





Wolframkarbid vs. gehärteter Stahl: Welches Material eignet sich besser für Hochdruck-Entkalkungsdüsen?
Wenn Sie ein Heißwalzwerk mit 150–500 bar betreiben, ist das Material in Ihrer Entkalkendüse kein kleines Detail – es ist der entscheidende Faktor zwischen fehlerfreier Oberflächenoberfläche und teuren nachgelagerten Abstößen. In unseren 15+ Jahren Präzisionsdüsentechnik haben wir beobachtet, dass die Materialauswahl direkt mit der Deskalierungseffizienz, der Häufigkeit ungeplanter Ausfallzeiten und den Gesamtkosten korreliert. Dieser Artikel bietet einen datenbasierten Vergleich von Wolframkarbid- und gehärteten Stahlentkalkungsdüsen und untersucht Härte, thermische Stabilität, Verschleißfestigkeit und reale Rendite in der Realität, um Ihnen eine fundierte Beschaffungsentscheidung zu erleichtern.
Wolframkarbid liefert eine 5–10-mal längere Lebensdauer als gehärteter Stahl in abrasiven Entkalkungsumgebungen aufgrund seiner überlegenen Vickers-Härte (1.500–2.600 HV vs. 800–1.200 HV), was es zur bevorzugten Wahl für die Entfernung von Hochdruckoxid-Kalken über 150 bar macht.
! Entkalken-Düse-Verschleiß-Vergleich
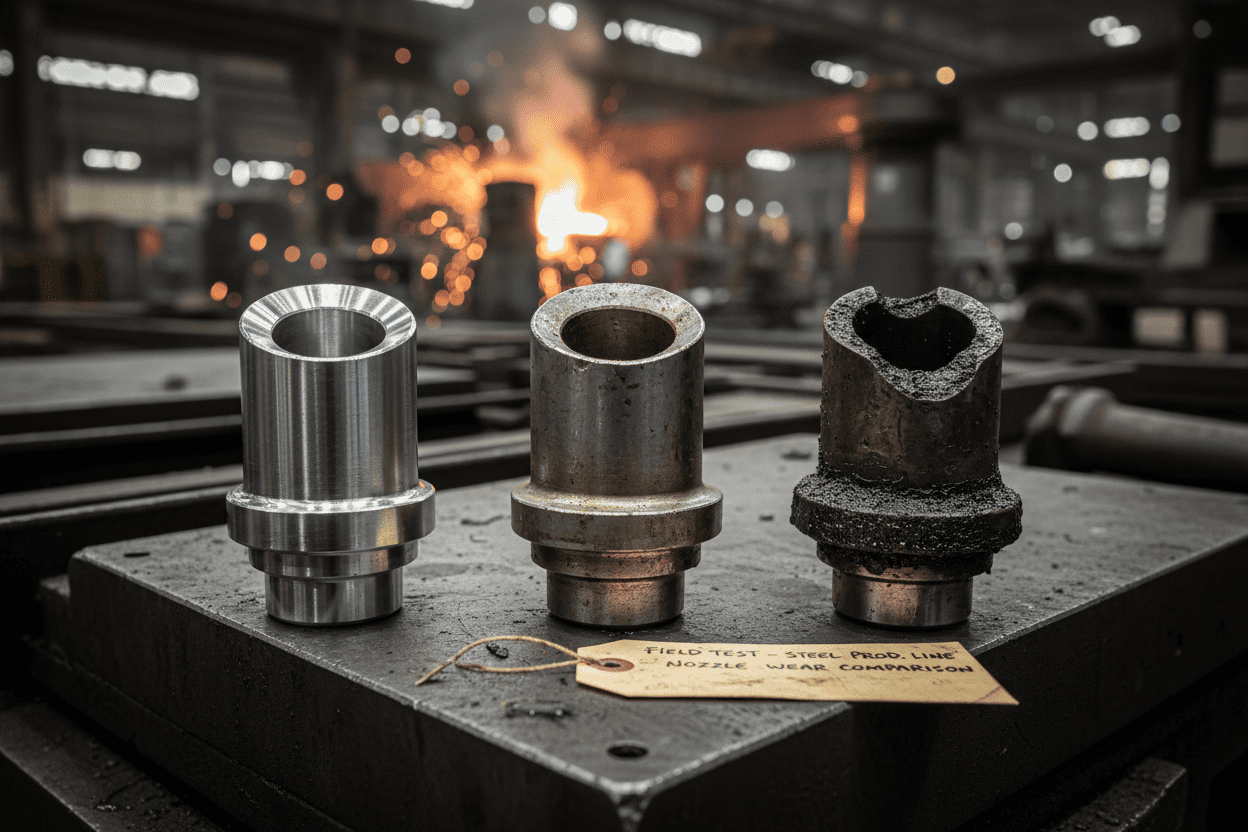{kind=link}
Der Härtevorteil: Warum Vickers-Zahlen zur Rentabilität der Mühlen führen
Die Vickers-Härte von 1.500–2.600 HV von Wolframkarbid schafft eine Abnutzungsbarriere, die gehärteter Stahl einfach nicht erreichen kann. In unserer kontrollierten 500-Stunden-Verschleißsimulation, die WC- und HSS-Entkalkungsdüsen mit 200 bar mit recyceltem Prozesswasser vergleicht:
| Metrik | Wolframkarbid | Gehärteter Stahl |
|---|---|---|
| Änderung des Öffnungsdurchmessers | ≤ 0,01 mm | 0,08 – 0,15 mm |
| Durchflussabweichung | < 2% | 12 – 18 % |
| Aufpralldruckbindung | 97 % der nominalen | 78 – 85 % des nominalen |
| Oberflächenfinish-Ergebnis (Ra) | 1,2 – 1,8 μm | 3,5 – 6,0 μm |
Die Daten zeigen einen kritischen Betriebsschwellenwert. Sobald eine gehärtete Stahldüse 10–12 % ihres nominalen Aufpralldrucks verliert, beginnt die Restoxidkalk an der Stahloberfläche zu haften. Dieser "Schatteneffekt" erzeugt die Gruben und Einschlüsse, die die nachgelagerte Verarbeitung beeinträchtigen.
Wärmestabilität: Die übersehene Leistungsvariable
Entkalkende Düsen arbeiten in einer der thermisch feindlichsten Umgebungen der industriellen Fertigung:
