bessere aerodynamische Eigenschaften aufweist und kleinere Tröpfchengrößen den Impuls länger aufrechterhalten.
In einer Koksofen-Rauchgasabschreckungsanwendung bei 850°C Einlasstemperatur und 22 m/s Gasgeschwindigkeit verglichen wir die Eindringtiefe mittels Wärmebildgebung. Hohle Kegeldüsen (60° Sprühwinkel, 200 Mikron Dv0,5) erreichten eine Durchdringung von 1,8 Metern vor vollständiger Verdunstung, während Vollkegeldüsen (80° Winkel, 350 Mikron Dv0,5) nur 1,3 Meter durchdrangen. Die Hohlkegel-Konfiguration reduzierte die Temperaturschwankung der Auslass von ±32°C auf ±14°C.
[IMG_3]
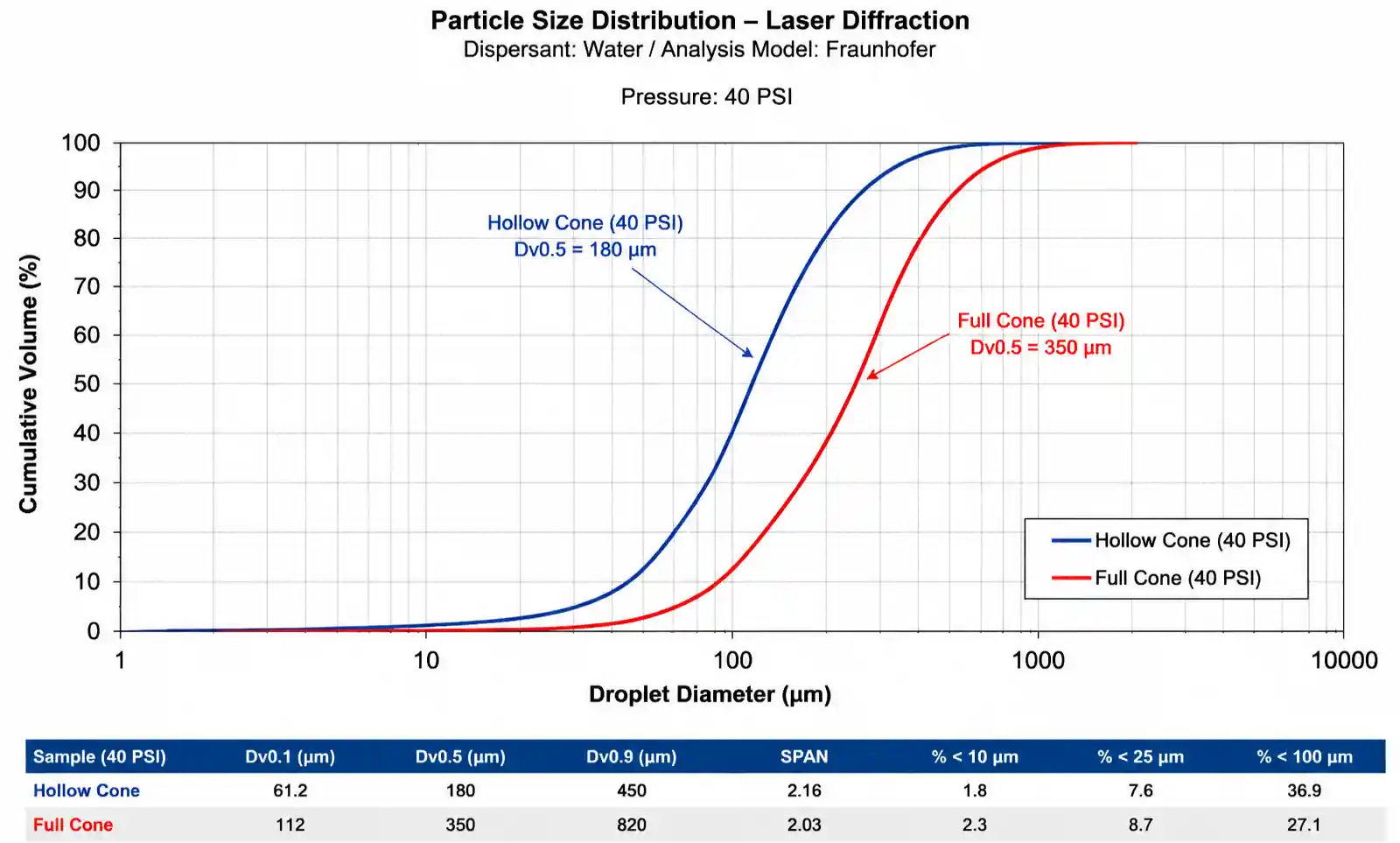
4. Tröpfchengrößenverteilung und Verdunstungseffizienz
Die Tropfengröße bestimmt direkt die Verdunstungsrate und damit die Kühlwirkung. Kleinere Tröpfchen verdampfen aufgrund des höheren Oberflächen-zu-Volumen-Verhältnisses schneller, tragen aber auch weniger thermischen Impuls und dringen möglicherweise nicht tief in schnell fließende Gasströme ein.
