





Leitfaden zur Auswahl von Sekundärkühldüsen für kontinuierliches Gießen: Optimierung der Stahlqualität und Produktionseffizienz
Die Sekundärkühlung im Dauerguss stellt eine der kritischsten Phasen in der Stahlproduktion dar. Die ausgewählten Düsen beeinflussen direkt die Gerissungsrate, die thermische Spannungsverteilung und letztlich die Qualität Ihres Endprodukts. Dieser umfassende Leitfaden beleuchtet die strategischen Überlegungen zur Optimierung der Düsenauswahl in der sekundären Kühlzone.
Inhaltsverzeichnis
- [Verständnis der Grundlagen der sekundären Kühlzonen](#1 – Verständnis der Grundlagen der sekundären Kühlzone)
- [Schlüsseldüsentypen und ihre Anwendungsbereiche](#2-Schlüsseldüsentypen und ihre Anwendungsbereiche)
- [Kritische Auswahlparameter für optimale Leistung] (#3 – kritische Auswahlparameter für optimale Leistung)
- [Luftnebel vs. hydraulische Düsen: Leistungsvergleich] (#4-Luftnebel vs. hydraulische Düsen-Leistungsvergleich)
- [Wärmeübertragungsoptimierung und Sprühmusterkontrolle] (#5 – Wärmeübertragungsoptimierung und Sprühmusterkontrolle)
- [Häufige Qualitätsfehler und Präventionsstrategien] (#6-Häufige-Qualitätsfehler-und-Präventionsstrategien)
- [Neueste Branchentrends und Technologien (2025-2026)](#7-neueste Branchentrends-und-Technologien-2025-2026)
- [Praktische Implementierungsrichtlinien] (#8-praktische Implementierungsrichtlinien)
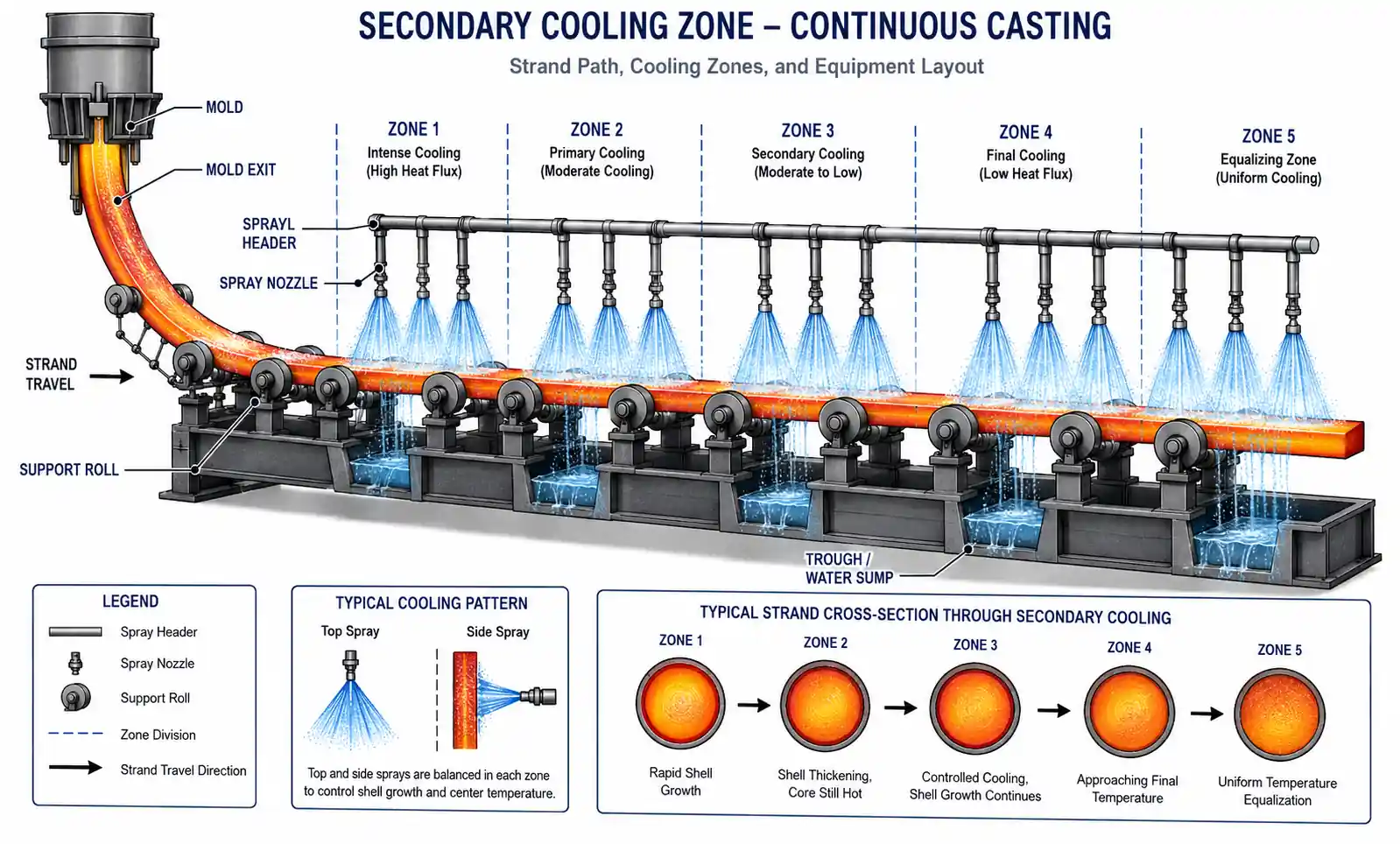
1. Verständnis der Grundlagen der sekundären Kühlzonen
Die sekundäre Kühlzone beginnt unmittelbar nach der Form und setzt sich fort, bis der Stahlstrang vollständig erstarrt ist. Während dieser Phase entfängt kontrollierte Wassersprühanwendung die Wärme von der Strangoberfläche, während ein Gleichgewicht zwischen Kühlintensität und interner Spannungsbewältigung aufrechterhalten bleibt.
{kind=link}
Im Gegensatz zur Primärkühlung in der Form bietet die Sekundärkühlung Flexibilität bei der Steuerung der Kühlgeschwindigkeit über mehrere Zonen. Die Kühlstrategie beeinflusst direkt die metallurgische Struktur, die Oberflächenqualität und die innere Stabilität. Moderne kontinuierliche Gießverfahren verwenden typischerweise 8–15 Kühlzonen, von denen jede unabhängig verstellbare Wasserdurchflussraten hat.