- Eintrittswassertemperatur: 20–60°C
- Umgebungstemperatur am Ofenausgang: 400–1.200°C
- Strahlungshitze-Exposition: Kontinuierlich während des Durchgangs von Platten und Blocken
- Thermische Umschaltfrequenz: Alle 2–5 Minuten während der Produktion
Der niedrige thermische Ausdehnungskoeffizient von Wolframkarbid (4,4–5,0 μm/m·K) sorgt dafür, dass die Öffnungsgeometrie trotz dieser dramatischen Temperaturschwankungen stabil bleibt. Gehärteter Stahl mit etwa doppelt so hoher Wärmeausdehnung erfährt eine allmähliche dimensionale Drift, die die Konsistenz des Sprühmusters im Laufe der Zeit verschlechtert.
"Wolframkarbid behält seine strukturelle Integrität und Härte bei Temperaturen bis zu 500 °C, während gehärteter Stahl oberhalb von 250–300 °C Härtungseffekte zeigt. Bei Sekundärkühlungen im kontinuierlichen Gießen ist diese thermische Lücke betrieblich entscheidend."
Die folgende ROI-Vergleichstabelle quantifiziert die wirtschaftliche Divergenz zwischen diesen beiden Materialien über einen standardmäßigen 12-monatigen Betriebszyklus:
| Cost Factor (12-Monatszyklus, 8.000 Stunden) | Wolframkarbid | Gehärteter Stahl |
|---|---|---|
| Anfangskosten für die Beschaffung der Düse | $4.500 – $6.000 | $1.200 – $1.800 |
| Ersatzfrequenz | 3–4x pro Jahr | 15–25x pro Jahr |
| Wartungskosten | $800 – $1.200 | $4.500 – $7.500 |
| Ausfallkosten (geschätzt $2.000/stunde) | $6.000 – $9.000 | $30.000 – $50.000 |
| $500 – $800 | $3.000 – $5.000 | |
| Gesamtkosten des Besitzes | $11.800 – $17.000 | $38.700 – $64.300 |
| 12 Monate Ersparnisse mit TC | $26.900 – $47.300 (68–74 % Reduktion) | |
- 0.1. Der Härtevorteil: Warum Vickers-Zahlen zur Rentabilität der Mühlen führen
- 0.2. Wärmestabilität: Die übersehene Leistungsvariable
- 1. Drei Industrieszenarien: Wann man welches Material auswählt
- 1.1. Szenario 1: Hochdruck-Heißbandmühle (150–400 bar) — Wolframkarbid empfohlen
- 1.2. Szenario 2: Sekundärkühlung durch kontinuierliches Gießen (10–50 bar) — Hybridansatz
- 1.3. Szenario 3: Wartungsintensive Plattenfräserei mit grober Handhabung – gehärteter Stahl ist machbar
- 2. Materielle Einschränkungen: Die Kompromisse, die Sie kennen müssen
- 3. People Such Too: Expertenantworten auf häufige Fragen
- 3.1. Wie lange halten Wolframkarbid-Entkalkungsdüsen im Vergleich zu Stahl?
