





Beste Düsentypen für Rauchgasentschwefelungssysteme
Was Sie lernen: Wie Sie den optimalen Düsentyp für Ihr Rauchgasentschwefelungssystem (FGD) basierend auf Sprühleistung, Verschleißfestigkeit und Gesamtbesitzkosten auswählen – unterstützt durch Felddaten und technische Berechnungen.
Inhaltsverzeichnis
- [Einleitung: Warum die Düsenauswahl die Zuverlässigkeit des FGD-Systems bestimmt] (#1-Einleitung)
- [Kritische Sprühparameter in FGD-Anwendungen] (#2-kritische-Sprühparameter)
- [Nozzle-Typ-Vergleich für FGD-Systeme] (#3-Düsentyp-Vergleich)
- [Materialauswahl und Abnutzungskostenanalyse] (#4-Materialauswahl)
- Anwendungsspezifische Auswahl für Nass-FGD
- [Häufige Installations- und Wartungsfehler](#6-häufige Fehler)
- [Beschaffung und Lebenszyklus-Überlegungen] (#7-Quellen-Überlegungen)
- FAQ
- Fazit und nächste Handlungen
1. Einleitung: Warum die Auswahl der Düse die Zuverlässigkeit des FGD-Systems bestimmt
In Nass-Rauchgasentschwefelungssystemen (FGD) sind Sprühdüsen die mit Abstand wichtigste Komponente, die die Effizienz der SO₂-Entfernung, die gleichmäßige Verteilung von Kalksteinschlamm und die langfristigen Betriebskosten beeinflusst. Aus unserer Felderfahrung in kohlebefeuerten und industriellen Kesselanlagen schätzen wir, dass 60–70 % der leistungsschwachen FGD-Absorber auf einen von drei düsenbedingten Ausfällen zurückzuführen sind: Verengung des Sprühwinkels durch erosiven Verschleiß, Durchflussabweichung über ±10 % des Designs hinaus oder ungleichmäßige Tröpfchenverteilung, die zu Trockenzonen auf der Rauchgasseite führt.
Dieser Leitfaden adressiert eine häufige Lücke, die wir bei FGD-Systemdesign- und Nachrüstprojekten beobachten: Ingenieure übernehmen oft Altdüsenspezifikationen, ohne die Kompromisse zwischen hohlem Kegel, Spiral- und Tangentialdüsen zu verstehen oder wie die Materialwahl – 303 Edelstahl versus Siliziumkarbid – die Verschleißdauer in hochfesten Kalksteinschlamm bei pH 5,0–6,0 beeinflusst. Im Gegensatz zu allgemeinen Überblicken über Sprühdüsen bietet dieser Artikel quantitative Auswahlkriterien, reale Verschleißdaten und wirtschaftliche Berechnungen, die Sie sofort auf Ihr nächstes FGD-Upgrade oder Fehlersuchprojekt anwenden können.
Was dir dieser Leitfaden hilft, zu lösen:
- Auswahl von Düsentypen, die die Gas-Flüssigkeit-Kontaktfläche maximieren und gleichzeitig den Druckabfall minimieren
- Berechnung der tatsächlichen Gesamtbesitzkosten (TCO) für Düsen im Schleifkalkstein oder im Kalkschlammservice
- Verhinderung von vorzeitigem Düsenausfall, der zu ungeplanten Abschaltungen und SO₂-Compliance-Verstößen führt
- Gestaltung von Sprühkopf-Layouts, die eine gleichmäßige Rauchgasabdeckung unter unterschiedlichen Lastbedingungen gewährleisten
2. Kritische Sprühparameter in FGD-Anwendungen
2,1 Durchflussrate und Flüssigkeit-Gas-Verhältnis (L/G)
Nass-FGD-Systeme arbeiten typischerweise mit Flüssigkeits-Gas-Verhältnissen von 10–20 Gallonen pro 1.000 tatsächliche Kubikfuß (gal/1000 acfm), abhängig von der Einlasskonzentration von SO₂ und der erforderlichen Entnahmeeffizienz. Jede Düse in einem Sprühkopf muss einen vorhersehbaren Durchfluss über einen Betriebsdruckbereich von 15–40 PSI liefern. Die Fluss-Druck-Beziehung folgt:
Q = K × √P
wobei Q die Durchflussrate (GPM), K der Düsenstromkoeffizient ist (spezifisch für die Öffnungsgeometrie) und P der Druck (PSI). Ein entscheidender Fehler, den wir sehen, ist, dass Ingenieure annehmen, dass eine Verdopplung des Drucks den Durchfluss verdoppelt; in Wirklichkeit erhöht eine Erhöhung des Drucks von 20 auf 40 PSI nur den Durchfluss um √2 ≈ 1,41×. Dies hat tiefgreifende Auswirkungen auf die Ausgleichsverteilung des Durchflusses in mehrstufigen Sprühzonen.
2,2 Tropfengrößenverteilung und Sauter-Mitteldurchmesser (SMD)
Die SO₂-Absorption ist ein Gas-Flüssigkeit-Massentransferprozess, bei dem kleinere Tröpfchen eine größere Oberfläche pro Volumeneinheit bieten. Bei unseren Feldmessungen mit Laserbeugung (Malvern Spraytec) erzeugen effektive FGD-Düsen einen Sauter-Mitteldurchmesser (D₃₂) von 800–2.000 Mikrometer. Tröpfchen unter 500 Mikron riskieren eine übermäßige Übertragung in die Nebelabscheider, während Tröpfchen über 2.500 Mikron zu schnell fallen und so die Verweilzeit im Gasstrom verkürzt.
Aus einem kürzlichen Nachrüstungsprojekt an einer 300-MW-Kohleeinheit haben wir zwei Düsentypen verglichen:
- Hohle Kegeldüsen bei 25 PSI: D₃₂ = 1.200 Mikron, Spannweite = 1,6
- Spiraldüsen bei 25 PSI: D₃₂ = 1.450 Mikron, Spannweite = 1,9
Die hohle Kegel-Konfiguration erreichte eine 2,5 % höhere SO₂-Entfernungseffizienz, allerdings auf Kosten einer erhöhten Belastung des Nebelscheiders. Die optimale Tropfengröße hängt von der Höhe Ihres Absorbers, der Rauchgasgeschwindigkeit (typischerweise 8–12 ft/s) und der Toleranz für eine Störung des Wassergleichgewichts ab.