Die grundlegende Herausforderung besteht darin, eine gleichmäßige Wärmegewinnung zu erreichen, ohne thermische Gradienten zu erzeugen, die Risse induzieren. Übermäßige Abkühlraten können Oberflächenwiedererhitzung und Verzerrung der Verhärtung der Hülle verursachen, während unzureichende Kühlung die metallurgische Länge verlängert und das Risiko interner Defekte erhöht. Neuere Forschungen von Springer zeigen, dass die rechnergestützte Optimierung der Düsenparameter die Temperaturgleichmäßigkeit bei ultradickem Plattenguss deutlich verbessert.
Wichtige Leistungsindikatoren:
- Wärmestromgleichmäßigkeit über die Strängbreite hinweg
- Konsistenz der Wasserverteilung
- Kühlgeschwindigkeitskontrolle (Turndown-Verhältnis)
- Energieeffizienz pro Tonne produzierten Stahls
2. Wichtige Düsentypen und ihre Anwendungen
Moderne sekundäre Kühlsysteme verwenden mehrere unterschiedliche Düsentechnologien, die jeweils auf spezifische Gießbedingungen und Produktanforderungen optimiert sind.
Hydraulische Vollkegeldüsen
Vollkegeldüsen bleiben aufgrund ihrer Robustheit und konstanten Leistung das Arbeitstier kontinuierlicher Gießvorgänge. Diese Ein-Fluid-Düsen erzeugen ein kreisförmiges Sprühmuster mit relativ gleichmäßiger Tröpfchenverteilung. Sie glänzen in Anwendungen, die einfache Steuerungssysteme und minimale Wartung erfordern.
Vorteile:
- Geringere Anfangskapitalkosten
- Reduzierter Energieverbrauch (keine Druckluft erforderlich)
- Zuverlässiger Betrieb mit minimaler Verstopfung
- Einfache Durchflussregelung
Einschränkungen:
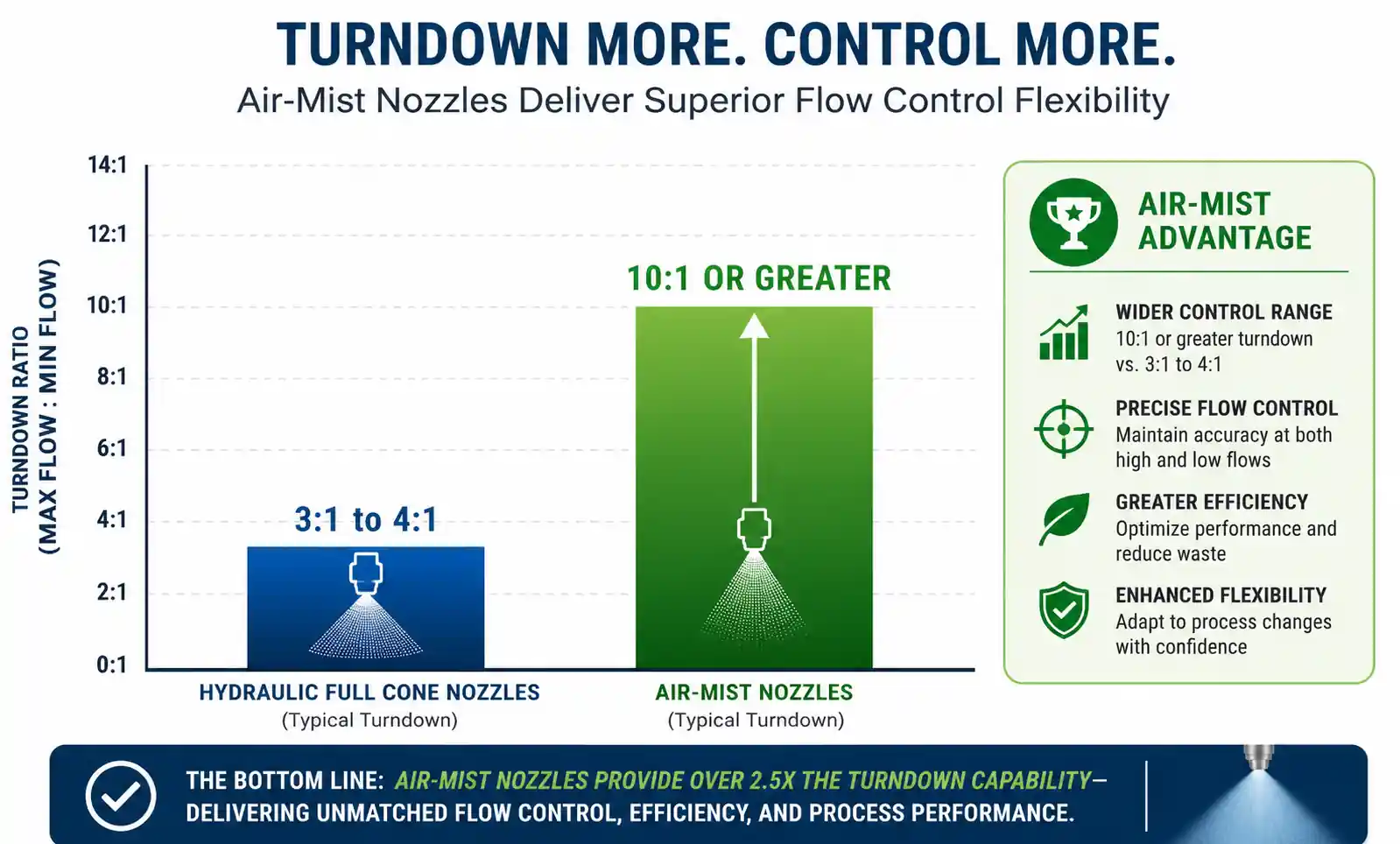
- Schmales Turndown-Verhältnis (typischerweise 3:1 bis 4:1)
- Eingeschränkte Anpassung des Sprühmusters
- Gröbere Tropfengrößenverteilung
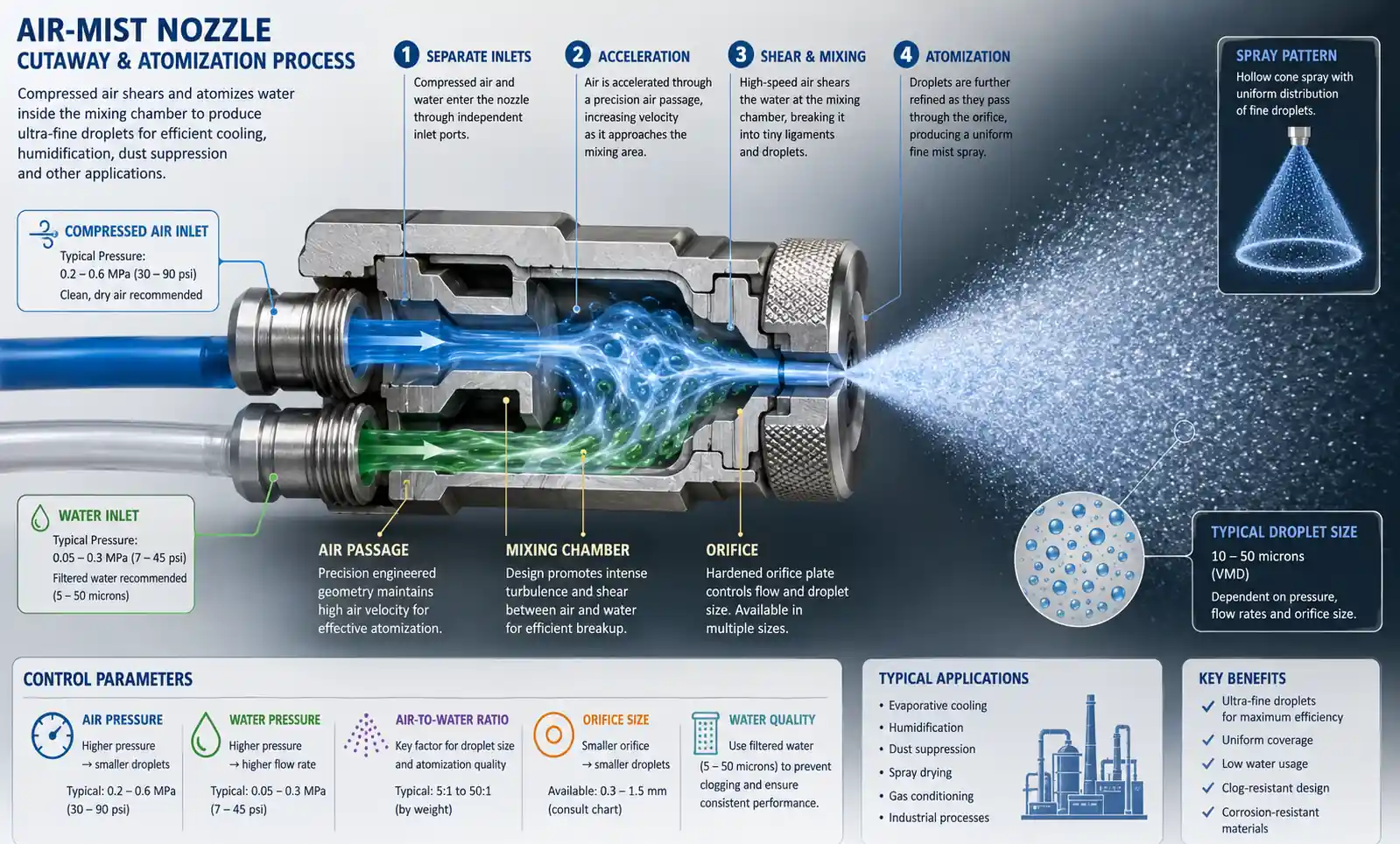
Luftnebeldüsen
Die Luftnebeltechnologie ist zur bevorzugten Wahl für moderne Gießverfahren geworden. Diese Düsen kombinieren Druckluft mit Wasser, um feinere Tröpfchen und gleichmäßigere Sprühmuster zu erzeugen. Lechler USA meldet deutliche Verbesserungen in der Energieeffizienz, wenn Luftnebelsysteme richtig optimiert werden.
{kind=link}
Leistungsvorteile:
- Breites Drehverhältnis (10:1 oder mehr)
- Höhere Wärmeübertragungskoeffizienten
