





Einfluss des L/G-Verhältnisses auf die Entschwefelungseffizienz: Wie die Durchflussrate der Düse die Leistung eines Absorberturms bestimmt
- 1. Schnelle Antwort
- 1.1. 1.1 Wie ist das L/G-Verhältnis und warum ist es wichtig?
- 1.2. 1.2 Die direkte Korrelation zwischen Düsendurchflussrate und Flüssigkeitsverteilung
- 1.3. 1.3 Leistungsschwellenwerte: Wo Effektivität auf Ökonomie trifft
- 2. 2. Die versteckten Kosten eines unsachgemäßen Flüssig-Gas-Verhältnismanagements
- 2.1. 2.2 Der Düsenabbaufaktor
- 2.2. 2.3 Branchenstatistiken: Das Ausmaß des Problems
- 3. 3. Wie die Düsendurchflussentwicklung die Steuerungsherausforderung löst
- 3.1. 3.2 Vergleichende Analyse: Düsentypen für FGD-Anwendungen
- 3.2. 3.3 Der technische Vorteil optimierter Arrays
- 3.3. 3.4 Der Zuverlässigkeitsfaktor in rauen Umgebungen
- 4. 4. Schritt-für-Schritt-Leitfaden zur Optimierung Ihres Absorberturms
- 4.1. 4.2 Kritische Erfolgsfaktoren
- 5. 5. Praxisnahe Anwendungen in verschiedenen Branchen
- 5.1. 5.2 Fallstudie 2: Sinter-Off-Gas-Behandlung in einem Stahlwerk
- 5.2. 5.3 Fallstudie 3: Verbrennung von kommunalem Abfall
- 6. 6. Häufig gestellte Fragen
- 6.1. Was ist das ideale Betriebsverhältnis für maximale Erfassungseffizienz?
- 6.2. Wie beeinflusst die Düsenentladungsrate direkt das Betriebsverhältnis?
- 6.3. Welche Düsenspezifikationen sind am wichtigsten für die Aufrechterhaltung der Stabilität?
- 6.4. Kann ich optimieren, ohne bestehende Düsen zu ersetzen?
- 6.5. Wie oft sollten FGD-Düsen inspiziert oder ausgetauscht werden?
- 7. 7. Fazit: Präzisionsdüsentechnologie als Ihr Wettbewerbsvorteil
- 8. Empfohlene nächste Schritte
Schnelle Antwort
Das Flüssigkeits-Gas-Verhältnis (L/G) ist der kritische Parameter in feuchten FGD-Systemen und bestimmt die SO₂-Entfernungsraten und die Leistung des Absorberturms. Die optimalen Werte liegen zwischen 15–25 L/m³, wobei die Düsendurchflussrate die Hauptsteuerung ist. Eine Abweichung über diesen Bereich hinaus kann die Entschwefelungseffizienz um 12–30 % senken.
1.1 Wie ist das L/G-Verhältnis und warum ist es wichtig?
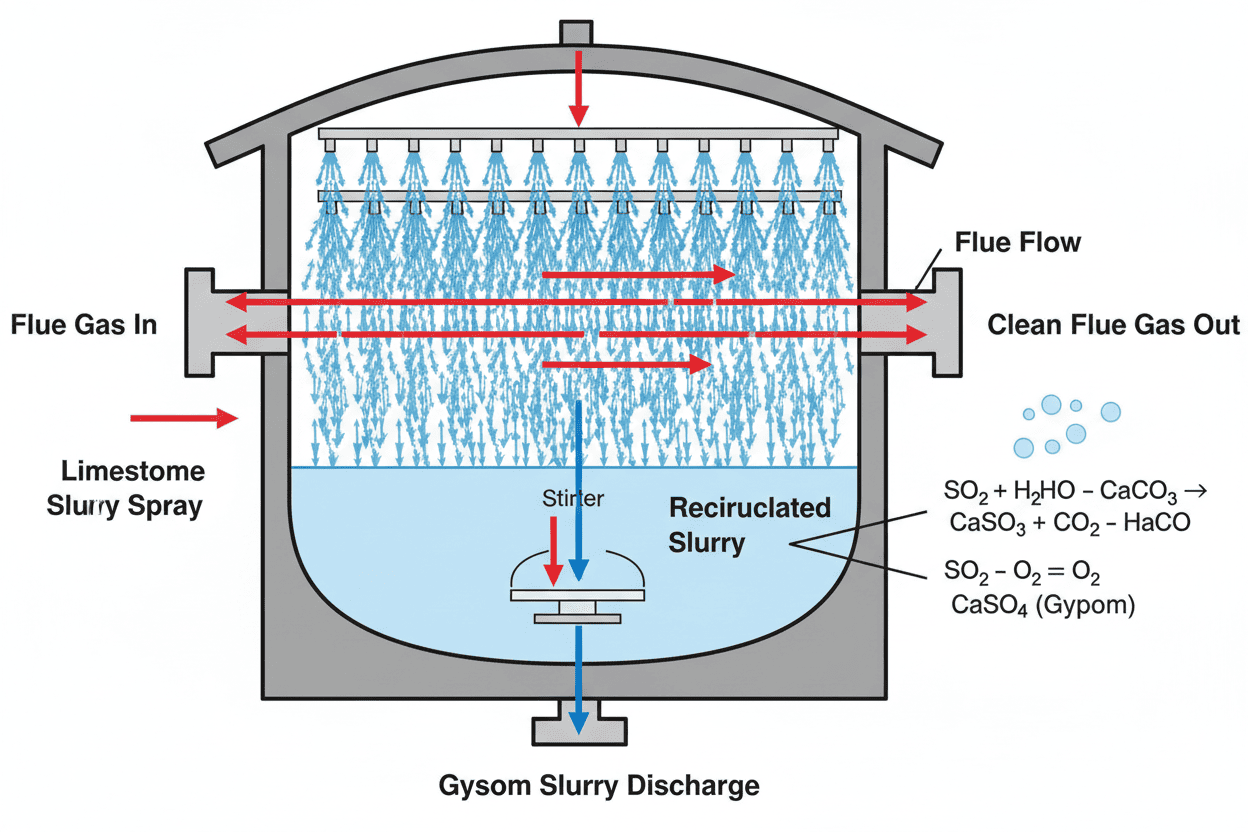
Das Flüssigkeits-Gas-Verhältnis stellt das Volumen der Schreinflüssigkeit (typischerweise Kalksteinschlamm) dar, das pro Volumeneinheit des im Absorber verarbeiteten Rauchgases zirkuliert. Daten zeigen, dass dieser Parameter die am stärksten kontrollierbare Variable ist, die die Entfernungsleistung bei nassen FGD-Installationen weltweit beeinflusst.