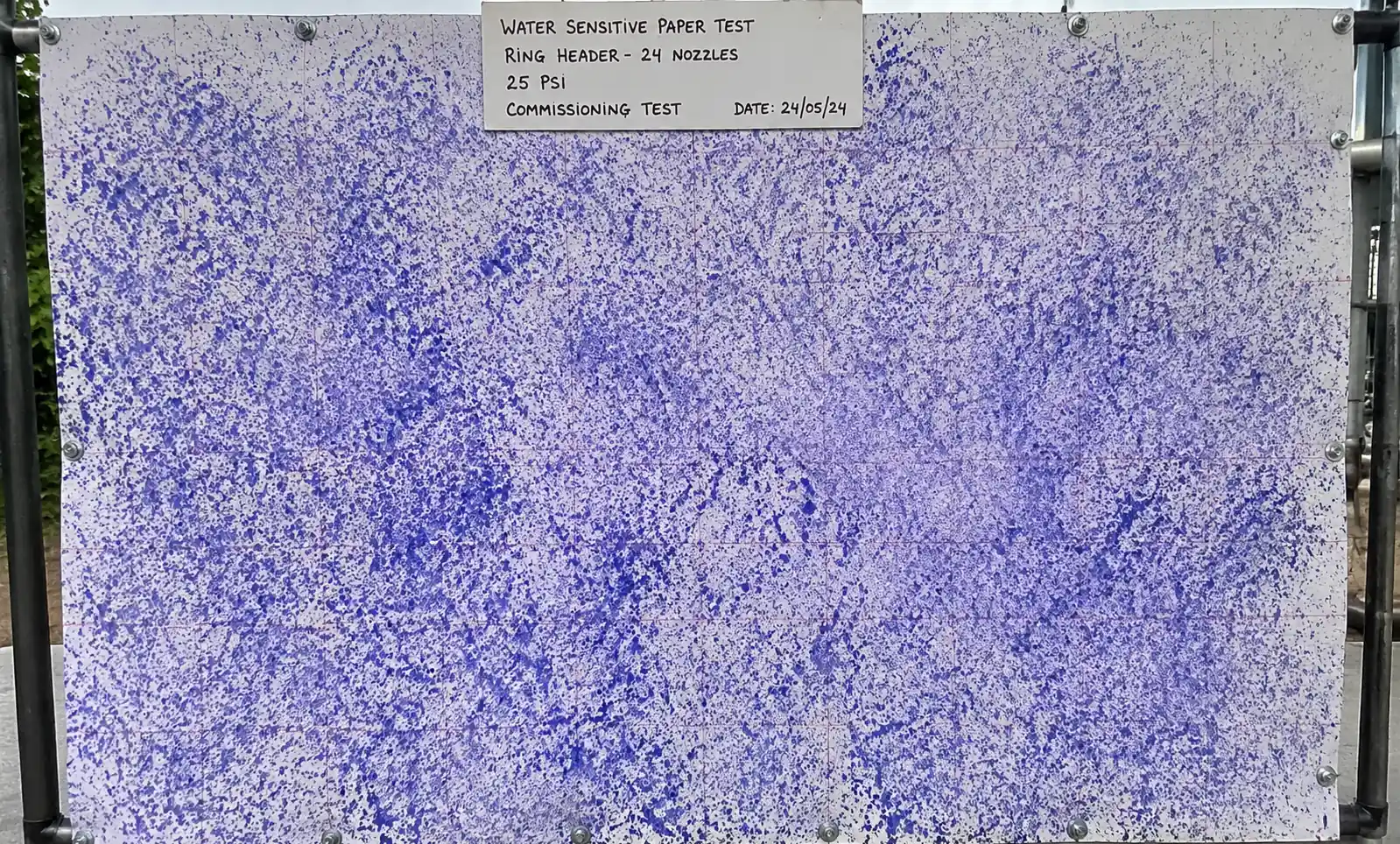
2.3 Gleichmäßigkeit des Sprühwinkels und der Abdeckung
Die meisten FGD-Sprühdüste verwenden Düsen mit 60–120° Sprühwinkeln. Die zentrale technische Frage ist der Abstand der Düsen, um eine vollständige Rauchgasabdeckung ohne übermäßige Überlappung (was Pumpenleistung verschwendung) oder Trockenzonen (die SO₂-Rutschen ermöglichen) sicherzustellen. Für einen zylindrischen Absorber mit Durchmesser D kann der Abstand S zwischen den Düsen an einem Ringkopf geschätzt werden:
S = D × sin(θ/2) / N
wobei θ der Sprühwinkel und N die Anzahl der Düsen pro Ring ist. In der Praxis empfehlen wir eine Überlappung von 10–15 % am Sprühperimeter, um Randeffekte und Flussfehlverteilung zu berücksichtigen. Eine Feldvalidierungsmethode, die wir verwenden: Wasserempfindliches Papier auf einen vertikalen Rahmen im Absorber während eines Kaltinbetriebnahmetests zu montieren, um die tatsächliche Abdeckung abzubilden.
2,4 Verstopfungswiderstand und freier Durchgangsdurchmesser
! 1-FGD-Düse-Sprühmuster-Vergleich
{kind=link}
Kalksteinschlamm im FGD-Einsatz enthält typischerweise 10–20 Gewichtsprozent Feststoffe mit Partikelgrößen bis zu 200 Maschen (74 Mikrometer). Um häufige Verstopfungen zu vermeiden, sollte die Düsenöffnung oder der freie Durchgangsdurchmesser mindestens 3 × der größten Partikelgröße betragen – also eine Mindestöffnung von 6–8 mm (0,24–0,31 Zoll) für Standard-Kalksteinschlamm. Tangential- und Spiraldüsen haben von Natur aus größere freie Durchgänge als feinsprühende hohle Kegeldüsen, was sie in Systemen mit schlechter vorgelagerter Filtration oder Gipsskalierungstendenzen verzeiht.
3. Düsentyp-Vergleich für FGD-Systeme
3.1 Leistungsübersicht
| Düsentyp | Sprühmuster | Typische SMD (Mikron) | Verstopfungswiderstand | Druckabfall | Relative Verschleißrate | Bester Anwendungsfall |
|---|---|---|---|---|---|---|
| Hohler Kegel | Ringring, hohe Geschwindigkeit am Rand | 800–1.400 | Mittel (benötigt Siebe) | Mittel (20–35 PSI) | Hoher (turbulente Strömung in der Wirbelkammer) | Hohe SO₂-Entfernungseffizienz, sauberer Gülleservice |
| Spiral (Vollkegel) | Massives konisches Muster, Weitwinkel | 1.200–2.000 | Hoch (großer Freigang) | Niedrig (15–25 PSI) | Niedrig (tangentialer Flussweg) | Feststoffschlamm, geringere Wartungspriorität |
| Tangentialer Eintrag | Hohlkegel über tangentielle Ports | 1.000–1.800 | Sehr hoch (keine inneren Flügel) | Niedrig (12–20 PSI) | Sehr niedrig (kein Impingement) | Starker Schleifdienst, längste Haltbarkeit |
| Luftatomisierung | Feiner Nebel, Doppelflüssigkeit | 50–300 | Niedrig (anfällig für Verstopfungen) | Hoch (benötigt Druckluft) | Medium | Pilotsysteme, Forschung, nicht Standard-FGD |
3,2 Hohlkegeldüsen: Hohe Effizienz, höherer Wartungsaufwand
Hohle Kegeldüsen erzeugen einen wirbelnden Fluss in einer Wirbelkammer, wodurch ein dünnes, hochgeschwindigkeitsförmiges, ringförmiges Sprühmuster entsteht. Diese Geometrie maximiert Tröpfchenoberfläche und Gas-Flüssigkeit-Wechselwirkung, wodurch hohle Kegeldüsen zur Standardwahl für FGD-Systeme mit einer Effizienz von >95 % SO₂-Entfernung werden. Die Wirbelkammer ist jedoch anfällig für erosiven Verschleiß, insbesondere bei recyceltem Gipsschlamm mit eckigem Quarz oder nicht reagierten Kalksteinpartikeln.
