





Wie man das Tropfen von Düsen bei einer Papierbeschichtung verhindert: 4 bewährte technische Lösungen zur Beseitigung von Flecken
Wenn Sie Prozessingenieur oder Wartungsleiter in einer Papierfabrik sind, kennen Sie das sinkende Gefühl, wenn Sie Flecken und Streifen auf einer frisch beschichteten Rolle sehen. Eine einzelne tropfende Düse kann innerhalb weniger Stunden Unmengen an "Broke" (Altpapier) erzeugen, was Tausende von Dollar an Ertragsverlust und ungeplanten Ausfallzeiten verursacht. Die eigentliche Ursache ist meist kein Rätsel – es liegt an der Strömungsmechanik, Abrasivverschleiß und der Auswahl der Hardware. In diesem umfassenden technischen Leitfaden erklären wir genau, warum Ihre Beschichtungsdüsen tropfen, und bieten einen Schritt-für-Schritt-Fehlerbehebungsrahmen, um Flecken zu eliminieren, Ihr Flüssigkeitszufuhrsystem zu optimieren und die Verfügbarkeit Ihrer Maschine zu maximieren.
! Papiermaschinen-Beschichtungsabschnitt zeigt ein Hochgeschwindigkeitsnetz ohne Flecken.
{kind=link}
Inhaltsverzeichnis
- [1. Verständnis von Beschichtungsfehlern: Warum jeder Tropfen Geld kostet] (#1-Verstehen-Beschichtungsfehler-warum-jeder-Tropfen-kostet-dich-Geld)
- [2. Kernkonzepte vereinfacht: Die Anatomie eines Tropfens] (#2-Kernkonzepte-vereinfacht-die-Anatomie-eines-Tropfens)
- [3. Schritt-für-Schritt-Fehlerbehebungsleitfaden, um das Tropfen zu stoppen] (#3-Schritt-für-Schritt-Fehlerbehebungsleitfaden zum Stoppen-Tropfen)
- [4. Expertentipps und häufige Fallstricke, die man vermeiden sollte] (#4-Expertentipps--häufige Fallstricke, die man vermeiden sollte)
- [5. Fazit & Abschlussgedanken] (#5-Fazit--abschließende)
- 6. Häufig gestellte Fragen (FAQ)
1. Verständnis von Beschichtungsfehlern: Warum jeder Tropfen Geld kostet
In den hart umkämpften nordamerikanischen und nordischen Zellstoff- und Papiermärkten ist operative Effizienz alles. Beim Auftragen von Beschichtungsfarbe – sei es eine funktionale Barrierebeschichtung oder eine grafische Glanzbeschichtung – ist Präzision nicht verhandelbar.
Eine tropfende Düse erzeugt lokale Bereiche mit überschüssiger Feuchtigkeit und Beschichtungsmasse auf dem Papiernetz. Wenn dieses Netz den Trocknungsbereich berührt, trocknen diese schweren Stellen nicht so schnell wie das umliegende Papier. Das Ergebnis?
- Netzbrüche: Ungleichmäßige Spannungen und Feuchtigkeitsprofile führen zu katastrophalen Netzbrüchen, dem ultimativen Feind der Rentabilität der Mühlen.
- Qualitätsverschlechterungen: Rollen mit Erkennungsfehlern werden sofort herabgestuft oder verschrottet.
- Übermäßige Wartung: Bediener sind gezwungen, die Leitung abzuschalten, um die Sprühkränke manuell zu reinigen, was zu unnötigen Ausfallzeiten führt.
Um das zu lösen, müssen wir unsere Denkweise von "Bränden löschen" hin zur Entwicklung eines robusten, tropfenfreien Sprühsystems ändern.
2. Kernkonzepte vereinfacht: Die Anatomie eines Tropfs
Bevor man sich mit der technischen Problemlösung beschäftigt, ist es entscheidend, die physischen Kräfte zu verstehen, die im Spiel sind. Wir können die komplexe ingenieurwissenschaftliche Terminologie mit praktischen Analogien in einfaches Englisch aufschlüsseln.
