





Wie man klebrige Rückstände in Industrietanks entfernt: Ein Leitfaden eines Feldingenieurs zur Auswahl und Optimierung von Düsen
Klebrige Rückstände in Industrietanks – viskose Öle, Polymerbeschichtungen, getrocknete Zucker oder Proteinablagerungen – gehören zu den schwierigsten Reinigungsszenarien. Dieser Leitfaden behandelt die technischen Grundlagen, Düsenauswahlkriterien und bewährte Optimierungsstrategien, um hartnäckige Rückstände zu beseitigen und gleichzeitig die Zykluszeit, den Wasserverbrauch und den Chemikalienverbrauch zu minimieren.
Inhaltsverzeichnis
- [Verständnis der Mechanik zur Entfernung von klebrigen Rückständen](#1-Verstehen-Mechanik der Entfernung von klebrigen Rückständen)
- [Kritische Sprühparameter für die Tankreinigung] (#2-kritische-Sprayparameter-für-Tankreinigung)
- Düsentyp-Vergleich: Rotierend vs. statisch vs. Hochaufschläge
- [Auswahl der Material- und chemischen Kompatibilität](#4-Material- und chemische Kompatibilitätsauswahl)
- [Anwendungsspezifische Auswahlanleitung nach Resttyp] (#5-Anwendungsspezifisch-Selektionsleitfaden-nach-Residuentyp)
- [Häufige Installationsfehler, die die Reinigungswirksamkeit verringern] (#6 häufige Installationsfehler, die die Reinigungswirksamkeit verringern)
- [Zykluszeit- und Kostenoptimierung] (#7-Zykluszeit-und-Kostenoptimierung)
- FAQ
- Fazit und nächste Handlungen
1. Verständnis der Mechanik zur Entfernung von klebrigen Rückständen
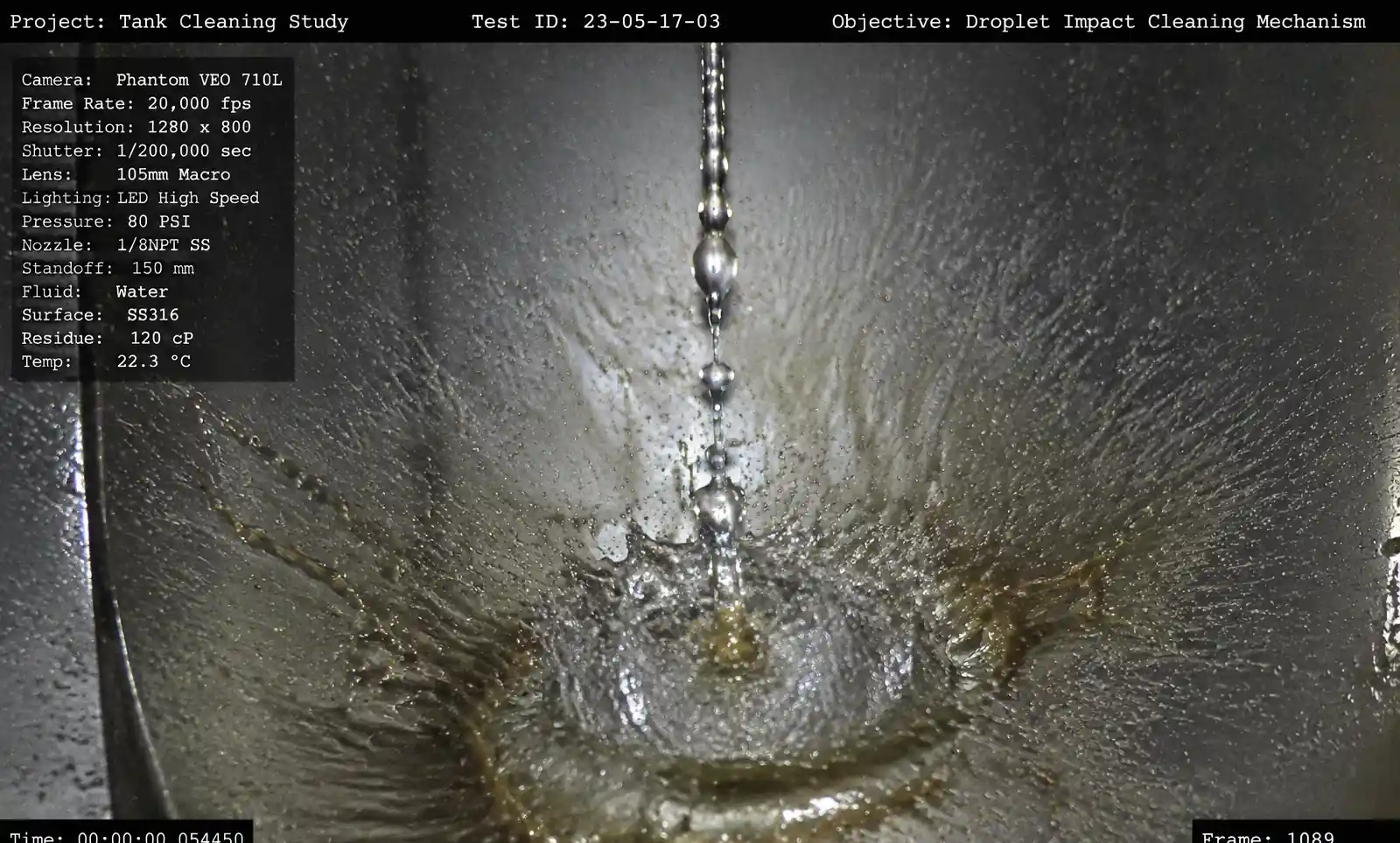
Eine wirksame Entfernung erfordert drei gleichzeitige Mechanismen: mechanische Aufprallkraft, Lösungsmittelwirkung (chemisch oder thermisch) und ausreichende Abdeckungszeit. Die grundlegende Reinigungsgleichung lautet: Reinigungsrate ∝ (Aufprallkraft × Kontaktzeit × chemische Wirkung) / Rückstandsbindungsstärke.