Praktisch ergibt diese Metrik:
- Kontaktzeit zwischen SO₂-Molekülen und dem alkalischen Schrubbmedium
- Massenübertragungsantrieb über die Gas-Flüssigkeit-Grenzfläche
- Slurry-Holdup-Volumen innerhalb der Reaktionszone
- Gesamtdruckabfall im System und damit verbundener Energieverbrauch
"Das Verhältnis von Flüssigkeit zu Gas ist nicht nur ein hydraulischer Parameter – es ist die grundlegende Gestaltungsvariable, die die thermodynamischen und kinetischen Grenzen der SO₂-Absorption bestimmt." — Industrial & Forschung in der Ingenieurchemie
Die Analyse zeigt, dass die meisten Absorber im Versorgungsmaßstab mit Verhältnissen zwischen 15 und 25 L/m³ arbeiten. Allerdings hängen optimale Werte stark von der Einlasskonzentration von SO₂, dem Schwefelgehalt und der gezielten Entfernungsleistung ab. Bei Anwendungen mit hohem Schwefelgehalt und einem S-Gehalt von 3 % benötigen Betreiber möglicherweise Werte von 30 L/m³, um die Compliance-Grade über 95 % zu halten.
! Diagramm zeigt Flüssigkeitsschlammfluss und Rauchgaswechselwirkung in einem Absorber Querschnitt
{kind=link}
1.2 Die direkte Korrelation zwischen Düsendurchflussrate und Flüssigkeitsverteilung
Der Zusammenhang zwischen Düsendurchflussrate und diesem kritischen Verhältnis ist mathematisch einfach, aber operativ komplex. Der gesamte über den Absorber-Querschnitt verteilte Flüssigkeit entspricht der Summe der einzelnen Düsenentladungsraten multipliziert mit der Anzahl aktiver Sprühköpfe.
Die Regelformel:
Wobei Q_total den kumulativen Abfluss (L/h) über alle Kopfes hinweg darstellt. Tests zeigen, dass eine 10%ige Steigerung der kumulativen Düsenleistung typischerweise zu einer proportionalen Steigerung des Verhältnisses um 8–9 % führt, vorausgesetzt, das Rauchgasvolumen ist konstant.
Wichtige Variablen sind:
- Einzelne Düse K-Faktor und Durchflusskoeffizient
- Betriebsdruck am Einlass (typischerweise 0,7–4 bar)
- Sprühwinkel und Abdeckungsmuster (65°–170° Bereich)
- Mitteldurchmesserverteilung des Tropfensauters
- Anordnungsdichte pro Quadratmeter Querschnitt
Wichtige Einblick: Forschungen des US-Energieministeriums zeigen, dass die Tropfengrößenverteilung – direkt gesteuert durch die Entladungsrate und den Druck der Düse – einen größeren Einfluss auf die Masse hat Allein das Verhältnis von Rohflüssigkeit zu Gas übertragen. Optimale Tröpfchendurchmesser für SO₂-Absorption liegen zwischen 1.500 und 3.000 Mikrometer.
1.3 Leistungsschwellenwerte: Wo Effektivität auf Ökonomie trifft
Die Beziehung zwischen diesem Betriebsparameter und der SO₂-Erfassung folgt einer charakteristischen Abnehmenskurve. Daten aus betriebenen Kraftwerken zeigen, dass eine Erhöhung von 10 auf 20 L/m³ die Erfassung von 85 % auf 96 % verbessern kann. Weitere Erhöhungen von 20 auf 30 L/m³ können jedoch nur marginale Verbesserungen bis zu 98 % bringen, während die Kosten erheblich steigen.
| SO₂ Capture Rate | <. Stil="text-align:center;">Relative EnergiekostenEmpfohlene Anwendung | ||
|---|---|---|---|
| 8–12 | 75–85% | 1.0× (Baseline) | Schwefelarmer Kraftstoff (<1 % S). |
| 12–18 | 85–93% | 1.3× | Mittelschwefelkohle (1–2 % S) |
| 18–25 | 93–98% | 1.7× | Schwefelreiche Kohle (2–3 % S) |
| 25–35 | 97–99%+ | 2.4× | Ultra-niedrige Emissionsanforderungen |
Das Verständnis dieser Schwellenwerte ermöglicht es Betreibern, Spritzkonfigurationen auszuwählen, die das wirtschaftliche Optimum erreichen.