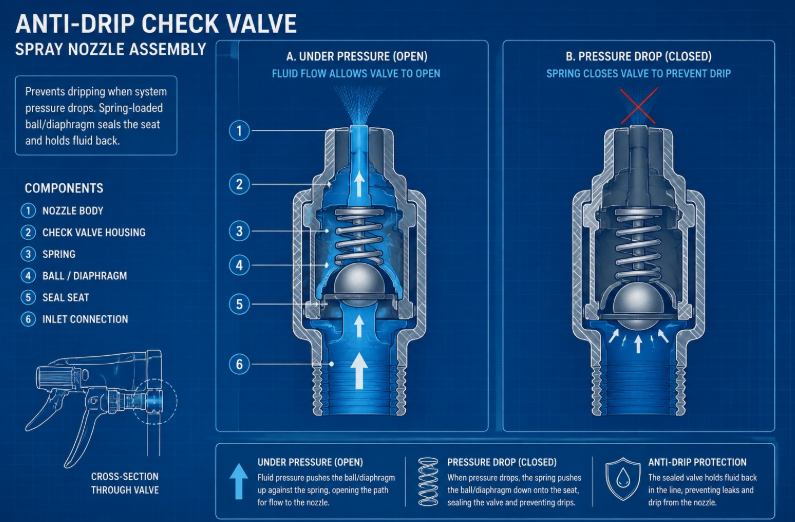
Die "Smart Spring Door" (Antitropf-Rückschlagventile) Stellen Sie sich ein Rückschlagventil wie eine smarte, federbelastete Tür in Ihrer Sanitäranlage vor. Wenn die Systempumpe eingeschaltet wird und Druck steigt, zwingt die Flüssigkeit die Tür auf, was einen perfekten Sprühstrahl ermöglicht. In dem Moment, in dem man die Pumpe abstellt, sinkt der Druck, und die Feder schlägt die Tür sofort zu. Dadurch wird die gesamte Restflüssigkeit im Rohr eingeschlossen und verhindert, dass selbst ein einziger Tropfen auf das Papier ausläuft.
Das "flüssige Sandpapier" (Öffnungsverschleiß) Papierbeschichtungen sind stark mit Pigmenten wie Kaolinton und ausgefälltem Calciumcarbonat (PCC) belastet. Diese Flüssigkeiten durch eine winzige Düse zu pumpen ist, als würde man rund um die Uhr flüssiges Sandpapier hindurchblasen. Mit der Zeit werden die präzisen, scharfen Kanten der Düsenöffnung abgenutzt und größer und runder. Dies zerstört das geplante Sprühmuster und ermöglicht große, unkontrollierte Tropfen.
Der "Quetsch-Ketchup"-Effekt (Flüssigkeitsrheologie und Viskosität) Die Beschichtungsfarbe ist eine nicht-newtonsche Flüssigkeit mit hoher Viskosität. Stell dir vor, du versuchst, eine fast leere Flasche kalten Ketchups auszupressen. Wenn man nicht fest genug drückt (niedriger Druck), spuckt und spritzt es in großen Klumpen. Wenn du den richtigen, konstanten Druck ausübst, fließt alles reibungslos. Bei der Beschichtung kann sich die Flüssigkeit bei einem Druckabfall nicht zu einem feinen Nebel zerstäuben, was zu starken Tropfen führt.
Vergleichstabelle der Kernkonzepte
| Technischer Faktor | Schlechte Einrichtung (verursacht Tropfen und Flecken) | Ideale Anordnung (tropffreier Betrieb) | Erforderliche Aktion des Bedieners |
|---|---|---|---|
| Ventilsystem | Offene Überschriften; Restflüssigkeit entweicht nach dem Abschalten durch die Schwerkraft. | Hinter jeder Düse sind Anti-Tropf-Rückschlagventile installiert. | Rückschlagventile installieren; Überprüfen Sie den Rissdruck. |
| Öffnungszustand | Abgenutzte, vergrößerte oder visuell deformierte Öffnungen (Edelstahl). | Scharfe, präzise bearbeitete Öffnungen (Wolframkarbid/Keramik). | Regelmäßige Sichtkontrolle; Strenger Austauschplan. |
| Flüssigkeitsviskosität | Schwankender Druck; Flüssigkeit spuckt statt zu atomisieren. | Konstanter, hoher Druck, der zum rheologischen Profil der Flüssigkeit passt. | Überwachen Sie die Druckmessgeräte der Pumpe; Kontrolliere die Flüssigkeitstemperatur. |
3. Schritt-für-Schritt-Fehlerbehebungsanleitung zum Stoppen von Tropfen
Wenn Betreiber Spots im Web melden, nutzen Sie dieses Framework, um die Ursache schnell zu isolieren und zu beseitigen.