Die Aufprallkraft wird durch F = ρ × v² × A bestimmt. Für die meisten klebrigen Rückstände ist eine minimale Aufprallkraft von 0,15–0,30 N/cm² erforderlich, um die mechanische Entfernung einzuleiten. Allein eine übermäßig hohe Belastung garantiert keinen Erfolg – 3000-PSI-Systeme versagen oft bei karamellisiertem Zucker, weil die Tropfengröße zu klein ist (unter 500 Mikrometer), was zu sofortiger Besprühung statt zu dauerhaftem Wandkontakt führt.
Die Temperatur spielt eine doppelte Rolle. Die Erhitzung von 70°F auf 140°F reduziert die Viskosität der petroleumbasierten Rückstände um 60–75 %, was die Entfernungsraten dramatisch verbessert. Proteinbasierte Rückstände denaturieren jedoch oberhalb von 160°F und werden schwerer zu entfernen. Für die Reinigung des Milchbeckens beträgt die optimale Temperatur zur Entfernung von Molkenprotein 125–145°F.
! 1-klebriger-Rückstand-Tank-Wand-Nahaufnahme
{kind=link}
2. Kritische Sprühparameter für die Tankreinigung
Vier Parameter bestimmen die Reinigungsleistung: Durchfluss, Druck, Tröpfchengröße und Geometrie des Sprühmusters.
Durchflussrate und Druck: Q = K × √P. Eine Verdopplung des Drucks erhöht den Durchfluss um 1,41×, nicht um 2×. Für klebrige Rückstände empfehlen wir 15–50 GPM für Aquarien von 500 bis 5000 Gallonen. Unter 10 GPM sorgt es oft nicht, eine kontinuierliche Wandbefeuchtung aufrechtzuerhalten.
Aufprallkraft: Bei 40 PSI liefert ein 2-mm-Tropfen ~0,20 N/cm², ausreichend für die meisten Lebensmittelrückstände. Bei 100 PSI steigt der Aufprall bei robusteren Polymerbeschichtungen auf ~0,32 N/cm². Über 150 PSI verursachen Drehkopfköpfe oft übermäßige Besprühung, was die effektive Wirkung verringert.