Grundlagen der Tropfengröße
Der Sauter-Mittlerdurchmesser (Dv0,5) stellt die Tropfengröße dar, bei der 50 % des gesamten Flüssigkeitsvolumens aus kleineren Tröpfchen bestehen. Für Gaskühlanwendungen richten wir uns auf Tröpfchengrößen basierend auf der Verbleibszeit und Gastemperatur:
- Hochtemperatur-Schnellabschreckung (>800°C, <0,5 s Verzehrzeit): 50–150 Mikrometer (hohler Kegel bevorzugt) - Mitteltemperatur-Abkühlung (400–800°C, 0,5–2 s Rehzeit): 150–350 Mikrometer (beide Arten geeignet) - Niedrigtemperatur-Luftfeuchtigkeit (<400°C, >2s Verweilzeit): 300–600 Mikrometer (Vollkegel oft bevorzugt)
Berechnung der Verdunstungszeit
Die Verdunstungszeit skaliert ungefähr mit dem Quadrat des Tröpfchendurchmessers. Ein 400-Mikron-Tropfen benötigt etwa viermal so lange zum Verdampfen als ein 200-Mikron-Tropfen unter identischen Bedingungen. Diese Beziehung bedeutet, dass die Düsenauswahl exponentiellen Einfluss auf die erforderliche Kühlzonenlänge hat.
Aus empirischen Tests in einem Gasstrom von 650 °C mit einer Geschwindigkeit von 12 m/s:
| Tröpfchengröße (Mikron) | Verdunstungsentfernung (Meter) | Düsentyp mit dieser Größe bei 40 PSI |
|---|---|---|
| 100 | 0,3–0,5 | Feiner hohler Kegel |
| 200 | 0.6–0.9 | Standardhohlkegel |
| 300 | 1.1–1.6 | Grober hohler Kegel / feiner voller Kegel |
| 400 | 1.6–2.3 | Standard-Vollkegel |
| 500 | 2.2–3.2 | Grober Vollkegel |
Diese Tabelle zeigt, warum hohle Kegeldüsen in kompakten Kühlzonen mit begrenztem Platz dominieren. Feinere Tröpfchen sind jedoch anfälliger dafür, vor dem Verdampfen durch Gasstrom weggetragen zu werden, was zu nachgelagerten Kondensations- oder Korrosionsproblemen führen kann.
Überlegungen zur Aufprallkraft
Während die Tropfengröße die Verdunstung beeinflusst, beeinflusst sie auch die Aufprallkraft, wenn Tropfen Oberflächen berühren. Vollkegeldüsen mit größeren Tröpfchen liefern eine höhere Aufprallkraft, was für die gleichzeitige Kühlung und Reinigung von Wärmetauscheroberflächen oder Reaktorwänden vorteilhaft sein kann. Die Aufprallkraft skaliert mit der Tropfenmasse und -geschwindigkeit: F ∝ d³ × v.
In Anwendungen, in denen Beschmutzung oder Kalkablagerungen auftreten, haben wir festgestellt, dass Vollkegeldüsen mit 300–500 Mikron-Tröpfchen eine ausreichende mechanische Reinigungswirkung bieten und gleichzeitig akzeptable Verdunstungsraten aufrechterhalten. Hohlkegeldüsen mit Tröpfchen unter 200 Mikron fehlen der Impuls für eine effektive Oberflächenreinigung.
! 4-Tröpfchen-Größen-Verteilung-Laser-Beugung
{kind=link}
5. Vergleich der Druck-Durchfluss-Leistung
Sowohl Vollkegel- als auch Hohlkegel-Hydraulikdüsen folgen derselben grundlegenden Durchfluss-Druck-Beziehung: Q = K × √P, wobei Q die Durchflussmenge ist, K der Durchflusskoeffizient (bestimmt durch Öffnungsgröße und -design) und P der Druck. Die Verdopplung des Drucks erhöht den Durchfluss nur um 1,41× statt um 2× – ein häufiges Missverständnis, das zu unterdimensionierten Systemen führt.
Druckanforderungen
Hohlkegeldüsen benötigen typischerweise höhere Betriebsdüsen als vollständige Kegeldüsen, um die Zielgrößen der Tröpfchen zu erreichen. Dies liegt daran, dass Hohlkegel-Designs auf Zentrifugalkraft und Flügelgeometrie beruhen, um eine feine Atomisierung zu erzeugen, während Vollkegeldüsen ein einfacheres axiales Strömungsmuster verwenden.
Empfohlene Mindestbetriebsdrücke:
- Volle Kegeldüsen: 20–30 PSI (1,4–2,1 bar) für eine angemessene Sprühformation
- Hohle Kegeldüsen: 30–50 PSI (2,1–3,4 bar) für Feinverzweigung
Ein Betrieb unterhalb dieser Schwellenwerte führt zu schlechter Sprühmusterbildung, größeren Tröpfchen und verminderter Abdeckung. Wir haben eine Zunahme der Tröpfchengröße um bis zu 60 % gemessen, wenn hohle Kegeldüsen mit 20 PSI betrieben wurden, im Vergleich zu den vorgesehenen 40 PSI.
Durchflussstabilität unter Verschleiß
Mit dem Verschleiß der Düsenöffnungen verschlechtern sich sowohl die Durchflussrate als auch die Sprüheigenschaften. Keramische und Hartmetalldüsen erhalten die Strömungsstabilität viel länger als Edelstahl in abrasiven Wasser- oder Gasströmen mit Partikeln.
