





Industrielle Sprühdüsenauswahl: Arten, Materialien und Anwendungen für Reinigung, Kühlung und Beschichtung
Die Wahl der falschen Sprühdüse kostet mehr als der Kaufpreis – das bedeutet ungleichmäßige Beschichtungsabdeckung, ineffiziente Kühlung, die die Geräte beschädigt, und Reinigungsarbeiten, die Wasser abwässern und dabei Verunreinigungen entlassen. Nach fünfzehn Jahren, in denen ich Düsen für Lebensmittelverarbeitungslinien, pharmazeutische Reinräume und Metallbeschichtungssysteme spezifiziert habe, habe ich gelernt, dass die Auswahl der Düse darüber entscheidet, ob Ihr Prozess erfolgreich ist oder scheitert.
Dieser Leitfaden behandelt die entscheidenden Faktoren, die effektive industrielle Sprühsysteme von teuren Fehlern unterscheiden, basierend auf realen Anwendungen in Reinigungs-, Kühl- und Beschichtungsprozessen.
Inhaltsverzeichnis
- [Verständnis der Grundlagen der Sprühdüsenleistung] (#1-Verstehen-Sprühdüse-Leistungs-Fundamentals)
- Industrielle Sprühdüsentypen und Auswahlkriterien
- [Materialauswahl: Vergleich von Messing, Edelstahl, Keramik und Hartmetall] (#3-Materialauswahl-Messing-Edelstahl-Keramik-und-Hartmetall-Vergleich)
- [Reinigungsanwendungen: Düsenauswahl für Teilewäsche und Oberflächenvorbereitung] (#4-Reinigungsanwendungen-Düsenauswahl-für-Teile-Waschen-und-Oberflächenvorbereitung)
- [Kühlanwendungen: Wärmetauscher und Prozesskühldüsen] (#5-Kühlanwendungen-Wärmetauscher-und-Prozesskühldüsen)
- [Beschichtungsanwendungen: Erreichen gleichmäßiger Filmdicke] (#6-Beschichtungsanwendungen, die gleichmäßige Filmdicke erreichen)
- [Häufige Auswahlfehler und wie man sie vermeidet](#7-häufige Auswahlfehler und-wie-man-sie-vermeidet)
- 2026 Innovationen: Intelligente Düsen und vorausschauende Wartung