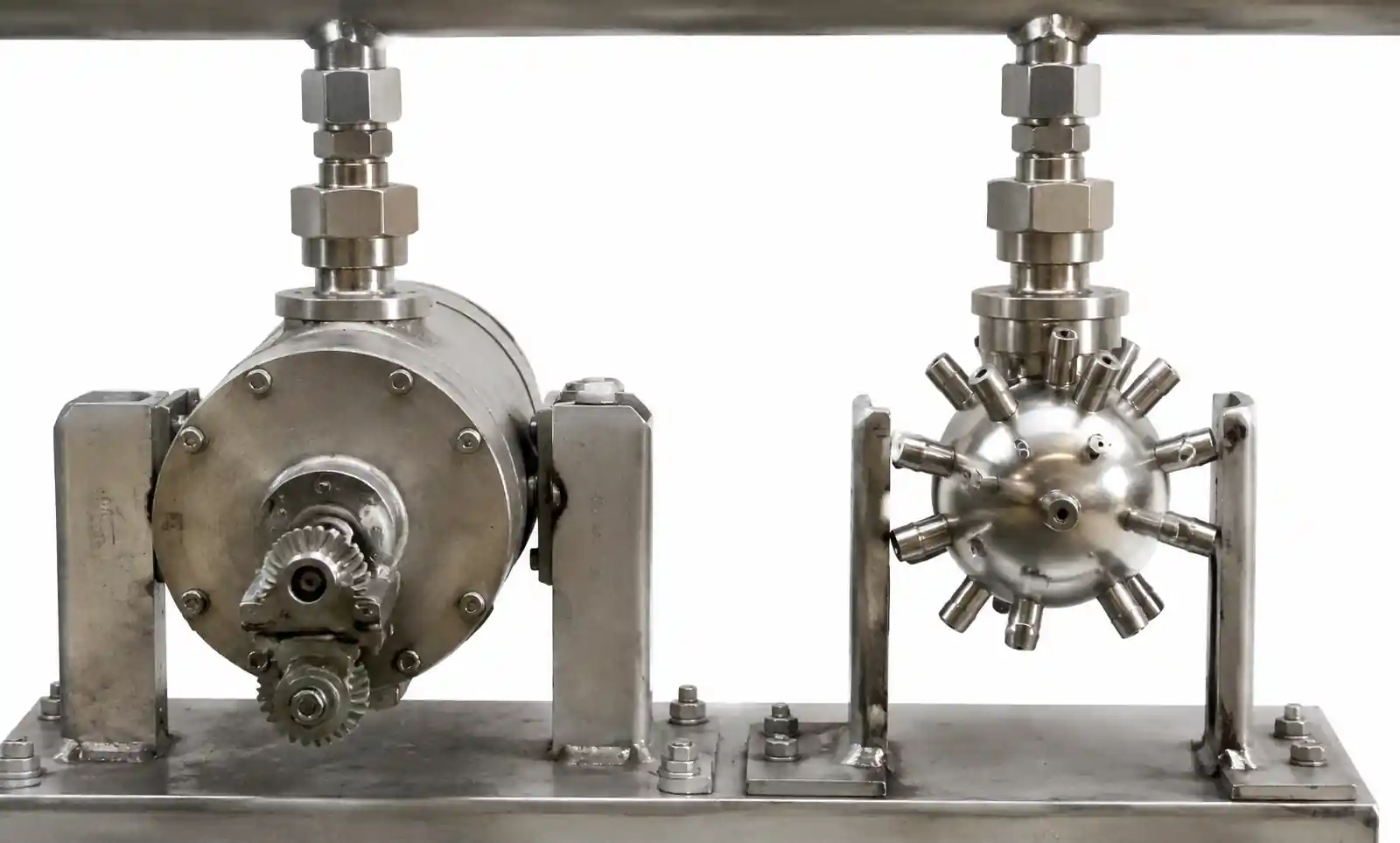
! Vergleich von 2-rotierender vs. statischer Düse
{kind=link}
Tröpfchengröße: Optimale Reichweite beträgt 1000–3000 Mikrometer. Weniger als 800 Mikron erzeugt Nebel mit schlechter Wandsicherung. Über 4000 Mikrometer bieten zwar gute Wirkung, aber eine schlechte Abdeckungseffizienz.
Sprühmuster: Rotierende Düsen erzeugen 360° kugelförmige oder mehrstrahlige Indexmuster. Kugelförmige Muster eignen sich für leichte bis mäßige Rückstände; Multi-Jet-Muster konzentrieren den Fluss für schwere, eingebackene Ablagerungen.
3. Vergleich der Düsenart: Drehend vs. statisch vs. Hochaufprall-Effekt
| Düsentyp | Reinigungsmechanismus | Typischer Durchfluss | Druckbereich | Abdeckung | Beste Anwendung | Einschränkung |
|---|---|---|---|---|---|---|
| Zahnradgetriebener Drehmotor | Kontrollierte Drehung, Hochwirkungsdüsen | 15–50 GPM | 40–150 PSI | 100% systematisch | Starke klebrige Rückstände, Polymere, Brennablagerungen | Höhere Kosten (800–3500 $), erfordert minimalen Durchfluss, verstopft das Risiko |
| Turbinengetriebener Drehmotor | Flüssigkeitsbetriebene Rotation, geringeres Drehmoment | 10–30 GPM | 25–80 PSI | 95–100 % | Mäßige Rückstände, Lebensmittelverarbeitung, Pharmaindustrie | Schlecht bei hochviskosen Flüssigkeiten, langsamere Rotation |
| Statischer Sprühball | Fester Multijet, keine beweglichen Teile | 8–40 GPM | 15–60 PSI | 70–85 % | Leichte Rückstände, Vorspülung, Pflege | Hinterlässt blinde Flecken |
| Hochwirkungs-Lanze | Konzentrierter Jet, manuell/automatisiert | 5–20 GPM | 500–5000 PSI | Zielzonen | Lokale Schwerlagerstätten, Koks, Kalk | Keine vollständige Abdeckung, erfordert präzises Zielen |
Entscheidungsregel: Bei Rückständen, die >30 % der Oberfläche bedecken, sind Rotationsköpfe trotz höherer Anfangskosten fast immer kostengünstiger. In einem 3000-Gallonen-Tank mit karamellisiertem Zucker, wobei statische Sprühkugeln (30 min, 600 Gallonen) durch einen zahnradgetriebenen Drehkopf (12 Min, 240 Gallonen) ersetzt wurden, lieferte die Rückzahlung in 4,5 Monaten.