Aus einem 12-monatigen Verbrauchstest mit Wasser mit 150 ppm Schwebstoffen bei 40 PSI:
| Düsenmaterial | Vollkegeldurchfluss nach 2000 Stunden erhöht | Zunahme des Hohlkegelflusses nach 2000 Stunden | Sprühwinkeländerung |
|---|---|---|---|
| 316 Edelstahl | +18 % | +23 % | -8° (Verengung) |
| Gehärteter 440C-Stahl | +12 % | +16% | -5° |
| Alumina-Keramik | +4% | +6 % | -2° |
| Siliziumkarbid | +2% | +3 % | -1° |
Hohlkegel-Düsen zeigen eine stärkere Strömungsverschlechterung als Vollkegel-Designs, da ihre Schaufeleinsätze und die komplexere Innengeometrie anfälliger für Erosion sind. Das bedeutet, dass Hohlkegelinstallationen häufigere Inspektionen und Austausch erfordern, um die Leistung zu erhalten.
Wir empfehlen, bei der Installation eine Durchflussmessungs-Basislinie festzulegen und monatlich zu überwachen. Ersetzen Sie die Düsen, wenn der Durchfluss den Ausgangswert um mehr als 10 % übersteigt, da dies auf eine erhebliche Vergrößerung der Öffnung hinweist, die zudem die Tropfengröße und den Sprühwinkel verschlechtert.
6. Anwendungsspezifische Auswahlkriterien
Deine Wahl zwischen Vollkegel und Hohlkegel sollte von spezifischen Prozessanforderungen bestimmt werden. Hier ist ein Entscheidungsrahmen, der auf Felderfahrung aus mehreren Branchen basiert.
Auswahlmatrix nach Anwendungstyp
| Anwendung | Gastemperatur | Gasgeschwindigkeit | Wohnzeit | Empfohlener Düsentyp | Hauptgrund |
|---|---|---|---|---|---|
| Stahl-Nachheizofenabschrecken | 900–1100°C | 8–15 m/s | 0,8–1,5s | Hohlkegel, 60–80° | Schnelle Verdunstung erforderlich, hohe Durchdringung erforderlich |
| Zementofen-Gasaufbereitung | 500–700°C | 12–20 m/s | 1,5–3s | Hohler Kegel, 80–90° | Perimeterkühlung, hohe Querstromgeschwindigkeit |
| Chemische Reaktorkühlung | 400–600°C | 3–8 m/s | 2–4er | Vollkegel, 80–120° | Volumetrische Abdeckung, mittlere Temperatur |
| Rauchgasentschwefelung | 150–300°C | 10–18 m/s | 3–6s | Hohlkegel, 60–80° | Maximale Oberfläche für SO₂-Absorption |
| Verbrennungstemperaturregelung | 800–1000°C | 15–25 m/s | 0,5–1,2s | Hohlkegel, 45–60° | Schnelle Reaktion, Kompaktzone |
| Trocknerabgaskühlung | 200–400°C | 5–12 m/s | 4–8er | Voller Kegel, 100–120° | Breite Abdeckung, geringes Verstopfungsrisiko |
