





Wie Lasermessung für Düsenverschleiß die ROI von Stahlwerken maximiert
Unerwartete Ausfallzeiten im Werk und Oberflächenmängel wie eingerollte Waage sind die ultimativen Albträume für jeden metallurgischen Qualitätskontrollspezialisten oder Werksleiter. Seit Jahrzehnten verlässt sich die Stahlindustrie auf einen reaktiven, visuell gesteuerten Ansatz zur Wartung von Hochdruck-Entkalkungssystemen. Wartungsingenieure zogen einen Krümmer, schauten sich die Düsen an und schätzten, ob sie für einen weiteren Durchgang "gut genug" waren. Aber hier ist die kostspielige Wahrheit: Bis man den Verschleiß der Düse mit bloßem Auge sehen kann, verlieren Sie bereits Tausende von Dollar an verschwendeter Pumpenenergie, verminderter Aufprallkraft und schlechter Stahlqualität.
Hier verändert Lasermessung für Düsenverschleiß das Spiel komplett. Durch den Übergang von subjektiven visuellen Inspektionen zu datengetriebener 3D-Laserprofilometrie übernehmen moderne Stahlwerke prädiktive Wartungsstrategien, die mikroskopische Erosion auffangen, bevor sie die Rentabilität zerstört. In diesem umfassenden Leitfaden werden wir erläutern, wie Lasermesstechnologie funktioniert, warum sie die beste Wahl zur Überwachung des Abbaus von Entkalkungsdüsen ist und wie Sie diese Daten nutzen können, um Wartungsbudgets zu rechtfertigen und Ihre Walzwerksabläufe zu optimieren.
! 3D-Lasermess-Scan-Innenöffnung der Hochdruck-Entkalkungsdüse
{kind=link}
Inhaltsverzeichnis
- Verständnis der Lasermessung für Düsenverschleiß: Die Grundlagen
- [Kernkonzepte vereinfacht] (#2-Kernkonzepte-vereinfacht)
- [Schritt-für-Schritt-Leitfaden: Implementierung von Predictive Maintenance Descaling Systems] (#3-Schritt-für-Schritt-Leitfaden-Implementierung-predictive-maintenance-descaling-systeme)
- [Expertentipps & häufige Fallstricke, die man vermeiden sollte](#4-Expertentipps--häufige Fallstricke, die man vermeiden sollte)
- Fazit & Abschlussgedanken
- [Häufig gestellte Fragen (FAQ)](#6-häufig gestellte Fragen-FAQ)
1. Verständnis der Lasermessung für Düsenverschleiß: Die Grundlagen
In der hart umkämpften Stahlindustrie ist Präzision nicht nur ein Schlagwort; Sie ist die Grundlage für die Rentabilität. Hochdruck-Entkalkungsdüsen arbeiten in extremen Umgebungen und strahlen Wasser bei Drücken von über 200 bis 400 bar, um Eisenoxid (Kalk) aus heißgewalztem Stahl zu zerbrechen und zu entfernen.
Im Laufe der Zeit wirkt das hochgeschwindigkeitsreiche Wasser, das oft mikroskopisch kleine Partikel transportiert, wie ein abrasiver Wasserstrahl. Langsam wird die innere Geometrie der Düsenöffnung erodiert.
Warum ist das ein kritisches Thema für ausländische B2B-Käufer und Werksleiter? Denn Düsenverschleiß ist ein unsichtbarer Dieb. Eine bloße Vergrößerung der Öffnung um 5 % bis 10 % – für das menschliche Auge völlig unerkennbar – verursacht eine Kaskadenausfall im gesamten System:
- Massive Energieverschwendung: Wenn das Loch größer wird, benötigt das System mehr Wasservolumen, um den gleichen Druck aufrechtzuerhalten. Ein Verschleiß von 10 % kann den Wasserverbrauch um bis zu 20 % erhöhen. Ihre Hochdruck-Mehrstufige Zentrifugalpumpen ziehen deutlich mehr Strom und zerstören so leise Ihre Energieeffizienz-KPIs.
