





Industrielle Sprühdüsenauswahl: Arten, Materialien und Anwendungen für Reinigung, Kühlung und Beschichtung
Wie man zwischen internem und externem Gemisch auswählt, den Kühlgeschwindigkeitsbedarf berechnet und Dampfdeckung beim Abschrecken von legiertem Stahl vermeidet
Zielgruppe: Wärmebehandlungsingenieure, Metallurgen, Prozessingenieure und Produktionsleiter, die mit 4140, 4340, D2, 5160, 316L und anderen speziellen Legierungsstählen arbeiten.
Schnellauswahlanleitung (30-sekündige Lektüre)
| Deine Hauptanforderung | Empfohlener Düsentyp | Schlüsselspezifikation zur Verifizierung |
|---|---|---|
| Minimale Tröpfchengröße (10-30 μm) | Interne Mischung | Luftdruck ≥60 psi, sauberes Wasser (<5 μm Filtration) |
| Hartes Wasser / umgepumptes Kühlmittel | Externe Mischung | Öffnungsgröße ≥0,080", Luftverbrauch 8–15 SCFM |
| Schnellste Kühlrate (>40°C/s) | Interne Mischung, Hochdruck | Luft 80-95 psi, Wasser 2-5 GPM, Verhältnis 15-20:1 |
| Niedrigste Druckluftkosten | Außenmischung mit luftsparendem Design | 8-12 SCFM @ 60 psi pro Düse |
| Verhinderung von Dampfdeckung auf heißem Stahl (>800°C) | Interne Mischung oder Hochgeschwindigkeits-externe | Tröpfchengeschwindigkeit >100 ft/s |
| Mehrstufige Kühlprofile | Innenmischung mit verstellbarer Luft/Wasser-Mischung | Turndown-Verhältnis ≥20:1 |
Unsicher? Springen Sie zur Entscheidungsmatrix oder Kritische Parameter.
Inhaltsverzeichnis
- [Luftatomisierende Düsen für Stahlwärmebehandlung: Überblick] (#1-Luft-Atomisierungsdüsen für Stahl-Wärmebehandlung-Überblick)
- [Entscheidungsmatrix: Welche Luftatomisierungsdüse ist die richtige für Sie](#2-Entscheidungsmatrix-welche-Luft-atomisierende-Düse-für Sie geeignet ist)
- [Interner Mix vs. externer Mix: Detaillierte Abwägungen](#3-interner-Mix vs. externer-Mix-detaillierter-Abwägungen)
- [Kritische Auswahlparameter für die Kühlung von legiertem Stahl] (#4-kritische Auswahlparameter für die Kühlung von legiertem Stahl)
- 4.1 Tröpfchengröße und Durchdringung der Dampfdecke
- 4.2 Kühlgeschwindigkeitssteuerung für das Mikrostrukturmanagement
- 4.3 Luftverbrauch und Betriebskostenberechnung
- [Auswahl-Workflow: 6 Schritte zur Spezifikation Ihrer Düse](#5-Auswahl-Workflow-6-Schritte-zu-deine-Düse spezifizieren)
- [Häufige Auswahlfehler (und wie man sie vermeidet)](#6-häufige Auswahlfehler und wie man sie vermeidet)
- [Wartungs- und Lebenszykluskostenvergleich] (#7 – Wartungs- und Lebenszykluskostenvergleich)
- [Wenn Luftzerstäubungsspray NICHT die richtige Wahl ist](#8-wenn-Luft-atomisierende Spray nicht die richtige Wahl ist)
- Häufig gestellte Fragen
- Spezifikations-Checkliste und nächste Schritte
1. Luftzerstäubungsdüsen für die Stahlwärmebehandlung: Überblick
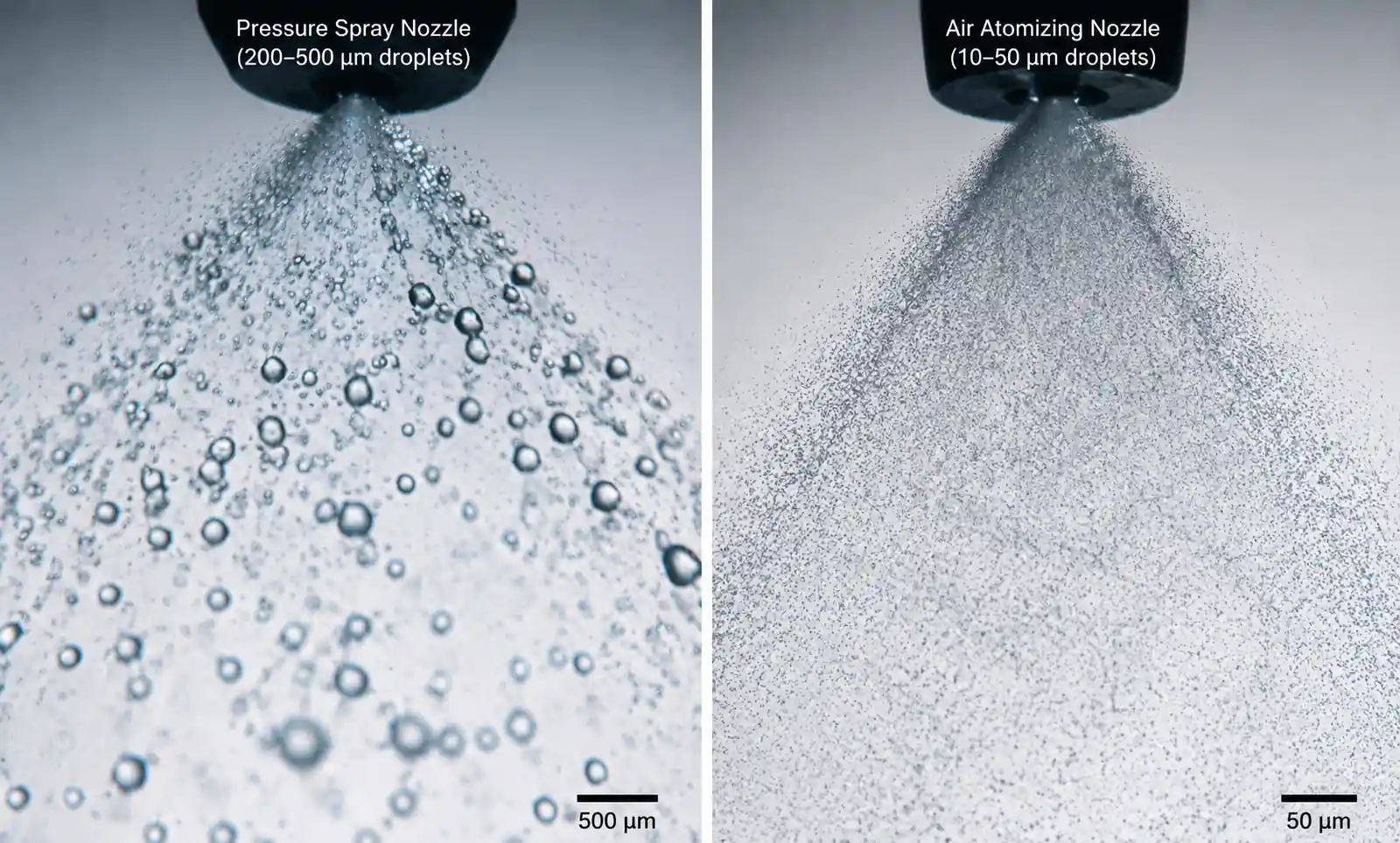