Diese Matrix bietet Ausgangspunkte, validiert aber stets mit Pilottests, wenn möglich. Gaszusammensetzung, Wasserqualität und geometrische Einschränkungen können die optimale Wahl beeinflussen.
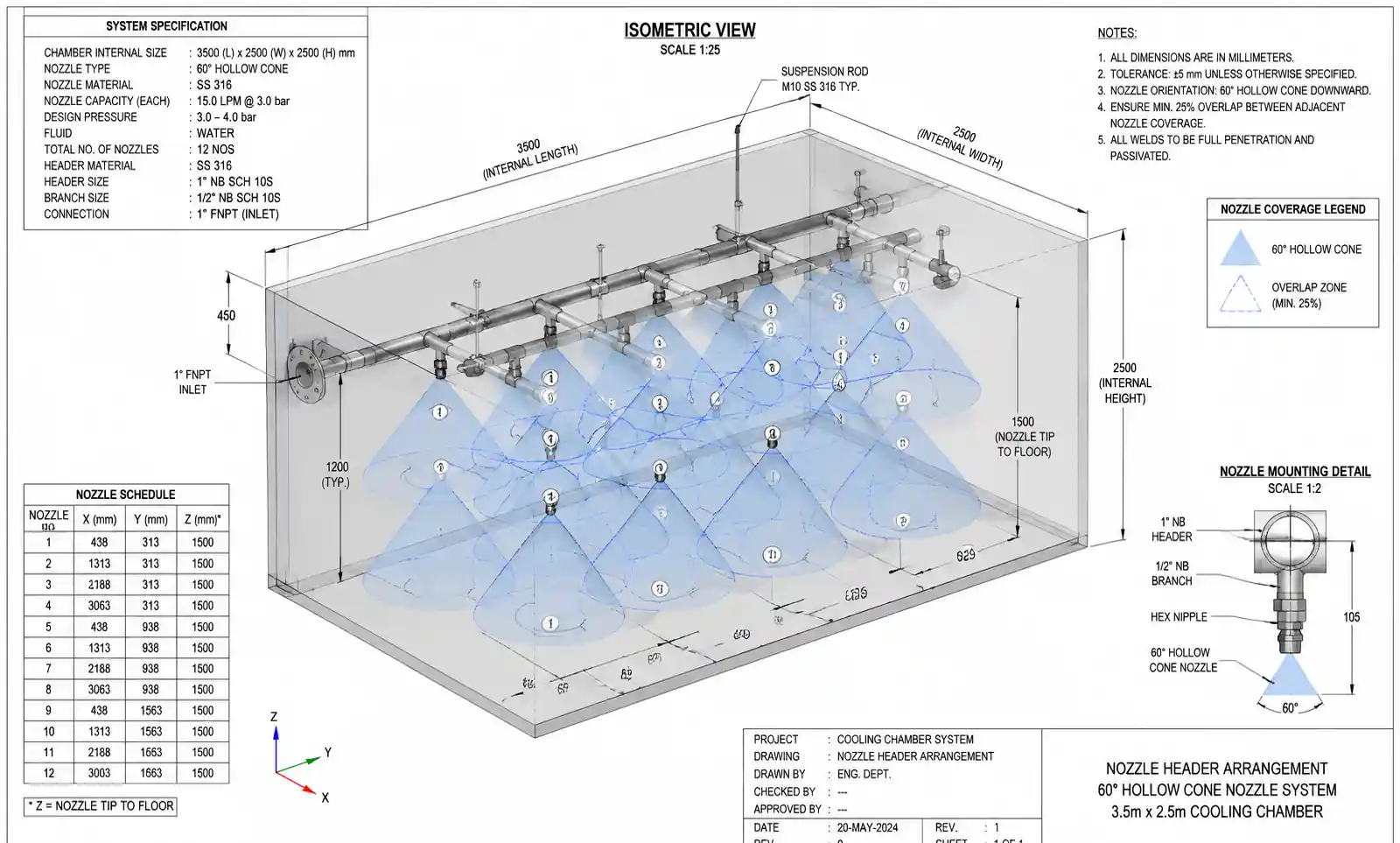
Funktionierendes Beispiel: Dimensionierungsdüsen für eine Stahlblock-Kühlkammer
Lassen Sie uns eine realistische Größenberechnung für eine 3,5 Meter breite × 2,5 Meter hohe Kühlkammer durchgehen, bei der 750°C-Gas mit 18 m/s eintritt. Die Zielauslasstemperatur beträgt 350°C, die Verweilzeit beträgt etwa 1,8 Sekunden.
Schritt 1: Berechnung der erforderlichen Kühlleistung
Gasdurchfluss: 3,5 m × 2,5 m × 18 m/s = 157,5 m³/s Angenommen, Rauchgas mit Cp ≈ 1,15 kJ/kg· K und Dichte ≈ 0,4 kg/m³ bei Durchschnittstemperatur: Massendurchfluss ≈ 63 kg/s Kühlleistung = 63 kg/s × 1,15 kJ/kg· K × (750 – 350)°C ≈ 29.000 kW
Angenommen 80 % Verdunstungskühleffizienz und Wasserlatentwärme von 2260 kJ/kg: Wasserverdunstung benötigt = 29.000 kW / (2260 kJ/kg × 0,8) ≈ 16 kg/s = 960 L/min
Schritt 2: Düsentyp auswählen
Angesichts der hohen Gasgeschwindigkeit (18 m/s) und der begrenzten Aufenthaltszeit (1,8 s) werden hohle Kegeldüsen wegen ihrer besseren Durchdringung und schnelleren Verdunstung bevorzugt.
Schritt 3: Sprühwinkel auswählen und Abstand berechnen
Für einen Abstand von 2,5 Metern von der Düse zur entfernten Wand erzeugt eine 60° hohle Kegeldüse einen Sprühdurchmesser von etwa 2 × 2,5 m × Tan(30°) = 2,9 Meter an der gegenüberliegenden Wand, was eine gute Abdeckung bietet.
Bei 150 % Überlappung gilt der Düsenabstand = 2,9 m / 2,5 = 1,16 Meter entlang der Kammerlänge.
Schritt 4: Düsenanzahl und individuelle Durchflussrate bestimmen
Kammerlänge, die in diesem Beispiel nicht angegeben ist, aber von 8 Metern angenommen: Anzahl der Düsenreihen = 8 m / 1,16 m ≈ 7 Reihen
Anzahl der Düsen pro Reihe über eine Breite von 3,5 Metern = 3,5 m / 1,16 m ≈ 3 Düsen pro Reihe
Gesamtdüsen = 7 × 3 = 21 Düsen Durchfluss pro Düse = 960 L/min / 21 ≈ 46 L/min (2,76 L/h oder 0,73 GPM)
Schritt 5: Wähle die Größe der Düsenöffnung und den Betriebsdruck
Laut Herstellerkatalogen liefert eine hohle Kegeldüse mit 3,5-mm-Öffnung etwa 46 L/min bei 35 PSI (2,4 bar). Dieser Druck ist für den Betrieb hohler Kegel akzeptabel und führt zu Tröpfchengrößen im Bereich von 150–250 Mikrometern, die für eine Verdunstung von 1,8 Sekunden geeignet sind.