4. Material- und chemische Kompatibilitätsauswahl
| Düsenmaterial | Chemische Beständigkeit | Abschleißfestigkeit | Temp Limit | Relative Kosten | Dienstzeit | Bester Anwendungsfall |
|---|---|---|---|---|---|---|
| 316 Edelstahl | Ausgezeichnet (pH 2–12) | Moderat | 400°F | 1.0x | 2–4 Jahre | Allzweck, lebensmitteltauglich, nicht abrasiv |
| Hastelloy C-276 | Ausnahmen für Säuren, Chloride, Oxidationsmittel | Moderat | 500°F | 4,5–6,0x | 5–8 Jahre | Aggressive chemische Reinigung, chlorierte Lösungsmittel |
| PTFE/PVDF | Ausgezeichnete chemische Beständigkeit | Arme | 250–280°F | 1.5–2.0x | 3–5 Jahre | Hochkorrosiv, keine Schleifmittel |
| Siliziumkarbid-Einsatz | Gut (inerte Keramik) | Ausgezeichnet (9,5 Mohs) | 800°F | 2,5–3,5x | 8–12 Jahre | Abrasive Flüssigkeiten, verlängerte Lebensdauer |
| Wolframkarbid-Einsatz | Sehr gut | Herausragend (9,0 Mohs) | 1000°F | 3.0–4.0x | 10–15 Jahre | Starke Abriebungen, Schlammreinigung |
Feldbeispiel: In einer Pflanzenölanlage, die 4 % NaOH bei 160 °F verwendet, zeigten 316 Edelstahl-Rotationsköpfe messbare Erosion innerhalb von 11 Monaten (18 % Durchflusssteigerung) und Spannungskorrosionsrisse. Das Upgrade auf die Hastelloy C-276 zeigte nach 3,5 Jahren keinerlei Verschlechterung – 5,2 × höhere Kosten, die durch die Beseitigung ungeplanter Ausfälle gerechtfertigt wurden.
5. Anwendungsspezifische Auswahlanleitung nach Resttyp
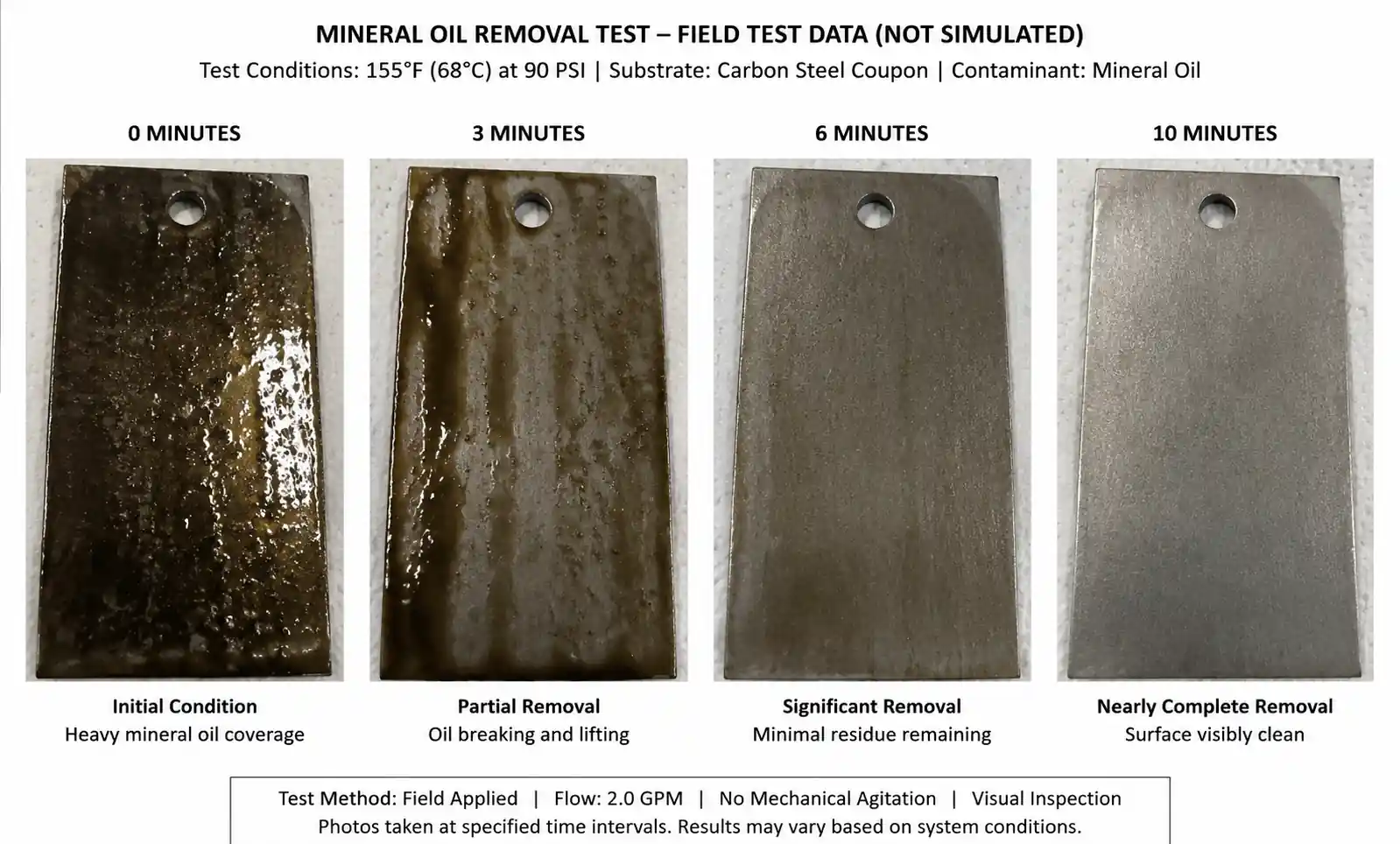
Viskose Öle/Fette: Reagieren gut auf heißes Wasser (140–180°F) und mäßigen Aufprall. Zahnradgetriebene Drehköpfe mit 60–100 PSI, 20–35 GPM. Mit 1–2 % alkalischem Waschmittel wird die Reinigungszeit von 18–20 Minuten auf 8–10 Minuten reduziert.