! 1-Tropfengröße-Vergleich-Atomisieren-Düsen Luftatomisierende (Zwei-Fluid-)Düsen verwenden Druckluft, um flüssiges Wasser in mikrometergroße Tröpfchen zu scheren und sie dann zur heißen Stahloberfläche zu beschleunigen. Im Vergleich zu hydraulischen (nur druckbasierten) Düsen bieten sie drei entscheidende Vorteile für die spezielle Kühlung aus legiertem Stahl:
{kind=link}
-
Durchdringen der Dampfdecke – Bei Stahltemperaturen oberhalb des Leidenfrost-Punkts (≈800°C für Wasser) bildet sich eine durchgehende Dampfschicht. Größere Tröpfchen von Druckdüsen prallen von dieser Schicht ab; feine, hochgeschwindigkeits-atomisierte Tröpfchen durchdringen und halten den Kontakt zwischen Flüssigkeit und Metall aufrecht.
-
Kontrollierbare Kühlintensität – Durch unabhängige Variation des Luftdrucks (beeinflusst Tröpfchengröße und -geschwindigkeit) und Wasserflussrate können Kühlraten von 5°C/s bis über 50°C/s erreicht werden – unerlässlich für die Phasenumwandlungsregelung (Martensit-, Bainit-, Perlit-Unterdrückung).
-
Gleichmäßige Oberflächenkühlung – Der feine, weit verteilte Sprühstrahl beseitigt Überflutungen und Abfluss und reduziert Temperaturschwankungen im Teil von >±15°C (Druckdüsen) bis <±5°C.
Dieser Leitfaden hilft Ihnen, den richtigen Luftatomisierungsdüsentyp, die richtige Größe und die richtigen Betriebsparameter für Ihre spezifische Legierungs-Stahlqualität, Bauteilgeometrie und Produktionsumgebung auszuwählen.
2. Entscheidungsmatrix: Welche Luftzerstäubungsdüse ist die richtige für Sie
Nutzen Sie diese Matrix, um die Optionen basierend auf Ihren Prozessbedingungen einzugrenzen:
| Anwendungsszenario | Empfohlener Typ | Luftdruck (psi) | Wasserfluss (GPM pro Düse) | Erwartete Abkühlrate (°C/s) |
|---|---|---|---|---|
| D2 / A2 Werkzeugstahlmatrizen (Präzisionsabschrecken, sauberes Wasser) | Interne Mischung | 55-65 | 1,5–2,5 | 12-18 |
| 4140 / 4340 Wellen (25–50 mm Durchmesser) | Interne Mischung | 70-85 | 2.0-3.5 | 25-35 |
| 5160 Federstahl (Dreistufige Kühlung) | Interne Mischung (programmierbar) | 40-85 (variable) | 1,0–2,5 (Variable) | 5-40 (inszeniert) |
| 316L Edelstahlplatten (Lösungsbehandlung >1000°C) | Interne Mischung (hohe Geschwindigkeit) | 85-95 | 3.0-5.0 | 50-70 |
| Kontinuierliche Gieß-Sekundärkühlung (umgepumptes, kalkführendes Wasser) | Externe Mischung | 50-70 | 4.0-8.0 | 15-30 |
| Schmiedekühlung / maßstabsintensive Umgebung | Äußere Mischung mit großer Öffnung | 40-60 | 5.0-10.0 | 8-20 |
| Anlage mit geringer Luftkapazität (<200 SCFM insgesamt) | Externes Gemisch (lufteffizient) | 50-60 | 2.0-4.0 | 10-20 |
Beispiel: Du wärmebehandelst 4140 Schächte mit 40 mm Durchmesser und verwendest gefiltertes Stadtwasser. Zielkühlrate 30°C/s bis 800-500°C. → Interne Mischung, 75 psi Luft, 2,5 GPM Wasser pro Düse, Düsenabstand 150-200 mm.