Validierung: Bei 18 m/s Gasgeschwindigkeit und 1,8 Sekunden Verbleibszeit reist das Gas 32,4 Meter. Unsere Tröpfchen sollten laut früheren Daten innerhalb von 0,8–1,2 Metern verdunsten, was einen erheblichen Spielraum für eine vollständige Verdunstung lässt.
Dieses Beispiel demonstriert die Schritt-für-Schritt-Logik zur Düsenauswahl. In der Praxis empfehlen wir stets Pilottests mit wasserempfindlichem Papier oder Laserbeugungsmessung, um die Sprühüberlappung und Tröpfchengröße vor der vollständigen Installation zu validieren.
! 5-Düse-Installation-Layout-CAD-Zeichnung
{kind=link}
7. Materialauswahl und Verschleißdauer in Hochtemperaturgasströmen
Das Düsenmaterial bestimmt die Verschleißlebensdauer, was die Gesamtbesitzkosten erheblich beeinflusst. Hochtemperaturgasströme tragen oft Partikel (Flugasche, Metalloxide, Katalysatorfein), die Öffnungskanten und innere Schaufeln erodieren.
Materialleistungsvergleich
| Material | Härte (Rockwell) | Relative Verschleißlebensdauer | Anfangskostenmultiplikator | Beste Anwendungen |
|---|---|---|---|---|
| 303/304 Edelstahl | HRC 20–25 | 1× (Ausgangswert) | 1× | Sauberes Wasser, <200°C, keine Schleifmittel |
| 316 Edelstahl | HRC 25–30 | 1.3× | 1.2× | Korrosives Medium, moderate Temperatur |
| Gehärteter 440C-Stahl | HRC 55–60 | 3–4× | 1,5× | Abrasivwasser, bis zu 400°C |
| Alumina-Keramik (Al₂O₃) | HRC 80+ | 8–12× | 2.5–3× | Hochtemperaturgas mit leichten Schleifmitteln |
| Siliziumkarbid (SiC) | HRC 90+ | 15–25× | 4–5× | Starke Abriebungen, hohe Temperatur, saure |
| Wolframkarbid-Einsatz | HRC 70–75 | 10–15× | 3.5–4× | Stoßfestigkeit, thermische Schocktoleranz |
Siliziumkarbid bietet die längste Verschleißdauer in rauen Gaskühlumgebungen, ist aber spröde und kann bei Temperaturschock reißen, wenn kaltes Wasser auf einen heißen Düsenkörper trifft. Wir empfehlen, das Kühlwasser vorzuwärmen oder bei keramischen Materialien mit graduierter Temperatur zu starten.
Berechnung der Gesamtbesitzkosten
Vergleich von 316 Edelstahl- und Siliziumkarbid-Düsen in einer mit Flugasche belasteten Rauchgaskühlungsanwendungen:
Annahmen:
- 50 Düsen im System
- Betrieb von 8.000 Stunden pro Jahr
- Arbeitskosten für den Austausch: 200 $ pro Düse (Zugang, Entfernung, Einbau, Test)
316 Edelstahl:
- Düsenkosten: 45 $ pro Stück
- Erwartete Lebensdauer: 2.000 Stunden
- Ersatz pro Jahr: 8.000 / 2.000 = 4 Zyklen
- Jahreskosten: 50 Düsen × [(4 × $45) + (4 × $200)] = $49.000
Siliziumkarbid:
- Düsenkosten: 220 $ pro Stück
- Erwartete Lebensdauer: 12.000 Stunden (15× Nutzungsdauer)
- Ersatz pro Jahr: 8.000 / 12.000 = 0,67 Zyklen
- Jahreskosten: 50 Düsen × [(0,67 × $220) + (0,67 ×$200)] = $14.070
Die Siliziumkarbid-Option spart jährlich 34.930 US-Dollar trotz der 4,9× höheren Anfangsdüsenkosten. Diese Berechnung berücksichtigt keine Produktionszeitpausen, die in kontinuierlichen Prozessen erheblich sein können.
Bei hohlen Kegeldüsen mit ihrer komplexeren Innengeometrie sind die Unterschiede in der Verschleißdauer noch ausgeprägter. Siliziumkarbid-Hohlkegeldüsen haben nach 10.000 Stunden in einem 650°C-Gasstrom mit 200 ppm Partikeln den Sprühwinkel innerhalb von ±3° gehalten, während Edelstahläquivalente in weniger als 3.000 Stunden 12–15° Sprühwinkel verloren.
8. Häufige Installationsfehler und Lösungen vor Ort
Durch die Fehlersuche von Hunderten leistungsschwacher Gaskühlsysteme haben wir wiederkehrende Installationsfehler festgestellt, die die Leistung erheblich beeinträchtigen.
Fehler 1: Falsche Sprühausrichtung
Problem: Installation von Düsen senkrecht zum Hochgeschwindigkeitsgasstrom ohne Berücksichtigung der Tröpfchenablenkung. Tröpfchen erreichen nie die gegenüberliegende Seite des Kanals und erzeugen Hotspots.
Lösung: Winkeldüsen 15–30° stromaufwärts (gegen die Gasströmungsrichtung) zur Ausgleich der Durchbiegung. Der genaue Winkel hängt von der Gasgeschwindigkeit und der Tropfengröße ab. Für eine Gasgeschwindigkeit von 15 m/s und 200-Mikron-Tröpfchen verwenden wir typischerweise 20° Aufwärtswinkel.