- Verlust der Aufprallkraft: Die Entkalkungseffizienz hängt von dem "Schlag" ab, den das Wasser abgibt. Abgenutzte Düsen verlieren ihr scharfes Sprühmuster, das Wasser über eine größere Fläche verteilt und die Aufprallkraft pro Quadratmillimeter drastisch reduziert.
- Produktabstoßung: Wenn die Aufprallkraft sinkt, scheitert die primäre und sekundäre Entkalkung. Kalk wird in die Stahloberfläche gerollt, was zu teuren Schrottfällen, Downgrades und unzufriedenen nachgelagerten Kunden führt.
Die Implementierung eines prädiktiven Wartungsdeskalierungssystems mittels Lasermessung ermöglicht es Ingenieuren, diesen Verfall empirisch zu verfolgen. Anstatt darauf zu warten, dass der Stahl schlecht aussieht oder die Pumpen überlasten, kann man genau vorhersagen, wann eine Düse ausfallen wird, und Austausch während geplanter Ausfallzeiten planen.
2. Vereinfachte Kernkonzepte
Um den Wert der zerstörungsfreien Prüfung (NDT) in diesem Zusammenhang wirklich zu würdigen, müssen wir den komplexen metallurgischen Jargon abschaffen und die Kernmechanik des Düsenverschleißes und der Messung betrachten.
🔧 Laserprofilometrie (3D-Laserscanning)
Stellen Sie sich vor, Sie versuchen, die Dicke eines menschlichen Haares mit einem Standard-Holzlineal zu messen. Es ist unmöglich; Du brauchst ein Mikrometer. Die traditionelle visuelle Inspektion einer Düse ist wie die Verwendung dieses hölzernen Lineals.
Laserprofilometrie hingegen ist das ultimative Mikrometer. Er verwendet einen hochpräzisen, rotierenden Laserstrahl, um das Innere des Düsenlochs in drei Dimensionen (X-, Y- und Z-Achsen) zu kartieren. Es erfasst Tausende von Datenpunkten, um einen digitalen Zwilling der Öffnung zu schaffen. Diese Technologie erkennt mikroskopische Veränderungen in Form, Verjüngung und Schärfe des Lochs, die das menschliche Auge einfach nicht sehen kann. Es zeigt dir nicht nur ob die Düse abnutzt, sondern wo und wie schnell.
🔧 Abbau der Aufprallkraft (Deskalierende Energie)
Aufprallkraft ist der tatsächliche physische Schlag, den der Wasserstrahl auf den heißen Stahl versetzt, um die Waage abzustoßen.
Denk an einen Gartenschlauch. Wenn du deinen Daumen über das Ende legst, um einen engen, schmalen Strom zu erzeugen, kannst du leicht Erde von deiner Einfahrt wegblasen. Aber wenn du deinen Daumen wegnimmst und das Wasser sich durch eine breite, abgenutzte Öffnung ausbreitet, verliert das Wasser seine Wirkung und spült sanft über den Schmutz. Wenn eine Entkalkungsdüse abnutzt, verliert die innere Geometrie ihre Fähigkeit, das Wasser zu fokussieren. Der Sprühwinkel vergrößert sich, der Druck sinkt, und das Wasser verliert die Aufprallkraft, die nötig ist, um die Kalk des harten Eisenoxids zu zerschmettern.