3. Interne vs. externe Mischung: Detaillierte Abwägungen
Dies ist die wichtigste Spezifikationsentscheidung.
| Parameter | Interne Mischung | Externe Mischung |
|---|---|---|
| Mischpunkt | Luft + Wasser kombiniert im Düsenkörper | Trennen bis zur Austrittsöffnung |
| Tröpfchengrößenbereich | 10-30 μm (sehr fein) | 30-80 μm (in Ordnung) |
| Tröpfchengeschwindigkeit | 100-150 ft/s | 50-100 ft/s |
| Minimaler stabiler Durchfluss | Sehr niedrig (ausgezeichnete Umdrehung) | Benötigt >30 % des maximalen Durchflusses |
| Verstopfte Empfindlichkeit | Hohe – kleine innere Gänge | Niedrig – größere Öffnungen (≥0,080") |
| Wasserqualität erforderlich | <5 μm Filtration, <50 ppm Schwebstoffe | <50 μm Filtration, kann einige Skalen verarbeiten |
| Typischer Luftverbrauch (bei 60-80 psi) | 15–25 SCFM pro Düse | 8–15 SCFM pro Düse |
| Typischer Wasserfluss | 0,5-5,0 GPM | 2,0-10,0 GPM |
| Stabilität des Sprühmusters | Ausgezeichnet bis zu 10 % Ablehnung | Verschlechtert sich unter 30 % Turndown |
| Beste Anwendung | Präzisionsabschrecken, sauberes Wasser, mehrstufige Kühlung | Hartes Wasser, kontinuierliches Gießen, hohe Durchflussraten |
| Relative Kosten pro Düse | 80-200 $ | 45-120 $ |
Auswahlregel:
- Sauberes Wasser (auf ≤5 μm gefiltert) und Sie benötigen eine enge Mikrostrukturkontrolle → Interne Mischung
- Zirkuliertes Wasser, vorhandene Kalk oder Sie möchten geringere Betriebskosten für die Luft→ Externe Mischung
Praxisbeispiel: Eine kontinuierliche Gießlinie, die rezirkuliertes Wasser mit 100–200 ppm Schwebstoffen verwendet, hat interne Mischdüsen ausprobiert. Verstopfungen traten alle 2-3 Wochen auf. Der Wechsel auf externe Mischung (0,080" Öffnungen) verlängerte die Wartungsintervalle auf 6 Monate. Die Tröpfchengröße stieg von 20 μm auf 45 μm – immer noch effektiv für die Sekundärkühlung, und der Luftverbrauch sank um 40 %.
4. Kritische Auswahlparameter für die Kühlung von legiertem Stahl
4.1 Tropfengröße und Dampfdeckendurchdringung
Bei Stahltemperaturen über 800°C bildet Wasser sofort einen stabilen Dampffilm (Leidenfrost-Effekt). Tröpfchen müssen ausreichend Impuls (Masse × Geschwindigkeit) besitzen, um diesen Film zu durchdringen.
| Tröpfchengröße | Geschwindigkeit (luftunterstützt) | Schwung | Dampfdeckendurchdringung | Kühleffizienz |
|---|---|---|---|---|
| 200-500 μm (Druckdüse) | 10-20 ft/s | Low | Schlecht – prallt ab | Low |
| 50-100 μm (externe Mischung) | 50-80 ft/s | Medium | Ausreichend für die meisten | Mittel-hoch |
| 10–30 μm (Innenmischung, Hochdruck) | 100-150 ft/s | High | Ausgezeichnet | Höchste |
Wie man eine Hochtemperaturabschreckung (850-1050°C) angibt:
- Wählen Sie eine interne Mischung mit Luftdruck ≥70 psi → Tröpfchengröße ≤30 μm, Geschwindigkeit >100 ft/s
- Für das externe Gemisch (wenn die Wasserqualität es erzwingt) geben Sie den höchsten verfügbaren Luftdruck (70-90 psi) an und verwenden Sie eine kleine Luftkappenöffnung, um die Geschwindigkeit zu maximieren
Verifikationsmethode: Während der Inbetriebnahme verwenden Sie eine Wärmebildkamera, um die Dampfschichtdicke zu beobachten. Wenn die sichtbare Dampfschicht 2–3 mm überschreitet, erhöhen Sie den Luftdruck oder wechseln Sie zu feiner Atomisierung.
4.2 Kühlgeschwindigkeitssteuerung für das Mikrostrukturmanagement
Verschiedene legierte Stähle benötigen spezifische Kühlraten durch kritische Umwandlungsbereiche:
| Stahlqualität | Kritischer Bereich (°C) | Gewünschte Kühlgeschwindigkeit (°C/s) | Zielmikrostruktur | Empfohlene Düsenanordnung |
|---|---|---|---|---|
| 4140 / 4340 | 800-500 | 25-35 | Martensit (Perlit vermeiden) | Interne Mischung, 70-80 psi, 2,0-3,0 GPM |
| D2 (hoher Kohlenstoff, hoher Cr) | 850-550 | 12-18 | Feiner Martensit + Karbide | Interne Mischung, 55-65 psi, 1,5-2,5 GPM |
| 5160 Federstahl | 800-650: schnell 650-400: moderat 400-200: langsam |
30-40 15-20 5-10 |
Feiner Perlit → Martensit → Stressabbau | Programmierbares Luft/Wasser (dreistufig) |
| 316L austenitisch | 1050-700 | 50-70 | Verhindern von Karbidniederschlägen | Interne Mischung, 85-95 psi, 3-5 GPM |
| H13 heißes Arbeitswerkzeug | 1000-600 | 20-30 | Einheitliches Martensit | Interne Mischung, 65-75 psi, 2,0-2,5 GPM |
Dreistufiges Kühlbeispiel für 5160-Federstahl (tatsächliche Produktionsdaten):
| Bühne | Temperaturbereich | Abkühlgeschwindigkeitsziel | Luftdruck (psi) | Wasserfluss (GPM) | Luft/Wasser-Verhältnis | Zweck |
|---|---|---|---|---|---|---|
| 1 | 870°C → 650°C | 40°C/s | 85 | 2,5 | 15:1 | Ferritbildung unterdrücken |
| 2 | 650°C → 400°C | 15°C/s | 60 | 1.8 | 10:1 | Kontrollierte Martensitbildung |
| 3 | 400°C → 200°C | 5°C/s | 40 | 1.0 | 8:1 | Verzerrung und Restspannung minimieren |
Ergebnis: 45 % Reduktion der Federverformung im Vergleich zum Eingeschwindigkeits-Drucksprüh.
