





Optimierung von flachen Lüfterdüsenwinkeln: Der technische Leitfaden zur Reinigung von Draht von Papiermaschinen
In der Hochrisikoumgebung einer Papierfabrik liegt der Unterschied zwischen einem Lauf mit hohem Ertrag und einem kostspieligen Nachmittag ungeplanter Ausfallzeiten oft auf ein paar Millimeter Sprühüberschneidung. Wenn Ihre Formstoffe Anzeichen von "Streifen" zeigen oder wenn Sie teure Drähte häufiger austauschen als die Herstellerspezifikationen vermuten, ist der Übeltäter wahrscheinlich nicht der Wasserdruck – sondern die Geometrie Ihres Sprühmusters.
Eine effiziente Drahtreinigung ist ein Balanceakt zwischen mechanischer Belastung und räumlicher Abdeckung. Während viele Wartungsleiter sich ausschließlich auf PSI (Pfund pro Quadratzoll) konzentrieren, wissen Prozessingenieure, dass der flache Lüfterdüsenwinkel der wahre Hebel für die Betriebseffizienz ist. Der falsche Winkel zu wählen, lässt das Kabel nicht nur schmutzig zurück; Es verschwendet Tausende von Gallonen Wasser und beschleunigt den Stoffverschleiß.
In diesem umfassenden Leitfaden analysieren wir, wie Düsenwinkel die Reinigungsabdeckung bestimmen, warum die "30%-50%-Überlappungsregel" nicht verhandelbar ist und wie man die perfekte Tonhöhe berechnet, um Musterstörungen zu eliminieren.
! Industriell Papiermaschinen-Umformungsabschnitt zeigt ein Hochdruck-Sprührohr
{kind=link}
Inhaltsverzeichnis
- [1. Verständnis der Dynamik flacher Lüfterdüsen: Die Grundlagen] (#1 – Verstehen der Dynamik der flachen Lüfterdüse – die Grundlagen)
- [2. Kernkonzepte vereinfacht: Der "Handschlag" und theoretische Abdeckung (#2-Kernkonzepte-vereinfacht-den-Handschlag-und-theoretische-Abdeckung)
- [3. Schritt-für-Schritt-Anleitung: Optimierung Ihres Sprühkopfes] (#3-Schritt-für-Schritt-Anleitung zur Optimierung Ihres Sprühkopfes)
- 3.1 Die Versatzausrichtung (Die 5° - 10° Verdrehung)
- 3.2 Vergleich: Aufprallkraft vs. Sprühwinkel
- [3.3 Umgang mit Clogging] (#33-Umgang mit Clogging)
- [4. Expertentipps und häufige Fallstricke, die man vermeiden sollte] (#4-Expertentipps--häufige Fallstricke, die man vermeiden sollte)
- [5. Fazit & Abschlussgedanken] (#5-Fazit--abschließende)
1. Verständnis der Dynamik von flachen Lüfterdüsen: Die Grundlagen
In der Papierzellstoffindustrie entsteht die Qualität des Blechs im Formbereich (oder "Wet End"). Wenn der Zellstoffschlamm durch den Draht Wasser verliert, werden Fasern und "Klebstoffe" (Harze und Klebstoffe) im Netz eingebettet. Um die Entwässerung aufrechtzuerhalten, müssen leistungsstarke Sprühdüsen für die Papierstoffindustrie diese Schadstoffe kontinuierlich entfernen.
Die Flat Fan Nozzle ist der Industriestandard für diese Aufgabe, da sie ein schmales, elliptisches Sprühmuster mit hoher Wirkung erzeugt. Im Gegensatz zu einer vollen Kegeldüse konzentriert der flache Lüfter Energie in einer dünnen Linie, was ihn ideal zum "Schrubben" des bewegten Drahts macht.
Warum der Winkel wichtig ist
Der Sprühwinkel (typischerweise zwischen 15° und 110°) bestimmt zwei kritische Faktoren:
- Theoretische Abdeckung (TC): Wie viel der Drahtbreite wird von einer einzelnen Düse getroffen?
- Effektive Wirkung (EI): Die "Schlagkraft" des Wassers.
Als Faustregel gilt: Mit zunehmendem Sprühwinkel nimmt die Aufprallkraft pro Quadratzoll ab. Dies ist der grundlegende Kompromiss, den Ingenieure bewältigen müssen.
2. Kernkonzepte vereinfacht: Der "Handschlag" und theoretische Abdeckung
Um sich vorzustellen, wie flache Ventilatordüsen zusammengesprüht werden, hören Sie auf, sie als einzelne Einheiten zu betrachten. Stellen Sie sich sie als ein Team vor, das einen "Handschlag" durchführt.