- Feinere Atomisierung für gleichmäßige Kühlung
- Unabhängige Steuerung von Luft- und Wasserstrom
Betriebsliche Überlegungen:
- Höhere Betriebskosten aufgrund des Druckluftverbrauchs
- Komplexere Regelungssysteme werden benötigt
- Erhöhter Wartungsbedarf
Spezialisierte Düsendesigns
HHX FullJet-Düsen: Speziell für das Gießen von Billet entwickelt, bieten diese Düsen eine bessere Sprühverteilung und -abdeckung im Vergleich zu herkömmlichen Designs. Sie minimieren Überschneidungen durch Sprühüberschneidungen und verringern den Wasserverbrauch, während sie gleichzeitig die Kühlwirkung erhalten.
Flachstrahldüsen: Eingesetzt in speziellen Anwendungen, die eine Richtungskühlung erfordern, insbesondere in Randkühlzonen, in denen präzise Sprühplatzierung Eckrisse verhindert.
3. Kritische Auswahlparameter für optimale Leistung
Eine erfolgreiche Auswahl der Düse erfordert eine sorgfältige Bewertung mehrerer miteinander verbundener Parameter. Laut Spraying Systems Co. bilden folgende Faktoren die Grundlage der Auswahlstrategie:
Wasserabschaltverhältnis
Das Turndown-Verhältnis definiert den Bereich zwischen maximalem und minimalem kontrollierbarem Wasserfluss, während akzeptable Sprüheigenschaften erhalten bleiben. Die moderne Stahlproduktion erfordert Flexibilität, um unterschiedliche Qualitäten, Gießgeschwindigkeiten und Produktmaße zu berücksichtigen. Luftnebelsysteme erreichen typischerweise ein Drehverhältnis von 10:1, während hydraulische Düsen auf 3:1 oder 4:1 begrenzt sind.
! Vergleichsdiagramm mit Abschlussquote.
{kind=link}
Sprühwinkel und Muster
Neuere Optimierungsstudien, veröffentlicht in Springer, identifizieren optimale Sprühwinkel zwischen 88 und 99 Grad für die meisten Plattengussanwendungen. Der Sprühwinkel beeinflusst direkt:
- Abdeckungsfläche pro Düse
- Überlappungseigenschaften zwischen benachbarten Düsen
- Wärmeübertragungskoeffizientenverteilung
- Wasserverbrauchseffizienz
Die Wasserdurchflussrate beeinflusst die Geometrie des Sprühwinkels erheblich. Bei 1,58 L/min messen die Sprühwinkel etwa 88,84° und steigen bei 4,14 L/min auf 98,58° an. Diese Beziehung muss in das Design des Regelungssystems einbezogen werden.