Aus einer Verschleißstudie, die wir in einem Kraftwerk im Mittleren Westen durchgeführt haben, zeigten 316-Liter-Edelstahl-Hohlkegel-Düsen nach 8.000 Betriebsstunden eine Erhöhung der Durchflussrate von 15–20 % in 15 Gewicht %-Kalksteinschlamm bei pH 5,5. Der abgenutzte Öffnungsdurchmesser erhöhte sich von 12,5 mm auf 13,8 mm, wodurch der Sprühwinkel von 90° auf etwa 75° verschoben wurde und eine ungleichmäßige Absorberabdeckung entstand. Der Austausch dieser Düsen durch Siliziumkarbid-Einsätze verlängerte die Lebensdauer auf 32.000+ Stunden mit <5 % Durchflussdrift.
Wichtige technische Einsicht: Hohlkegeldüsen sind ideal, wenn die Effizienz der SO₂-Entfernung die Haupteinschränkung ist und Sie ein robustes vorbeugendes Wartungsprogramm haben, um Durchflussrate und Sprühwinkelverschlechterung mittels vierteljährlicher tragbarer Durchflussmesser-Kontrollen zu verfolgen.
3.3 Spiraldüsen: Robustes Arbeitstier für Hochfeststoff-Service
Spiral- (oder Vollkegel-) Düsen verwenden einen spiralförmigen inneren Durchgang, um dem Slurry Rotationsenergie zu übertragen und so einen festen konischen Sprühstoß ohne Wirbelkammer zu erzeugen. Der größere innere Durchflussweg und das Fehlen scharfer Wendungen machen Spiraldüsen deutlich widerstandsfähiger gegen Erosion und Verstopfungen. Der Kompromiss ist eine gröbere Tröpfchengröße (SMD typischerweise 1.200–2.000 Mikrometer) und eine etwas geringere SO₂-Massenübertragungseffizienz pro Sprühvolumeneinheit.
In einem vergleichenden Versuch an einer 500-MW-Anlage ersetzten wir hohle Kegeldüsen durch Spiraldüsen in den unteren beiden Sprühebenen (wo die Belastung der Schlammstoffe aufgrund der Saugposition der Umlaufpumpe am höchsten ist). Das Ergebnis: Wartungsintervalle verlängerten sich von 6 Monaten auf 18 Monate, und ungeplante Düsenausfälle sanken von 3 pro Jahr auf null. Die leichte Verringerung der SO₂-Entfernungseffizienz (von 97,2 % auf 96,8 %) war angesichts der Konformitätsmarge der Anlage akzeptabel.
Feldanwendungshinweis: Spiraldüsen sind die bevorzugte Wahl für FGD-Systeme mit >15 Gewichtsprozent Schlammfestigkeiten, unzureichender vorgelagerter Filtration oder für Anlagen, die im Zyklus-/Lastfolgemodus arbeiten, bei denen Druckschwankungen Kalk lösen und Schmutz durch die Sprühkrümme leiten können.
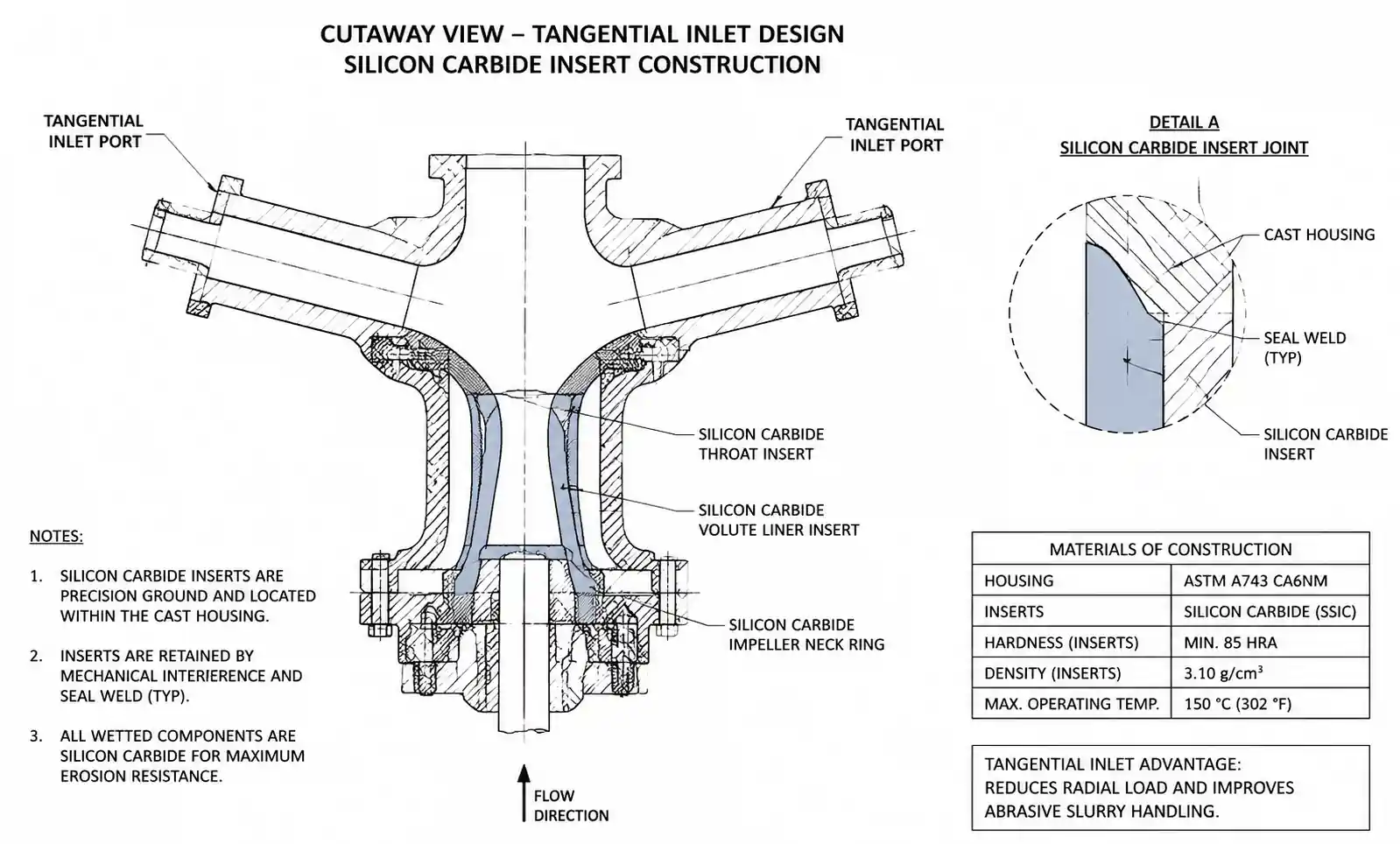
3,4 Tangential-Einstiegsdüsen: maximale Verschleißzeit
! 2-tangentialer Düsenquerschnitt
{kind=link}
Tangentiale Einlaufdüsen verfügen über einen oder mehrere Einlassöffnungen, die tangential zu einer zylindrischen Wirbelkammer angeordnet sind. Dieses Design erzeugt ein hohles Kegel-Spritzmuster ähnlich Wirbeldüsen, jedoch ohne interne Schaufeln oder scharfe Einpressflächen, was zur niedrigsten Verschleißrate aller hydraulischen Düsentypen führt. Im abrasiven Betrieb mit recyceltem Gipsschlamm, der bis zu 2 Gewicht Flugasche-Übertragung enthält, können tangentiale Düsen mit keramischen Einsätzen eine Lebensdauer von 40.000–50.000 Stunden erreichen.