📊 Vergleich: Visuelle Inspektion vs. 3D Laserprofilometrie
Um Entscheidungsträgern das deutliche Verständnis des Kontrasts zu erleichtern, finden Sie hier eine Aufschlüsselung, warum visuelle Methoden für die Hochrisiko-Stahlherstellung veraltet sind:
| Funktion / Metrik | Traditionelle Sichtprüfung | 3D-Lasermessung (Profilometrie) |
|---|---|---|
| Genauigkeit | Extrem niedrig (Subjektiv) | Ultra-High (Mikron-Präzision) |
| Erkennungsschwelle | > 15–20 % Verschleiß (sichtbarer Schaden) | < 1 % Verschleiß (mikroskopische Erosion) |
| Datenausgabe | "Sieht okay aus" oder "Sieht schlecht aus" | Exakte dimensionale Daten, Volumenverlust, 3D-Abbildung |
| Prädiktive Fähigkeit | Keine (Reaktive Wartung) | Hoch (berechnet Verschleißrate über die Zeit) |
| Auswirkungen auf die Energieversorgung der Pumpen | Versteckt, bis die Pumpen überlasten | Vorbeugt proaktiv Energiespitzen |
| ROI-Rechtfertigung | Schwer, dem Management zu beweisen | Gestützt auf harte Daten und kostengünstige Berechnungen |
! Diagramm, das die Aufprallkraft zwischen neuen und abgenutzten Entkalkungsdüsenöffnungen vergleicht
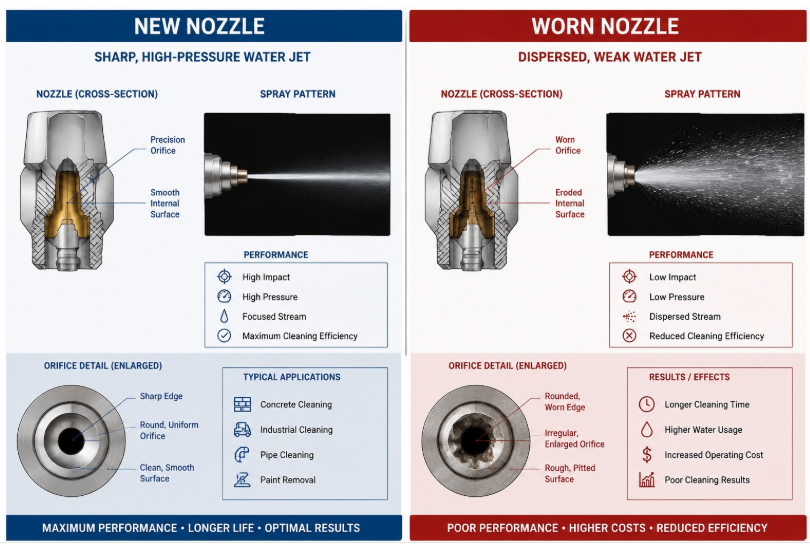{kind=link}
3. Schritt-für-Schritt-Anleitung: Implementierung von Predictive Maintenance Descaling-Systemen
Der Übergang zu einem datengetriebenen Wartungsansatz erfordert eine systematische Methodik. Hier ist eine narrensichere Schritt-für-Schritt-Anleitung zur Integration der Lasermessung in die Standardbetriebsabläufe (SOPs) Ihrer Anlage.
Schritt 1: Etablierung der Basislinie
Bevor Sie den Verschleiß messen können, müssen Sie wissen, wie "perfekt" aussieht. Wenn Sie neue Düsen kaufen, wählen Sie eine zufällige Probe aus der Charge aus und führen Sie einen ersten 3D-Laserscan durch. Das legt deine Null-Stunden-Basisgeometrie fest.
Schritt 2: Definiere die Inspektionsintervalle
Warten Sie nicht auf eine geplante Abschaltung, um zu raten, wann Sie messen müssen. Basierend auf der Tonnage und Wasserqualität Ihrer Mühle legen Sie strenge Abstände fest (z. B. alle 500 Betriebsstunden oder alle 100.000 Tonnen gewalzten Stahl). Ziehen Sie den Header heraus und führen Sie das Laserprofilometer durch die kritischen Düsen.
Schritt 3: Analyse der Verschleißrate und Berechnung des ROI
Vergleiche die neuen Scandaten mit deinem Ausgangswert. Wenn der Laser eine 4%ige Erhöhung des Öffnungsvolumens erkennt, berechnen Sie, was das für Ihre Wasserpumpen bedeutet.
Beispiel für eine ROI-Berechnungsvorlage für Wartungsmanager Datum des Scans: 15.10.2023 Düsen-ID: Header-A-Pos-04 Basisöffnungsfläche: 10,00 mm² Aktuelle Öffnungsfläche (Laserscan): 10,60 mm² (6 % Verschleiß)
Systemauswirkungen:
- Erwarteter Anstieg des Wasserabflusses: +12 % pro Minute
- Geschätzter Energieverlust der Pumpe: 450 $ pro Monat pro Düse
- Erforderliche Maßnahme: Düse beim nächsten geplanten Ausfallzeitpunkt ersetzen (ETA: 14 Tage).