Düsenanordnung und Positionierung
Optimale Leistung erfordert eine präzise Positionierung der Düse relativ zur Strängoberfläche. Die rechnergestützte Analyse zeigt, dass ein Düsenabstand von 380 mm in Kombination mit einer Sprühhöhe von 663,5 mm eine überlegene Temperaturgleichmäßigkeit in Anwendungen mit dicken Platten erzeugt. Diese Parameter erfordern jedoch eine Anpassung basierend auf der Geometrie der Gießmaschine und den Produktmaßen.
Layout-Überlegungen:
- Düsenversatz (Abstand zwischen benachbarten Düsen)
- Sprühhöhe über der Strängoberfläche
- Verwaltung von Überlappungszonen
- Zonenabstände
Druckbetriebsbereich
Sowohl Luft- als auch Wasserdruckbereiche müssen mit den Anforderungen des Gießbetriebs übereinstimmen. Der Luftdruck liegt typischerweise zwischen 0,5 und 3,0 bar, während der Wasserdruck je nach Düsenausrichtung zwischen 2,0 und 6,0 bar variiert. Das Steuerungssystem muss einen stabilen Druck über den gesamten Betriebsbereich aufrechterhalten, um eine gleichbleibende Sprüheigenschaften zu gewährleisten.
4. Luftnebel vs. hydraulische Düsen: Leistungsvergleich
Die Wahl zwischen Luftnebel- und hydraulischen Düsensystemen stellt eine grundlegende strategische Entscheidung dar, die langfristige Betriebskosten und Produktqualitätskapazitäten beeinflusst.
{kind=link}
Wärmeübertragungsleistung
Computergestützte Studien zeigen, dass Luftnebeldüsen aufgrund feiner Tröpfchenatomisierung und verbesserter Oberflächenbenetzungseigenschaften überlegene Wärmeübertragungskoeffizienten erzeugen. Der Druckluftstrom erzeugt kleinere Tröpfchen mit einem höheren Oberflächen-Volumen-Verhältnis, was die Wärmeabnahmeeffizienz um 15–25 % im Vergleich zu hydraulischen Düsen bei gleichwertigen Wasserdurchflussraten erhöht.
Steuerungsflexibilität
Hydraulische Düsen bieten eine Ein-Parameter-Regelung durch Anpassung der Wasserdurchflussrate. Luftnebelsysteme bieten eine Mehrparametersteuerung, darunter:
- Wasserdurchfluss
- Luftdurchfluss
- Luftdruck
- Luft-Wasser-Verhältnis
Diese zusätzliche Steuerungsflexibilität ermöglicht eine präzise Anpassung an unterschiedliche Gussbedingungen, Stahlqualitäten und Qualitätsanforderungen. Bediener können die Kühlintensität und die Sprühmustereigenschaften unabhängig anpassen, ohne die Düsen zu wechseln.
Wirtschaftsanalyse
Während Luftnebelsysteme eine überlegene Leistung bieten, verursacht der Druckluftverbrauch erhebliche Energiekosten. Ein typischer Plattengießer verbraucht 15.000–25.000 m³/Stunde Druckluft für die Sekundärkühlung. Bei industriellen Strompreisen stellt dies erhebliche Betriebskosten dar. Verbesserte Produktqualität und geringere Schrottraten rechtfertigen jedoch oft den zusätzlichen Energieaufwand.
Kostenvergleichsfaktoren:
- Investitionen in Kapitalanlagen
- Erzeugung und Verteilung von Druckluft