Die 30%- 50%-Überlappungsregel
Wenn die Düsen so angeordnet sind, dass ihre Sprühmuster sich nur knapp berühren, entstehen bei leichten Druckschwankungen oder mechanischen Vibrationen "Sprünge" – ungereinigte Streifen am Draht. Um dies zu verhindern, streben wir eine 30 % bis 50 % Überschneidung an.
Das bedeutet, dass der Rand eines Sprühmusters fast die Hälfte des von der benachbarten Düse bedeckten Bereichs abdecken sollte. Diese Redundanz stellt sicher, dass selbst wenn eine Düse teilweise verstopft, der Draht genügend Reinigungsenergie erhält, um eine katastrophale Faseransammlung zu verhindern.
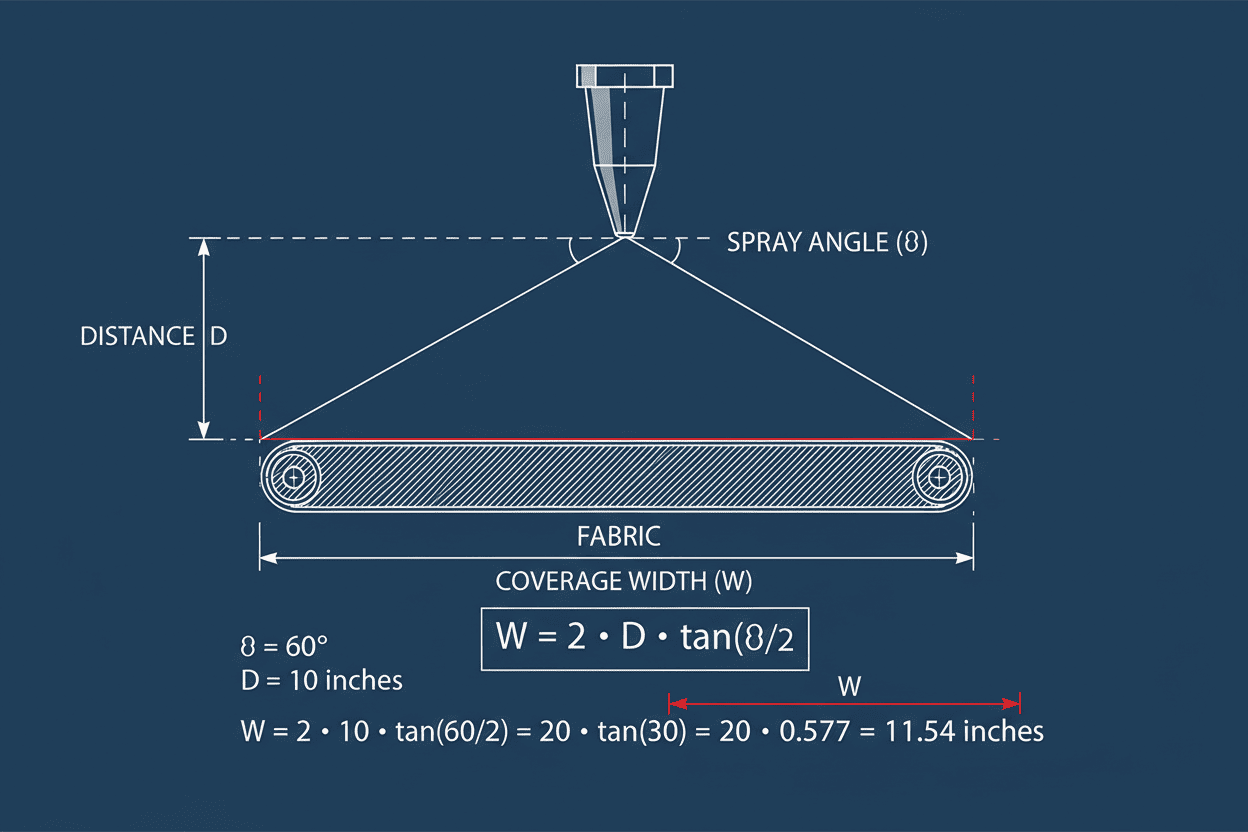
Berechnung der theoretischen Abdeckung (TC)
Bevor Sie Hardware kaufen, müssen Sie die Abdeckungsbreite ($W$) basierend auf dem Abstand ($D$) von der Düsenspitze zum Draht und dem Sprühwinkel ($\theta$) berechnen.
Die Formel: $$W = 2 \mal D \mal \tan(\theta/2)$$
Beispiel: Eine 60-Grad-Düse, die 300 mm vom Draht entfernt montiert ist, hat eine theoretische Abdeckung von etwa 346 mm.