3.1 Szenario A: Installation von Anti-Tropf-Rückschlagventilen (die sofortige Lösung)
Wenn deine Düsen direkt nach dem Abschalten des Sprühkopfs tropfen, ist die Lösung fast immer ein Rückschlagventil (auch Antitropfventil genannt). Die Schwerkraft zieht die verbleibende Flüssigkeit aus dem Header, und ohne Ventil landet sie direkt auf dem Blatt.
Schritt-für-Schritt-Implementierung:
- Wähle den richtigen Rissdruck: Rückschlagventile öffnen bei einem bestimmten Druck (z. B. 5 PSI oder 10 PSI). Stellen Sie sicher, dass der Betriebsdruck Ihres Systems deutlich über dem Rissdruck liegt, aber niedrig genug ist, dass das Ventil sofort schließt, sobald die Pumpe stoppt.
- Wählen Sie das richtige Material: Da die Farbe der Beschichtung abrasiv ist, sollten Sie sicherstellen, dass die innere Kugel oder Membran des Rückschlagventils aus chemikalien- und verschleißfesten Materialien besteht (wie Viton oder EPDM für Dichtungen und Edelstahlgehäuse).
- Installation: Installieren Sie das Rückschlagventil direkt stromaufwärts vom Düsenkörper.
! Diagramm zeigt den inneren Mechanismus eines Antitropfrückschlagventils für Sprühdüsen.
{kind=link}
3.2 Szenario B: Bekämpfung von Verschleiß der Öffnung durch Schleifbeschichtungen
Wenn das Tropfen während des kontinuierlichen Betriebs auftritt, ist der Verschleiß der Öffnung der Hauptvermuter. Wenn das "flüssige Schleifpapier" die Öffnung vergrößert, steigt die Durchflussrate, der Druck sinkt und die Zerstäubung scheitert.
Wie man erkennt und repariert:
- Durchflusstest: Messen Sie die Leistung einer einzelnen Düse über eine Minute. Wenn die Durchflussrate 10 % bis 15 % über der Herstellerangabe liegt, ist die Düse abgenutzt und muss sofort ersetzt werden.
- Visuelle Musterinspektion: Verwenden Sie ein Stroboskoplicht, um das Sprühmuster während des Betriebs der Maschine zu untersuchen. Eine abgenutzte Düse zeigt schwere Kanten (feste Flüssigkeitsströme an den Seiten) statt eines einheitlichen Ventilators.
- Materialien aufrüsten: Hören Sie auf, günstige Edelstahldüsen für Beschichtungsstationen zu kaufen. Der ROI bevorzugt stark härtere Materialien. Bei der Suche nach Ersatz sollten Sie nach Hochleistungs-Sprühdüsen für die Papierstoffindustrie achten, die Wolframkarbid- oder Rubin-Einsätze verwenden. Diese überdauern Edelstahl um das 10- bis 50-fache und reduzieren so die Ausfallzeiten und die Häufigkeit des Austauschs drastisch.
3.3 Szenario C: Umgang mit Flüssigkeitsviskosität und Druckabfällen
Die Farbrheologie der Beschichtung ändert sich mit Temperatur und Feststoffgehalt. Wenn die Viskosität stark ansteigt, reicht dein aktueller Pumpendruck möglicherweise nicht mehr aus, um die Flüssigkeit zu atomisieren.
Aktionsplan:
- Überwachen Sie den Header-Druck: Installieren Sie digitale Drucksensoren sowohl am Einlass als auch am Sackgasse des Sprühkopfes. Ein Druckabfall entlang des Krümmers bedeutet, dass die Düsen am anderen Ende spucken und tropfen.
- Temperaturkontrolle: Stellen Sie sicher, dass die Farbe der Beschichtung auf der optimalen Temperatur gehalten wird. Kältere Flüssigkeiten sind dicker und schwerer zu atomisieren.
- Filtration: Große Agglomerationen aus Ton oder undispergierten Bindemitteln verstopfen teilweise die Düse. Eine teilweise Verstopfung stört die interne Strömungsdynamik, wodurch die Düse "sabbert". Implementieren Sie Dual-Strainer-Systeme stromaufwärts des Headers.