1. Verständnis der Leistungsgrundlagen von Sprühdüsen
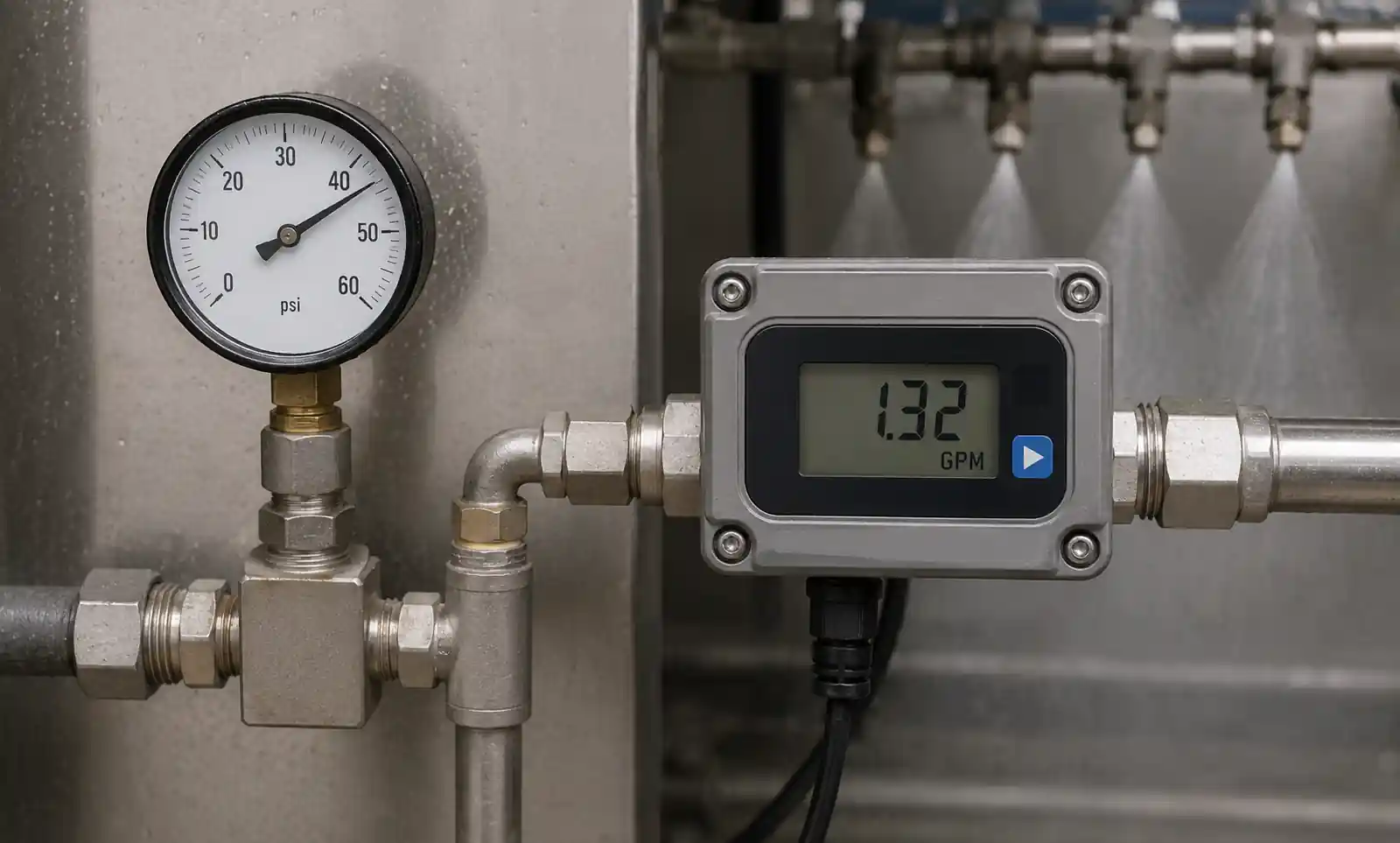
Durchflussrate und Druck haben eine Quadratwurzelbeziehung, die die meisten Ingenieure unterschätzen. Als wir den Systemdruck bei einer pharmazeutischen Teilewaschmaschine von 40 PSI auf 160 PSI verdoppelt haben, erhöhte sich die Durchflussrate nur um das Zweifache – nicht das Vierfache, das unser Einkaufsleiter erwartet hatte. Diese grundlegende Beziehung erklärt, warum man nicht einfach "den Druck erhöhen" kann, um unterdimensionierte Düsen auszugleichen.
! 1-Sprüh-Düse-Druck-Fluss-Beziehung
{kind=link}
Die Geometrie des Sprühmusters bestimmt direkt den Erfolg der Anwendung. Flache Lüfterdüsen erzeugen elliptische Muster, die sich ideal für die Beschichtung von Förderbanden eignen, aber Überlappungsabstände sind entscheidend. In unserer Automobilprimer-Linie sparte die Reduzierung der Überlappungen von 50 % auf 30 % monatlich 8.000 US-Dollar an Beschichtungsmaterial – allerdings erst, nachdem wir die tatsächliche Sprühverteilung mit wasserempfindlichem Papier bei Betriebsdruck und nicht mit Katalogspezifikationen charakterisiert hatten.
Die Tropfengrößenverteilung steuert alles von der Deckungsgleichmäßigkeit bis hin zu Driftverlusten. Vollkegel-Düsen, die 200-Mikron-Tröpfchen erzeugen, glänzen bei Kühlturmanwendungen, bei denen die Verdunstungseffizienz wichtig ist, während die 50-Mikron-Atomisierung sich für präzise Beschichtungen eignet, aber draußen Driftprobleme verursacht. Das haben wir gelernt, nachdem wir 15 % unserer teuren antimikrobiellen Beschichtung durch Winddrift verloren haben, bevor wir von Luftatomisierung auf hydraulische Druckdüsen mit größeren Tröpfchen umgestiegen sind.