- Begründung: Der Austausch einer 50-Dollar-Düse spart 450 Dollar an Energie und verhindert ein mögliches Schrottrisiko von 5.000 Dollar.
3.1 Szenario A: Baseline-Profilierung & Materialauswahl
Eine der leistungsstärksten Anwendungen von Laser-Verschleißdaten ist es, Ihnen bei der Auswahl der richtigen Materialien zu helfen. Unterschiedliche Stahlqualitäten und Wasserqualitäten verursachen unterschiedliche Arten von Erosion. Durch die Analyse der 3D-Verschleißmuster können Metallurgieingenieure feststellen, ob das aktuelle Düsenmaterial vorzeitig versagt.
Wenn zum Beispiel der Laserscan schnelle, aggressive Gruben im Inneren der Öffnung zeigt, könnte Ihr Wasser hohe Mengen an abrasivem Silizium enthalten. Diese empirischen Daten liefern genau die Begründung, die nötig ist, um Ihre Materialien aufzuwerten. Sie können Wolframkarbid vs. gehärteten Stahl mit Sicherheit anhand der spezifischen Verschleißraten Ihrer Anlage bewerten, anstatt sich auf Herstellerangaben zu verlassen.
Materialauswahldatentabelle (basierend auf Laser-Verschleißprofilen):
| Düsenmaterial | Typische Lebensdauer (Standardwasser) | Widerstand gegen abrasive Partikel | Am besten geeignet für | Anfangskosten vs. langfristige ROI |
|---|---|---|---|---|
| 400er Serie Edelstahl | 3 - 6 Monate | Low | Niederdruck-Sekundärkühlung | Niedrige Kosten / niedrige Rendite in harten Situationen |
| Gehärteter Werkzeugstahl | 6 - 12 Monate | Medium | Standard-Entkalkungsheader | Mittlerer Preis / Moderate ROI |
| Wolframkarbid | 18 - 36+ Monate | Extrem hoch | Hochdruck-Primärentkalkung | Hohe Kosten / Ausgezeichnete langfristige Rendite |
! Mikroskopische Ansicht von Wolframkarbid im Vergleich zu gehärteten Stahldüsenverschleißmustern
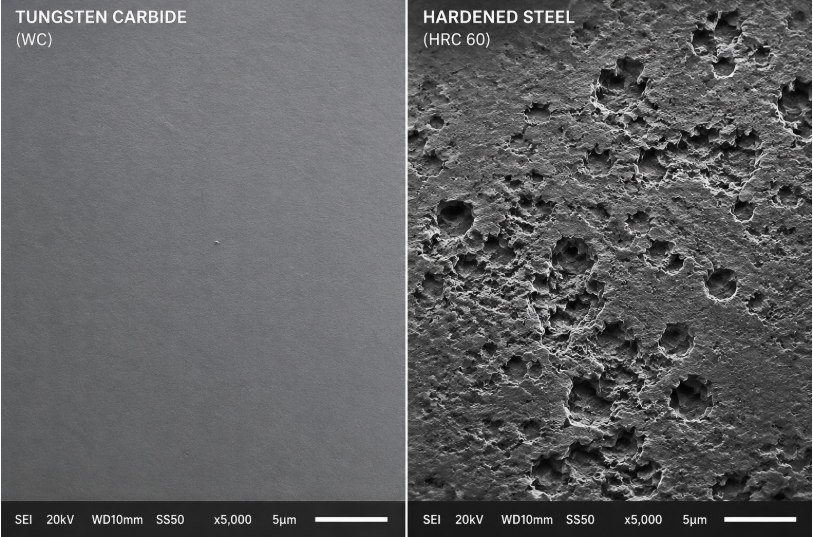{kind=link}
3.2 Szenario B: Diagnose hydraulischer Schock- und Systemdynamik
Manchmal zeigt die Lasermessung Verschleißmuster, die nicht durch normale Wassererosion verursacht werden, sondern durch heftige Systemdynamik.
