





Wie man Leiterplattenätzfehler beseitigt: Der ultimative Leitfaden zu PVDF-Düsen
Wenn Sie eine Hochdichte-PCB-Produktionslinie leiten, kennen Sie bereits den Albtraum des ungleichmäßigen Radierens. Eine einzelne verstopfte, verzogene oder geschmolzene Düse in Ihrem Chemikalienbad kann in wenigen Minuten Leiterplatten im Wert von Tausenden von Dollar zerstören. Während viele Anlagen versuchen, Kosten mit Standard-Kunststoff- oder Metalldüsen zu senken, verschlechtert die unerbittliche Strafe von Kupperchlorid und Eisenchlorid diese schnell, was zu unvorhersehbaren Spritzmustern und massiven Ausfallzeiten führt. In diesem umfassenden Leitfaden werden wir erläutern, warum die Umrüstung auf PVDF-Materialdüsen die ultimative "Install-and-Forget"-Strategie ist. Sie lernen, wie Sie den ROI chemikalienresistenter Kunststoffe berechnen, Ihre Sprühmuster für fehlerfreie Gravierung optimieren und Ihren Herstellungsprozess vollständig undurchtrennbar machen.
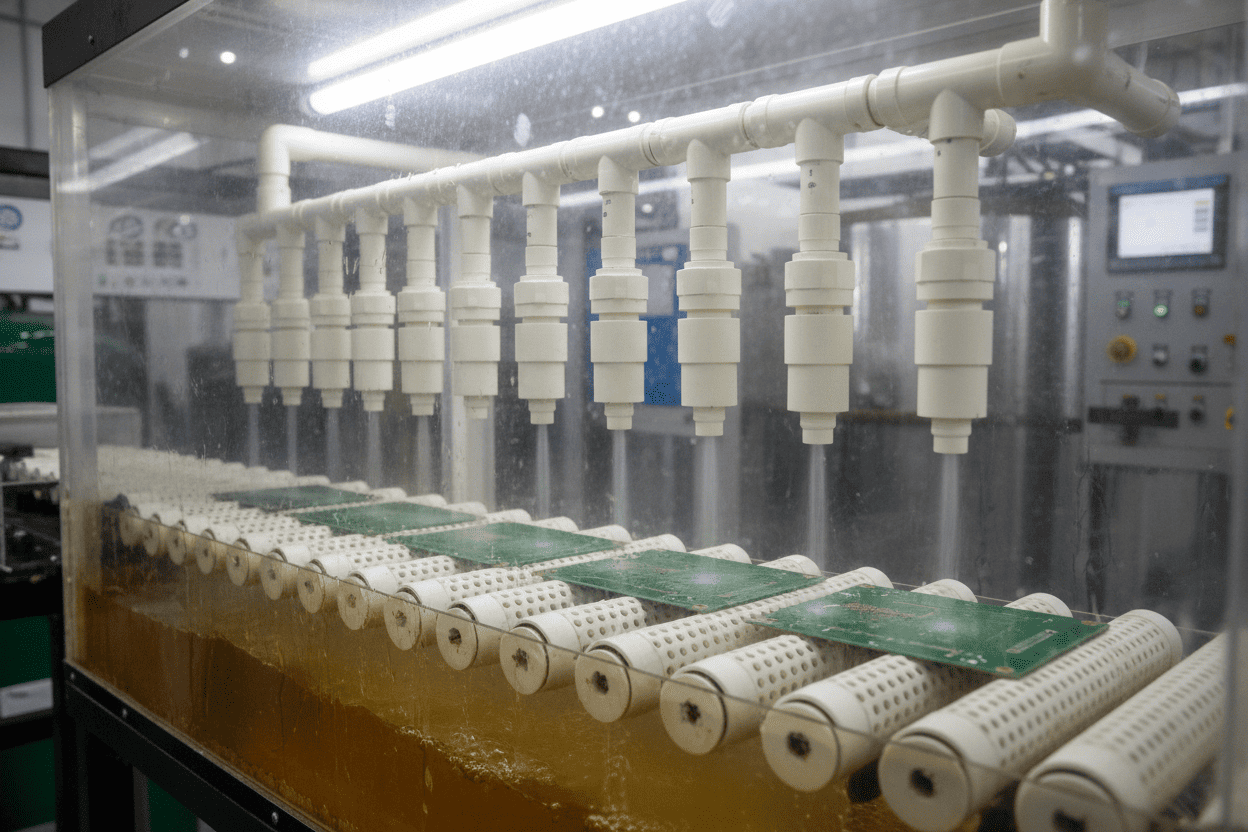
! Industrielle PVDF-Flachventilatordüsen in einer PCB-Chemikalien-Ätzkammer installiert
{kind=link}
Egal, ob Sie eine ältere Ätzmaschine nachrüsten oder eine neue Produktlinie entwerfen, das Verständnis der Technik hinter Hochleistungssprühlösungen ist der erste Schritt zu einer fehlerfreien, wiederholbaren Fertigungsleistung.