2. Die versteckten Kosten eines unsachgemäßen Flüssig-Gas-Verhältnismanagements
### 2.1 Operative Folgen der AbweichungTrotz seiner Bedeutung bleibt dieser Betriebsparameter eine der am häufigsten falsch verwalteten Variablen in FGD-Operationen. Feldanalysen bei 47 kohlebefeuerten Einheiten ergaben, dass über 60 % der Absorber außerhalb ihrer Konstruktionsspezifikation arbeiten, was die Entschwefelungseffizienz und den Absorberturm direkt beeinträchtigt Performance.
Wenn das Verhältnis zu NIEDRIG ist:
- SO₂-Emissionen überschreiten zulässige Grenzwerte, was regulatorische Strafen auslöst
- Die Schlammalkalinität wird vor vollständiger Reaktion erschöpft
- Bildung von Trockenzonen innerhalb des Absorberquerschnitts
- Beschleunigte Korrosion in Bereichen mit unzureichender Flüssigkeitsdeckung
- Verringerte Nebenproduktqualität (Gips) aufgrund unvollständiger Oxidation
Wenn das Verhältnis zu HOCH ist:
- Übermäßiger Energieverbrauch durch den Betrieb der Umlaufpumpe
- Erhöhte Tröpfcheneinziehung, was zu Stapelregen und stromabwärts Verschmutzung führte
- Erhöhter Wasserverbrauch und Abwassererzeugung
- Abnehmende Erträge bei der Erfassung im Verhältnis zu Betriebskosten
- Potenzielle Überflutung bei extremen Durchflussraten
"Unsere diagnostische Bewertung einer 600-MW-Einheit ergab, dass ein überdimensioniertes Verhältnis von 22 % aus Flüssigkeit zu Gas den Betreiber jährlich etwa 890.000 US-Dollar an unnötiger Pumpenergie kostete, während sie nur 1,2 % zusätzliche Erfassung über die Compliance-Anforderungen hinaus liefert." — Power Engineering Practice Case Study
2.2 Der Düsenabbaufaktor
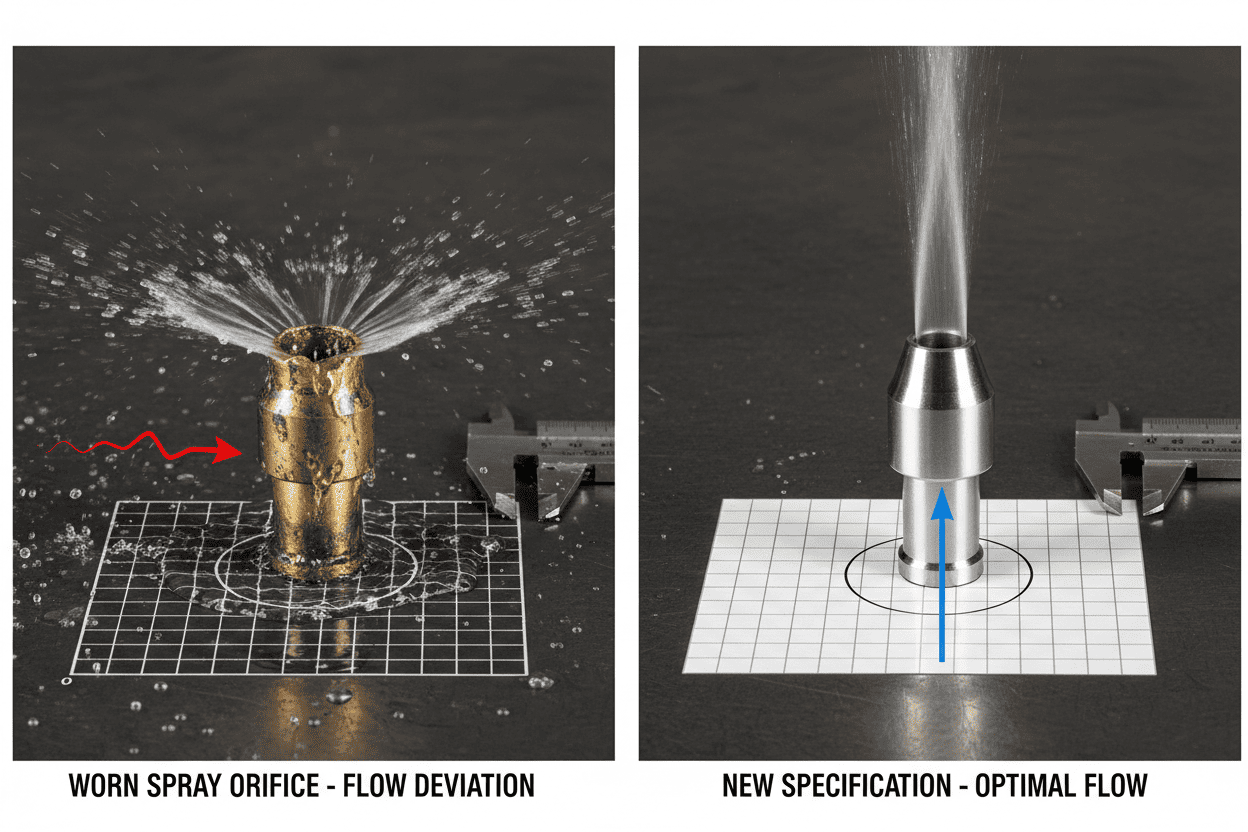
Ein häufig übersehener Faktor für Drift ist die Verschlechterung der Düse selbst. Da Sprühköpfe über Betriebszyklen – typischerweise 8.000–24.000 Stunden abhängig von der Schlammabrasivität – abgenutzt werden, ändern sich ihre Entladungseigenschaften systematisch.