- Wartungsanforderungen und Ersatzteile
- Wasserverbrauch
- Verbesserungen der Produktqualität und Reduzierung von Schrott
Laut Branchenressourcen hängt die Entscheidung letztlich von den Produktionsprioritäten ab – hydraulische Systeme für kostensensible Operationen mit weniger anspruchsvollen Qualitätsanforderungen, Luftnebelsysteme für hochwertige Produktqualitäten, die eine präzise Wärmeregulierung erfordern.
5. Wärmeübertragungsoptimierung und Sprühmustersteuerung
Um einen optimalen Wärmetransfer zu erreichen, ist ein Verständnis der komplexen Wechselwirkung zwischen Sprüheigenschaften, Oberflächenbedingungen und metallurgischen Phänomenen erforderlich.
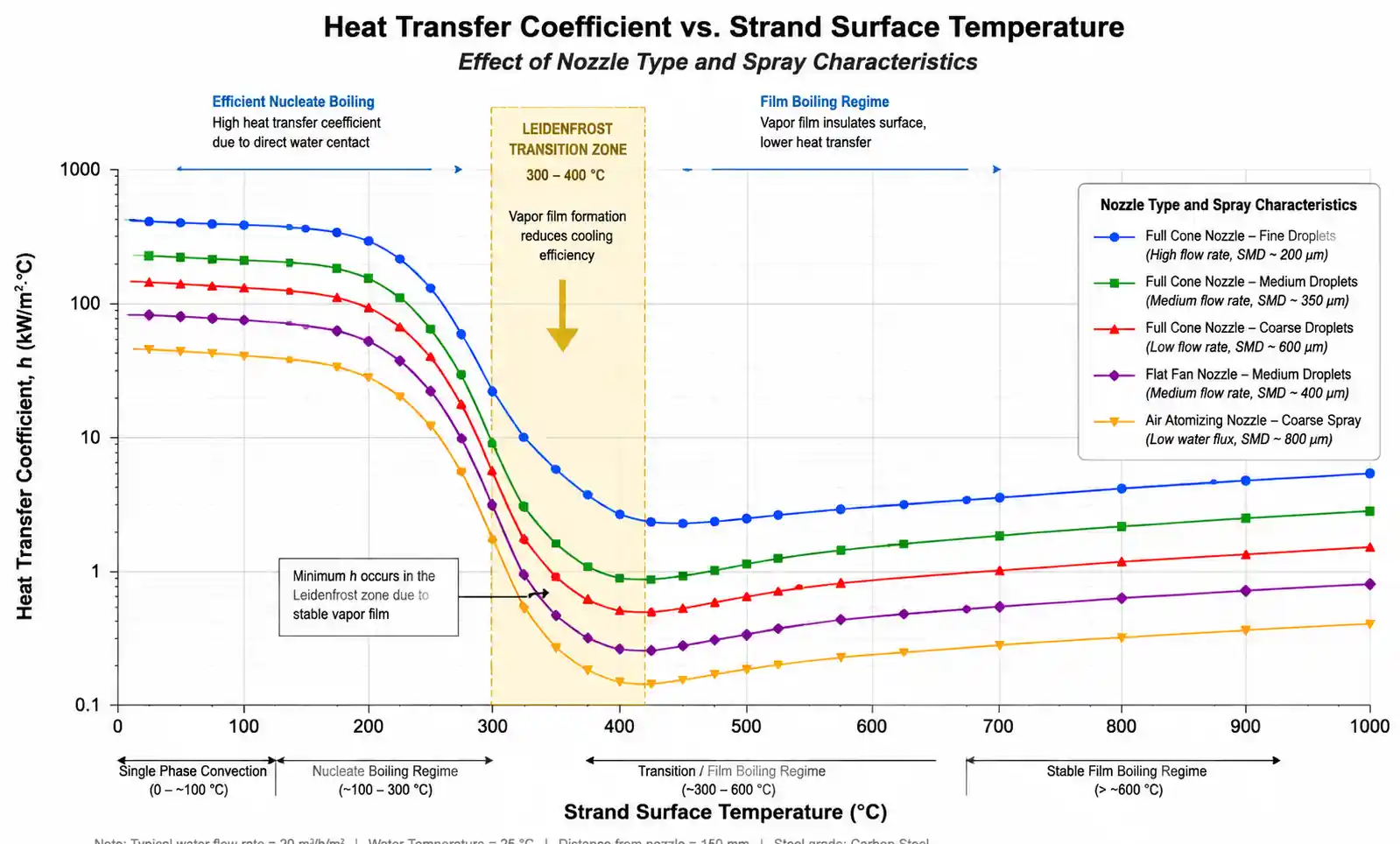
Der Leidenfrost-Effekt
Wenn Wassertropfen Oberflächen oberhalb von etwa 300–400°C berühren, bildet sich eine Dampfschicht zwischen Tropfen und Oberfläche, was die Wärmeübertragungseffizienz drastisch reduziert. Forschungen zu diesem Sprühdesign müssen die Temperatureffekte von Leidenfrost berücksichtigen, um die Kühlwirkung in der gesamten sekundären Kühlzone aufrechtzuerhalten.
! leidenfrost-effekt-hitzetransfer
{kind=link}
Feinere Tröpfchen aus Luftnebeldüsen überwinden teilweise die Leidenfrost-Einschränkungen durch höhere Aufprallgeschwindigkeiten und verbesserte Oberflächendurchdringung. Dies erklärt, warum Luftnebelkühlung über unterschiedliche Oberflächentemperaturen der Stränge konsistentere Wärmeübertragungskoeffizienten erzielt.
Spray Overlap Management
Der Bereich, in dem sich benachbarte Sprühmuster überschneiden, weist andere Wärmeübertragungseigenschaften auf als Einzelsprühzonen. Eine genaue Bewertung des Wärmeübertragungskoeffizienten in Überlappungsregionen bleibt entscheidend für die Genauigkeit des thermischen Modells und die Optimierung der Kühlstrategie. MDPI-Forschung zu Optimierungsalgorithmen betont die Bedeutung des Überlappungszonenmanagements zur Verhinderung von Temperaturungleichmäßigkeiten.
Gleichmäßigkeit der Wasserverteilung
Vollkegelstrahldüsen erzeugen im Allgemeinen eine gleichmäßigere Wärmeflussverteilung im Vergleich zu Flachstrahl-Designs, reduzieren Oberflächentemperaturschwankungen und verbessern die Produktqualität. Um Zielgleichmäßigkeit zu erreichen, ist jedoch erforderlich:
- Richtige Düsenauswahl für Betriebsbedingungen
- Regelmäßige Inspektions- und Austauschpläne
- Kalibrierte Durchflusskontrollsysteme
- Validierung der rechnergestützten Modellierung
Dynamische Steuerungsstrategien
Moderne Gießverfahren nutzen eine Echtzeitanpassung der Kühlparameter basierend auf:
- Variationen der Gießgeschwindigkeit
- Wärmeeigenschaften von Stahlqualität
- Änderungen der Produktdimension
- Schimmelniveauschwankungen
- Messungen der Strängoberflächentemperatur