Der Hauptnachteil ist der Kosten: Tangentialdüsen mit Siliziumkarbid- oder Aluminiumkeramik-Einsätzen kosten typischerweise 3–5 × mehr als Standard-316SS-Spiraldüsen. Wenn man jedoch die Kosten für den Absorbereinstieg, das Gerüst, den Stromausfall bei Ausfällen und die Entsorgung abgenutzter Düsen berücksichtigt, begünstigen die Gesamtbesitzkosten oft tangentiale keramische Düsen bei schweren Anwendungen.
Beispiel für wirtschaftliche Berechnung:
- Standard 316SS Hohlkegel: 85 $/Düse, 8.000 Stunden Lebensdauer, 5 Austausch über 40.000 Stunden = $425 + $12.000 Arbeitsaufwand (geschätzt) = $12.425 pro Düsenposition
- Tangentielle SiC-Düse: 420 $/Düse, 40.000 Stunden Lebensdauer, 1 Ersatz = $420 + $2.400 Arbeit = $2.820 $ pro Düsenposition
Bei einem 400-Düsen-Absorber übersteigen die Lebenslaufzeiteinsparungen über 3,8 Millionen US-Dollar über 10 Jahre, ohne die vermiedenen Compliance-Strafen durch ungeplante Ausfälle einzurechnen.
4. Materialauswahl und Analyse der Verschleißkosten
4.1 Materialeigenschaften Vergleich
| Material | Härte (HV) | Relative Verschleißlebensdauer | Kostenmehrfach | Geeigneter pH-Bereich | Typischer Ausfallmodus |
|---|---|---|---|---|---|
| 303/304 Edelstahl | 170–220 | 1,0× (Ausgangswert) | 1.0× | pH > 4,5 | Erosion am Rand der Öffnung, Korrosion von Gruben |
| 316L Edelstahl | 170–220 | 1.2× | 1.3× | pH-Wert > 4,0 | Erosion, bessere Chloridresistenz |
| 17-4 pH Edelstahl (H900) | 400–450 | 2,5× | 2.0× | pH-Wert > 5,0 | Reduzierte Erosion, kann unter Temperaturschock reißen |
| Siliziumkarbid (SiC) | 2.400–2.800 | 8–12× | 4–6× | pH 1–14 | Spröder Bruch bei Druckanstieg oder Aufprall |
| Alumina Keramik (Al₂O₃) | 1.500–1.800 | 5–8× | 3–5× | pH 2–12 | Allmähliche Erosion, weniger spröde als SiC |
| Wolframkarbid (WC) | 1.400–1.800 | 6–10× | 5–8× | pH-Wert > 6,0 (empfindlich gegenüber Säuren) | Ausgezeichnete Erosionsbeständigkeit, Bindemittelkorrosion bei niedrigem pH-Wert |
4.2 Verschleißmechanismen im FGD-Einsatz
Im Gegensatz zu Wassersprühsystemen arbeiten FGD-Düsen in einer chemisch aggressiven, abrasiven Schlammumgebung. Die dominierenden Verschleißmechanismen sind:
-