Fehler 2: Unzureichende Filterung
Problem: Installation von Düsen ohne Wasserfiltration stromaufwärts. Selbst "sauberes" Kühlwasser enthält Partikel, die den Verschleiß beschleunigen und Verstopfungen verursachen.
Lösung: Installieren Sie immer eine Filterung, die mindestens 2 × feiner als die kleinste Düsenöffnung ist. Für 2,5-mm-Öffnungsöffnungen mit hohlem Kegel verwenden Sie eine 50-Mesh (300-Mikron) oder feinere Filterung. Automatische Rückspülfilter sind für den kontinuierlichen Betrieb unerlässlich.
Fehler 3: Ignorieren der thermischen Ausdehnung
Problem: Steife Montage von Düsenkrümmern in Hochtemperaturzonen, ohne Wärmeausdehnung zu berücksichtigen. Dies führt zu Rohrbelastungen, Lecks an den Fugen und einer Fehlausrichtung.
Lösung: Verwenden Sie flexible Verbindungen oder Ausdehnungsschleifen alle 8–12 Meter der Krümmerleitungen in Zonen über 300°C. Montiere Düsen an federbelasteten Drehgelenken, um die Ausrichtung beim Ausdehnen des Krümmers zu gewährleisten.
Fehler 4: Unterdimensionierte Versorgungs-Header
Problem: Der Druckabfall entlang des Zuleitungskopfes führt zu einer ungleichmäßigen Durchflussverteilung, wobei Enddüsen 20–40 % weniger fließen als die Düsen in der Nähe des Einlasss.
Lösung: Größenkrümmer für maximalen Druckabfall von 3–5 PSI vom Einlass bis zur Sackgasse. Für lange Header verwenden Sie Center-Feed- oder Reverse-Return-Konfigurationen. Überwachen Sie während der Inbetriebnahme den einzelnen Düsendruck, um die Gleichmäßigkeit zu überprüfen.
Fehler 5: Keine Möglichkeit zur Flussverifikation
Problem: Installation von Düsen ohne Durchflussmesser oder Druckmessgeräte, wodurch es unmöglich ist, verschleißbedingte Leistungsverschlechterungen zu erkennen.
Lösung: Installieren Sie an jeder Düsenbank ein Druckmessgerät und an der Hauptversorgung ein Durchflussmessgerät. Protokollieren Sie die Ausgangswerte bei der Inbetriebnahme und vergleichen Sie monatlich. Plötzliche Zunahmen des Durchflusses deuten auf Verschleiß hin; Plötzliche Abnahme deutet auf Verstopfungen hin.
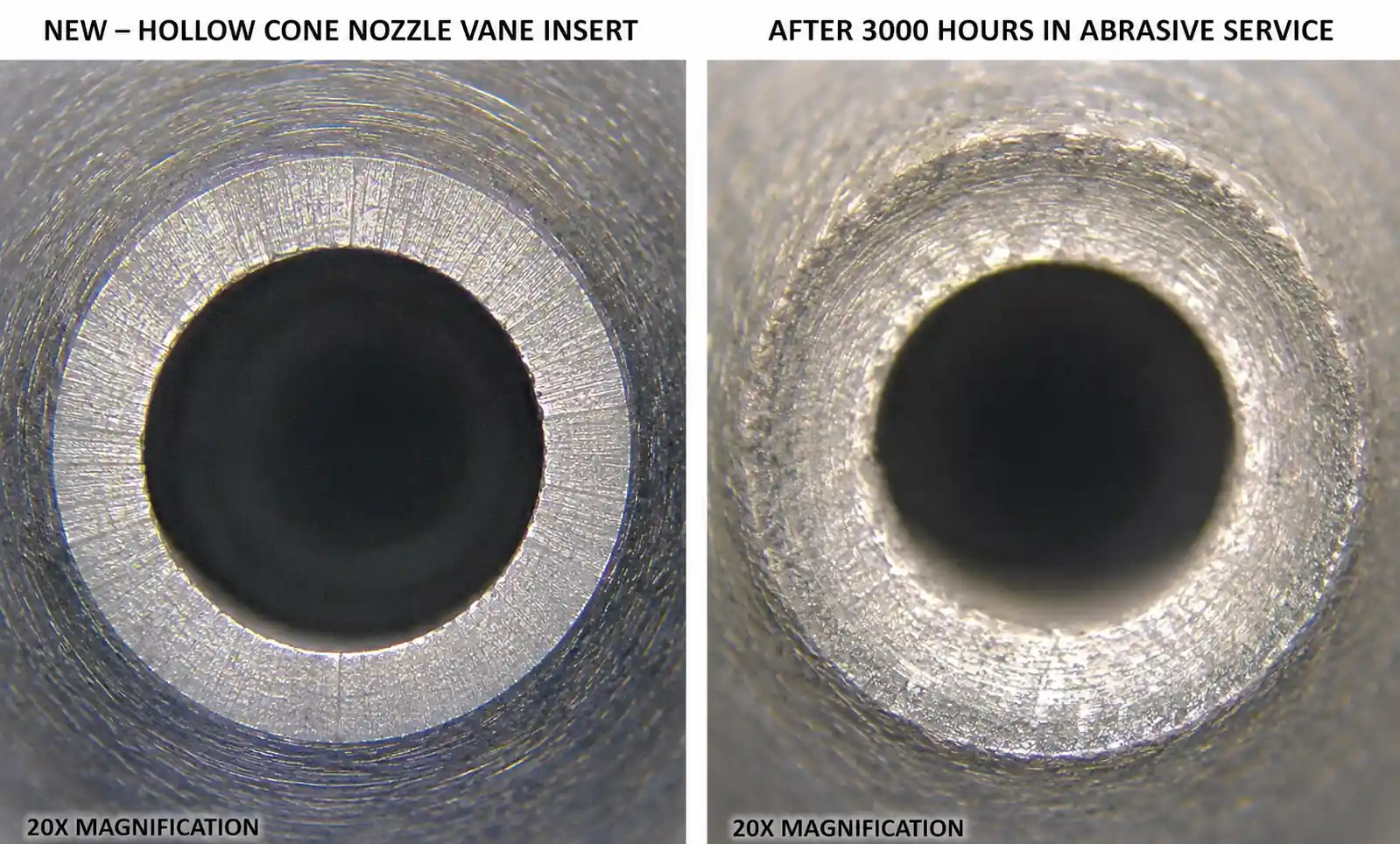
! 6-Düsen-Verschleißmikroskop-Vergleich
{kind=link}
9. Analyse der Gesamtkosten des Eigentums
Beim Vergleich von vollen Kegel- und hohlen Kegeldüsen ist der Anschaffungspreis nur ein Teil der Lebenszeitkosten. Die folgende Tabelle fasst die TCO-Faktoren aus einer 10-Jahres-Analyse eines 75-Düsen-Gaskühlsystems zusammen, das jährlich 7.500 Stunden arbeitet.
10-Jahres-TCO-Vergleich