Der hydraulische Stoß, allgemein bekannt als "Wasserhammer", tritt auf, wenn Ventile im Entkalkungssystem zu schnell schließen. Dies erzeugt einen massiven, plötzlichen Druckstoß, der mit Schallgeschwindigkeit durch die Rohre reist. Es wirkt wie ein physischer Hammer, der von innen auf die Rohre schlägt.
Wenn ein Laser-Scan asymmetrische Abnutzung, Mikrorisse oder plötzliches Abplatzen am Düseneinlass zeigt, ist das ein massives Warnsignal für Wasserhammer. Abgenutzte Düsen sind besonders anfällig dafür, durch diese Druckspitzen vollständig zerstört zu werden. Durch die Identifizierung dieses spezifischen Schadenszeichens mittels 3D-Scans können Ingenieure aufhören, dem Düsenhersteller die Schuld zu geben, und beginnen Systeme vor Wasserhammern zu schützen, indem sie die Ventilschließzeiten anpassen oder hydropneumatische Akkumulatoren installieren.
! Hydraulischer Stoßdruckanstieg beschädigt eine abgenutzte Entkalkungsdüse-Innenstruktur
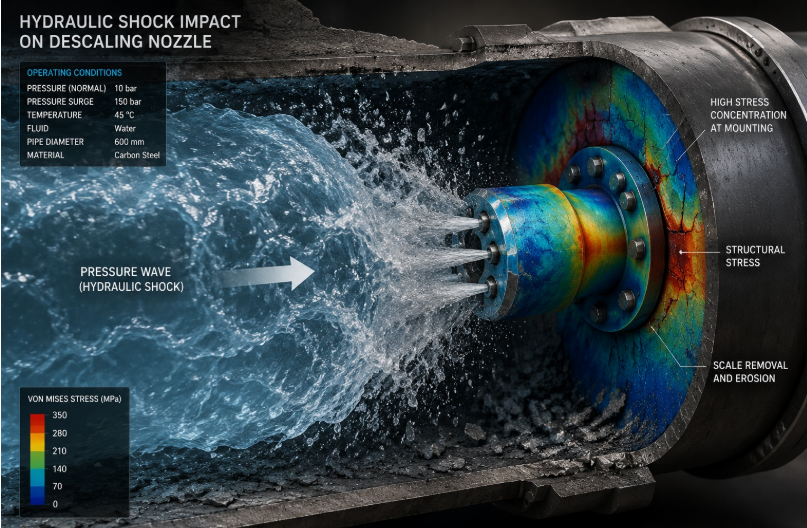{kind=link}
4. Expertentipps und häufige Fallstricke, die man vermeiden sollte
Wenn Sie Zeit in Ingenieurforen wie Eng-Tips verbringen, werden Sie schnell ein wiederkehrendes Thema unter Wartungsfachleuten bemerken: der Kampf, die Kosten für zerstörungsfreie Prüfgeräte (NDT) gegenüber dem nicht-technischen Management zu rechtfertigen. Werksleiter schauen oft auf die Anfangskosten für Laserprofilometrie-Dienstleistungen oder -geräte und zögern, da sie lieber bei den "kostenlosen" visuellen Inspektionen bleiben.
Hier sind die häufigsten Fallstricke, die man vermeiden sollte, sowie Expertentipps, wie man sie umgeht:
- Fallgrube 1: Ausschließlich auf Durchflussmesser angewiesen. Viele Anlagen glauben, sie könnten den Verschleiß der Düsen allein durch den Blick auf den Durchflussmesser des Hauptheaders überwachen. Die Realität: Wenn ein Durchflussmesser im Header einen deutlichen, unbestreitbaren Anstieg des Wasserverbrauchs registriert, sind die Düsen bereits stark abgenutzt, und Sie haben wahrscheinlich bereits defekten Stahl gewalzt. Durchflussmesser messen das Zuschlagstoff; Die Lasermessung misst die Ursache.