Inhaltsverzeichnis
- [1. Understanding PCB Etcching Challenges: Die Grundlagen] (#1-Verstehen-PCB-Etching-Herausforderungen-die-Grundlagen)
- [2. Kernkonzepte vereinfacht: Warum PVDF die "kugelsichere Weste" für Etzanten ist] (#2-Kernkonzepte-vereinfacht-warum-pvdf-ist-die-kugelsichere-Weste-für-Etzanten)
- [3. Schritt-für-Schritt-Anleitung: Optimierung Ihres PCB-Ätzprozesses] (#3-Schritt-für-Schritt-Anleitung zur Optimierung Ihres PCB-Etching-Prozesses)
- [4. Expertentipps und häufige Fallstricke, die man vermeiden sollte] (#4-Expertentipps--häufige Fallstricke, die man vermeiden sollte)
- [5. Fazit & Abschlussgedanken] (#5-Fazit--abschließende)
1. Verstehen der Herausforderungen beim PCB-Ätzen: Die Grundlagen
In der hochkompetitiven Welt der Herstellung von Leiterplatten (PCB) ist Präzision nicht nur ein Ziel; Es ist eine strenge Voraussetzung. Da Unterhaltungselektronik kleinere, dichtere und komplexere High-Density Interconnect (HDI)-Platinen verlangt, ist die Toleranz für Herstellungsfehler auf mikroskopisch kleine Größen geschrumpft.
Der Ätzprozess ist wohl die kritischste Phase der PCB-Fertigung. In dieser Phase werden hochkorrosive chemische Ätzstoffe – meist Kupperchlorid oder Eisenchlorid – auf das kupferbeschichtete Laminat gesprüht, um das ungeschützte Kupfer aufzulösen und die präzisen elektrischen Bahnen zu erhalten.
Die versteckten Kosten minderwertiger Ausrüstung Viele Prozessingenieure und Beschaffungsmanager unterschätzen die extreme Umgebung in einer Ätzkammer. Die Chemikalien wirken bei erhöhten Temperaturen (oft zwischen 45°C und 55°C) und sind aggressiv korrosiv. Wenn Standard-PVC- oder Polypropylendüsen (PP) dieser Umgebung ausgesetzt sind, treten mehrere katastrophale Ausfälle auf:
- Öffnungsschwellung: Die Düsenöffnung dehnt sich aus, senkt den Sprühdruck drastisch und verändert die Tropfengröße.
- Materialverformung: Das Plastik wird weicher, wodurch der Sprühwinkel schief wird. Anstatt die Platine in einem perfekten 90-Grad-Winkel zu treffen, lenkt sich der Zitter ab, was zu "Pfützen" auf der Platine führt.
- Untergravieren und Übergravieren: Pfützungen verhindern, dass frisches Ätzmittel das Kupfer erreicht (Unterätzung), während schiefe Hochdruckzonen die geschützten Spuren auffressen (Übergravierung).
Deshalb ist die Auswahl des richtigen Materials nicht nur eine Wartungsfrage – sie ist ein direkter Treiber der Gesamtrentabilität und Ertragsrate Ihrer Fabrik.
2. Kernkonzepte vereinfacht: Warum PVDF die "kugelsichere Weste" für Ätzer ist
Um zu verstehen, warum PVDF (Polyvinylidenfluorid) der Goldstandard für PCB-Radiation ist, müssen wir die komplexe Chemie weglassen und sie in einfachem Englisch betrachten.
Stellen Sie sich vor, Sie schicken einen Soldaten auf ein Schlachtfeld. Wenn du sie mit einem Standard-Baumwollhemd ausstattest (das billige PVC- oder PP-Kunststoffe darstellt), werden sie durch Splitter (ätzende Säuren) zerrissen. Wenn du ihnen schwere Stahlrüstung gibst, stoppt das vielleicht die Splitter, aber sie rostet schließlich und verfärbt sich. PVDF hingegen ist wie eine Hightech-, leichte kugelsichere Weste. Es handelt sich um ein fortschrittliches, hochreines Fluoropolymer – stellen Sie es sich wie Industrie-Teflon vor. Es reagiert einfach nicht mit den starken Säuren, die andere Materialien zerstören.