| Kostenkomponente | Vollkegel (gehärteter Stahl) | Hohlkegel (gehärteter Stahl) | Vollkegel (Siliziumkarbid) | Hohlkegel (Siliziumkarbid) |
|---|---|---|---|---|
| Anfangskosten der Düse | 3.750 $ | 4.500 $ | 12.000 $ | 14.250 $ |
| Ersatzdüsen (10 Jahre) | 18.750 $ | 27.000 $ | 6.000 $ | 7.125 $ |
| Arbeitskraft für Ersatz | 60.000 $ | 90.000 $ | 20.000 $ | 23.750 $ |
| Wasserverbrauch | 180.000 $ | 165.000 $ | 180.000 $ | 165.000 $ |
| Pumpenergie | 45.000 $ | 52.000 $ | 45.000 $ | 52.000 $ |
| Ausfallzeitkosten (geschätzt) | 30.000 $ | 45.000 $ | 10.000 $ | 11.875 $ |
| Gesamt 10-Jahres-TCO | $337.500 | $383.500 | $273.000 | $274.000 |
Diese Analyse offenbart mehrere Erkenntnisse:
-
Hohle Kegeldüsen haben eine höhere TCO bei Stahlkonstruktion aufgrund häufigerer Austauschbedarfs (komplexe Innengeometrie verschleißt schneller).
-
Keramische Materialien drehen die Wirtschaftlichkeit, indem sie die Austauschfrequenz dramatisch reduzieren. Allein die Arbeitseinsparungen rechtfertigen die höheren Anfangskosten.
-
Wasserverbrauch bevorzugt hohlen Kegeln aufgrund feiner Atomisierung und besserer Verdunstungseffizienz, was in diesem Beispiel jährlich etwa 1.500–2.000 Dollar spart.
-
Die Pumpenenergie ist höher bei hohlen Kegeln, da sie 30–50 PSI benötigen gegenüber 20–30 PSI für den vollen Kegel, was etwa 700 US-Dollar jährlich an Stromkosten erhöht.
-
Ausfallkosten begünstigen stark keramische Düsen, weil seltener Austausch weniger Abschaltungen bedeutet.
Die optimale Wahl hängt von Ihrer spezifischen Kostenstruktur ab. Wenn die Arbeits- und Stillstandskosten hoch sind (kontinuierliche Prozessindustrie, schwerer Zugang), bieten keramische Hohlkegeldüsen die beste TCO. Wenn die Wasserkosten dominieren und Wartungsfenster häufig sind (Batchprozesse, leichter Zugang), könnten gehärtete Stahl-Vollkegeldüsen ausreichen.
10. FAQ
F: Kann ich Voll-Kegel-Düsen anstelle hohler Kegeldüsen verwenden, wenn ich die Durchflussrate erhöhe, um das auszugleichen?
A: Nicht wirkungsvoll. Das Problem ist nicht das gesamte Wasservolumen, sondern die Tropfengröße und die räumliche Verteilung. Volle Kegeldüsen erzeugen größere Tröpfchen, die langsamer verdunsten und sich unterschiedlich verteilen. Allein die Erhöhung des Durchflusses verschwendet Wasser, ohne das Kühlmuster-Missverhältnis zu beheben. Wenn du einen hohlen Kegel durch einen vollen Kegel ersetzt, musst du die Anzahl der Düsen, den Abstand und die Platzierung basierend auf der unterschiedlichen Sprühgeometrie neu berechnen.
F: Woher weiß ich, wann ich die Düsen wegen Verschleiß austauschen muss?