- Falle 2: Ignorieren des "Pumpen-Nachteils". Wenn Ingenieure der Lasermessung der Geschäftsleitung vorlegen, konzentrieren sie sich oft zu sehr auf die Qualität der Stahloberfläche (was schwer zu quantifizieren ist, bis eine Charge abgelehnt wird). Der Expertentipp: Rahme den ROI um Pumpenenergie. Eine Multi-Megawatt-Entkalkungspumpe, die aufgrund abgenutzter Düsen mit 15 % höherer Kapazität arbeitet, kostet jährlich Zehntausende Dollar an Stromverschwendung. Die Lasermessung zahlt sich rein durch Energieeinsparungen aus.
- Falle 3: Die Messumgebung wird nicht standardisiert. Wenn Sie einen Laserscanner an einer schmutzigen Düse verwenden, scannen Sie den Schmutz, nicht das Metall. Die Lösung: Reinigen Sie die Düsen immer ultraschalltechnisch, bevor Sie einen 3D-Laserscan durchführen, um sicherzustellen, dass Sie die echte metallurgische Erosion messen.
! Prädiktive Wartungs-Laserabtastung versus reaktive visuelle Inspektion auf Düsenverschleiß
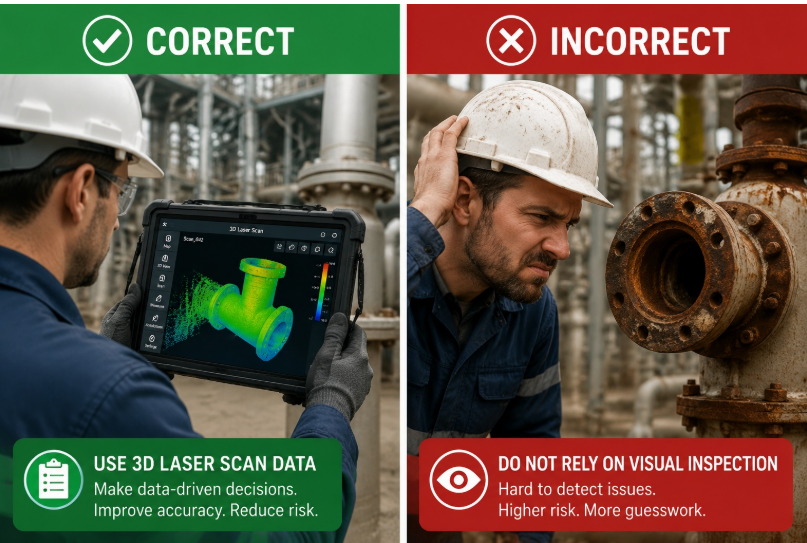{kind=link}
5. Fazit & Abschließende Gedanken
Sich auf das bloße Auge zu verlassen, um präzise technische Komponenten zu überwachen, ist ein Risiko, das sich moderne Stahlwerke nicht mehr leisten können. Der Einsatz von Lasermesstechnologie zur Überwachung von Entkalkungsdüsenverschleiß überbrückt die Lücke zwischen reaktivem Raten und hochprofitabler prädiktiver Wartung.
Durch die Nutzung der 3D-Laserprofilometrie erhalten Sie die empirischen Daten, die benötigt werden, um den Energieverbrauch der Pumpe zu optimieren, Oberflächendefekte zu verhindern, Systemstöße zu diagnostizieren und die langlebigsten Materialien für Ihre Umgebung auszuwählen.
6. Häufig gestellte Fragen (FAQ)
F1: Warum kann ich nicht einfach die Sichtprüfung nutzen, um den Verschleiß der Düsen zu überprüfen? A: Bis der Verschleiß mit bloßem Auge sichtbar ist (15–20 % Erosion), haben Ihre Düsen bereits erheblichen Schaden angerichtet. Eine bloße Vergrößerung der Öffnungsgröße um 5–10 % – visuell nicht erkennbar – erhöht den Wasserverbrauch um bis zu 20 %, verschwendet Energie der Pumpe und verringert die Deskalierung der Aufprallkraft. Die 3D-Laserprofilometrie erkennt <1 % mikroskopischen Verschleiß, bevor sie die Produktion beeinträchtigt.