Erosive Abnutzung: Eckige Kalksteinpartikel (Mohs-Härte 3) und eingeschleuste Flugasche (Mohs 5–7 für Silizium/Aluminiumoxid) prallen mit Geschwindigkeiten von 10–25 m/s auf die Öffnungskante und innere Oberflächen. Die Erosionsrate skaliert mit der Teilchengeschwindigkeit auf 2,5–3,0 Leistung, was bedeutet, dass eine 2× Erhöhung der Schlammgeschwindigkeit zu 6–8× schnellerem Verschleiß führt.
-
Korrosionsverstärkte Erosion: Bei pH 5,0–6,0 werden passive Oxidschichten auf Edelstahl kontinuierlich durch Partikelaufprall entfernt, wodurch frisches Metall saurem Angriff ausgesetzt wird. Dieser synergetische Effekt beschleunigt den Verschleiß um 30–50 % im Vergleich zur rein mechanischen Erosion.
-
Kavitation: Seltener im FGD-Einsatz, kann aber in schlecht konstruierten Umlaufpumpen-Saugrohren oder wenn Düsen weit über ihrem Nenndruck betrieben werden, auftreten. Kavitationsschäden zeigen sich als verputzte, schwammartige Oberflächen nahe dem Ausgang der Öffnung.
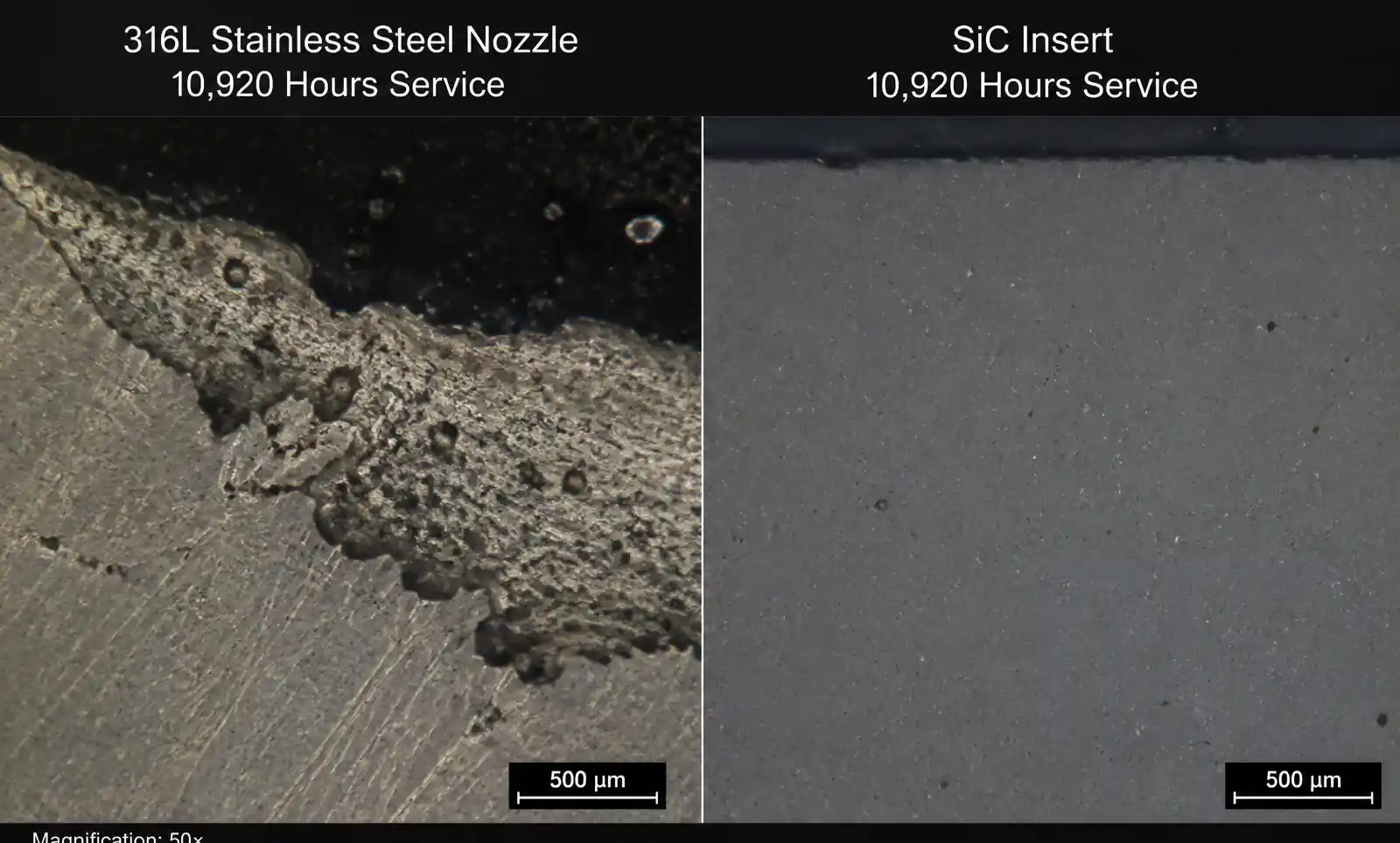
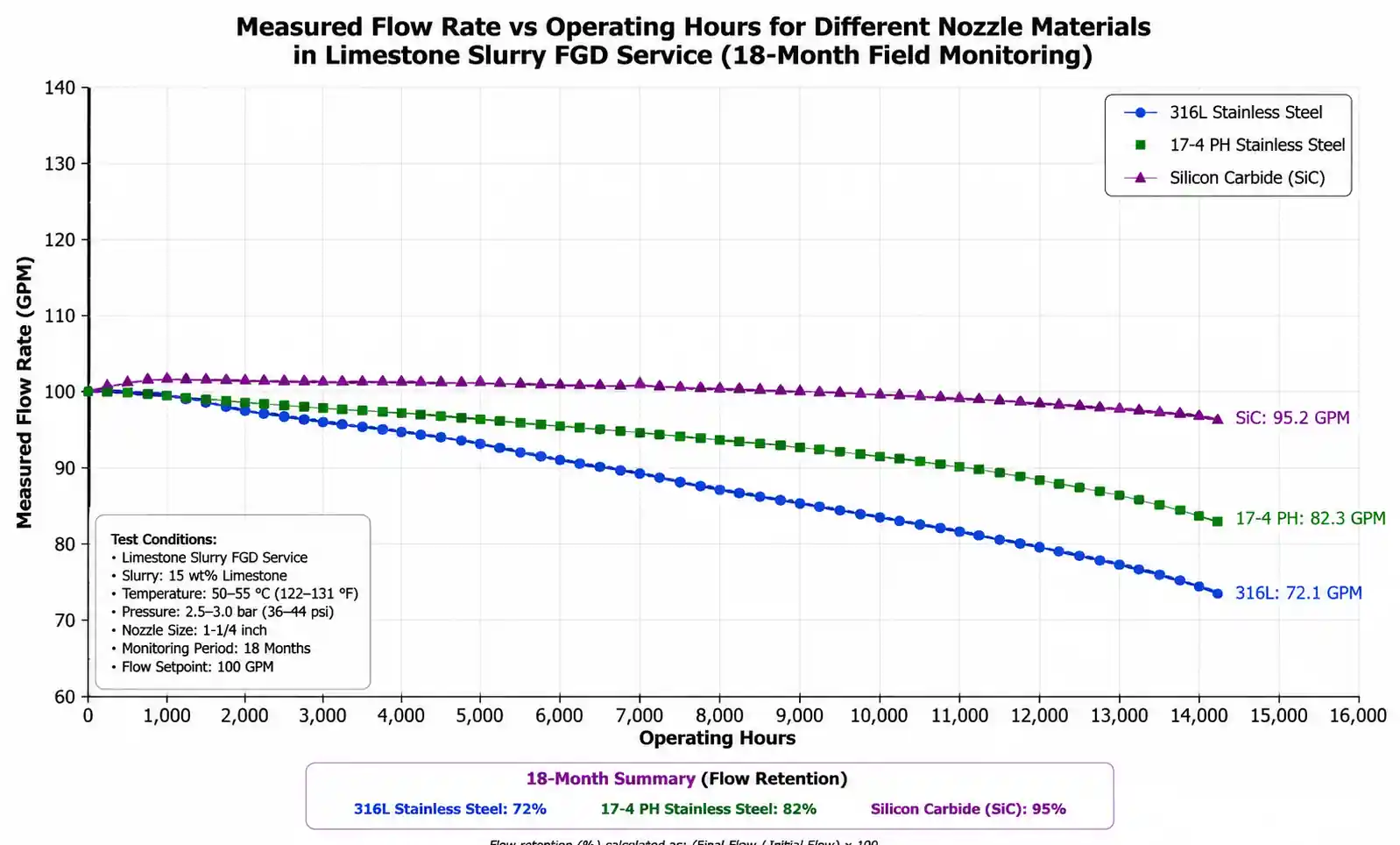
4,3 Felddaten: 316L vs. Siliziumkarbid-Verschleißlebensdauer
Wir instrumentierten 12 Düsen (je 6 mit 316L Edelstahl- und SiC-Einsatzdüsen) an einer 350-MW-Kohlebefeuerungsanlage, die 2,5 % Schwefelkohle mit einem Kalkstein-Forced Oxidation (LSFO) FGD-System verbrannte. Betriebsbedingungen: 18 Gewicht Feststoff, pH 5,8, 25 PSI Sprühdruck, 6.500 Betriebsstunden pro Jahr. Durchflussrate und Sprühwinkel wurden im Abstand von sechs Monaten mit einem kalibrierten Turbinendurchflussmesser und Hochgeschwindigkeits-Video-Sprühbildgebung gemessen.
Ergebnisse nach 18 Monaten (10.920 Stunden):
- 316L Düsen: Durchflussrate erhöht um 18,2 % (von 45,0 auf 53,2 GPM), Sprühwinkel von 90° auf 72° verengt, sichtbarer Verschleiß der Öffnung und asymmetrisches Sprühmuster beobachtet
- SiC-Düsen: Durchflussrate um 2,1 % erhöht (von 45,0 auf 46,0 GPM), Sprühwinkel stabil bei 88–90°, kein sichtbarer Verschleiß der Öffnung unter 50× Mikroskopie
Extrapolieren dieser Verschleißkurven schätzen wir, dass 316-Liter-Düsen das Lebensende erreichen (definiert als >15 % Strömungsdrift) nach etwa 12.000 Stunden, während SiC-Düsen 60.000 Stunden überschreiten. Dies entspricht einem realen Verschleißverhältnis von etwa 5:1, nicht dem 8–12× wie bei Labortests mit Schlammtöpfen empfohlen. Die Diskrepanz spiegelt wahrscheinlich den Effekt der schützenden Grenzschicht bei Vollflächenbetrieb und intermittierendem Niedriglastbetrieb nachts und an Wochenenden wider.