Fortschrittliche Steuerungsalgorithmen optimieren kontinuierlich die Wasserflussverteilung über Kühlzonen, um die Zielkühlkurven aufrechtzuerhalten und die Ansammlung von thermischer Belastung zu minimieren.
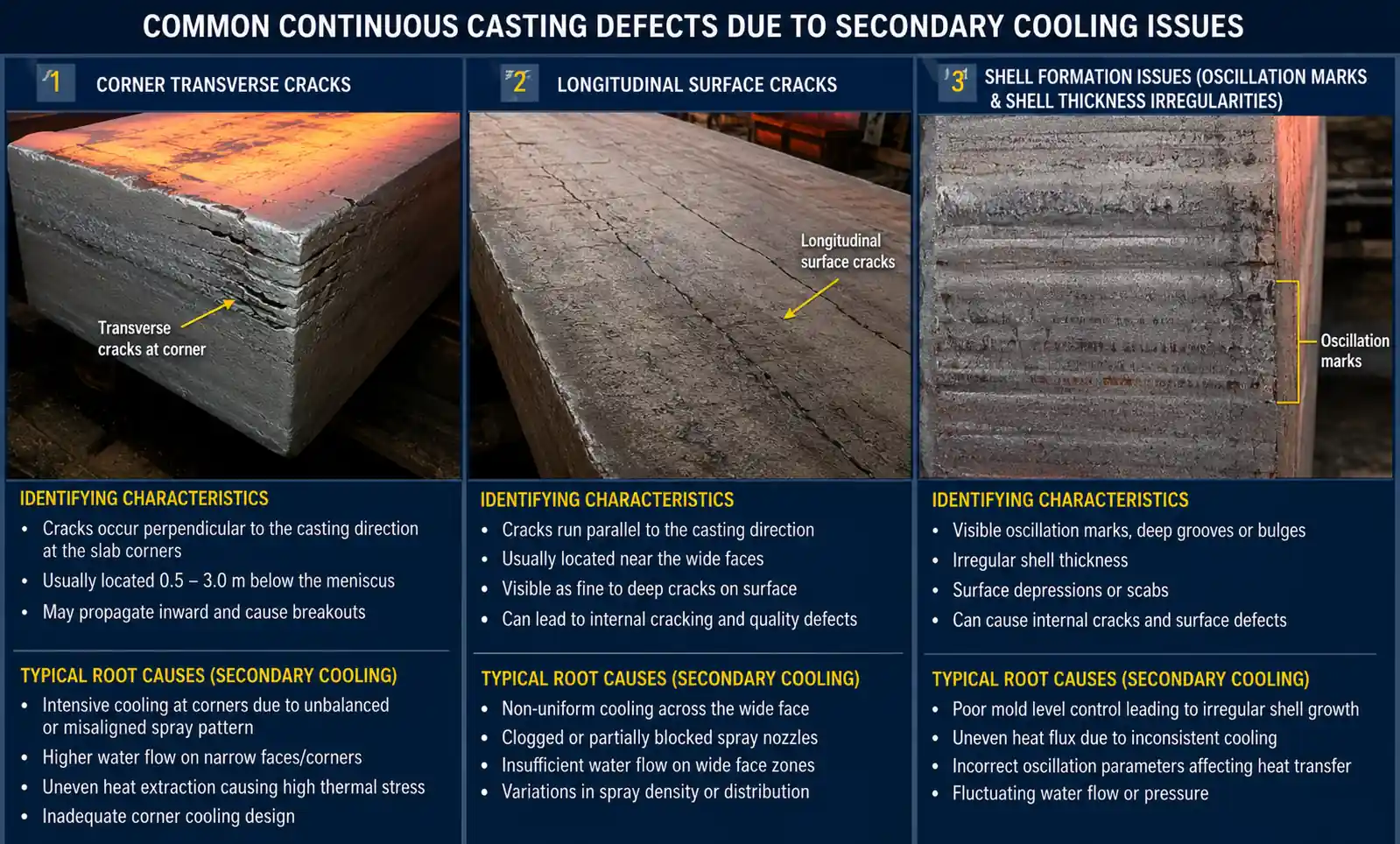
6. Häufige Qualitätsfehler und Präventionsstrategien
Falsche Sekundärkühlung verursacht oder trägt direkt zu zahlreichen Stahlqualitätsfehlern bei. Das Verständnis dieser Versagensmechanismen leitet die effektive Auswahl von Düsen und die Entwicklung einer Kühlstrategie.
Querrisse
Die Produktion von breite dicken Platten leidet besonders unter Eckquerrissen, die durch eine ungleichmäßige Temperaturverteilung verursacht werden. Forschungsstudien zeigen, dass die Optimierung der Anordnung von sekundären Kühldüsen und der Wasserverteilung die Querriss-Inzidenz signifikant reduziert.
! Stahlplatten-Qualitätsfehler
{kind=link}
Präventionsstrategien:
- Verbesserte Eckkühlung mit speziellen Düsen
- Ausgeglichene Wasserverteilung über die Strängbreite
- Kontrollierte Kühlgeschwindigkeitsübergänge zwischen Zonen
- Sprühmusteroptimierung durch computergestützte Modellierung
Heiße Tränen und Längsrisse
Eine übermäßige Abkühlintensität erzeugt große Temperaturgradienten zwischen der Strängoberfläche und dem Inneren und erzeugt zugbedingte thermische Spannungen an der Festigungsfront. Wenn diese Spannungen die Materialfestigkeit überschreiten, entstehen heiße Risse und breiten sich aus.
Die optimale Kühlstrategie sorgt für moderate Kühlraten, die die Produktivitätsanforderungen gegen die Anhäufung thermischer Spannungen ausgleichen. Luftnebeldüsen zeichnen sich in dieser Anwendung durch ihr breites Abdrehverhältnis und präzise Steuerungsfähigkeit aus.
Probleme mit der Schalenbildung
Neuere Studien, die in MDPI veröffentlicht wurden, zeigen, dass das Verstopfen von Sprühdüsen die Kühlwirkung um 30–50 % verringert, wodurch lokale Hotspots und Schalenverdünnung entstehen. Regelmäßige Wartungspläne und Wasserfiltersysteme minimieren Verstopfungen.
Maßnahmen zur Verstopfungsprävention:
- Ausreichende Wasserfiltration (empfohlen 100 Mikron oder feiner)
- Regelmäßige Düseninspektions- und Reinigungszyklen
- Durchflussüberwachungssysteme zur Verstopfungserkennung
- Vorbeugende Ersatzpläne
Oberflächenqualitätsfehler
Schwingungsspuren, Schlackeneinklemmungen und Oberflächenrisse stehen oft in Verbindung mit sekundären Kühlunregelmäßigkeiten. Die Aufrechterhaltung stabiler, gleichmäßiger Sprühmuster über die gesamte Strängbreite gewährleistet eine gleichmäßige Oberflächenkühlung und minimiert die Defektbildung.
7. Neueste Branchentrends und Technologien (2025–2026)
Die kontinuierliche Gießindustrie entwickelt weiterhin Düsentechnologie und Steuerungsstrategien, um immer anspruchsvollere Produktqualitätsanforderungen und Nachhaltigkeitsziele zu erfüllen.