F2: Wie funktioniert die Laserprofilometrie zur Düsenmessung? A: Ein rotierender Laserstrahl bildet die innere Düsengeometrie in drei Dimensionen (X-, Y- und Z-Achsen) ab und erfasst Tausende von Datenpunkten, um einen digitalen Zwilling der Öffnung zu schaffen. Es erkennt mikroskopische Veränderungen in Form, Verjüngung und Kantenschärfe, die genau zeigen, wo und wie schnell der Verschleiß stattfindet.
F3: Welche Rendite kann ich von der Implementierung der Lasermessung erwarten? A: Die Lasermessung zahlt sich durch drei Kanäle aus: (1) Energieeinsparungen der Pumpe – verhindert 15%+ Kapazitätssteigerungen durch abgenutzte Düsen, (2) Beseitigung von eingerollten Skalendefekten, die zu 5.000+ Dollar Schrottchargen führen, und (3) Optimierung von Austauschplänen, um Notfallabschaltungen zu vermeiden. Ein Ersatz der Düse für 50 Dollar kann allein 450 Dollar pro Monat an Energie sparen.
F4: Wie oft sollte ich meine Entkalkungsdüsen mit einem Laserscan scannen? A: Setzen Sie Intervalle basierend auf der Betriebsintensität – typischerweise alle 500 Betriebsstunden oder alle 100.000 Tonnen gewalzten Stahl. Ziehen Sie während geplanter Wartung die Header ab und scannen Sie kritische Düsen. Vergleiche mit deinem Null-Stunden-Basis, um Verschleißraten zu berechnen und den Austauschzeitpunkt vorherzusagen.
F5: Welche Abnutzungsmuster deuten auf Wasserhammerschäden hin? A: Asymmetrische Abnutzung, Mikrorisse oder plötzliche Absplitterungen am Düseneinlass, die durch 3D-Scans sichtbar werden, sind Warnsignale für hydraulische Schocks. Die normale Erosion ist allmählich und symmetrisch; Wasserhammer verursacht gewalttätige, unregelmäßige Schäden. Falls entdeckt, installieren Sie hydropneumatische Akkumulatoren und passen Sie die Ventilschließzeiten an, anstatt die Düsenqualität zu beschuldigen.
F6: Sollte ich basierend auf Laserdaten auf Wolframkarbid-Düsen umsteigen? A: Wenn Laserscans schnelle Lochverstopfungen durch abrasive Partikel (wie Siliziumdioxid in Wasser) zeigen, bietet Wolframkarbid eine Lebensdauer von 18–36+ Monaten im Vergleich zu 3–6 Monaten bei Edelstahl. Nutzen Sie Ihre empirischen Verschleißdaten – nicht die Angaben des Herstellers –, um die höheren Anfangskosten mit bewährten langfristigen ROI-Berechnungen zu rechtfertigen.
Kurze Zusammenfassung für Entscheidungsträger:
| Überlegung | Wichtige Erkenntnisse für den Betrieb des Stahlwerks |
|---|---|
| Das Kernproblem | Die visuelle Inspektion kann den mikroskopischen Verschleiß von 5–10 % nicht erkennen, der die Aufprallkraft ruiniert und enorme Mengen an Pumpenenergie verschwendet. |
| Die Lösung | Die 3D-Laser-Profilometrie kartiert die innere Öffnung und erkennt mikroskopische Erosion, bevor sie die Produktion beeinträchtigt. |
| Finanzielle Auswirkung | Verhindert eingerollte Kalkfehler, senkt die Stromkosten für Hochdruckpumpen drastisch und optimiert den Wasserverbrauch. |
| Strategischer Vorteil | Liefert die harten Daten, die erforderlich sind, um ein Upgrade auf Hochleistungs-Industriedüsen oder die Behebung von Hydrauliksystemfehlern zu rechtfertigen. |
Nächste Schritte: Lass nicht zu, dass unsichtbare Abnutzung deine Ränder auffrisst. Beginnen Sie damit, Ihre aktuellen Entkalkungs-Header zu überprüfen. Arbeiten Sie mit einem spezialisierten NDT-Dienstleister zusammen, um einen Baseline-Laserscan an Ihren bestehenden Düsen durchzuführen und diese Daten zur Berechnung Ihrer versteckten Energieverluste zu verwenden. Die Zahlen sprechen für sich.