! 3-Düsen-Öffnung-Verschleiß-Vergleich.
{kind=link}
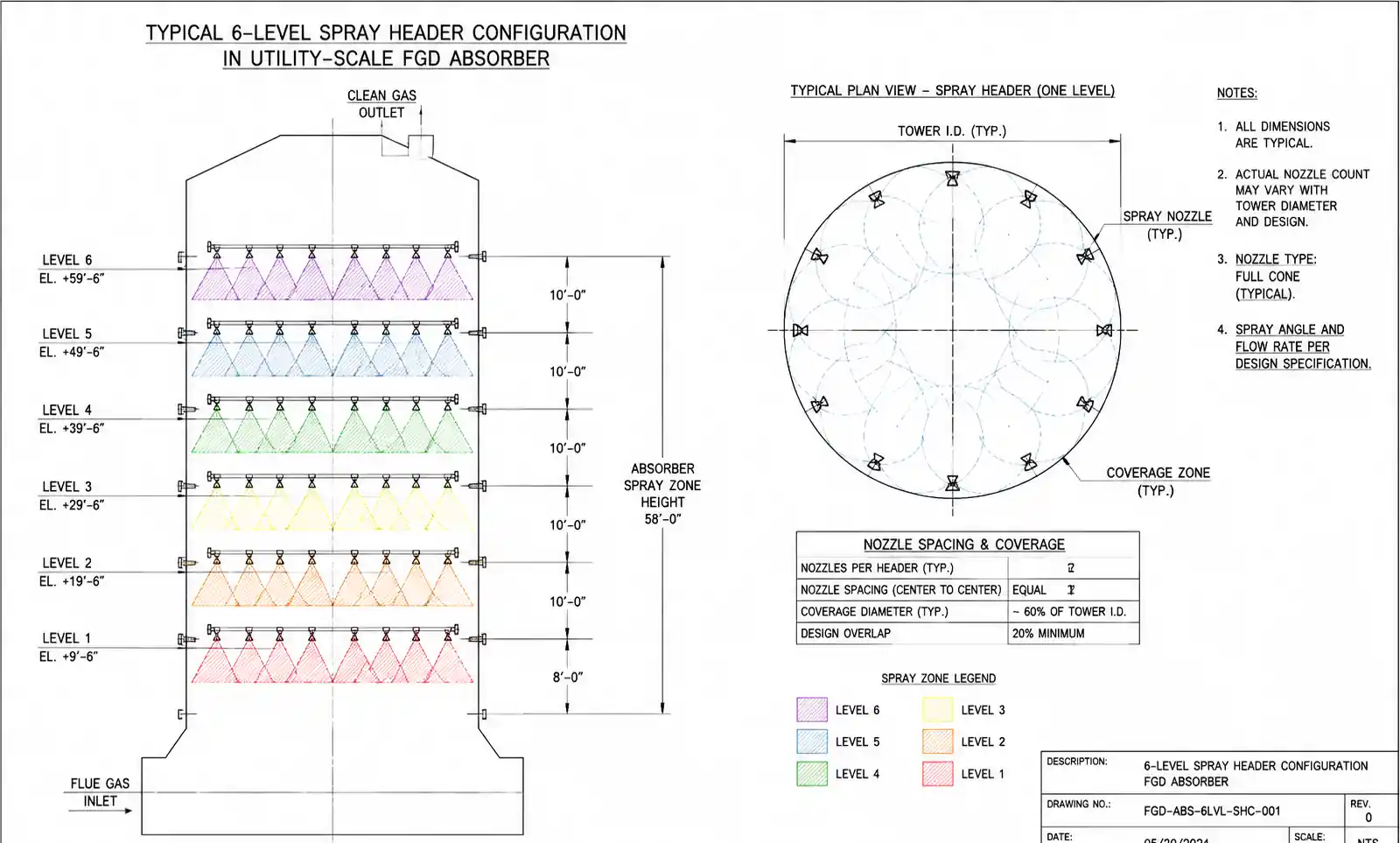
5. Anwendungsspezifische Auswahl für Nass-FGD
5,1 Kohlebefeuerte Versorgungskessel (300–1.000 MW)
Systemmerkmale: Hoher SO₂-Einlauf (1.500–3.000 ppm), kontinuierlicher Grundlastbetrieb, Kalksteinschlamm 15–20 Gewichtsprozent Feststoffe, erzwungene Oxidation auf Gips, strenge Auslassgrenze (<50 ppm SO₂, oft <20 ppm).
Empfohlene Düsenauswahl:
- Obere Sprühstufen (1–3): Hohle Kegel- oder Spiraldüsen, 316L oder 17-4 pH Edelstahl, 90–120° Sprühwinkel, ausgelegt für 95–98 % der SO₂-Entfernung
- Niedrigere Sprühstufen (4–6): Spiral- oder Tangentialdüsen mit SiC-Einsätzen, 60–90° Sprühwinkel, für das Abwaschen und das Endpolieren konzipiert
- Typische Düsenanzahl: 300–600 Düsen insgesamt über 4–6 Sprühniveaus, Betriebsdruck 20–30 PSI, 8–12 mm Öffnungsdurchmesser
Auswahlbegründung: Die oberen Ebenen sind relativ sauber und profitieren von der hohen Massenübertragungseffizienz hohler Kegeldüsen. Niedrigere Schichten zirkulieren den Schlamm mit höherer Feststoffbelastung und benötigen verschleißfeste Materialien. Durch die Trennung der Düsentypen optimieren Sie sowohl die Entfernung von SO₂ als auch die Wartungskosten.
5.2 Industriekessel und Prozessheizer (<100 MW)
Systemeigenschaften: Mittlerer SO₂-Einlass (500–1.500 ppm), variable Last, magnesiumverstärkter Kalk oder Kalkstein, kürzere Absorptionszeit, kostengünstige Wartung.
Empfohlene Düsenauswahl:
- Einzelne oder doppelte Sprühstufe: Spiraldüsen, 316L Edelstahl, 90° Sprühwinkel, 15–25 PSI Betriebsdruck, 10–12 mm Öffnung
- Düsenanzahl: 40–120 Düsen, abhängig vom Rauchgasstrom und Einlass SO₂
Auswahlbegründung: Spiraldüsen bieten das beste Gleichgewicht zwischen Kosten, Verstopfungsbeständigkeit und ausreichender Tröpfchenfeinheit für <95 % SO₂-Entfernungsziele, wie sie in industriellen FGD-Systemen üblich sind. Die einfachere innere Geometrie toleriert gelegentliche Qualitätsstörungen und reduziert den Ersatzteilbestand.
5.3 Nachrüstung und Modernisierungsprojekte
Beim Nachrüsten eines bestehenden FGD-Systems für engere SO₂-Grenzen oder Kraftstoffumschaltungen (z. B. von schwefelarmer zu schwefelarmer Kohle) stehen die Ingenieure vor einer gemeinsamen Herausforderung: Die Sprühkrümme und Absorber-Innenteile sind fest, was die Möglichkeit zum Hinzufügen von weiteren Düsen oder Sprühniveaus einschränkt.