Beim Vergleich Edelstahl- vs. Kunststoffdüsen nehmen viele Ingenieure fälschlicherweise an, dass Metall immer stabil ist. Allerdings leidet selbst 316-Liter-Edelstahl bei Chloriden unter starker Pitting-Korrosion. PVDF bleibt vollständig inaktiv und behält seine präzise innere Geometrie auch nach Monaten kontinuierlichen 24/7-Betriebs.
Materialvergleich: Der Überlebensleitfaden für die Radierungskammer
| Ausstattung / Material | PVDF (Polyvinylidenfluorid) | PP (Polypropylen) | CPVC / PVC | 316L Edelstahl |
|---|---|---|---|---|
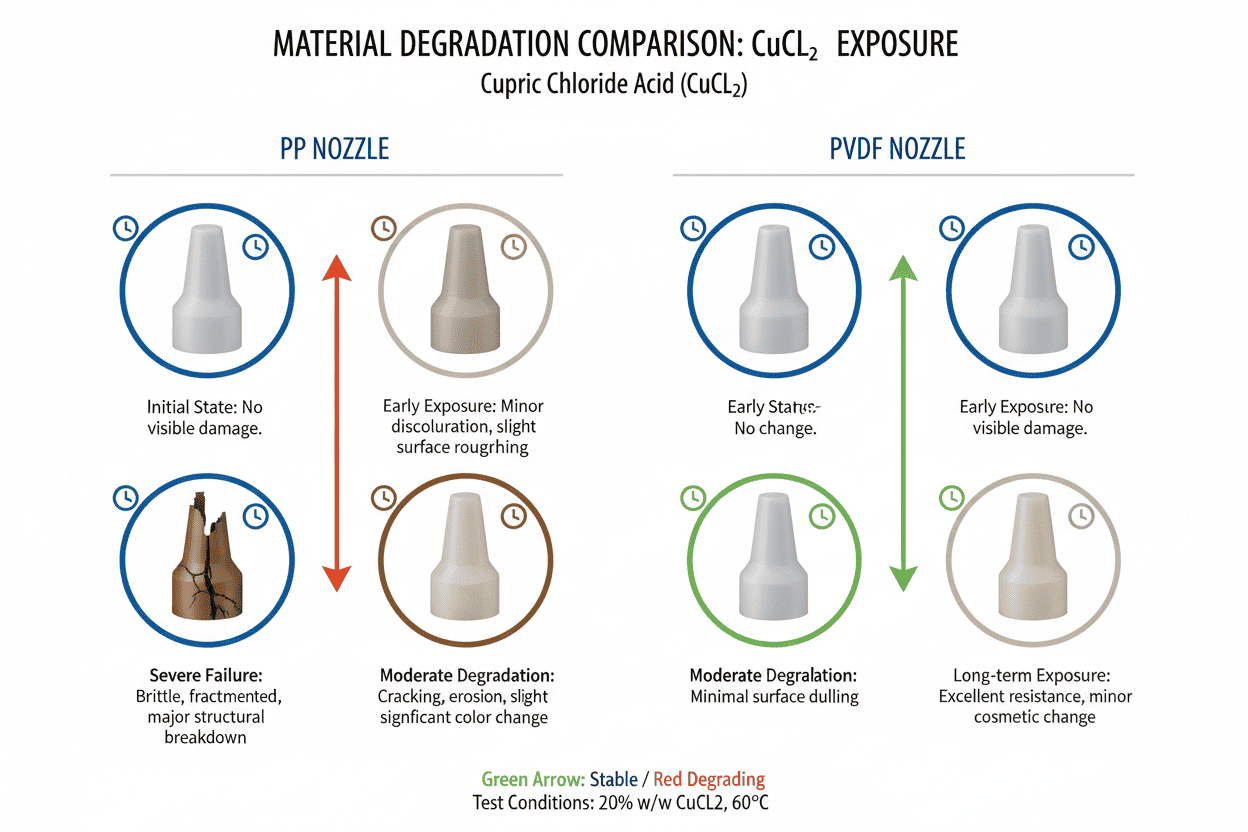
| Kuprinchlorid-Resistenz | Ausgezeichnet (Inert) | Fair (Schwillt mit der Zeit an) | Armes (Schmilzt/Verformt) | Schlecht (starke Grubenbildung) |
| Maximale Betriebstemperatur | Bis zu 150°C (300°F) | 80°C | 60°C - 90°C | 400°C+ |
| Abnutzung & Abrieb | Sehr hoch | Moderat | Low | Sehr hoch |
| Kosten vs Lebensdauer ROI | Höchstes (Installieren & Vergessen) | Niedrig (häufige Austausche) | Niedrigster (Hohe Defektrate) | Niedrig (versagt bei Chloriden) |
| Beste Anwendung | Harte Säureätzung / Entwicklung | Leichtes Abspülen / Waschen | Wasserleitungen mit niedriger Temperatur | Hochdruckwasserreinigung |
! Vergleichstabelle zeigt den Abbau von PP- vs. PVDF-Düsen in Kuprinchloridsäure
{kind=link}
3. Schritt-für-Schritt-Anleitung: Optimierung Ihres PCB-Gravurprozesses
Ein Upgrade auf PVDF ist nur die halbe Miete. Um eine echte fehlerfreie Fertigung zu erreichen, müssen Sie Ihre Sprühdynamik und Systemarchitektur sorgfältig gestalten. Hier ist eine Schritt-für-Schritt-Anleitung zur Optimierung Ihrer Ätzkammer.