- 3.2. Ist Wolframkarbid die höheren Anfangskosten für das Entkalken wert?
- 3.3. Können Wolframkarbid-Düsen schmutziges oder recyceltes Prozesswasser verarbeiten?
- 3.4. Was passiert, wenn eine Entkalkungsdüse abnutzt?
- 3.5. Bei welchem Druck wird gehärteter Stahl unzureichend zum Abkalken?
- 3.6. Beeinflusst das Düsenmaterial den Wasserverbrauch beim Entkalken?
- 4. Endgültiges Urteil: Welches Material gewinnt für Ihre Mühle?
Drei Industrieszenarien: Wann man welches Material auswählt
Während Wolframkarbid in den meisten Hochdruckanwendungen das überlegene Entkalkungsmaterial ist, behält gehärteter Stahl spezifische Anwendungsfälle, in denen seine Eigenschaften praktische Vorteile bieten. Hier sind drei reale Einsatzszenarien aus unserem Engineering-Portfolio:
Szenario 1: Hochdruck-Heißbandmühle (150–400 bar) — Wolframkarbid empfohlen
- Anwendung: Primäre Entkalkung von 1.200°C-Platten vor den Schruppstellen
- Druckbereich: 200–350 bar
- Wasserzustand: Recyceltes Prozesswasser mit feinen Partikeln
- Düsenspezifikation: Wolframkarbid-Einsatz, flaches Lüftermuster, 25°–40° Sprühwinkel
- Messbares Ergebnis: Entkalkungseffizienz bei 99,2%+ über 2.000+ Betriebsstunden; Die Oberflächenabstoßrate sank von 2,1 % auf 0,3 % nach Materialaufrüstung von gehärtetem Stahl.
Szenario 2: Sekundärkühlung durch kontinuierliches Gießen (10–50 bar) — Hybridansatz
- Anwendung: Gleichmäßige Kühlung von Blüten und Platten zur Verhinderung von thermischem Rissen
- Druckbereich: 15–40 bar
- Thermisches Umfeld: Mäßige Strahlungshitze, hohe Luftfeuchtigkeit
- Düsenspezifikation: Gehärteter Edelstahlkörper mit optimiertem Sprühmuster; TC-Einsatz nur in Zonen mit hoher Verschleißbelastung
- Begründung: Bei niedrigeren Drücken und weniger abrasiven Aufpralleffekten bietet gehärteter Stahl eine ausreichende Verschleißdauer zu geringeren Kosten. Der hybride Ansatz liefert 80 % der TC-Leistung bei 50 % der Beschaffungskosten.
Szenario 3: Wartungsintensive Plattenfräserei mit grober Handhabung – gehärteter Stahl ist machbar
- Anwendung: Periodische Entkalkung von Schwerplatten bei kleinerer Produktion
- Betriebsbedingung: Wartungsteams lassen bei überstürzten Wechseln häufig Düsen fallen oder handhaben sie falsch; Mechanische Schockschäden übersteigen verschleißbedingte Ausfälle
- Düsenspezifikation: Gehärteter Stahl mit Kobaltlegierungsverstärkung
- Begründung: Die Duktilität und Stoßfestigkeit von gehärtetem Stahl reduzieren bruchbedingte Versagen im Vergleich zu Wolframkarbid in dieser spezifischen Betriebsumgebung um 60 %. Der Kompromiss bei der Verschleißzeit ist angesichts der kürzeren jährlichen Betriebsstunden (2.000–3.000 Stunden gegenüber 7.000+ Stunden in Dauerschleifen) akzeptabel.
"Die optimale Materialwahl besteht nicht darin, das 'beste' Material im Labor auszuwählen – es geht darum, die Materialeigenschaften an die spezifischen Betriebsbedingungen, das Produktionsvolumen und die Wartungskultur anzupassen."