3.4 Szenario D: Optimierung der Düsenplatzierung und des Winkels
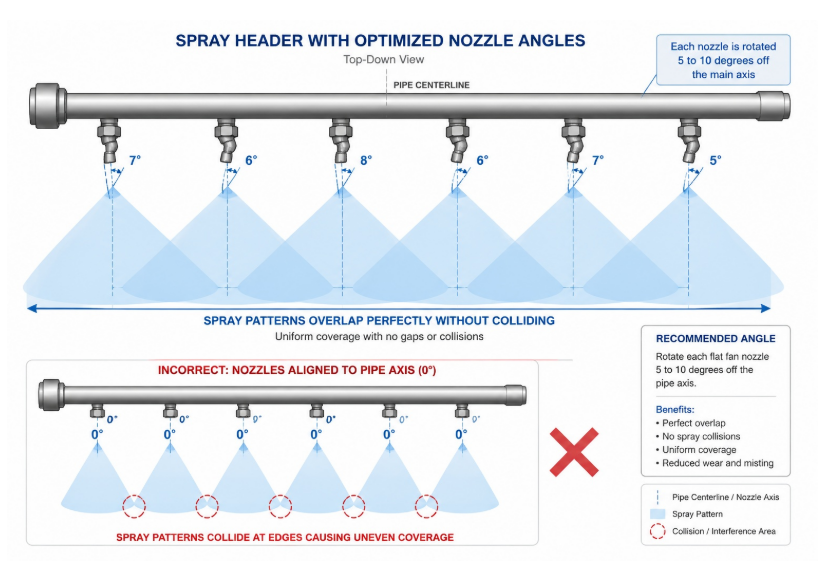
Manchmal sind die Düsen völlig in Ordnung, aber sie sind falsch eingebaut. Wenn Sie flache Lüfterdüsen verwenden, müssen sich deren Sprühmuster leicht überlappen, um eine gleichmäßige Abdeckung über das Papiernetz zu gewährleisten.
Wenn die Düsen jedoch perfekt auf derselben Achse ausgerichtet sind, kollidieren die Ränder ihrer Sprühmuster physisch. Stell dir zwei Duschköpfe vor, die aufeinander gerichtet sind – die Wassertropfen prallen aufeinander, verschmelzen zu massiven, schweren Tropfen und fallen direkt auf das Laken, wodurch schwere Stellen entstehen.
Die 5-Grad-Regel: Um diese Störungen zu verhindern, ist die Optimierung der flachen Lüfterdüsenwinkel entscheidend. Jede Düse am Krümmer muss um 5 bis 15 Grad relativ zur Rohrachse gedreht werden. Dadurch können sich die Sprühmuster nahtlos überlappen, ohne dass die Flüssigkeitsströme kollidieren.
{kind=link}
Lösungsauswahl: Optimale Düsenspezifikationen für die Beschichtung
Verwenden Sie beim Upgrade Ihres Systems diese Spezifikationstabelle, um Ihre Entscheidungsfindung zu unterstützen.
| Spezifikation | Standard-Setup (Hoher Risiko von Spots) | Hochleistungs-Setup (tropffrei) | Warum es für die ROI wichtig ist |
|---|---|---|---|
| Material | 303 / 316 Edelstahl | Wolframkarbid-Einsatz / Keramik | Reduziert das verschleißbedingte Tropfen; Verlängert die Lebensdauer um Monate. |
| Ventiltyp | Keine (direkte Rohrverbindung) | Federbelastetes Membranrückschlagventil | Beseitigt das Abschalttropfen; Spart Unmengen an Pleite während der Stopps. |
| Ausrichtung | 0° (parallel zum Header) | 5° - 15° Versatzwinkel | Verhindert Sprühkollision und starke Tröpfchenbildung. |
| Filterung | Einmasch-Sieb | Selbstreinigend / Doppel-Korbsieb | Verhindert teilweise Verstopfungen, die dazu führen, dass die Düsen sabbern. |
4. Expertentipps und häufige Fallstricke, die man vermeiden sollte
Basierend auf jahrzehntelanger Felderfahrung und Diskussionen in TAPPI-Foren und Ingenieurgemeinschaften sind hier die häufigsten Fallstricke, in die Wartungsteams beim Umgang mit Beschichtungsdüsen geraten.