Getrocknete Zucker/Sirupe: Wasser bei 130–150°F halten, um sich ohne Karamellisieren wieder aufzulösen. Drehkopfköpfe bei 80–120 PSI, 25–40 GPM. Das Voreinweichen von 5–10 Minuten reduziert die gesamte Zykluszeit um 30–40 %.
Proteinablagerungen: Haltet die erste Spülung unter 140°F, um Denaturierung zu verhindern. Zweistufige Reinigung: kalte/warme Vorspülung (90–120°F, 30–50 GPM), gefolgt von heißer alkalischer Wasche (150–160°F, pH 12–13). Drehköpfe mit größeren Öffnungen (0,15–0,20") minimieren Verstopfungen.
Polymerbeschichtungen/Harze: Wasserlösliche Polymere (PVA, PVP): 160–180°F, 35–50 GPM, 80–100 PSI. Lösungsmittelbasierte Polymere benötigen spezialisierte Lösungsmittel und ein 20–45-minütiges Einweichen. Hochwirkungs-Drehkopfköpfe (100–150 PSI) sind unerlässlich.
Klebrige Klebstoffe/Gummis: Hitze verringert die Klebstofffestigkeit um 70–85 % von 80°F auf 160°F. Zahnradgetriebene Drehköpfe mit 0,30–0,40 N/cm², 90 PSI. Betrachten Sie die Zugabe von Lösungsmitteln (Isopropanol, Limonen) für hartnäckige Klebstoffe.
! 3-Öl-Rückstand-Entfernungssequenz
{kind=link}
6. Häufige Installationsfehler, die die Reinigungswirksamkeit verringern
Fehler 1: Unzureichende Freigabe. Drehköpfe benötigen mindestens 24–36 Zoll von der Düse bis zur nächstgelegenen Wand. Ein 1200-Gallonen-Reaktor mit 16 Zoll Abstand zeigte 35 % der unteren Seitenwand ohne Sprühkontakt.
Fehler 2: Falsche Ausrichtung. Viele Drehköpfe sind gerichtet – überprüfen Sie die Herstellerorientierungsspezifikationen.