Muster, die in abgenutzten hohlen Kegeldüsen beobachtet werden, umfassen:
- Öffnungsvergrößerung erhöht den individuellen Ausfluss bei konstantem Druck um 8–15 %
- Sprühwinkelreduktion verringert die effektive Abdeckung um 10–20 %
- Tröpfchengrößenvergrößerung verringert die spezifische Oberfläche für den Massentransfer
- Musterdeformation erzeugt eine ungleichmäßige Verteilung über den gesamten Schnitt
Der kombinierte Effekt ist eine Drift sowohl im nominalen Betriebswert als auch in dessen Verteilungsgleichmäßigkeit. Proaktive Überwachung und geplante Austauschprogramme sind unerlässlich, um eine konsistente Sprühstaubbekämpfung Leistungsstandards in industriellen Gasbehandlungsanwendungen.
! Abgenutzte Sprühöffnung im Vergleich zur neuen Spezifikation zeigt den Durchfluss Abweichung
{kind=link}
2.3 Branchenstatistiken: Das Ausmaß des Problems
Das wirtschaftliche Ausmaß des suboptimalen Managements ist beträchtlich. Laut EPA-Compliance-Daten und Benchmarking-Studien:
- FGD-Systeme machen 2–4 % des gesamten Hilfskraftverbrauchs der Anlage aus
- Ungeplante Absätze, die auf FGD-Probleme zurückzuführen sind, kosten US-Kohlebetreiber schätzungsweise 340 Millionen US-Dollar jährlich
- Etwa 18 % der FGD-Compliance-Verstöße sind direkt auf eine unzureichende Flüssigkeitsverteilung zurückzuführen
- Anlagen, die systematische Optimierungsprogramme umsetzen, berichten durchschnittliche O&M-Kostenreduktionen von 8–14 %
Diese Zahlen unterstreichen, dass es sich nicht nur um eine technische Übung handelt – sie bringt erhebliche finanzielle und regulatorische Auswirkungen mit sich.
3. Wie die Düsendurchflussentwicklung die Steuerungsherausforderung löst
### 3.1 Präzisionsdesign: Die Grundlage der KontrolleModerne industrielle Sprühdüsen stellen entwickelte Lösungen dar, die speziell darauf ausgelegt sind, vorhersehbare, wiederholbare Entladungsraten unter anspruchsvollen Bedingungen zu liefern. Die kritischen Parameter umfassen:
- Durchflusskoeffizient (K-Faktor): Definiert die Beziehung zwischen Einlassdruck und Abfluss
- Öffnungsgeometrie: Regelt die anfängliche Flüssigkeitsschichtbildung und Zerstäubung
- Innenflügeldesign: Bestimmt die Wirbeleigenschaften für hohle Kegelmuster
- Materialspezifikation: 316L Edelstahl, Siliziumkarbid oder Spezialkeramiken widerstanden Verschleiß
- Verbindungsstandardisierung: Stellt feldaustauschbare Kompatibilität über Header-Arrays hinweg sicher.
Für Anwendungen mit feuchten FGD-Absorbern müssen Düsen zwei Anforderungen erfüllen: ausreichend Entladung, um Zielanteile zu erreichen, und Tröpfchengrößenverteilungen, die für den Massentransport optimiert sind kinetik.
Technische Anmerkung: Tests zeigen, dass Vollkegeldüsen typischerweise einen höheren Ausfluss pro Einheit (8–50 L/min bei 3 Bar) mit größerer Abdeckung liefern, was sie für das Primärsprühen geeignet macht Zonen. Hohlkegelkonfigurationen erzeugen feinere Zerstäubung mit geringerer individueller Entladung, die oft in sekundären Abschreck- oder Polierphasen eingesetzt wird.
3.2 Vergleichende Analyse: Düsentypen für FGD-Anwendungen
| Flow Range (3 Takte) | < Stil="text-align:center;">Typische SMD (μm)Sprühwinkel | Beste FGD-Zone | ||
|---|---|---|---|---|
| Vollkegel mit großem Fluss (Spiral) | 30–150 L/min | 2.500–4.000 | 90°–120° | Primäre Sprühstufe |
| Standard-Vollkegel (Flügeltyp) | 10–40 L/min | 1.800–3.200 | 65°–110° | Hauptabsorptionszone |
| Hohlkegel (tangential) | 5–25 L/min | 1.200–2.500 | 80°–140° | Sekundär-/Polierungsphase |
| Luftzerstäubende Düse | 2–20 L/min | 50–500 | 45°–90° | Notfallabschrecken, Start |
Dieser Vergleich zeigt, dass die Auswahl der Düse direkt den erreichbaren Betriebsbereich und die Qualität des Gas-Flüssigkeits-Kontakts im Absorber einschränkt.