3.1 Fehlerfreie Radierung mit präzisen Sprühmustern erreichen
Die Form des Sprays ist genauso wichtig wie das Material der Düse. Für das Gravieren von Leiterplatten solltest du ausschließlich Flache Lüfterspraydüsen verwenden.
Warum? Denken Sie an den Unterschied zwischen einem günstigen Gartenschlauch und einem hochwertigen, weitdeckenden Duschkopf. Ein Gartenschlauch (massiver Kegeldüse) bläst ein schweres Wasserzentrum ab, was die Mitte einer Platine aggressiv übergraven würde, während die Ränder unberührt bleiben. Eine flache Lüfterdüse wirkt wie ein flüssiger Zieher. Es erzeugt eine messerdünne, hochgleichmäßige Klinge aus chemischem Ätzmittel, die über die flache Oberfläche der Leiterplatte fährt und sicherstellt, dass jeder Quadratmillimeter die gleiche chemische Exposition erhält.
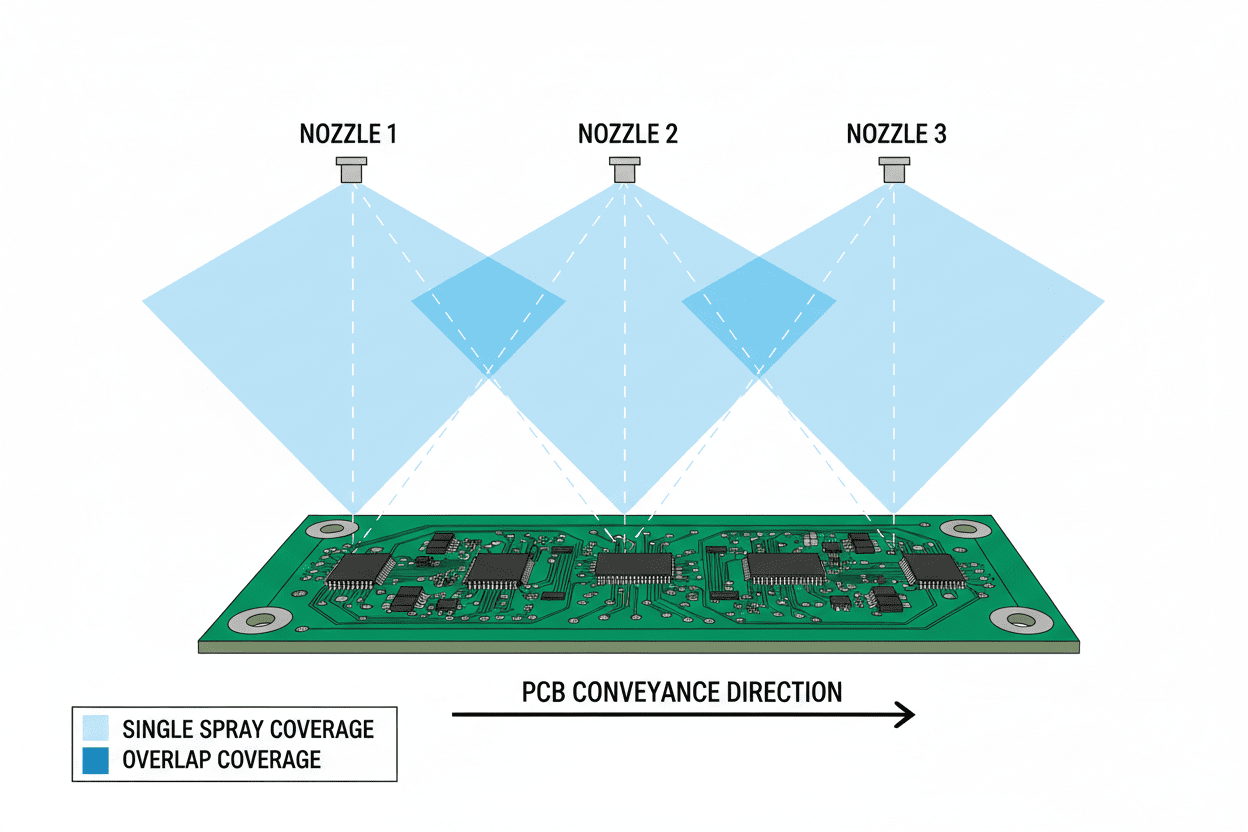
Allerdings ist der Winkel dieser "Klinge" von enormer Bedeutung. Wenn du deine Sprühkrümmer konstruierst, bestimmt die Auswahl des richtigen flachen Lüfter-Sprühwinkels deine Überlappung.
- Schmale Winkel (15°-25°): Erzeugen eine höhere Aufprallkraft. Ideal, um harte Fotoresisten in der Entwicklungsphase zu durchbrechen.
- Weitwinkel (65°-110°): Erzeugen einen weicheren, breiteren Nebel. Ideal für überlappende Arrays in der Ätzkammer, um eine kontinuierliche, pfützenfreie Abdeckung zu gewährleisten.
{kind=link}
3.2 Systemhaltbarkeit und Verhinderung katastrophaler Ausfälle
Selbst die besten PVDF-Düsen können ausfallen, wenn das umliegende Rohrsystem schlecht konstruiert ist. Ein großer versteckter Feind in der industriellen Rohrleitung ist der Wasserhammer-Effekt.
Wenn eine Hochdruckpumpe plötzlich abschaltet oder ein schnell wirkendes Magnetventil zuschlägt, hat die kinetische Energie der bewegten Flüssigkeit keinen Ausweg. Es schickt eine massive Schockwelle (einen "Hammer") zurück durch die Rohre, die sie heftig schlagen lässt. Mit der Zeit können diese Stoßwellen buchstäblich Kunststoffdüsen aus ihren Gewindefassungen sprengen, was zu einer katastrophalen Chemikalienverschmutzung führt und die Produktion stoppt.