Auswahlparameter zur Verifizierung: Drehverhältnis (maximal kontrollierbarer Durchfluss / minimaler kontrollierbarer Durchfluss). Interne Mischdüsen erreichen ein Verhältnis von 20:1 oder besser; Externes Mischen ist typischerweise 3:1-5:1. Für mehrstufige Kühlung geben Sie eine interne Mischung an.
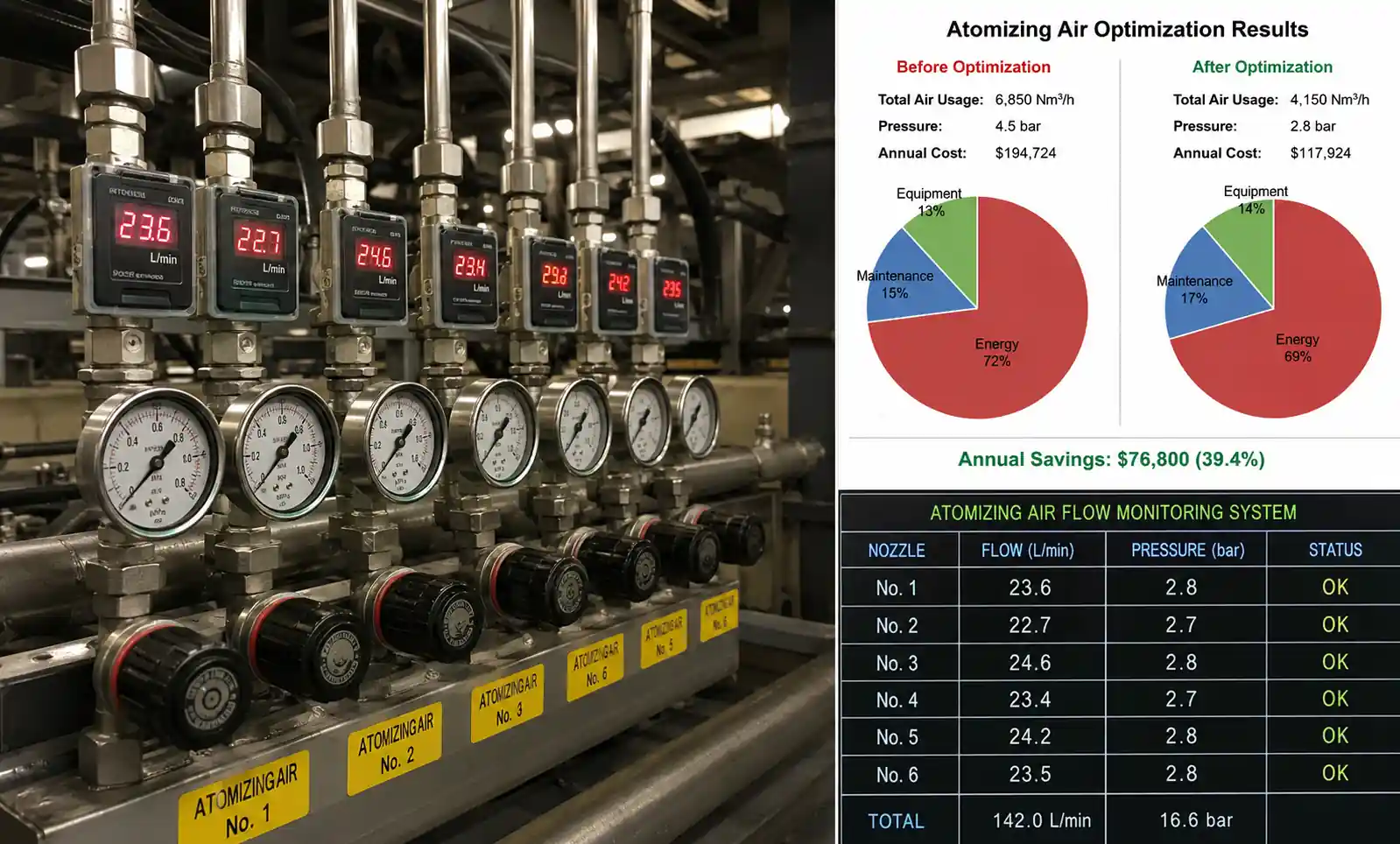
4.3 Luftverbrauch und Betriebskostenberechnung
Druckluft ist der größte Betriebsaufwand für Luftatomisierungssysteme. Berechnen Sie, bevor Sie auswählen.
Formel:
Monatliche Luftkosten = (# Düsen) × (SCFM pro Düse) × (Betriebsstunden/Tag) × (Tage/Monat) × (Luftkosten pro 1000 SCF) Typische Kosten für Industrieluft: 0,25–0,40 $ pro 1000 SCF (einschließlich Kompressor, Trockner, Wartung).