! Diagramm zeigt die Geometrie eines flachen Lüfter-Spritzwinkels
{kind=link}
3. Schritt-für-Schritt-Anleitung: Optimierung Ihres Sprühkopfes
Den richtigen Winkel auszuwählen ist nur die halbe Miete. Außerdem müssen Sie die Düsen so positionieren, dass sie "Musterstörungen" vermeiden.
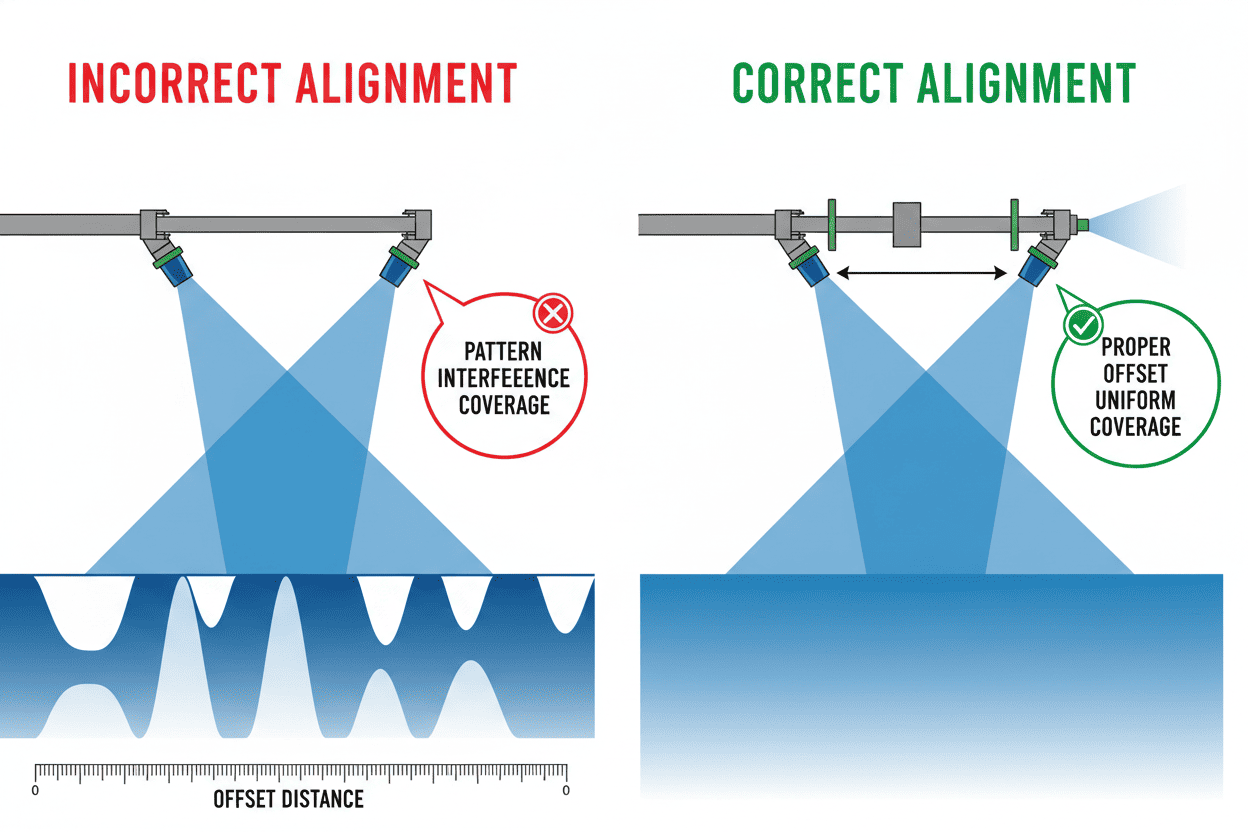
3.1 Die Versatzausrichtung (Die 5° - 10° Drehung)
Wenn sich mehrere flache Lüftersprühe überlappen, können die Wassertropfen von einer Düse mit Tröpfchen der nächsten kollidieren. Dieser "Crash" vertreibt kinetische Energie und erzeugt schwere Wasser-"Vorhänge", die die Reinigungseffizienz tatsächlich verringern.
Die Lösung: Kippen Sie die Düsen in einem Winkel von 5° bis 15° relativ zur Achse des Sprührohrs (dem Header). Dies stellt sicher, dass die "Lüfter" parallel, aber versetzt sind, sodass sie sich ohne Störungen überholen können.