3.3 Der technische Vorteil optimierter Arrays
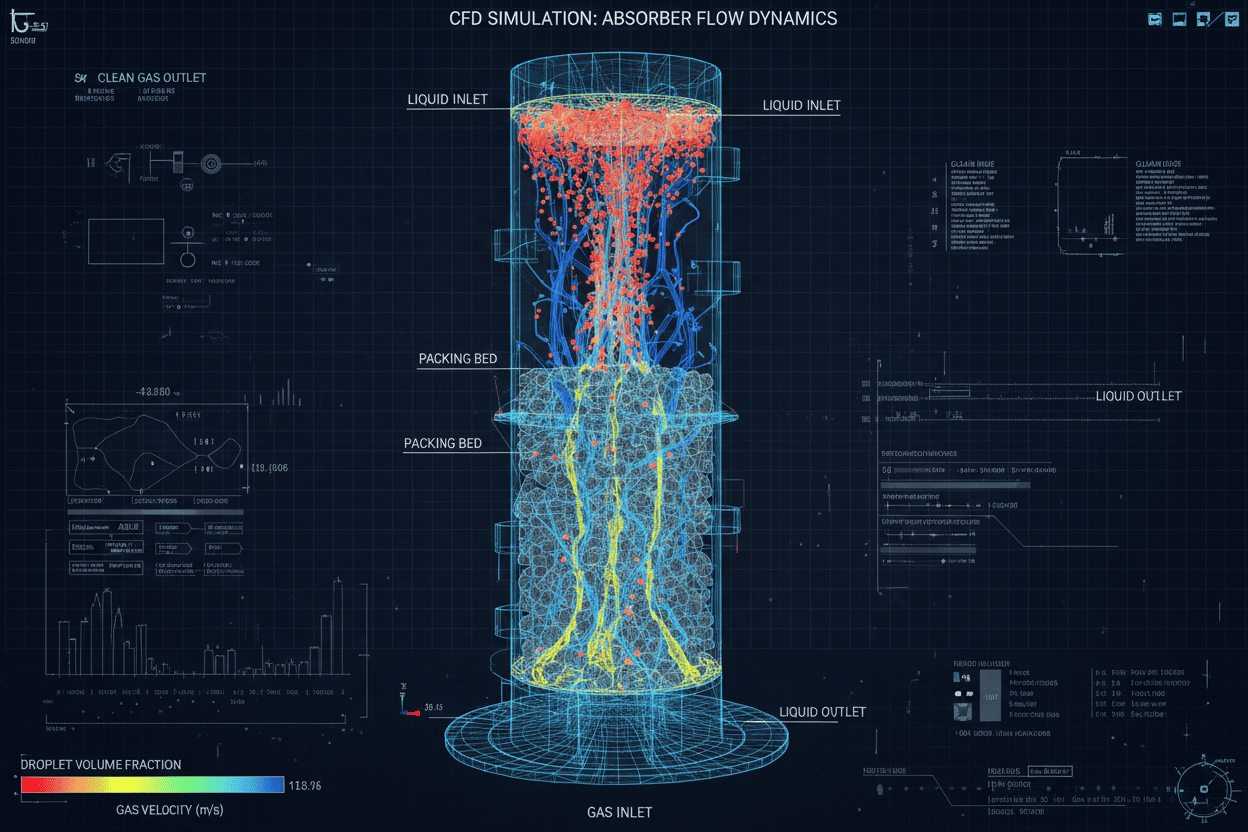
Über die individuelle Auswahl hinaus bestimmt die geometrische Anordnung der Sprühköpfe über die Krümmer hinweg die Verteilungsgleichmäßigkeit. Fortschrittliche CFD-Modellierung ermöglicht es Ingenieuren, Folgendes zu optimieren:
- Düsenabstandsdichte: Typischerweise 8–16 pro m² für eine vollständige Abdeckung
- Header-Elevation: Mehrere Ebenen erzeugen Gegenstrom-Kontakt-Staging
- Sprühorientierung: Leichte Winkelverschiebungen verhindern direkte Wandberührung
- Überlappskoeffizienten: Sicherstellung einer vollständigen Querschnittsabdeckung
Daten aus Nachrüstprojekten zeigen, dass die Neukonfiguration von Arrays auf Basis von CFD-Analysen – bei gleichbleibendem Gesamtumlauf – die Erfassung um 3–7 Prozentpunkte verbessern kann. Dieser Effizienzgewinn resultiert ausschließlich aus einer besseren Verteilung des gleichen Flüssigkeitsanteils.
! CFD-Simulation zeigt Tröpfchenverteilung und Gasströmungsmuster in einem Absorber
{kind=link}
3.4 Der Zuverlässigkeitsfaktor in rauen Umgebungen
FGD-Absorber stellen außergewöhnlich feindliche Bedingungen dar. Düsen müssen Folgendes aushalten:
- Chloridkonzentrationen bis zu 60.000 ppm
- pH-Wechsel zwischen 4,2 (Absorptionszone) und 6,8 (Reaktionstank)
- Abrasive Kalkstein-/Calciumsulfit-Schlamm mit Geschwindigkeiten von über 4 m/s
- Thermische Zyklierung während Start und Abschaltung
Unter diesen Bedingungen wird die Entladungsstabilität zu einer Zuverlässigkeitskennzahl. Premium 316 Edelstahl- und Speziallegierungsdüsen halten über ihre geplante Lebensdauer Durchflusskoeffiziententoleranzen innerhalb von ±3 %, während Komponenten niedrigerer Qualität ±12–18 % abdriften können. innerhalb des ersten Jahres. Diese Instabilität führt direkt zu Betriebsunsicherheit.
4. Schritt-für-Schritt-Leitfaden zur Optimierung Ihres Absorberturms
### 4.1 Systematisches OptimierungsprotokollUm optimale Leistung zu erreichen, ist ein methodischer Ansatz erforderlich, der Messung, Analyse und Kalibrierung der Durchflussrate der Düse kombiniert.