Fallstrick 1: Überanziehen der Düsenkappen Betreiber glauben oft, dass eine Düse, die vom Boden tropft, einfach fester sein muss. Das Überziehen von Messing- oder Kunststoff-Sicherungskappen verzerrt die innere Abdichtung und verursacht tatsächlich Lecks.
- Expertentipp: Kappen von Hand anziehen und dann mit einem Schraubenschlüssel eine Viertelumdrehung geben. Wechsel immer den O-Ring beim Austausch der Düsenspitze.
Fallgrube 2: Den "Wasserhammer"-Effekt ignorieren Wenn Ihre Ventile an einer Hochdruckleitung zu schnell schließen, kann die Druckwelle (Wasserhammer) die empfindlichen inneren Federn Ihrer Antitropfventile beschädigen.
- Expertentipp: Verwenden Sie Pulsationsdämpfer an Ihren Pumpenleitungen, um Druckspitzen zu glätten, Ihre Ventile zu schützen und ein gleichmäßiges Spritzmuster zu gewährleisten.
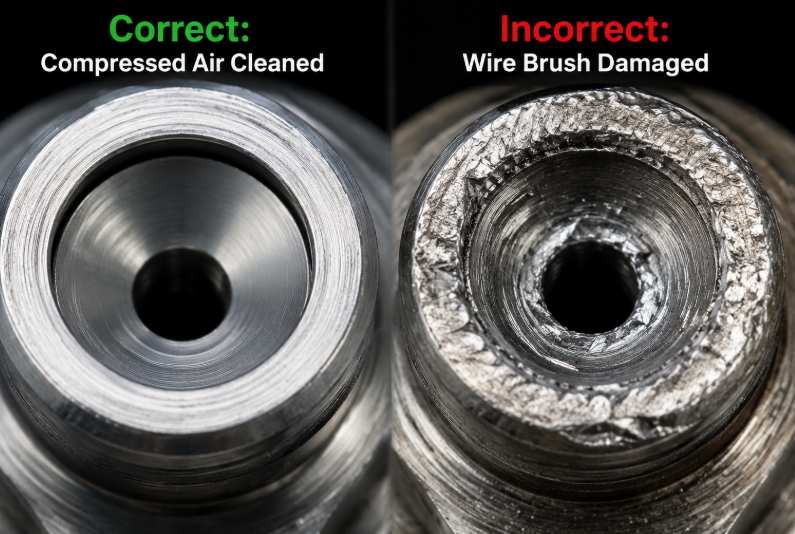
Fallgrube 3: Düsen mit Drahtbürsten reinigen Lassen Sie niemals zu, dass Bediener eine verstopfte Beschichtungsdüse mit einer Drahtbürste, einer Büroklammer oder einem Schweißtippreiniger reinigen. Diese Hartmetallwerkzeuge zerkratzen sofort die präzise bearbeitete Öffnung, ruinieren das Sprühmuster dauerhaft und garantieren Tropfen.
- Expertentipp: Weichen Sie verstopfte Düsen in einem spezialisierten Reinigungsmittel ein und verwenden Sie Holzzahnstocher oder Druckluft, um Verstopfungen zu beseitigen.
{kind=link}
5. Fazit & Abschließende Gedanken
Die Beseitigung von Flecken, die durch das Tropfen der Düse im Papierbeschichtungsprozess entstehen, hängt nicht vom Glück ab; Es geht um strikte Einhaltung von fluiddynamischen Prinzipien und proaktive Wartung. Indem Sie die abrasive Natur der Beschichtungsfarbe und die Mechanik des Drucks verstehen, können Sie ein System entwickeln, das Ihr Papiernetz vor kostspieligen Defekten schützt.
6. Häufig gestellte Fragen (FAQ)
F1: Warum tropft meine Papierbeschichtungsdüse nach dem Abschalten? A: Die häufigste Ursache sind fehlende oder defekte Antitropfrückschlagventile. Wenn die Pumpe stoppt, zieht die Schwerkraft die Restflüssigkeit aus dem Header durch die Düse. Ein federbelastetes Rückschlagventil schließt sofort, wenn der Druck sinkt, und schließt die gesamte Flüssigkeit im Rohr ein und verhindert ein Tropfen nach dem Abschalten.