3.2 Vergleich: Aufprallkraft vs. Sprühwinkel
Nachfolgend finden Sie eine Vergleichstabelle, die Ihnen hilft, den richtigen Winkel basierend auf Ihren spezifischen Reinigungsbedürfnissen auszuwählen.
| Sprühwinkel | Aufprallniveau | Primärer Anwendungsfall | Abdeckung auf 12" Entfernung |
|---|---|---|---|
| 15° - 25° | Extrem hoch | Entfernung von starken Trümmern / Hochdruck-"Klopfen" | ~3,2" - 5,3" |
| 40° - 60° | Hoch bis Mittel | Standard-Drahtreinigung und Entwässerungswartung | ~8,7" - 13,8" |
| 80° - 110° | Mittel bis Niedrig | Spülen, chemische Anwendung, Besprühen | ~20,1" - 34,2" |
3.3 Umgang mit Verstopfungen
In vielen Papierfabriken wird zur Reinigung recyceltes Wasser (Weißwasser) verwendet. Das führt oft zu einer Verstopfung der Düsen, die Ihre sorgfältig berechnete Abdeckung ruiniert. Für diese Szenarien sind selbstreinigende Sprühdüsen die bevorzugte Wahl. Diese Düsen verfügen über einen internen Kolbenmechanismus, der Ablagerungen entfernt, ohne die Maschine zu stoppen.
4. Expertentipps und häufige Fallstricke, die man vermeiden sollte
Mit jahrelanger Erfahrung in nordamerikanischen Sägereien sind hier die häufigsten Fehler, die wir bei Wartungsprüfungen beobachten.
Falle #1: Der Drucktrugschluss "Mehr ist besser"
Ein erhöhter Druck, um einen breiten, schwachen Sprühwinkel auszugleichen, ist ein Rezept für eine Katastrophe. Hoher Druck bei Weitwinkeln zerstäubt das Wasser oft zu einem Nebel, der den Draht nie erreicht. Wenn du mehr Reinigungskraft brauchst, verenge den Winkel und halte moderaten Druck, anstatt die Pumpe bis zum Limit zu drehen.
Falle #2: Ignorieren des "Edge-Effekts"
Die Ränder eines flachen Ventilatorsprays haben typischerweise weniger Aufprall als die Mitte. Deshalb ist die Überschneidung von 30-50 % so entscheidend. Ohne sie entsteht eine "zentrierte" Reinigung, was zu ungleichmäßigem Drahtverschleiß und Feuchtigkeitsprofilproblemen im fertigen Papierblatt führt.
! Vergleich von korrekter vs. falscher Düsenausrichtung zeigt den Aufprall
{kind=link}
Fallgrube #3: Düsenmischung
Mische niemals Hochdrucknadeldüsen mit flachen Lüfterdüsen im gleichen Reinigungstakt ohne einen spezifischen technischen Grund. Nadeldüsen sind für lokale, intensive Reinigung gedacht; Flachventilatoren sind für eine einheitliche Abdeckung gedacht. Wenn man sie austauschbar verwendet, ohne die Header-Geschwindigkeit anzupassen, führt das zu einer inkonsistenten Stoffdurchlässigkeit.
5. Fazit & Abschließende Gedanken
Die Wahl des richtigen flachen Lüfterdüsenwinkels ist nicht nur eine Beschaffungsentscheidung – es ist eine technische Strategie, um die Lebensdauer Ihrer Umformstoffe und die Qualität Ihres Papiers zu maximieren. Indem Sie eine 30–50 % Überlappung priorisieren, einen 10-Grad-Offset implementieren und die umgekehrte Beziehung zwischen Winkel und Aufprall verstehen, können Sie den Wasserverbrauch und die Ausfallzeiten Ihrer Mühle deutlich reduzieren.
Kurze Zusammenfassungstabelle
| Funktion | Empfehlung | Warum? |
|---|---|---|
| Zielüberlappung | 30% - 50% | So gibt es keine "Überspringe" oder schmutzige Streifen am Draht. |
| Versatzwinkel | 5° - 15° | Verhindert, dass Sprühmuster kollidieren und Energie verlieren. |
| Montagedistanz | 200mm - 300mm | Balanciert die Abdeckungsbreite mit der effektiven Aufprallkraft. |
| Düsentyp | Edelstahl / Ruby Tip | Widerstand gegen Abrieb durch Zellstofffasern und Chemikalien. |
Nächste Schritte für Prozessingenieur:
- Überprüfen Sie Ihren aktuellen Header: Messen Sie den Abstand von der Düse zum Draht.
- Berechnen Sie Ihren TC: Verwenden Sie die in Abschnitt 2 angegebene Formel, um zu sehen, ob Ihre aktuelle Überlappung die 30%-Schwelle erreicht.
- Teste einen schmaleren Winkel: Wenn du hartnäckige "Stickies" hast, versuche, von einer 65°- auf eine 45°-Düse umzuschalten, um die Aufprallkraft zu erhöhen.
Weitere technische Spezifikationen zur Auswahl der richtigen Materialien für Ihre Umgebung finden Sie in unserem Leitfaden zu Hochleistungs-Sprühdüsen für die Papierstoffindustrie.