Beispielvergleich für eine 40-Düsen-Linie, 16 Stunden/Tag, 22 Tage/Monat:
| Düsentyp | SCFM pro Düse | Gesamt-SCFM | Monatliche Flugkosten (@$0,30/MCF) |
|---|---|---|---|
| Standardinterne Mischung (kontinuierlich) | 18 | 720 | 3.110 $ |
| Interne Mischung mit Nachfrageregelung (durchschnittlich 9 Stunden) | 18 | 360 | 1.555 $ |
| Externe Mischung (kontinuierlich, 12 SCFM) | 12 | 480 | 2.075 $ |
| Externe Mischung mit Nachfrageregelung | 12 | 240 | 1.037 $ |
| Hocheffizientes internes Gemisch (8 SCFM) | 8 | 320 | 830 $ |
Wie man die Luftkosten minimiert, ohne die Kühlung zu beeinträchtigen:
- Teilpräsenzsensoren installieren – Nur sprühen, wenn sich Stahl in der Kühlzone befindet (typische Verkürzung der Betriebszeit um 40–60 %).
- Senken Sie den Luftdruck in nicht-kritischen Zonen – Dickere Abschnitte oder weniger anspruchsvolle Metallurgie können einen geringeren Druck (und größere Tröpfchengröße) tolerieren.
- Wählen Sie lufteffiziente Düsendesigns – Neuere mehrstufige Verdampfer erzeugen eine ähnliche Tröpfchengröße bei 30–50 % geringerem Luftverbrauch
Rückzahlungsbeispiel: Umrüstung von Standard-Innenmischung (18 SCFM) auf hocheffiziente Innenmischung (8 SCFM) mit 40 Düsen. Aufpreis: 4.200 $. Jährliche Lufteinsparungen: (10 SCFM-Reduktion × 40 Düsen × 9 Stunden/Tag × 22 Tagen × 12 Monaten × $0,30/MCF) = $8.550. Rückzahlung: 5,9 Monate.
5. Auswahl-Workflow: 6 Schritte zur Spezifikation Ihrer Düse
Verwenden Sie diese Checkliste, um Ihre Anforderungen zu dokumentieren:
Schritt 1: Charakterisiere deinen Stahl und den Prozess
- [ ] Stahlqualität(en): ____________
- [ ] Maximale Querschnittsdicke: ____________ mm
- [ ] Austenitisierungstemperatur: ____________ °C
- [ ] Zielkühlrate im kritischen Bereich: ____________ °C/s
- [ ] Gewünschte Mikrostruktur: ____________ (Martensit / Bainit / feines Perlit)
Schritt 2: Wasserqualität und -versorgung definieren
- [ ] Wasserquele: □ Stadt / gefiltertes □ Umgekehrtes □ Brunnenwasser
- [ ] Konzentration von Schwebstoffen: ____________ ppm
- [ ] Partikelgrößenverteilung: ____________ μm (90. Perzentil)
- [ ] Wassertemperaturbereich: ____________ °C
- [ ] Verfügbarer Wasserdruck am Düseneinlass: ____________ psi
Schritt 3: Verfügbarkeit der Druckluft bestimmen
- [ ] Anlagenluftdruck (stationärer Zustand): ____________ psi
- [ ] Verfügbare Durchflusskapazität für die Kühlzone: ____________ SCFM
- [ ] Luftqualität: □ Gefilterte □ ungefilterte □ Enthält Öl/Feuchtigkeit
Schritt 4: Düsentyp auswählen (interne vs. externe Mischung)
- [ ] Wasser ist sauber (<5 μm) UND benötigt eine feine Atomisierung → Innenmischung
- [ ] Wasser enthält Schwebstoffe ODER möchte einen geringeren Luftverbrauch → Externe Mischung
Schritt 5: Dimensionierung der Düse
- [ ] Benötigter Wasserdurchfluss pro Düse: ____________ GPM (basierend auf Kühlrate und Abdeckungsfläche)
- [ ] Benötigter Luftdruck, um Zieltropfengröße/-geschwindigkeit zu erreichen: ____________ psi
- [ ] Sprühwinkel: □ 45° □ 60° □ 80° □ Sonstiges ___
- [ ] Düsenabstand: ____________ mm (typischerweise 1,5–2× Sprühbreite)
Schritt 6: Überprüfen Sie mit den Herstellerdaten
- [ ] Angeforderte Leistungskurve (Tropfengröße vs. Luftdruck für Ihren Wasserfluss)
- [ ] Materialkompatibilität anfordern (303/316 Edelstahl für die meisten Stähle; Hastelloy für korrosive Quenchants)
- [ ] Probendüsen für den Produktionsversuch anfordern
! 3-Komprimierte-Luftverbrauch-Kostenanalyse
{kind=link}
6. Häufige Auswahlfehler (und wie man sie vermeidet)
❌ Fehler #1: Innere Mischung wählen, wenn Wasser Kalk enthält
Symptom: Düsen verstopfen wöchentlich; Das Sprühmuster verschlechtert sich; Kühlung nicht gleichmäßig.
Ursache: Innere Durchgänge (0,040–0,060") fangen Teilchen >50 μm ein.
Lösung: Wechsel zu externer Mischung mit 0,080" oder größeren Öffnungen. Oder installieren Sie eine 5-μm-Filtration stromaufwärts – aber das kann bei hohen Durchflussraten zu teuer sein.
❌ Fehler #2: Unterdimensionierte Kapazität des Luftkompressors
Symptom: Luftdruckabfälle während gleichzeitiger Düsenbedienung; Tropfengröße nimmt zu; Die Abkühlrate liegt unter das Ziel.
Ursache: Angegebener Düsenluftverbrauch bei 80 psi, aber der Kompressor kann keinen Spitzendurchfluss liefern.
Lösung: Berechnen Gesamt-SCFM bei maximaler Leistung (alle Düsen gleichzeitig geöffnet). Fügen Sie 20 % Sicherheitsmarge hinzu. Überprüfen Sie die FAD (Free Air Delivery) des Kompressors bei dem erforderlichen Druck.