F2: Woran erkenne ich, ob meine Düsenöffnung abgenutzt ist? A: Führen Sie einen Durchflusstest durch – messen Sie die Leistung über eine Minute. Wenn der Durchfluss 10–15 % über den Herstellerspezifikationen liegt, ist die Öffnung durch Abrasivverschleiß vergrößert. Inspizieren Sie auch Sprühmuster mit einem Stroboskoplicht; Abgenutzte Düsen zeigen schwere Kanten statt gleichmäßiger Lüfter. Setzen Sie es sofort wieder ein, um unkontrollierte Tropfen zu vermeiden.
F3: Welches Düsenmaterial sollte ich für abrasive Papierbeschichtungen verwenden? A: Vermeiden Sie Standard-Edelstahl für Beschichtungsstationen. Die Pigmente (Kaolinton, PCC) wirken wie flüssiges Schleifpapier und nutzen schnell weiche Metalle ab. Upgrade auf Wolframkarbid- oder Rubin-Einsatzdüsen – sie halten 10- bis 50-fach länger als Edelstahl, erhalten präzise Sprühmuster und reduzieren die Häufigkeit des Austauschs drastisch.
F4: Warum erzeugen meine flachen Lüfterdüsen starke Stellen zwischen den Sprühmustern? A: Wenn die Düsen perfekt parallel ausgerichtet sind (0°), kollidieren ihre Sprühkanten physisch. Tropfen verschmelzen zu massiven, schweren Tropfen, die ins Netz fallen. Drehen Sie jede Düse 5–15 Grad relativ zur Header-Achse – so können sich Muster nahtlos überlappen, ohne dass der Strom kollidiert.
F5: Kann die Temperatur das Tropfen der Beschichtungsdüse beeinflussen? A: Ja. Die Farbe der Beschichtung ist nicht-newtonsch – kältere Flüssigkeit wird dicker und schwerer zu verdampfen, was zu Spucken und Tropfen führt. Halten Sie die optimale Flüssigkeitstemperatur und überwachen Sie den Pumpendruck mit digitalen Sensoren sowohl am Einlass als auch an der Sackgasse, um eine gleichmäßige Zerstäubung über alle Düsen zu gewährleisten.
F6: Was ist die richtige Methode, um verstopfte Beschichtungsdüsen zu reinigen? A: Verwenden Sie niemals Drahtbürsten, Büroklammern oder Metallwerkzeuge – diese zerkratzen präzise Öffnungen und ruinieren Sprühmuster dauerhaft. Weichen Sie die Düsen in ein spezielles Reinigungsmittel ein und verwenden Sie Holz-Zahnstocher oder Druckluft, um Verstopfungen zu beseitigen. Wechsel immer die O-Ringe beim Austausch der Düsenspitzen.
Kurze Zusammenfassungstabelle für Mühlenbediener
| Problem beobachtet | Sofortige Überprüfung | Langfristige Lösung |
|---|---|---|
| Tropft sofort nach dem Herunterfahren | Überprüfen Sie auf fehlende oder defekte Rückschlagventile. | Installieren Sie leistungsstarke Antitropfventile an allen Krümmern. |
| Starke Kanten / Spucken während des Laufs | Überprüfen Sie den Pumpendruck und die Viskosität der Flüssigkeit. | Upgrade auf Wolframkarbid-Düsen; Stabilisiere die Temperatur. |
| Große Tropfen, die zwischen den Düsen fallen | Überprüfen Sie den Ausrichtungswinkel der Düse (0° Kollision). | Verschieben Sie alle flachen Lüfterdüsen um 5° bis 15°. |
| Zufälliges Speicheln von bestimmten Düsen | Prüfe auf teilweise Verstopfungen oder beschädigte O-Ringe. | Implementierung von Dual-Filtration; Ban Drahtbürstenreinigung. |
Lassen Sie nicht zu, dass eine abgenutzte Düse für 50 Dollar 5.000 Dollar an Maschinenausfallzeiten verursacht und Papier abfällt. Beginnen Sie noch heute damit, Ihre aktuellen Sprühköpfe zu überprüfen. Überprüfe die Ausrichtung der Düsen, vergewissere dich, ob die Rückschlagventile funktionieren, und stelle für hochviskose Beschichtungen auf verschleißfeste Materialien um.