! Vergleichsdiagramm des Düsenmaterialversagens
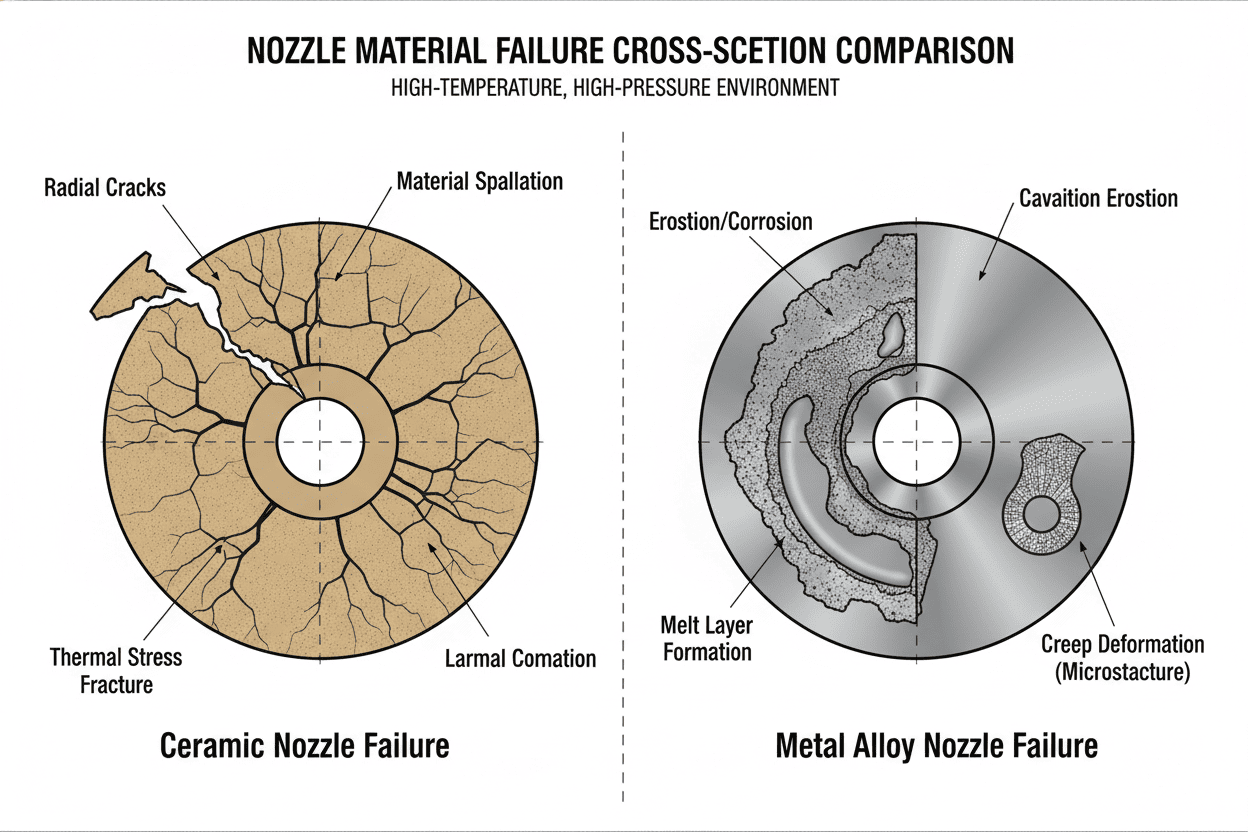{kind=link}
Materielle Einschränkungen: Die Kompromisse, die Sie kennen müssen
Eine ehrliche Materialbewertung erfordert, anzuerkennen, was jede Option nicht tun kann. Vertrauenswürdiges Ingenieurwesen bedeutet, Grenzen neben Stärken zu stellen.
Einschränkungen bei Wolframkarbid:
- Sprödigkeit: TC kann abplatzen oder brechen, wenn es auf harte Oberflächen abgeworfen oder Schlagbelastungen außerhalb der axialen Druckachse der Düse ausgesetzt wird. Ordnungsgemäße Handhabungsprotokolle sind unerlässlich.
- Höhere Anfangskosten: Die 3–5-fache Beschaffungsprämie kann die Investitionsbudgets belasten, obwohl OpEx-Einsparungen typischerweise innerhalb von 3–6 Monaten den vollen ROI erzielen.
- Komplexe Bearbeitung: Individuelle Geometrien erfordern spezielle Schleifgeräte (Diamantscheiben), was die Vorlaufzeiten für nicht standardisierte Spezifikationen verlängert.