❌ Fehler #3: Dampfdeckendurchdringung für >800°C Stahl ignorieren
Symptom: Die Oberflächentemperatur sinkt langsam; Wärmebildbildung zeigt eine dicke Dampfschicht; Die Mikrostruktur zeigt eine ungleichmäßige Transformation.
Ursache: Tröpfchengeschwindigkeit zu niedrig (<80 ft/s) für eine Temperatur über dem Leidenfrost-Punkt. Lösung: Für Stahl >800°C spezifizieren Sie eine interne Mischung mit Luftdruck ≥70 psi oder eine externe Mischung mit kleiner Luftkappe und Druck ≥80 psi. Fordere Geschwindigkeitsdaten vom Hersteller an.
❌ Fehler #4: Dieselbe Düse für eine große Bandbreite von Querschnittsdicken verwenden
Symptom: Dünne Schnitte knacken; dicke Abschnitte kühlen nicht ab (Perlitformation).
Ursache: Feste Kühlgeschwindigkeit durch einzelne Düse/Luftdruck.
Lösung: Verwenden Sie interne Mischdüsen mit einem breiten Abdrehverhältnis (20:1). Installieren Sie Druckregler pro Zone. Für die gemischte Produktion sollten zwei unabhängige Kühlzonen mit unterschiedlichen Düsenspezifikationen berücksichtigt werden.
❌ Fehler #5: Vergessen der Rückflussverhinderung der Luftleitung
Symptom: Wasser in Luftleitungen; Rückschlagventile steckten fest; ungleichmäßiges Spray.
Ursache: Wenn die Düsen abgeschaltet werden, kann Wasser zurück in den Luftverteiler gelangen.
Lösung: Geben Sie Luftleitungsventile an, die nach jedem Kühlzyklus 1–2 Sekunden Druckluft blasen. Fügen Sie Rückschlagventile an jedem Düsenlufteinlass hinzu.
7. Vergleich von Wartungs- und Lebenszykluskosten
Was abgenutzt wird – und wann
| Komponente | Typisches Leben (sauberes Wasser) | Typisches Leben (hartes/umgekehrtes Wasser) | Wiederbeschaffungskosten |
|---|---|---|---|
| Düsenkörper (303/316 Edelstahl) | >10.000 Stunden | >10.000 Stunden | 50-150 $ (einmal) |
| Luftkappe (Innenmischung) | 6.000–8.000 Stunden | 2.500–3.500 Stunden | 18-35 $ |
| Flüssigkeitskappe / Öffnung (externe Mischung) | 8.000–10.000 Stunden | 3.000–5.000 Stunden | 15-25 $ |
| Rückschlagventile (Luftleitung) | 8.000–10.000 Stunden | 4.000–6.000 Stunden | 10-20 $ |
| Filter (flüssige Seite) | Austausch pro Hersteller | Wechsel 2-3 × öfter | 5-15 $ pro Stück |
Wartungskostenvergleich: Luftverzerbung vs. hydraulische Druckdüsen
| Kostenfaktor | Hydraulische Druckdüsen (altes System) | Luftatomisierung (neues System) |
|---|---|---|
| Düsenwechselintervall | 800–1.200 Stunden (gesamte Düse) | 6.000 Stunden (nur Luftkondensatoren) |
| Jährliche Ersatzkosten (40 Düsen) | 4.800–7.200 $ | 1.200–2.400 $ |
| Arbeitskraft für die Instandhaltung | 8 Stunden/Monat | 3 Stunden/Monat |
| Druckluftkosten | Keine | 1.000–2.500 $ pro Monat (abhängig von der Kontrollstrategie) |
| Vorteil der Schrottreduzierung | Basislinie | 5–10 % Reduktion (ausgleicht Luftkosten) |
| Gesamtjährliche Betriebskosten (einschließlich Schrott) | 15.000–20.000 $ | 12.000–18.000 $ (typischerweise niedriger, wenn das Schrott abgerechnet wird) |
Empfohlener Wartungsplan für Luftverdampfungsdüsen:
- Wöchentlich: Visuelle Inspektion der Sprühmuster (achten Sie auf Streifen oder ungleichmäßige Deckung)
- Monatlich: Entfernen und Inspektion von 2-4 kritischen Zonendüsen; Messen Sie die Luftkappenöffnung mit der Stiftanzeige
- Vierteljährlich: Alle Flüssigkeitsfilter reinigen; Überprüfen Sie die Abflüsse der Luftleitungen; Überprüfen Sie den Luftdruck an jedem Ansaugrohr
- Alle 3.000 Stunden (hartes Wasser): Die Luftkappen an allen Düsen ersetzen
- Alle 6.000 Stunden (sauberes Wasser): Luftkappen austauschen; Rückschlagventile überholen
8. Wenn Luftzerstäubungsspray NICHT die richtige Wahl ist
Trotz ihrer Vorteile sind Luftatomisierende Düsen nicht universell. Spezifizieren Sie sie nicht für:
8.1 Großbatch-Immersionsabschreckung
Wenn du 50+ Teile gleichzeitig in einem Korb abschreckst, ist Immersion (Öl, Polymer oder Wasser) einfacher, günstiger und konstanter. Sprühstrahl erfordert eine Sichtlinie – Teile überschatten sich gegenseitig, was zu ungleichmäßiger Abkühlung führt.
Alternative: Untergetauchte Jet-Arrays oder aufgewühlte Immersion.
8.2 Sehr dünne Schnitte ( <3 mm) Ultradünner Stahl (Blech, Folie, kleine Stanzteile) kühlt so schnell ab, dass selbst feines, zerstäubtes Sprühen durch Temperaturschock zu Rissen führen kann. Alternative: Erholluftkühlung oder Nebelkühlung mit größeren Tröpfchen (≥100 μm).  ### 8,3 Schmutziges Wasser ohne Filterung, wenn Ihr Kühlwasser >200 ppm enthält Suspendierte Feststoffe und man kann keine 5-10 μm Filtration installieren, die internen Mischdüsen verstopfen ständig. Eine externe Mischung mit 0,125"-Öffnungen kann funktionieren, aber die Tröpfchengröße ist grob (>80 μm).