Upgrade-Strategien:
- Ersetzen Sie Spiralen durch hohle Kegeldüsen in den oberen Ebenen, um die Masseübertragungseffizienz um 5–10 % zu erhöhen, ohne Sprühzonen hinzuzufügen. Überprüfen Sie, ob der Druckwert im Header den höheren Druckabfall aushält.
- Vergrößern Sie den Öffnungsdurchmesser um ein Schritt (z. B. 10 mm → 12 mm), um den gesamten Schlammfluss bei demselben Header-Druck zu erhöhen. Das funktioniert, wenn deine Umlaufpumpen einen Kopfabstand haben; Überprüfe die Pumpenkurve und die Motorlast.
- Wechsel zu SiC-Einsätzen in allen Düsen, um die Sprühleistung über die Zeit zu sichern. Strömungsdrift durch Erosion ist eine versteckte Ursache für die Verschlechterung der Compliance-Marge.
! 4-fgd-Absorber-Spray-Level-Layout
{kind=link}
6. Häufige Installations- und Wartungsfehler
6.1 Düsen mit falscher Ausrichtung installieren
Viele hohle Kegel- und Tangentialdüsen besitzen eine interne Wirbelkammer mit einer bestimmten Drehrichtung. Das Einsetzen einer Düse um 180° aus der Rotation kann das Sprühmuster verschieben oder die Durchflussrate um 10–15 % verringern. Wir haben gesehen, dass ganze Sprühniveaus während Ausfälle rückwärts installiert wurden, bedingt durch undeutliche Markierungen oder Außendienstmitarbeiter, die mit dem Düsendesign nicht vertraut sind.
Best Practice: Markieren Sie die Düsenausrichtung am Headerrohr dauerhaft mit Edelstahletiketten oder gravierten Orientierungspfeilen. Fügen Sie Orientierungsfotos und Drehmomentspezifikationen in das Wartungspaket ein. Verwenden Sie einen Drehmomentschlüssel, um ein Überziehen zu verhindern, das Keramikeinsätze zum Rissen bringen kann.
6.2 Vernachlässigung der Durchflussratenüberprüfung nach der Installation
Eine häufige Ursache für schlechte FGD-Leistung nach dem Ausfall ist das Versäumnis, die einzelnen Düsendurchflussraten vor dem Abdichten des Absorbers zu überprüfen. Fertigungstoleranzen, Installationsschäden oder Schmutz im Header können dazu führen, dass einzelne Düsen 20–30 % vom Ziel abweichen und so Hotspots im Rauchgas entstehen.
Best Practice: Während der Kaltinbetriebnahme oder nach größerem Düsenwechsel missen Sie die Durchflussrate an jeder Düse mit einer kalibrierten Sammelschaufel- und Stoppuhrmethode (einfach, aber effektiv) oder mit einem Ultraschalldurchflussmesser, der stromaufwärts an der Düse geklemmt ist. Markiere jede Düse, die >10 % vom Ziel abweicht, für Inspektion oder Austausch, bevor du mit der Hot-Inbetriebnahme übergehst.
6.3 Ignorieren von Sprühwinkel-Drift durch Verschleiß
Selbst wenn die Düsen weiter fließen, kann erosiver Verschleiß den Sprühwinkel und die Gleichmäßigkeit des Musters lange vor Überschreitung des ±15%-Ersatzkriteriums verändern. Eine hohle Kegeldüse, die von 90° bis 70° abgenutzt wird, kann dennoch eine Durchflusskontrolle bestehen, aber das Zentrum des Absorbers unbedeckt lassen, was SO₂-Rutschen ermöglicht und eine lokale Überlastung der benachbarten Düsen verursacht.
Best Practice: Einrichtung eines präventiven Wartungsprogramms zur Überwachung des Sprühwinkels mittels Hochgeschwindigkeits-Videoaufnahmen oder wasserempfindlicher Papiertests alle 12–18 Monate. Kombinieren Sie dies mit tragbaren Durchflussmesser-Prüfungen, um eine Datenbank der Verschleißkurven für Ihre spezifische Schlammchemie und Ihren Düsentyp zu erstellen. Nutzen Sie diese Daten, um Austauschintervalle vorherzusagen und ungeplante Ausfälle zu vermeiden.
6.4 Mischdüsentypen ohne Verständnis von Durchflussausgleich
Um Kosten zu senken, mischen einige Betreiber kostengünstige Spiraldüsen mit hohlen Kegeldüsen am selben Sprühkopf. Da diese Düsentypen unterschiedliche Durchflusskoeffizienten K haben, erfordert die Erreichung einer gleichmäßigen Durchflussverteilung entweder unterschiedliche Öffnungsgrößen oder einen Betrieb bei nicht optimalen Drücken für einen Düsentyp.
Best Practice: Verwenden Sie pro Sprühniveau einen einzelnen Düsentyp. Wenn Sie Typen mischen müssen, modellieren Sie die Hydraulik des Headers mit kommerzieller Sprühheader-Designsoftware (oder benutzerdefinierten Tabellenkalkulationen basierend auf der Durchfluss-Druck-Gleichung), um eine Durchflussgleichmäßigkeit von ±5 % über alle Düsen beim Entwurfsbetriebsdruck zu gewährleisten.
! 5-Sprüh-Gleichmäßigkeit-Wasserempfindlich-Papier
{kind=link}
7. Beschaffung und Lebenszyklus-Überlegungen
7.1 OEM vs Aftermarket-Düsen
Hersteller von Originalgeräten (Spraying Systems Co., Lechler, BETE, Ikeuchi) bieten präzisionsgefertigte Düsen mit dokumentierten Leistungskurven, Materialzertifikaten und Rückverfolgbarkeit an. Aftermarket-Anbieter können 30–50 % Kosteneinsparungen bieten, jedoch mit variabler Qualitätskontrolle und unsicherer Sprühleistung.
Aus Risikomanagement-Sicht empfehlen wir OEM-Düsen für kritische obere Sprühwerte, bei denen die SO₂-Entfernungseffizienz eng an die Einhaltung von Grenzen gebunden ist, und ziehen geprüfte Nachrüstdüsen für niedrigere Abwaschungsstufen in Betracht, bei denen die Sprühgleichmäßigkeit weniger kritisch ist. Fordern Sie immer zertifizierte Materialtestberichte (MTR) an und lassen Sie die eingehenden Düsen vor der Installation auf einer Werkbank testen.
7.2 Vorlaufzeiten und Inventarstrategie
Standard-316SS-Düsen werden typischerweise in 2–4 Wochen ausgeliefert; Individuelle Geometrien oder keramische Einsatzdüsen benötigen eine Vorlaufzeit von 8–12 Wochen. Für einen Absorber mit 400 Düsen empfehlen wir, einen Mindestvorrat von Ersatz aufrechtzuerhalten:
- 10 % der gesamten Düsen (40 Einheiten) für den routinemäßigen Austausch
- Eine komplette Spritzstufe (60–100 Einheiten) für Notfallausfall
Lagere Ersatzdüsen an einem sauberen, trockenen Ort mit Schutzkappen über Gewindeverbindungen. Keramik-Einsatzdüsen sollten einzeln umwickelt sein, um Aufprallschäden zu vermeiden.