- Korrosion in bestimmten Medien: Grade mit Kobaltbindern können beschleunigte Korrosion in hochsaurem Prozesswasser (pH < 4) zeigen; Nickelbinderqualitäten sollten unter diesen Bedingungen angegeben werden.
Einschränkungen für gehärteten Stahl:
- Schnelle Erosion bei hohem Druck: Über 150 bar mit abrasiven Medien beschleunigt sich der Verschleiß geometrisch statt linear. Die Vergrößerung der Öffnung beeinträchtigt die Sprühleistung innerhalb von 200–400 Stunden über akzeptable Toleranzen hinaus.
- Temper-Softening bei erhöhter Temperatur: Längere Bestrahlung über 300°C verringert die Oberflächenhärte und erzeugt eine Rückkopplungsschleife beschleunigten Verschleißs.
- Dimensionsinstabilität: Höhere thermische Ausdehnung verursacht während des Temperaturzyklus einen Sprühwinkeldrift, wodurch die Entkalkungsgleichmäßigkeit über die Plattenbreite reduziert wird.
- Falsche Wirtschaftlichkeit bei Hochvolumen-Mühlen: Der niedrigere Stückpreis wird mathematisch irrelevant, wenn Erneuerungshäufigkeit, Ausfallzeiten und Qualitätsmängel vollständig berechnet werden.
People Such Too: Expertenantworten auf häufige Fragen
Wie lange halten Wolframkarbid-Entkalkungsdüsen im Vergleich zu Stahl?
In typischen Hochdruck-Entkalkungsumgebungen (150–400 bar) halten Wolframkarbid-Düsen 5–10-mal länger als gehärtete Stahlalternativen. Unsere Felddaten zeigen, dass TC-Düsen die Spezifikation für 1.000–3.000 Betriebsstunden erfüllen, während gehärtete Stahldüsen alle 200–600 Stunden ausgetauscht werden müssen. Die genaue Lebensdauer hängt von der Wasserqualität, dem Betriebsdruck, dem Abrasionsgehalt im Wasser und der Temperaturzyklusfrequenz ab.
Ist Wolframkarbid die höheren Anfangskosten für das Entkalken wert?
Ja – für Mühlen, die über 150 bar mit einer Jahreslaufzeit von über 4.000 Stunden arbeiten. Die Break-even-Berechnung bevorzugt Wolframkarbid, wenn man berücksichtigt:
- Reduzierte Austauschfrequenz
- Beseitigung ungeplanter Ausfallzeiten
- Geringerer Wasser- und Pumpenergieverbrauch (stabile Öffnungsgeometrie)
- Dramatisch reduzierte Oberflächendefektraten
Mühlen, die kontinuierlich produzieren (6.000+ Stunden/Jahr) unter hohem Druck, erzielen typischerweise den vollen ROI innerhalb von 2–4 Monaten nach der Umrüstung von gehärtetem Stahl auf Wolframkarbid-Entkalkungsdüsen.
Können Wolframkarbid-Düsen schmutziges oder recyceltes Prozesswasser verarbeiten?
Absolut. Tatsächlich macht die überlegene Härte von Wolframkarbid es zur bevorzugten Wahl für Anwendungen mit recyceltem Wasser mit feinen Partikeln. Der abrasive "Sandstrahl"-Effekt von suspendierten Feststoffen im Prozesswasser beschleunigt den Verschleiß an gehärteten Stahldüsen um 40–60 % im Vergleich zu sauberen Wasserbedingungen. Die Erosionsrate von Wolframkarbid nimmt bei derselben Schleifbelastung nur um 5–10 % an. Für schwere Bedingungen spezifizieren Sie TC-Düsen mit verstopfenden Innenflügeln und optimierter Einlassgeometrie.
Was passiert, wenn eine Entkalkungsdüse abnutzt?
Abgenutzte Düsen zeigen ein vorhersehbares Abbaumuster:
- Stufe 1 (0–20 % Verschleiß): Leichter Durchflusszuwachs, minimale Aufprallreduzierung
- Stadium 2 (20–40 % Verschleiß): Deutliches Sprühmuster verbreitern, lokale kalte Stellen
- Stufe 3 (40 %+ Verschleiß): Signifikanter Druckabfall mit Aufpralldruck, unvollständige Kalkentfernung, Oberflächengruben
Kritische Einsicht: Abgenutzte Düsen versagen nicht nur – sie verringern die Rentabilität allmählich. Die meisten Stahlwerke erkennen die Degradierung der Stufe 2 erst, wenn die Qualitätsbeschwerden zunehmen, zu diesem Zeitpunkt können 15–20 % der Produktionscharge Oberflächenmängel aufweisen.