### 8,3 Schmutziges Wasser ohne Filterung, wenn Ihr Kühlwasser >200 ppm enthält Suspendierte Feststoffe und man kann keine 5-10 μm Filtration installieren, die internen Mischdüsen verstopfen ständig. Eine externe Mischung mit 0,125"-Öffnungen kann funktionieren, aber die Tröpfchengröße ist grob (>80 μm).
Alternative: Hochwasserkühlung mit groß geöffneten hydraulischen Düsen.
8.4 Anlagen mit stark begrenzter Druckluft
Wenn Ihr bestehendes Luftsystem nicht die erforderliche SCFM liefern kann und die Erweiterung der Kompressorkapazität durch die Reduzierung des Schrottverbrauchs nicht gerechtfertigt ist, bleiben Sie bei hydraulischen Düsen.
Faustregel: Wenn der gesamte benötigte Luftstrom >500 SCFM und Sie keinen bestehenden großen Kompressor haben, könnten die Investitionskosten (50.000–150.000 $ für neuen Kompressor + Trockner) den Nutzen übersteigen.
8.5 Anwendungen der Polymerabschreckung
Einige legierte Stähle benötigen Polymerquenchants (PAG-Lösungen), um die Kühlgeschwindigkeit anzupassen. Luftzerstäubungsdüsen sind im Allgemeinen nicht mit viskosen oder nicht-newtonschen Flüssigkeiten kompatibel – innere Durchgänge verstopfen, die Atomisierungsqualität verschlechtert sich.
Alternative: Hydraulische Düsen mit größeren Öffnungen, die für Polymere konzipiert sind.
! 5-Charge-Abschrecken-vs-Sprühen-Kühlen-Setup
{kind=link}
9. Häufig gestellte Fragen
F1: Welche Tröpfchengröße benötigt man, um die Dampfdecke auf 900°C-Stahl zu durchdringen?
A: Für Stahl oberhalb des Leidenfrost-Punkts (~800°C für Wasser) sollte die Tropfengröße ≤50 μm und die Geschwindigkeit ≥80 ft/s betragen. Interne Mischdüsen mit 70–90 psi erreichen 10–30 μm und 100–150 ft/s – ideal. Eine externe Mischung mit 80-90 psi ergibt 30-50 μm und 70-100 ft/s – für die meisten Anwendungen ausreichend.
F2: Wie berechne ich die Anzahl der Düsen, die für meine Kühlzone benötigt werden?
A: Bestimmen Sie den erforderlichen Abdeckungsbereich (Länge × Breite des durchlaufenden Stahls). Der Düsenabstand beträgt typischerweise 1,5–2 × der Sprühbreite auf der Zieldistanz. Zum Beispiel bedeckt eine Düse mit 80° Sprühwinkel, die 200 mm von der Oberfläche angebracht ist, ≈335 mm Durchmesser. Ein Abstand von 250–300 mm lässt etwas Überschneidung übrig. Verwenden Sie die Deckungstabellen des Herstellers.
F3: Kann ich Luftzerstäubungsdüsen mit Polymer-Dämpfern verwenden?
A: Generell nicht empfohlen. Die meisten Polymerlösungen (PAG, PVP) haben eine höhere Viskosität und Oberflächenspannung als Wasser, was zu schlechter Atomisierung und Verstopfungen kleiner innerer Kanäle führt. Einige spezielle externe Mischdüsen mit großen Öffnungen (≥0,125") funktionieren, testen aber gründlich.
F4: Was ist das typische Abschaltverhältnis zur Kühlgeschwindigkeitsregelung?
A: Interne Mischdüsen können eine Absenkung von 20:1 (z. B. 0,25–5,0 GPM) erreichen, indem sie Luftdruck und Wasserdurchfluss unabhängig voneinander variieren. Der externe Mix erreicht typischerweise 3:1-5:1. Für mehrstufige Kühlprofile (z. B. Federstahl) wird eine interne Mischung mit separaten Luft- und Wasserreglern pro Zone angegeben.
F5: Wie vermeide ich Verstopfungen der Düse bei der Verwendung von recyceltem Wasser?
A: Drei Optionen in der Reihenfolge ihrer Präferenz:
- Installieren Sie automatische Rückspülfilter (50–100 μm) an der Wasserversorgung.
- Wechsel zu externen Mischdüsen mit 0,080–0,125" Öffnungen – sie tolerieren größere Partikel.
- Fügen Sie einen seitlichen magnetischen Trenner für Eisenkalk hinzu.
F6: Wie hoch sind die tatsächlichen Kosten für Druckluft pro Düse und Jahr?
A: Formel: 'SCFM × Betriebsstunden/Jahr × $0,30/1000 SCF × 60 min/h'. Beispiel: 15 SCFM-Düse, 4.000 Betriebsstunden/Jahr → 15 × 4.000 × 60 × 0,30/1000 = 1.080 $ pro Düse und Jahr. Eine Reduzierung des Luftverbrauchs um 5 SCFM spart 360 $ pro Jahr pro Düse.
F7: Wie kann ich überprüfen, ob meine ausgewählte Düse die gewünschte Kühlrate erreicht?
A: Beste Methode – instrumentierte Produktionsprobe:
- Thermoelemente in einen Testkupon derselben Stahlqualität und Querschnittsdicke einzubetten.
- Erhitze auf austenitisierende Temperatur.
- Kühlen Sie mit der Kandidatendüse bei den angegebenen Luft-/Wassereinstellungen.