Schritt 1: Baseline-Messung und Dokumentation
- Aufzeichnen der aktuellen Durchflussraten der Umlaufpumpe (insgesamt und pro Kopf)
- Messung von Ein- und Auslass-SO₂-Konzentrationen unter stationärer Last
- Inventar der Dokumentdüse: Typ, Anzahl, K-Faktor, Installationsdatum
- Berechnung des tatsächlichen Flüssigkeits-Gas-Verhältnisses unter aktuellen Bedingungen
- Überprüfung der Genauigkeit der Gasstrommessung
Schritt 2: Lückenanalyse anhand von Designspezifikationen
- Vergleichen Sie das gemessene Verhältnis mit dem ursprünglichen Entwurfswert
- Zonen mit Deckungsmängeln durch Sichtprüfung identifizieren
- Beurteilung des Verschleißzustands durch Durchflusstests repräsentativer Proben
- Historische Emissionsdaten auf Trends überprüfen
Schritt 3: Düsenspezifikation und -auswahl
- Zielanteil anhand des Schwefelgehalts und der Emissionsgrenzen zu definieren
- Düsentypen auswählen, die den erforderlichen Durchfluss am verfügbaren Pumpenkopf liefern
- Spezifizieren Sie die Tröpfchengrößenverteilung, die auf die Eigenschaften Ihres Absorbers abgestimmt ist.
- Sicherstellung der Materialkompatibilität mit der Schlammchemie
- Beschaffung von Düsen mit dokumentierten K-Faktor-Toleranzen
Schritt 4: Umsetzung und Validierung
- Ersatzdüsen nach Herstellerspezifikationen zu installieren
- Pumpendrehzahl oder Ventilpositionen anpassen, um Ziele zu erreichen
- Durchführung von Leistungstests an mehreren Lastpunkten (50 %, 75 %, 100 % MCR)
- Überwachung von Auslass-SO₂, Druckabfall und Pumpenleistung für eine 30-tägige Validierung
- Dokumentiere die As-Built-Konfiguration für zukünftige Referenz
Schritt 5: Kontinuierliche Überwachung und vorbeugende Wartung
- Festlegung routinemäßiger Inspektionsintervalle (vierteljährlich für Hochabschleißservice)
- Proportionstrends durch DCS-Datenerfassung verfolgen
- Aufrechterhaltung von Ersatzbeständen, die den aktuellen Spezifikationen entsprechen
- Planen Sie einen proaktiven Ersatz, bevor die Entlassungsabweichung ±5 % übersteigt.
! [5-Schritte-Optimierungs-Flussdiagramm-Messung bis zur Wartung] (https://www.nozzle-intellect.com//uploads/5-Step%20Optimization%20Flowchart%20Measurement%20to%20Maintenance.png)
4.2 Kritische Erfolgsfaktoren
Die Analyse erfolgreicher Projekte identifiziert drei konsistente Faktoren:
- Genaue Durchflussmessung: Kalibrierte Durchflussmesser an jedem Header ermöglichen präzise Berechnungen und Steuerungen
- Standardisierte Spezifikationen: Eine einzelne genehmigte Spezifikation pro Zone verhindert Leistungsschwankungen
- Datengetriebener Austausch: Die Grundlage von Zeitplänen auf gemessener Degradierung statt beliebiger Intervalle optimiert die Kosten
"Anlagen, die von kalenderbasierten Ersatz- zu zustandsbasierten Programmen umgestellt haben, berichteten durchschnittliche Düsen-bezogene O&M-Einsparungen von 23 % und verbesserten gleichzeitig die SO₂-Erfassung Konsistenz." — Power Plant Chemistry Journal
5. Praxisnahe Anwendungen in verschiedenen Branchen
### 5.1 Fallstudie 1: 660 MW KohlekraftwerkEin pulverisiertes Kohlekraftwerk, das hochschwefelhaltige indonesische Kohle (3,2 % S) verbrannte, hatte chronische Schwierigkeiten, eine 98 % SO₂-Abscheidung aufrechtzuerhalten. Die Untersuchung ergab, dass der Betriebsanteil für 1,5 % S-Kohle ausgelegt war und für die tatsächliche Brennstoffqualität nicht ausreichte.
Herausforderung:
- Konstruktionsverhältnis: 18 L/m³
- Benötigt für 3,2 % S-Kohle: 26 l/m³
- Bestehende Düsen: 40 Einheiten mit 15 L/min Flügel-Typ-Vollkegel
Lösung:
- Aufgerüstet auf großflüssige Spiral-Vollkegeldüsen (35 L/min bei 2,5 bar)
- Erhöhte Aktivitätszahl von 40 auf 52 pro Sprühniveau
- Hinzufügung einer dritten Header-Ebene zur Schaffung einer zusätzlichen Massenübertragungsstufe
- Installierte Frequenzvariablen Antriebe für präzise Steuerung
Ergebnisse:
- Betriebsanteil stieg von 18 auf 27 L/m³
- Die Fangeffizienz verbesserte sich von 92,4 % auf 98,6 %
- Emissionseinhaltung über eine 18-monatige Überwachung aufrechterhalten
- Der spezifische Energieverbrauch stieg nur um 11 %
5.2 Fallstudie 2: Sinter-Off-Gas-Behandlung in einem Stahlwerk
Ein großes Stahlwerk verlangte eine FGD-Nachrüstung für Sintermaschinen mit Off-Gas, wobei der geringste Wasserverbrauch aufgrund der starken lokalen Knappheit Priorität hatte.