Fehler 3: Externer Designfluss arbeiten. Unter dem Mindestdurchfluss bleibt die Rotation stehen. Über dem Maximum hinaus verringert Übergeschwindigkeit den Aufprall und beschleunigt den Verschleiß.
Fehler 4: Keine Filterung. Installieren Sie einen 40–80-Mesh-Filter stromaufwärts. Ein einzelnes 2-mm-Partikel kann eine 3-mm-Öffnung blockieren.
Fehler 5: Unzureichendes Ventilieren. Stellen Sie sicher, dass die Lüftungsgröße 100–150 % des Reinigungsdurchflusses zum Ablass ermöglicht.
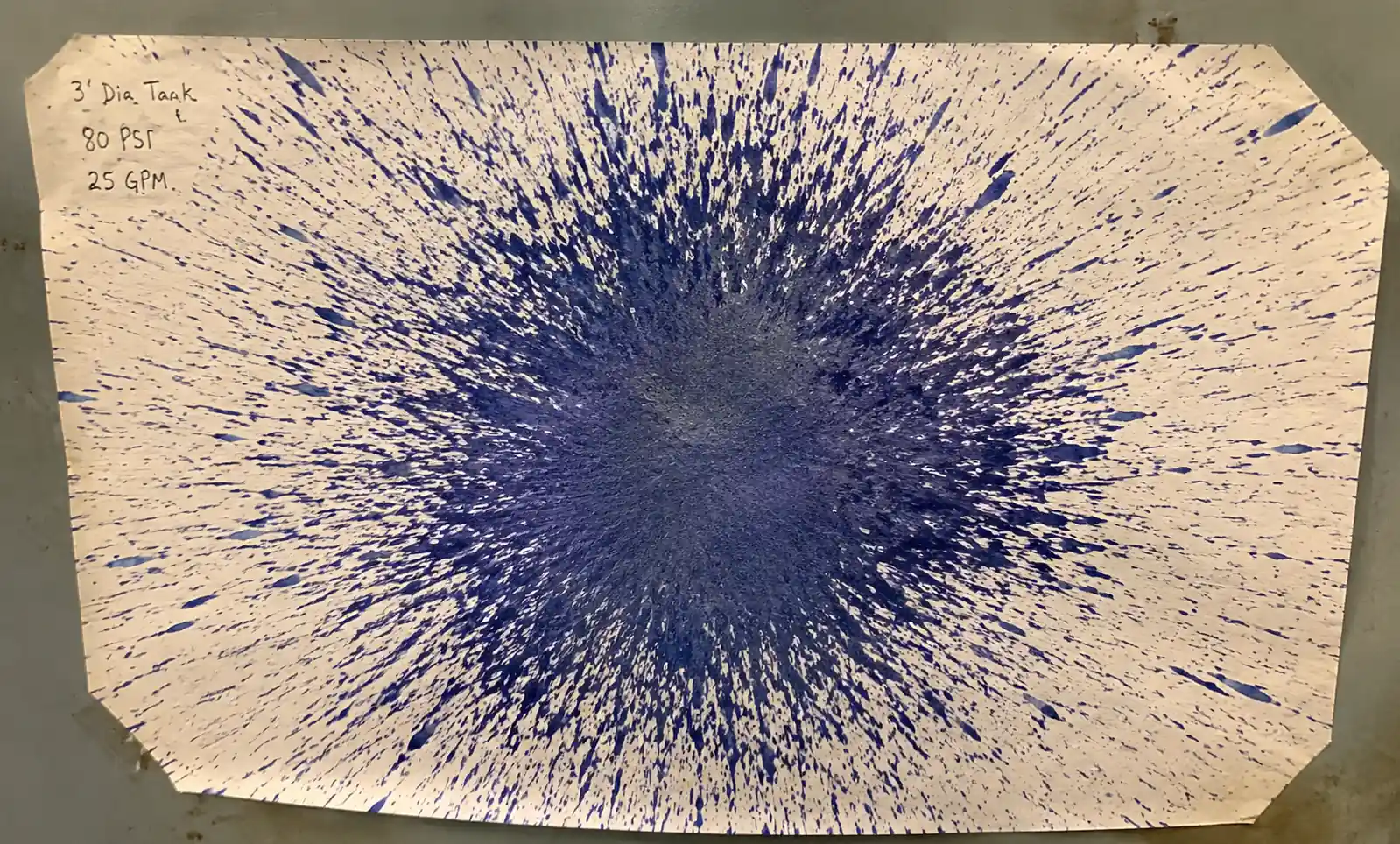
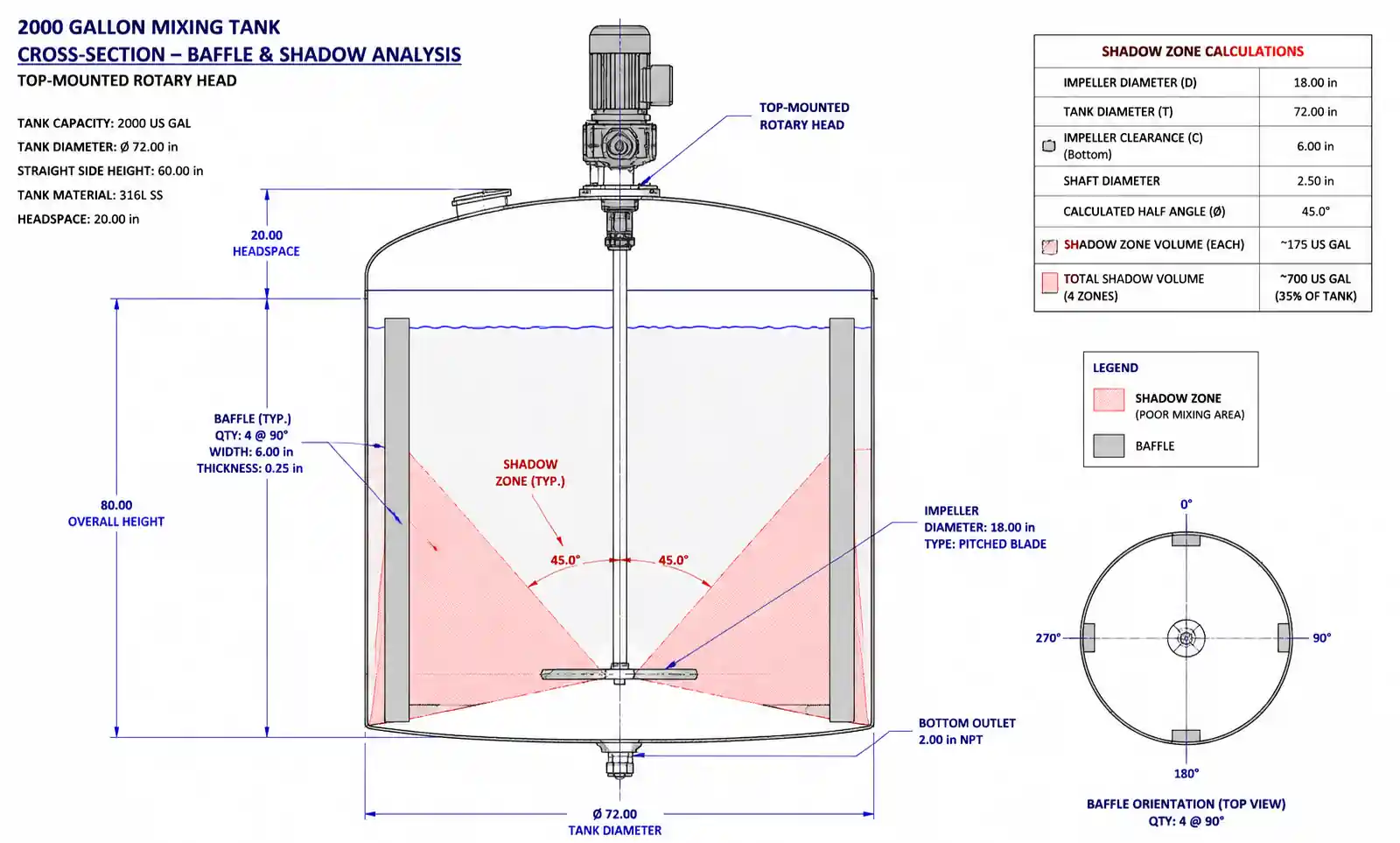
Fehler 6: Schattenzonen ignorieren. Baffles, Coils, Agitatoren erzeugen Schattenzonen. Nutzen Sie 3D-Abdeckungsmodellierungssoftware, um blinde Flecken vorherzusagen und zu beseitigen.
! 4-Spray-Deckung-Muster-Wasserempfindlich-Papier
{kind=link}
7. Zykluszeit und Kostenoptimierung
Faustregel für mäßige klebrige Rückstände: 0,08–0,15 Gallonen Reinigungsflüssigkeit pro Gallone Beckenvolumen. Für ein 3000-Gallonen-Aquarium: 240–450 Gallonen pro Zyklus.
Optimierter Zyklus: Vorspülung (3–5 Min) entfernt 40–60 % der Rückstandsmasse, aktive Reinigung (8–20 Min), Nachspülung (2–4 Min).