A: Überwachen Sie die Durchflussrate bei konstantem Druck. Wenn der Durchfluss um 10 % über dem Ausgangswert ansteigt, hat sich die Öffnung erheblich vergrößert und die Sprüheigenschaften haben sich verschlechtert. Achten Sie auch auf eine Verengung des Sprühwinkels – wenn der sichtbare Sprühkegel deutlich schmaler aussieht als neu, sind die inneren Schaufeln oder Öffnungskanten erodiert. In kritischen Anwendungen wird der Austausch nach Betriebszeiten geplant: 3.000–5.000 Stunden für Stahl im Schleifbetrieb, 10.000–15.000 Stunden für Siliziumkarbid.
F: Welche Mindestwasserqualität ist erforderlich, um Verstopfungen zu verhindern?
A: Die Filtration bei 2 × feiner als die kleinste Öffnungsdimension ist die Basislinie. Für hohle Kegeldüsen mit 2-mm-Öffnungen verwenden Sie ein Filterminimum von 100 Mesh (150 Mikron). Halten Sie außerdem die Gesamtschwebstoffe unter 50 ppm und die Härte unter 300 ppm, um Ablagerungen zu vermeiden. Wenn Ihre Wasserquelle diese Grenzen überschreitet, installieren Sie Enthärtung oder zusätzliche Filterung.
F: Können hohle Kegeldüsen bei niedrigeren Drücken arbeiten, wenn ich größere Tropfen annehme?
A: Technisch gesehen ja, aber die Leistung verschlechtert sich schnell. Unterhalb von 25 PSI verlieren die meisten hohlen Kegeldesigns ihr charakteristisches Ringmuster und erzeugen unregelmäßige Sprühkraft mit sehr geringer Gleichmäßigkeit. Wenn Sie mit niedrigem Druck (<25 PSI) arbeiten müssen, sind Vollkegeldüsen die bessere Wahl. Alternativ kann man Luft-Atomisierungsdüsen in Betracht ziehen, die feine Tröpfchen bei niedrigem Flüssigkeitsdruck erzeugen können, indem Druckluft zur Atomisierung verwendet wird.
F: Wie beeinflusst die Wassertemperatur die Spritzleistung?
A: Wärmeres Wasser (50–80°C) verbessert die Zerstäubung leicht aufgrund geringerer Viskosität und Oberflächenspannung und erzeugt bei gleichem Druck 5–10 % kleinere Tröpfchen als kaltes Wasser. Das Vorwärmen von Wasser erhöht jedoch Kosten und Komplexität. Wir empfehlen es nur, wenn die Tropfengröße kritisch begrenzt ist und der Druck nicht weiter erhöht werden kann. Vermeiden Sie die Verwendung von Wasser über 85 °C, da es bei niedrigem Druck an der Düsenöffnung zu Dampf werden kann und so einen instabilen Durchfluss erzeugen kann.
F: Wie hoch ist die maximale Gastemperatur, die hohle Kegeldüsen aushalten können?
A: Die Einschränkung liegt nicht im Material des Düsengehäuses (Edelstahl oder Keramik hält 1000°C+ aus), sondern im Wärmeschock, wenn kaltes Wasser mit heißem Metall in Kontakt kommt. Siliziumkarbid und einige Keramiken neigen bei schnellen Temperaturschwankungen zu Rissen. Einsätze aus Edelstahl und Wolframkarbid verkraften Wärmeschocks besser. Wenn die Gastemperaturen 700 °C überschreiten, empfehlen wir, eine thermische Barrierebeschichtung am Düsenkörper zu verwenden oder die Düsen leicht in kühlere Bereiche einzusetzen.
F: Sollte ich Hohlkegel oder Vollkegeldüsen für die Tankreinigung verwenden?
A: Dieser Leitfaden konzentriert sich auf Gaskühlung, aber für die Tankreinigung werden im Allgemeinen vollständige Kegeldüsen bevorzugt, da ihre größeren Tröpfchen eine höhere Aufprallkraft für die mechanische Reinigung erzeugen. Hohle Kegeldüsen sind besonders gut, wenn man die Beckenwände gleichmäßig beschichten oder spülen muss, aber ihnen fehlt die Aufprallkraft für die Entfernung starker Erde. Erwägen Sie für die meisten Reinigungsanwendungen rotierende Tankscheiben mit vollständigen Kegelmustern.
11. Fazit
Die Wahl zwischen vollen und hohlen Kegeldüsen für die Gaskühlung hängt davon ab, die Sprüheigenschaften an Ihre Prozessbedingungen anzupassen. Hohlkegeldüsen glänzen in Hochtemperatur- und Hochgeschwindigkeitsanwendungen, bei denen schnelle Verdunstung und tiefe Durchdringung entscheidend sind. Vollkegeldüsen bieten eine überlegene volumetrische Abdeckung und mechanische Wirkung bei Anwendungen bei mittleren Temperaturen mit längeren Verweilzeiten.
Die Materialwahl hat einen gleichen oder größeren Einfluss auf die Lebenszykluskosten als der Typ des Düsenmusters. Siliziumkarbiddüsen bieten eine 15–25× längere Verschleißdauer in abrasiven Gasströmen und senken trotz ihrer 4–5× höheren Anfangskosten die Gesamtkosten typischerweise um 20–30 % und verbessern die Systemzuverlässigkeit.