7.3 Leistungsdokumentation und kontinuierliche Verbesserung
Nur wenige FGD-Systeme haben systematische Aufzeichnungen der Düsenleistung über die Zeit. Dies erschwert es, Austauschintervalle zu optimieren, Upgrades zu rechtfertigen oder Effizienzverluste zu beheben.
Empfohlene Dokumentation:
- Bestandsdurchfluss und Sprühwinkel für jede Düse (oder statistisch betastete Teilmenge)
- Periodische (6–12 Monate) Durchflussmessungen mit tragbaren Durchflussmessern
- Fotografien von Sprühmustern während der Kaltinbetriebnahme
- Materialzertifizierungen und Rückverfolgbarkeitscodes
- Installationsdatum und Betriebszeiten für jede Düse
Nutzen Sie diese Daten, um die tatsächliche Abnutzungsdauer zu berechnen, Herstellerbehauptungen zu validieren und einen Geschäftsfall für Materialaufrüstungen zu erstellen. Unserer Erfahrung nach erzielen Anlagen, die die Düsenleistung systematisch verfolgen, durch optimierte Austauschpläne und frühzeitige Erkennung von Störungen in der Schlammchemie 15–20 % niedrigere FGD-Betriebskosten.
! 6-Durchfluss-Drift-Verschleiß-Kurve
{kind=link}
8. FAQ
F: Wie berechne ich die Anzahl der Düsen, die für meinen FGD-Absorber benötigt werden?
A: Beginnen Sie mit dem erforderlichen Flüssigkeits-Gas-Verhältnis (typischerweise 10–20 Gallonen/1000 acfm), basierend auf Ihrer Einlass-SO₂-Konzentration und der Zielentfernungseffizienz. Multipliziere mit deiner Rauchgasdurchflussrate, um den Gesamtdurchfluss (GPM) zu erhalten. Teile durch die Durchflussrate pro Düse bei deinem Designdruck (aus dem Düsendurchflusstabelle), um die minimale Düsenanzahl zu erhalten. Erhöhung um 10–15 % zur Berücksichtigung der Turndown-Marge und zukünftiger Fouling. Verteilung der Düsen über die Sprühniveaus, um eine gleichmäßige Gasabdeckung zu gewährleisten; Überprüfen Sie den Abstand mit der Überlappungsberechnung des Sprühwinkels in Abschnitt 2.3.
F: Kann ich FGD-Düsen mit höherem Druck betreiben, um den Durchfluss zu erhöhen, ohne Düsen hinzuzufügen?
A: Ja, aber mit abnehmenden Erträgen und erhöhtem Verschleiß. Der Durchfluss nimmt mit der Quadratwurzel des Drucks (Q ∝ √P) zu, sodass die Verdopplung des Drucks nur den Durchfluss um 1,41 × erhöht. Die erosive Verschleißrate steigt deutlich schneller – ungefähr mit der Geschwindigkeit auf 2,5–3,0 Leistung –, sodass die Lebensdauer der Düse um 3–4 × verkürzt werden kann, während nur 40 % mehr Durchfluss erreicht wird. Es ist in der Regel kostengünstiger, Düsen hinzuzufügen oder auf eine größere Öffnung aufzurüsten.
F: Welches Material eignet sich am besten für Düsen in erzwungenen Oxidations-FGD-Systemen mit Chloridablagerungen?
A: Chloridinduzierte Gruben und Spannungskorrosionsrisse sind Probleme in FGD-Systemen, die hochchloridhaltige Kohlen behandeln oder Ersatzwasser mit >500 ppm Chlorid aufnehmen. Für den Chloridservice können Sie von 304/316 Edelstahl auf 317L, Duplex-Edelstahl (2205) oder 6-Moly-Legierungen (AL-6XN) aufrüsten. Bei der stärksten Chloridexposition (>2.000 ppm im Slurry) sind Siliziumkarbid- oder Alumina-Keramikeinsätze immun gegen Chloridangriffe und bieten die längste Lebensdauer.
F: Wie oft sollten FGD-Düsen ausgetauscht werden?
A: Die Austauschintervalle hängen von der Schlammabrasivität, dem Betriebsdruck und der Materialwahl ab. Als allgemeine Richtlinie:
- 316L Edelstahl in 15 Gewichtsprozent Kalksteinschlamm: 8.000–12.000 Stunden
- Edelstahl 17–4 PH: 15.000–20.000 Stunden
- Siliziumkarbid- oder Aluminiumkeramik: 40.000–60.000 Stunden
Anstatt feste Zeitintervalle zu verwenden, sollten Sie einen bedingungsbasierten Austausch implementieren, der durch Durchflussabweichung von >10–15 % oder eine Änderung des Sprühwinkels >10° gegenüber der installierten Basislinie ausgelöst wird.
F: Warum verstopfen manche Düsen, selbst bei richtiger Upstream-Filterung?
A: Verstopfungen in FGD-Düsen werden oft durch Gipsabskalierung verursacht und nicht durch Verstopfungen von suspendierten Feststoffen. In lokalisierten Niedergeschwindigkeitszonen innerhalb der Düse (Umlaufwirbel, Totzonen) kann Gips ausfällen und sich allmählich ansammeln. Dies tritt häufiger in Erzwingungsoxidationssystemen auf, wo die Gipssättigung hoch ist. Periodische Säurereinigung (gehemmte Salzsäure) oder vorbeugende Wasserspülung während geringer Belastung kann die Ablagerung reduzieren. Bei chronischen Skalierungsproblemen sollten Düsen mit stromlinienförmigen internen Durchflusswegen (tangentialen Designs) oder etwas größeren Öffnungen in Betracht gezogen werden, um eine höhere Geschwindigkeit zu erhalten und Setzungen zu verhindern.
9. Fazit
Die Auswahl des optimalen Düsentyps und -materials für Rauchgasentschwefelsysteme erfordert ein Abwägen der Effizienz der SO₂-Entfernung, der Verschleißlebensdauer, der Verstopfungsbeständigkeit und den Gesamtkosten des Betriebs. Anhand von Felddaten und direkten Vergleichen zwischen FGD-Anlagen im Versorgungsmaßstab können wir die folgenden Auswahlrichtlinien ableiten:
-
Für hocheffiziente Anwendungen (>95 % SO₂-Entfernung) mit gut kontrollierter Schlammqualität: Hohlkegeldüsen aus Edelstahl 316L oder 17-4 pH bieten die beste Tröpfchenfeinheit und Massenübertragungsleistung. Planen Sie 8.000–15.000 Stunden Austauschintervalle ein.
-
Für Hochfeststoff-Schlamm oder budgeteingeschränkte Wartung: Spiraldüsen bieten ausgezeichnete Verstopfungsbeständigkeit und eine längere Verschleißdauer, allerdings auf Kosten etwas gröberer Tröpfchen. Geeignet für industrielle FGD-Systeme, die 90–95 % Entfernung abzielen.
-
Für maximale Verschleißdauer bei starkem Abrasiveinsatz: Tangentialdüsen mit Siliziumkarbid- oder Alumina-Einsätzen können eine Lebensdauer von 40.000–60.000 Stunden erreichen. Die höheren Anfangskosten werden durch eine geringere Ausfallfrequenz und geringere Lebenszykluskosten bei zyklischen oder hochfesten Anwendungen gerechtfertigt.