Um die Lebensdauer Ihres Systems zu gewährleisten, müssen Sie die strukturelle Integrität von PVDF mit einer ordnungsgemäßen hydraulischen Konstruktion kombinieren, um gegen Wasserhammereffekte zu schützen. Dazu gehört die Installation von Pulsationsdämpfern, Soft-Start-Frequenzantrieben (VFDs) an Ihren Pumpen und die Verwendung robuster Gewindedesigns (wie NPT oder BSPT) an Ihren PVDF-Düsen.
Wesentliche Spezifikationsdaten zur Auswahl von PVDF-Düsen
Bei der Kommunikation mit Ihrem Beschaffungsteam oder Lieferanten verwenden Sie die folgende Spezifikationsmatrix, um sicherzustellen, dass Sie die richtigen PVDF-Düsen für Ihre Ätzlinie bestellen:
| Spezifikationsparameter | Empfohlener Bereich für das Gravieren von Leiterplatten | Warum es wichtig ist |
|---|---|---|
| Materialqualität | 100% Virgin PVDF | Recycelte Kunststoffe enthalten Verunreinigungen, die Säuren angreifen. |
| Fadengröße | 1/8", 1/4" oder 3/8" NPT/BSPT | Sie müssen Ihre bestehenden CPVC- oder Titan-Verteiler sicher übereinstimmen. |
| Sprühmuster | Flachlüfter (V-Jet) | Sorgt für den "Liquid Squeegee"-Effekt beim gleichmäßigen Radieren. |
| Sprühwinkel | 65° bis 95° | Ermöglicht eine angemessene Überlappung von 20-30 % zwischen benachbarten Düsen. |
| Durchflussrate (Kapazität) | 1,0 bis 5,0 GPM @ 30 PSI | Bestimmt die chemische Austauschrate auf der Kupferoberfläche. |
4. Expertentipps und häufige Fallstricke, die man vermeiden sollte
Wenn Sie in Ingenieurforen wie EEVblog oder Eng-Tips stöbern, sehen Sie häufig, dass Prozessingenieure sich wegen inkonsistenter Ätzerträge die Haare reißen. Oft ist die eigentliche Ursache ein einfacher Installationsfehler und kein fehlerhaftes Produkt. Hier sind die häufigsten Fallstricke, die man aufgrund realer Fertigungserfahrung vermeiden sollte:
- Falle 1: Plastikgewinde zu stark anziehen.