Herausforderung:
- Einlass SO₂: 1.800 mg/Nm³
- Verfügbares Wasserbudget: 60 % des konventionellen Designs
- Zielerfassung: 95 %
- Erforderliches Verhältnis: unter 12 L/m³
Lösung:
- Ausgelöste Hohlkegel-Präzisionsdüsen, die 1.500 μm SMD-Tröpfchen erzeugen
- Optimierte Header-Geometrie mittels CFD-Modellierung
- Implementierte dreistufige Gegenstrom-Spritzanordnung
- Ausgewählte Luftatomisierungsdüsen für den Drehbetrieb
Ergebnisse:
- Erreichte 10,5 L/m³ durch überlegene Atomisierung
- Erreichte 96,2 % Einfangeffizienz
- Wasserverbrauch um 42 % im Vergleich zur herkömmlichen Konfiguration reduziert
- Nebenprodukt-Gips erfüllte die Bauqualitätsspezifikationen
Dies zeigte, dass feinere Tröpfchenerzeugung geringere Anteile teilweise durch Vergrößerung der Schnittflächenfläche ausgleichen kann.
5.3 Fallstudie 3: Verbrennung von kommunalem Abfall
Eine Abfall-zu-Energie-Anlage erlitt eine beschleunigte Degradierung ihres hybriden FGD-Systems, was zu einem fortschreitenden Rückgang und Emissionsüberschreitungen führte.
Herausforderung:
- Chloridinduzierte Korrosion degradierte 316SS-Düsen innerhalb von 6 Monaten
- Entladungsabbau: −15 % innerhalb von 4.000 Stunden
- Ungleichmäßige Verteilung erzeugte trockene Stellen mit starker lokaler Korrosion
- Manueller Austausch erfordert vierteljährliche Abschaltungen
Lösung:
- Spezifizierte Siliziumkarbid-Verbunddüsen mit 316SS-Gehäusen
- Neugestaltetes Layout für 20 % Überlappungskoeffizienten (zuvor 8 %)
- Installation von Absperrventilen, die den Austausch der Online-Bank ermöglichen
- Implementierung von Differenzdrucküberwachung für Echtzeit-Trending
Ergebnisse:
- Dienstzeit von 6 bis 28 Monaten verlängert
- Verbesserte Betriebsstabilität: ±2 % Schwankung gegenüber früheren ±11 %
- Einfangeffizienz zwischen 97,2–98,1 %
- Ungeplante Abschaltungen wurden beseitigt; Die jährliche Verfügbarkeit stieg um 3,2 %
Praktische Einsicht: In korrosiven Umgebungen hat die Materialwahl einen unverhältnismäßigen Einfluss auf die langfristige Stabilität. Die Aufpreiskosten von SiC-Düsen werden typischerweise bereits im ersten verlängerten Zyklus durch vermiedene Abschaltkosten wieder eingedeckt.
! Industrielle Absorberinstallation zeigt mehrere Sprühkopfe. Stufen
{kind=link}
In allen drei Fällen war der gemeinsame Nenner die Erkenntnis, dass die Düsenstromtechnik – nicht nur die Pumpengröße – der entscheidende Faktor darstellt. Die in Sprühstaubunterdrückung-Anwendungen etablierten Prinzipien lassen sich direkt auf das FGD-System übertragen Design, bei dem die kontrollierte Flüssigkeitsverteilung die Ergebnisse der Umwelteinhaltung bestimmt.
6. Häufig gestellte Fragen
Was ist das ideale Betriebsverhältnis für maximale Erfassungseffizienz?
Es gibt keinen universellen idealen Wert – optimale Einstellungen hängen von der Einlasskonzentration von SO₂, dem Schwefelgehalt des Brennstoffs, der Zielentfernungsrate und dem Absorberdesign ab. Die Analyse zeigt, dass bei typischen Kohleanwendungen mit 1–2 % Schwefelabnahme von 95–98 % Werte zwischen 18–25 L/m³ die beste Balance liefern. Für ultraniedrige Emissionsanforderungen müssen die Verhältnisse bei schwefelreichen Brennstoffen möglicherweise 25 L/m³ überschreiten.
Der Schlüssel ist, den Betriebsparameter an spezifische Massenübertragungsanforderungen anzupassen, anstatt generische Regeln anzuwenden. Tests zeigen, dass jede Anwendung ein eigenes wirtschaftliches Optimum hat.
Wie beeinflusst die Düsenentladungsrate direkt das Betriebsverhältnis?
Die Düsenentladungsrate bildet den Zähler der Verhältnisgleichung. Der gesamte Flüssigkeitsfluss entspricht der Summe aller einzelnen Raten. Wenn je 80 Düsen mit 20 L/min fließen, beträgt der Gesamteinsatz 1.600 L/min. Teilt man durch den Rauchgasstrom, erhält man den Anteil.
Betreiber passen typischerweise durch Änderungen der Pumpengeschwindigkeit oder durch Aktivieren/Deaktivierung von Header-Ebenen ein. Die grundlegende Einschränkung ist jedoch der K-Faktor der Düse – höhere K-Faktoren liefern einen höheren Durchfluss bei gleichem Druck und legen so den erreichbaren Bereich fest.
Welche Düsenspezifikationen sind am wichtigsten für die Aufrechterhaltung der Stabilität?