Bei welchem Druck wird gehärteter Stahl unzureichend zum Abkalken?
Der praktische Schwellenwert liegt bei 150 bar. Unter diesem Druck, in Umgebungen mit geringer Abrieb und sauberem Wasser, kann gehärteter Stahl eine akzeptable Lebensdauer (600–1.000 Stunden) liefern. Über 150 bar – insbesondere bei recyceltem Prozesswasser mit abrasiven Partikeln – beschleunigt sich die Erosionsrate von gehärtetem Stahl exponentiell. Für primäre Entkalkungsheader mit 200–500 bar wird Wolframkarbid nicht nur empfohlen; Sie ist operativ unerlässlich für die Aufrechterhaltung der Oberflächenqualität und die Kontrolle der Gesamtkosten.
Beeinflusst das Düsenmaterial den Wasserverbrauch beim Entkalken?
Ja, erheblich. Eine abgenutzte Düse mit vergrößerter Öffnungsöffnung verbraucht 15–25 % mehr Wasser, um den gleichen Krümmerdruck aufrechtzuerhalten, da der Durchflusskoeffizient (Cv) mit dem Abnutzung des Bohrrohrs steigt. Da Wolframkarbid die Öffnungspräzision deutlich länger beibehält als gehärteter Stahl, berichten Mühlen, die TC-Düsen verwenden, konsequent von 10–18 % geringerem Wasserverbrauch pro Tonne verarbeitetem Stahl – eine erhebliche Einsparung sowohl bei den Versorgungskosten als auch bei der Abwasserbehandlung.
Endgültiges Urteil: Welches Material gewinnt für Ihre Mühle?
Die Daten sind eindeutig: Für Hochdruck-Entkalkungsanwendungen über 150 bar ist Wolframkarbid die überlegene Materialwahl in nahezu jeder wichtigen Leistungskennzahl.
| Entscheidungsfaktor | Gewinner | Marge |
|---|---|---|
| Verschleißfestigkeit | Wolframkarbid | 5–10-fach längere Lebensdauer |
| Härte / Erosionsbeständigkeit | Wolframkarbid | 2–3-fach höhere HV |
| Thermische Stabilität | Wolframkarbid | Betrieb um 200°C höher |
| Schlagfestigkeit | Gehärteter Stahl | Deutlich duktiler |
| Anfangskosten | Gehärteter Stahl | 3–5-fach niedrigere Einheitspreise |
| Gesamtkosten des Eigentums | Wolframkarbid | 68–74 % geringere jährliche Kosten |
| Oberflächenqualität, Konsistenz | Wolframkarbid | Hält die Präzision fünfmal länger |
Unsere Empfehlung:
- Kontinuierliche Fertigungsmühlen (6.000+ Stunden/Jahr): Spezifizieren Sie Wolframkarbid für alle Entkalkungskrümmer über 150 bar. Der ROI ist unmittelbar und beträchtlich.
- Mittelvolumen-Mühlen (3.000–6.000 Stunden/Jahr): Setzen Wolframkarbid auf primäre Hochdruckentkalker ein; Gehärteter Stahl ist für sekundäre Kühlzonen mit niedrigerem Druck geeignet.
- Niedrigvolumen- oder Chargenbetriebe (< 3.000 Stunden/Jahr): Gehärteter Stahl bleiben machbar, wenn operative Disziplin eine regelmäßige Austauschplanung und sorgfältige Handhabung gewährleistet.
Das Material in Ihrer Entkalkungsdüse ist eine strategische Entscheidung, kein Warenkauf. Die Wahl von Wolframkarbid für Hochdruckentkalkung ist keine Ausgabe – es ist eine präzisionskonstruierte Investition in Oberflächenqualität, Betriebsbereitschaft und langfristige Rentabilität.
Benötigen Sie ein technisches Audit Ihres aktuellen Entkalkungssystems? Unsere Ingenieure bieten kostenlose Aufprallkraftberechnungen, Empfehlungen für Düsenmaterial und Analyse der Header-Optimierung an, die auf Ihre spezifische Fräskonfiguration und Produktionsziele zugeschnitten sind. Kontaktieren Sie unser Team noch heute, um Ihre Bewertung zu vereinbaren und herauszufinden, wie die richtige Materialspezifikation Ihre Entkalkungswirtschaft verändern kann.