- Der Fehler: Wartungstechniker, die an Metallrohrleitungen gewöhnt sind, nehmen oft einen Schraubenschlüssel und drehen eine PVDF-Düse kräftig herunter. Dies dehnt die Gewinde und kann Mikrorisse im Verteiler verursachen.
- Die Lösung: PVDF ist von Natur aus selbstschmierend und bildet eine großartige Abdichtung. Nur von Hand anziehen, und dann bei Bedarf maximal 1/4 Drehung mit einem Schraubenschlüssel geben.
- Fallgrube 2: Verwendung des falschen Fadendichtungsmittels.
- Der Fehler: Verwendung von normalem Flüssigrohr-Dope oder billigem Gewindeband, das sich in Cupric-Chlorid auflöst, was zu Lecks und Druckabfällen führt.
- Die Lösung: Verwenden Sie immer hochdichtetes, chemisch hochwertiges PTFE-(Teflon)-Band. Wickle es 2-3 Mal in Richtung der Gewinde.
- Fallgrube 3: Inline-Filtration ignorieren.
- Der Fehler: Vorausgesetzt, PVDFs Haltbarkeit bedeutet, dass es festen Trümmer verkraften kann. Auch wenn es nicht schmilzt, kann ein ausgehärtetes Photoresist die Öffnung trotzdem physisch blockieren.
- Die Lösung: Installieren Sie immer ein Y-Sieb oder einen Beutelfilter stromaufwärts von Ihren Sprühköpfen, um Schmutz aufzufangen, bevor er die Präzisionsdüsen erreicht.
{kind=link}
5. Fazit & Abschließende Gedanken
In der hochrisikoreichen Umgebung der PCB-Herstellung ist Ihr Ätzprozess nur so zuverlässig wie Ihr schwächstes Bauteil. Die fortgesetzte Nutzung von Standard-PP- oder PVC-Düsen in harten Cupric- oder Ferric-Chloride-Bädern ist eine falsche Wirtschaftlichkeit. Auch wenn sie anfangs etwas günstiger sind, zerstören die versteckten Kosten wie Ausfallzeiten der Maschinen, häufige Wartung und verschrotteter hochdichter Leiterplatten Ihre Gewinnspannen.
Mit dem Upgrade auf PVDF-Flachlüfterdüsen investieren Sie in eine "Install-and-Forget"-Lösung. Sie erhalten die ultimative chemische Beständigkeit, erhalten perfekte Sprühmuster für fehlerfreie Ätzung und schützen Ihr System vor katastrophalen Druckausfällen.
Kurze Zusammenfassung: Die PVDF-ROI-Checkliste
| Aktionspunkt | Der Nutzen für Ihre Produktionslinie |
|---|---|
| Upgrade auf PVDF-Material | Verhindert das Schmelzen oder Verziehen der Düsen; Verlängert die Lebensdauer von Wochen auf Jahre. |
| Flache Fächermuster implementieren | Verhindert Pfützungen und ungleichmäßiges Radieren; sorgt für eine gleichmäßige Kupferlösung. |
| Design für Überlappung (65°-95°) | Garantiert 100 % Board-Abdeckung ohne tote Winkel oder aggressives Übergravieren. |
| Wasserhammer mindern | Schützt die Verteiler vor Rissen und verhindert, dass die Düsen ausblasen. |
| Handfestziehen und PTFE-Tape verwenden | Verhindert das Abstreifen von Gewinden und sorgt für eine undichte, säurebeständige Versiegelung. |
Bereit, deine Erträge zu optimieren? Lass nicht zu, dass billige Kunststoffe deine Produktionsqualität bestimmen. Überprüfen Sie noch heute Ihre Ätzkammern, berechnen Sie Ihre aktuellen Ausfallzeitkosten und treffen Sie die datenbasierte Entscheidung, auf PVDF-Hochleistungssprühlösungen umzusteigen.