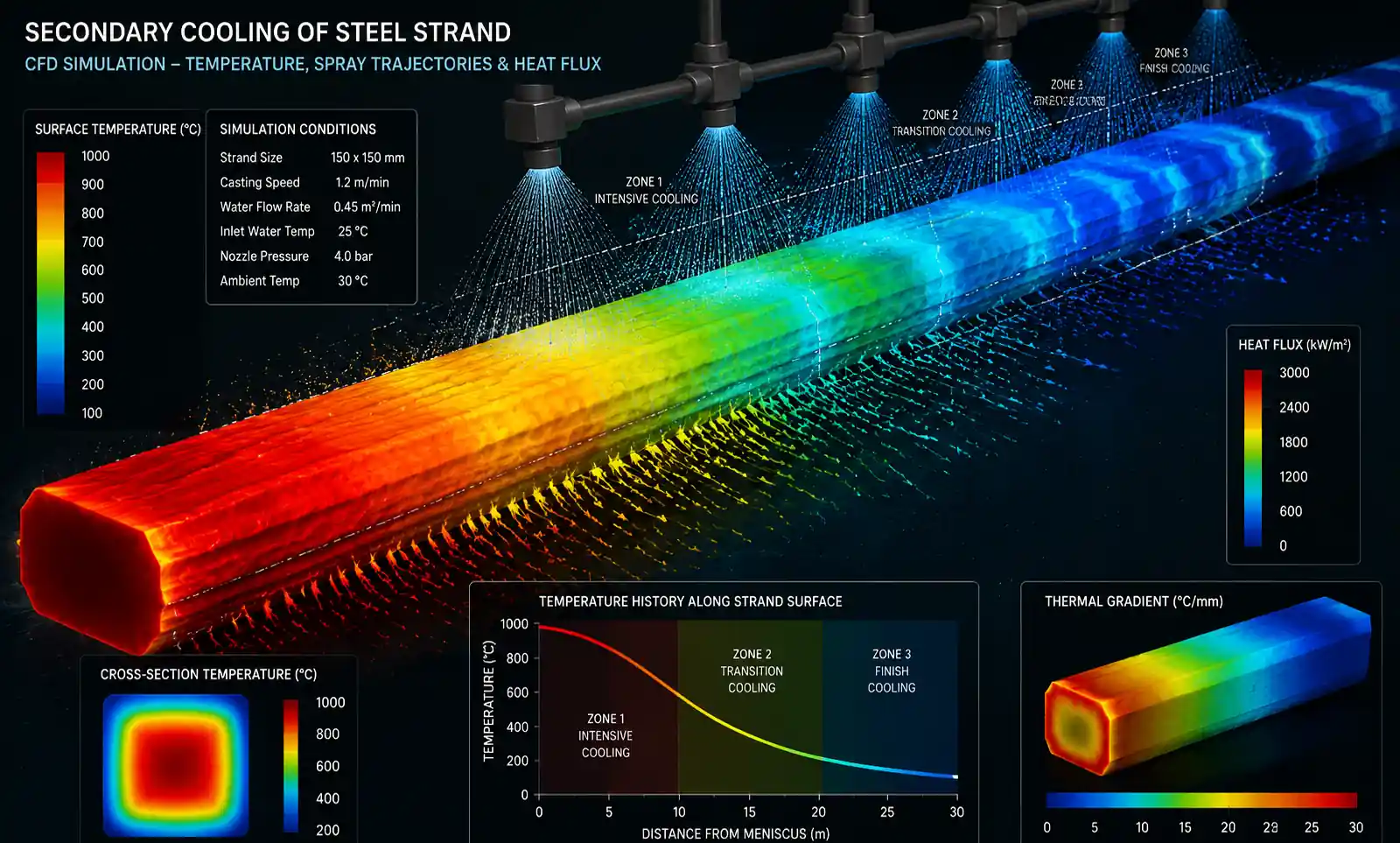
Rechenoptimierung
Forschung aus dem Jahr 2025 zeigt eine ausgefeilte Modellierung der computergestützten Strömungsmechanik (CFD) in Kombination mit Wärmeübertragungsanalyse zur Optimierung der Düsenparameter. Diese Tools ermöglichen virtuelle Tests der Düsenkonfigurationen vor der physischen Implementierung, reduzieren die Inbetriebnahmezeit von Versuch und Irrtum und optimieren die Leistung von Anfang an auf.
! CFD-thermisches Simulationsmodell
{kind=link}
Maschinelle Lernalgorithmen analysieren heute historische Gießdaten, um optimale Düseneinstellungen für bestimmte Produktmischungen und Betriebsbedingungen vorherzusagen. Diese Systeme verfeinern ihre Kühlstrategien kontinuierlich basierend auf Qualitätsergebnissen und thermischen Messungen.
Fokus auf Energieeffizienz
Mit zunehmendem Druck auf Nachhaltigkeit und Betriebskosten priorisieren Hersteller energieeffiziente Sekundärkühlungsdesigns. Zu den Innovationen gehören:
- Verstellbare Luftkompressoren, die an den Kühlbedarf angepasst sind
- Wärmerückgewinnung aus Kühlwassersystemen
- Optimierte Sprühmuster, die den Wasserverbrauch um 20–30 % reduzieren
- Prädiktive Wartungssysteme zur Minimierung von Ausfallzeiten
Fortschrittliche Überwachungssysteme
Moderne Installationen verfügen über umfangreiche Sensorarrays, die Echtzeit-Rückmeldungen zu:
- Einzelne Düsendurchflussraten
- Eigenschaften des Sprühmusters
- Strängoberflächentemperaturen (Pyrometrie)
- Rücklauftemperaturen für Kühlwasser
- Luft- und Wasserdruckverteilungen
Diese Daten ermöglichen geschlossene Regelungssysteme, die die Kühlparameter automatisch anpassen und optimale Bedingungen trotz Prozessvariationen aufrechterhalten.
Innovationen im Düsendesign
Hersteller verfeinern weiterhin die Innengeometrien der Düsen, um die Zerstäubungseigenschaften zu verbessern, die Verschleißraten zu reduzieren und die Lebensdauer zu verlängern. Neue Materialien und Beschichtungen verbessern die Korrosionsbeständigkeit und erhalten die Konsistenz des Sprühmusters über längere Betriebszeiten.