Für langfristige Stabilität umfassen Prioritätsspezifikationen:
- Durchflusskoeffiziententoleranz: Engere Toleranzen (±2 % gegenüber ±5 %) sorgen für vorhersehbare Ergebnisse über Austauschzyklen hinweg
- Verschleißfestigkeit: Materialien mit höherer Härte erhalten die Geometrie länger
- Sprühwinkelkonsistenz: Abweichungen verteilen das effektive Verhältnis über den Querschnitt
- Verstopfungswiderstand: Durchgänge unter 8 mm sind zunehmend anfällig für Schlammverstopfungen
Daten zeigen, dass Düsen mit dokumentierten Verschleißkurven, die vorausschauenden Austausch ermöglichen, einen überlegenen Lebenszykluswert liefern.
Kann ich optimieren, ohne bestehende Düsen zu ersetzen?
Ja, mehrere Anpassungen können innerhalb bestehender Hardware-Einschränkungen helfen:
- Pumpen-VFD-Einstellung: Modulationsdrehzahl ändert den Krümmerdruck und die Auslassrate
- Header-Staging: Das Aktivieren oder Deaktivieren von Tiers ändert die Anzahl der aktiven Düsen.
- Optimierung der Schlammdichte: Die Anpassung des Feststoffgehalts beeinflusst die Viskosität und den effektiven Massentransport
- pH-Verfeinerung: Eine Erhöhung des pH-Werts erhöht die Alkalinität, was möglicherweise eine ausreichende Entfernung bei niedrigeren Verhältnissen ermöglicht
Allerdings schränken betriebliche Anpassungen allein die Optimierung typischerweise auf ±15 % der Designwerte ein. Step-change-Verbesserungen erfordern in der Regel Spezifikationsverbesserungen.
Wie oft sollten FGD-Düsen inspiziert oder ausgetauscht werden?
Die Intervalle hängen von der Verschleißumgebung ab, aber Best Practices umfassen:
- Visuelle Inspektion: Monatlich während verfügbarer Zugangsfenster
- Durchflussverifikation: Vierteljährliche Tests repräsentativer Stichproben (5–10 % des Bestands)
- Musterbewertung: Halbjährliche Video-Sondebewertung
- Ersatzauslöser: Wenn die Auslassabweichung ±5 % übersteigt oder die Winkelverringerung 10 % übersteigt.
Für typische Kalkstein-FGD mit 316SS-Düsen liegt der Austausch zwischen 12 und 24 Monaten. Siliziumkarbid im gleichwertigen Einsatz kann bis zu 36–48 Monate dauern.
7. Fazit: Präzisionsdüsentechnologie als Ihr Wettbewerbsvorteil
Die Belege stellen eine eindeutige Verbindung her: Düsendurchfluss-Engineering ist der grundlegende Ermöglicher der Optimierung des Flüssig-Gas-Verhältniss, was der wichtigste Hebel für Fangeffektivität in Nass-FGD-Systemen.Daten von betriebenen Anlagen, Forschungseinrichtungen und Regulierungsbehörden zeigen beständig, dass:
- Anteile im Bereich 18–25 L/m³ erfüllen die meisten SO₂-Anforderungen an kohlebefeuerte SO₂
- Düsenspezifikationen bestimmen nicht nur den nominalen Betriebswert, sondern auch dessen Verteilungsgleichmäßigkeit und Massenübertragungseffizienz
- Proaktive Managementprogramme – Übergang von reaktivem zu bedingungsbasiertem Ersatz – liefern quantifizierbare Erträge in Bezug auf Verfügbarkeit und Kostenreduzierung
- Materialauswahl- und geometrische Optimierungsmischung über den Lebenszyklus hinweg
Für Betreiber und Ingenieure, die für FGD-Leistung verantwortlich sind, sind die Implikationen klar. Investitionen in präzisionskonstruierte Düsen, systematische Überwachung und datengetriebene Wartung stellen keine zusätzliche Ausgabe, sondern eine ertragreiche operative Entscheidung dar.
"Anlagen, die erstklassige Leistung erzielen, teilen ein gemeinsames Merkmal: Sie betrachten die Spezifikation und das Management von Düsen als Kerningenieurdisziplin und nicht als Ware Beschaffungsübung." — Environmental Science & Technology Review
Da die Emissionsstandards weltweit verschärft werden – von Chinas ultraniedriger Emissionsinitiative bis zur EU-Richtlinie für industrielle Emissionen – liegt die Leistungsmarge zwischen ausreichend und optimiert Die Operation weitet sich aus. Anlagen, die mit Präzisionssystemen ausgestattet sind, die Ziele unter variablen Bedingungen halten können, behalten Flexibilität und Einhaltung dort, wo andere Einschränkungen haben.
Die Technologie existiert. Der wirtschaftliche Fall ist validiert. Die verbleibende Frage ist die Umsetzungspriorität.
Empfohlene nächste Schritte
Basierend auf dieser Analyse priorisieren Sie die folgenden Maßnahmen:
- Führen Sie eine Betriebsanteilsprüfung Ihres aktuellen Absorbers durch: Messen Sie tatsächliche versus Konstruktionswerte, identifizieren Sie Verteilungsmängel und dokumentieren Sie den Düsenbestand
- Bewerten Sie Upgrade-Möglichkeiten für Ihr nächstes Wartungsfenster: Vergleichen Sie aktuelle Leistungsdaten mit modernen, präzisionskonstruierten Alternativen mit engeren Toleranzen
- Entwicklung eines zustandsbasierten Managementprotokolls mit Durchflusstests, Inspektionsplanung und prädiktiven Ersatzkriterien basierend auf dokumentierten Verschleißkurven
Für weitere technische Hinweise zu industriellen Sprühdüsenanwendungen in den Bereichen Emissionskontrolle, Staubunterdrückung und Gasbehandlungssysteme entdecken Sie unsere umfassende Anwendung Ressourcen.