Wirtschaftliches Beispiel:
| Parameter | Statischer Sprühball | Drehkopf | Change |
|---|---|---|---|
| Ankaufskosten | 320 $ | 2.400 $ | +$2.080 |
| Zykluszeit | 35 min | 14 min | -60% |
| Wasser pro Kreislauf | 520 Gallonen | 210 Gallonen | -60% |
| Jährliche Wasserkosten (0,008 $/gallonen) | 4.570 $ | 1.850 $ | -2.720 $ |
| Jährliche Ausfallkosten (180 $/stunde) | 19.350 $ | 7.740 $ | -11.610 $ |
| Gesamtjährliche Einsparungen | — | — | $14.330 |
| Rückzahlungszeit | — | — | 1,7 Monate |
Energie: Das Erwärmen von Wasser auf 70°F auf 160°F kostet ~0,75 kWh/gal. Die Reduzierung des Volumens von 520 auf 210 Gallonen spart 16 $ pro Zyklus – 14.400 $ pro Jahr bei 3 Zyklen pro Tag.
8. FAQ
F: Woran erkenne ich, ob meine Düse abgenutzt ist?
Der Durchfluss wird bei festem Druck gemessen – eine Erhöhung >10–15 % zeigt den Verschleiß der Öffnung an. Inspizieren Sie visuell auf Erosion, Risse oder Ablagerungen. Ersetzen Sie alle 2–4 Jahre bei Edelstahl im mittleren Einsatz.
F: Kann ich Hochdruckreiniger (1000+ PSI) für eine schnellere Reinigung verwenden?
Nicht für die Reinigung des vollen Tanks. Ab 500 PSI werden Tröpfchen sehr fein, was das Benetzen der Wand reduziert. 60–150 PSI bei richtiger Düsenauswahl sind effektiver und wirtschaftlicher.
F: Wie vermeide ich Verstopfungen?
Stellen Sie unmittelbar flussaufwärts ein Y-Sieb oder Korbsieb (40–80 Mesh) an. Kontrollieren Sie monatlich (wöchentlich, wenn die Partikelbelastung hoch ist).
F: Wie groß ist das Mindestbecken für Rotationsköpfe?
Tanks über 500 Gallonen profitieren von Rotationsköpfen mit moderaten bis starken Rückständen. Unter 500 Gallonen können statische Sprühkugeln oder manuelle Reinigung wirtschaftlicher sein.
F: Sollte ich heißes Wasser, Waschmittel oder Lösungsmittel verwenden?
Beginnen Sie mit heißem Wasser (140–160°F). Wenn nicht ausreichend, füge Waschmittel hinzu (alkalisch für Öle/Proteine, sauer für Kalk). Reservieren Sie Lösungsmittel für Rückstände, die gegen wässrige Reinigung resistent sind.
F: Wie kann ich bestätigen, dass mein Aquarium wirklich sauber ist?
Verwenden Sie Sichtinspektion plus ATP-Abstüpfer (mikrobiologisch), Wasserleitfähigkeit/Trübung oder TOC-Analyse für hohe Reinheitsanforderungen. Legen Sie Akzeptanzkriterien auf Basis der Produktqualitätsstandards fest.
! 5-Tank-inner-Schatten-Zonen-CAD
{kind=link}
9. Fazit und weitere Maßnahmen
Eine effektive Entfernung von klebrigen Rückständen erfordert die richtige Kombination aus Aufprallkraft, chemischer Wirkung, Temperatur und Deckzeit. Drehköpfe liefern eine überlegene Leistung bei moderaten bis schweren Rückständen; Statische Sprühkugeln sind weiterhin für leichte, häufige Wartungsreinigungen geeignet. Die Materialwahl muss sowohl die chemische Kompatibilität als auch die Abriebfestigkeit berücksichtigen.
Sofortige nächste Schritte:
- Überprüfen Sie Ihr aktuelles System – messen Sie die Zykluszeit, den Wasserverbrauch und die Reinigungseffektivität.
- Identifizieren Sie Residuenmerkmale – ölbasiert, proteinbasiert, zuckerbasiert oder polymer.
- Berechnen Sie Kosten für schlechte Reinigung – Ausfallzeit, Wasser, Chemikalien, Qualitätsprobleme.
- Fordern Sie Deckungsmodellierung von großen Düsenherstellern für die Geometrie Ihres Beckens an.
- Führen Sie Feldversuche durch und vergleichen Sie das bestehende System mit der vorgeschlagenen Düse.
Für Unterstützung bei der Auswahl der Düse, der Analyse der Sprühabdeckung oder der Fehlersuche wenden Sie sich bitte an unser Anwendungstechnikteam für kostenlose Tankreinigungsbewertungen.