- Temperatur-gegen-Zeit-Kurve aufzeichnen. Berechnen Sie die Kühlgeschwindigkeit im kritischen Bereich.
- Vergleich mit metallurgischen Anforderungen (z. B. >25°C/s für 4140 Martensit).
F8: Welche Materialien sind für den Bau von Düsen verfügbar?
A:
- 303/304 Edelstahl – Standard für sauberes Wasser, die meisten Anwendungen aus legierten Stahlen.
- 316 Edelstahl – für korrosive Umgebungen (Chloride, saure Quenchants).
- Hastelloy C-276 – für schwere Korrosions- oder Hochtemperaturoxidationsbedingungen.
- Gehärteter Werkzeugstahl – für den Schleifdienst (nur externe Mischöffnungen).
10. Spezifikationscheckliste und nächste Schritte
Endgültige Spezifikationscheckliste für den Kauf
Kopiere das in deine RFQ:
SPEZIFIKATION FÜR LUFTVERDAMPFUNGSDÜSEN – WÄRMEBEHANDLUNG VON LEGIERUNGSSTAHL
Erforderliche Kühlleistung:
- Stahlqualität(en): ____________________
- Austenitiserende Temperatur: _________ °C
- Erforderliche Kühlgeschwindigkeit (kritischer Bereich): _________ °C/s
- Zieltropfengröße (maximal): _________ μm
- Eintritt in die Dampfdecke erforderlich? □ Ja (T >800°C) □ Nein
Düsentyp: □ Interne Mischung □ Externe Mischung
Wasserversorgung:
- Durchflussrate pro Düse: _________ GPM
- Wasserqualität: □ Sauber (<5 μm) □ Hart (Schwebstoffe bis zu _______ ppm)
- Wassertemperatur: _________ °C
Luftversorgung:
- Verfügbarer Einlassdruck: _________ psi
- Maximale SCFM pro Düse: _________ (wenn bekannt)
Sprühgeometrie:
- Sprühwinkel: _________ Grad
- Abstand zum Ziel: _________ mm
- Erforderliche Abdeckungsbreite: _________ mm
Bau:
- Material: □ 303 SS □ 316 SS □ Hastelloy □ Weitere _________
- Anschlussgröße: _________ (z. B. 1/4" NPT, 3/8" BSPT)
Benötigtes Zubehör: □ Luftkappen-Ersatzkit (Stückzahl: ______) □ Flüssigfilter (Mikronenbewertung: ______) □ Rückschlagventile (Luftleitung) □ Montagehalterungen (Beschreibung: ______)
Menge: _________ Düsen Lieferung erforderlich: _________
Zitat beilegen: □ Leistungskurve (Tröpfchengröße vs. Luftdruck bei angegebenem Wasserfluss) □ Dimensionszeichnung □ Materialzertifikat
Nächste Schritte nach der Auswahl
-
Proben anfordern – Testen Sie Ihre tatsächliche Stahlqualität und Produktionstemperatur. Verlassen Sie sich nicht ausschließlich auf veröffentlichte Kurven.
-
Entwurf des Ansaugrohrs – Luft- und Wasserverteilungsleitungen müssen für den Spitzendurchfluss dimensioniert sein. Stellen Sie pro Zone individuelle Absperrventile und Druckregler bereit.
-
Installation von Filtration – Für die Innenmischung installieren Sie 5-10 μm Filter an der Wasserleitung. Für eine externe Mischung reichen 50–100 μm normalerweise aus.
-
Auftrag mit thermischer Validierung – Verwenden Sie Wärmebildbildung oder eingebettete Thermoelemente, um die Kühleinheit und -geschwindigkeit zu überprüfen.
-
Schulen Sie das Wartungspersonal – Zeigen Sie ihnen, wie man Luftkappen inspiziert, reinigt und austauscht. Halte Ersatz-Luftkappen griffbereit.
-
Überwachen und optimieren – Nach 3 Monaten überprüfen Sie Schrottraten, Zykluszeiten und Druckluftverbrauch. Stellen Sie, wo möglich, den Luftdruck in Zonen nach unten an.
Zusammenfassung: Einseitiger Auswahlleitfaden
| Wenn du brauchst... | Wähle... | Schlüsselspezifikation |
|---|---|---|
| Sehr feine Tröpfchen (10–30 μm) für Dünnschnitte oder Hochtemperaturabschrecken | Interne Mischung, 70-90 psi | Tröpfchengrößenkurve |
| Niedriger Luftverbrauch (<12 SCFM pro Düse) | Externe Mischung oder hocheffiziente interne | SCFM-Bewertung bei 60 psi |
| Mehrstufiges Kühlprofil (z. B. Federstahl) | Interne Mischung mit separaten Luft-/Wasserregelungen | Turndown-Verhältnis ≥20:1 |
| Toleranz gegenüber kalkhaltigem oder umgepumptem Wasser | Externer Mix, 0,080"+ Öffnung | Öffnungsgröße |
| Niedrigste Anfangskaufskosten | Externer Mix (Standard) | 45-120 $ pro Düse |
| Niedrigste Gesamtbetriebskosten (Luft + Schrottreduktion) | Interne Mischung mit Nachfrageregelung und effizienter Luftdeckel | Rückzahlung berechnen |
Letzte Empfehlung für die meisten Wärmebehandlungen von legierten Stahl (4140, 4340, D2, 5160):
Beginne mit internen Mischdüsen (60-80 psi), 1,5-3,0 GPM Wasser pro Düse, Abstand 150-200 mm. Verwenden Sie gefiltertes Wasser (≤10 μm). Installieren Sie Teilpräsenzsensoren, um den Luftverbrauch zu senken. Überprüfen Sie die Kühlgeschwindigkeit mit thermoelement-instrumentierten Testcoupons.