8. Praktische Implementierungsrichtlinien
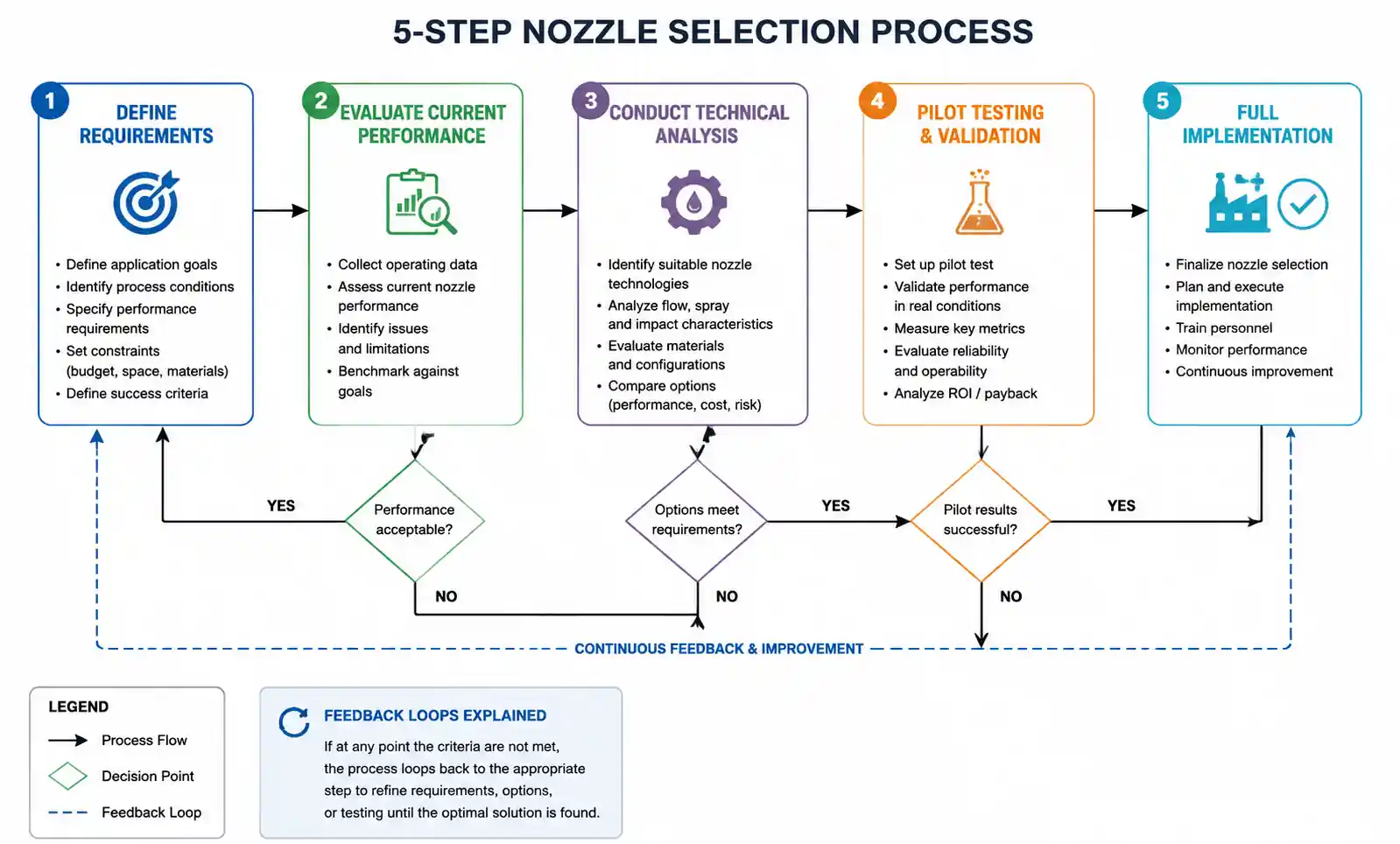
Eine erfolgreiche Auswahl der Düse und die Optimierung der sekundären Kühlung erfordern einen systematischen Ansatz, der technische Analyse, Betriebserfahrung und kontinuierliche Verbesserung kombiniert.
Auswahlprozessrahmen
Schritt 1: Definiere Betriebsanforderungen
- Produktpalette (Maße, Qualitäten, Qualitätsstufen)
- Gießgeschwindigkeitshülle
- Produktionsvolumenziele
- Qualitätsspezifikationen und Fehlergrenzen
Schritt 2: Bewerten Sie die aktuelle Leistung
- Qualitätsfehleranalyse
- Bewertung der Kühlgleichmäßigkeit
- Energieverbrauchsbenchmarking
- Erhaltungskostenverfolgung
Schritt 3: Technische Analyse durchführen
- Berechnungsgestützte Modellierung alternativer Düsenkonfigurationen
- Wärmeübertragungsberechnungen und thermische Spannungsanalyse
- Wasser- und Energieverbrauchsprognosen
- Kapital- und Betriebskostenschätzungen
{kind=link}
Schritt 4: Pilotversuch
- Begrenzte Installation von Kandidatendüsensystemen
- Leistungsüberwachung und Datenerhebung
- Qualitätsfolgenabschätzung
- Integration von Operator-Rückkopplung
Schritt 5: Vollständige Umsetzung
- Phasenausrollung über Gießmaschinen hinweg
- Bedienerschulungsprogramme
- Optimierung von Regelungssystemen
- Kontinuierliche Überwachung und Verfeinerung
Best Practices für Wartung
Eine konsistente Düsenleistung erfordert disziplinierte Wartungsprogramme:
- Täglich: Visuelle Inspektion der Sprühmuster während des Gießens
- Wöchentlich: Überprüfung und Anpassung der Durchflussrate
- Monatlich: Detaillierte Düseninspektion und -reinigung
- Vierteljährlich: Düsenaustausch basierend auf Verschleißkriterien
- Jährlich: Vollständige Systemprüfung und Optimierungsüberprüfung
Leistungsüberwachungsmetriken
Verfolgen Sie diese Schlüsselindikatoren, um eine nachhaltige optimale Leistung sicherzustellen:
- Produktqualitätsindizes (Rissraten, Oberflächenqualitätswerte)
- Spezifischer Wasserverbrauch (Liter pro Tonne Stahl)
- Spezifischer Energieverbrauch (kWh pro Tonne)
- Düsenwechselfrequenz und Kosten
- Systemverfügbarkeit und Ausfallzeiten
Häufige Probleme beheben
Problem: Nicht gleichmäßige Kühlung über die Strängbreite hinweg Lösungen: Düsenausrichtung überprüfen, Durchflussraten überprüfen, auf verstopfte Düsen prüfen, Berechnungen der Sprühüberlappung überprüfen
Problem: Übermäßiger Wasserkonsum Lösungen: Düsenabstand optimieren, Sprühwinkel anpassen, Druckeinstellungen überprüfen, Luftnebelnachrüstung in Betracht ziehen
Problem: Häufiges Verstopfen der Düsen Lösungen: Verbesserung der Wasserfiltration, Reduzierung des Betriebsdrucks, Austausch der Düsenmaterialien, Durchführung vorbeugender Austausch
Fazit
Die strategische Auswahl der sekundären Kühldüse stellt eine entscheidende Investition in Stahlqualität, Betriebseffizienz und langfristige Wettbewerbsfähigkeit dar. Der Übergang von traditionellen hydraulischen Düsen zu fortschrittlichen Luftnebelsystemen bietet erhebliche Leistungsvorteile, wenn auch zu höheren Betriebskosten. Jede Gießoperation muss Kompromisse anhand spezifischer Produktanforderungen, Qualitätsstandards und wirtschaftlichen Einschränkungen bewerten.
Die neuesten Rechenwerkzeuge, Sensortechnologien und Steuerungsstrategien ermöglichen eine beispiellose Präzision im Kühlmanagement. Eine erfolgreiche Umsetzung erfordert einen systematischen Ansatz, der technische Analyse, operative Disziplin und Kultur der kontinuierlichen Verbesserung verbindet.
Mit steigenden Gießgeschwindigkeiten und steigenden Qualitätsanforderungen werden die Flexibilität und Effizienz von Sekundärkühlsystemen immer entscheidender. Investitionen in optimale Düsentechnologie und Steuerungssysteme positionieren Stahlhersteller für einen nachhaltigen Wettbewerbsvorteil in anspruchsvollen globalen Märkten.