2. Industrielle Sprühdüsentypen und Auswahlkriterien
Flache Lüfterdüsen dominieren Reinigungs- und Beschichtungsanwendungen, bei denen eine gleichmäßige Abdeckung über eine definierte Breite wichtig ist. Das verjüngte Kantenverteilungsmuster erfordert eine Überlappung von 30–50 % zwischen benachbarten Düsen, um eine gleichmäßige Abdeckung zu erreichen. In der Praxis testen wir dies, indem wir Trockendurchgänge mit UV-reaktivem Tracer-Farbstoff durchführen – die Sichtprüfung unter Schwarzlicht zeigt Lücken, die allein durch Drucktests übersehen werden.
| Düsentyp | Sprühmuster | Beste Anwendungen | Typischer Druckbereich | Tropfengrößenbereich |
|---|---|---|---|---|
| Flachventilator | Ellipsentrainer | Beschichtung, Reinigung, Abspülen | 30-60 PSI | 100–400 Mikrometer |
| Vollkegel | Kreisförmiger Körper | Kühlung, Gasreinigung | 40-150 PSI | 150–500 Mikron |
| Hohlkegel | Ringmuster | Chemische Reaktion, Staubunterdrückung | 50-200 PSI | 80–300 Mikron |
| Luftatomisierung | Feiner Nebel | Präzisionsbeschichtung, Befeuchtung | 10-30 PSI Flüssigkeit + 40-80 PSI Luft | 10–100 Mikron |
Vollkegelförmige Düsen sorgen für eine vollständige kreisförmige Abdeckung mit Flüssigkeit, die im gesamten Muster verteilt ist. Unser Stahlwerk verwendet diese zum Entkalken von heißgewalzten Stangen – das solide Kegelmuster sorgt für vollständige Kalkentfernung ohne die Streifen, die wir bei hohlen Kegelalternativen erlebt haben. Vollkegel verbrauchen jedoch mehr Wasser pro Abdeckungsfläche als flache Ventilatoren, was sie für Anwendungen mit breiter Abdeckung teuer macht.
Hohle Kegeldüsen konzentrieren die Flüssigkeit am Rand des Musters und erzeugen so eine höhere Aufprallgeschwindigkeit als volle Kegel bei gleichwertigen Durchflussraten. Wir spezifizieren diese für Tankreinigungsanwendungen, bei denen das Drehmuster das mechanische Schrubben verbessert. Die Generation von 2026 verfügt über magnetische Antriebsbaugruppen, die das Lecken der Wellendichtung beseitigen – ein anhaltendes Problem bei älteren rotierenden Designs.
Luftzerstäubungsdüsen verwenden Druckluft, um Flüssigkeitsströme in extrem feine Tröpfchen zu zerschlagen, typischerweise 10–50 Mikrometer. Diese sind hervorragend darin, teure Beschichtungen aufzutragen, bei denen Materialverschwendung minimiert werden muss, aber die Druckluftkosten übersteigen oft 0,30 $ pro 1000 Kubikfuß. Berechnen Sie die gesamten Betriebskosten einschließlich Luftverbrauch, bevor Sie diese spezifizieren – hydraulische Druckdüsen erweisen sich trotz höherer Investitionskosten häufig als wirtschaftlicher.
3. Materialauswahl: Vergleich von Messing, Edelstahl, Keramik und Hartmetall
Die Materialwahl bestimmt die Lebensdauer der Düse unter abrasiven oder korrosiven Bedingungen. Die Messingdüsen in unserem Aluminiumoxid-Schlammbeschichtungssystem haben sich innerhalb von drei Wochen abgenutzt, wodurch die Öffnungen um 15 % erweitert und die Mustergleichmäßigkeit zerstört wurde. Der Wechsel zu Siliziumkarbid-Einsätzen verlängerte die Lebensdauer auf 14 Monate mit messbarem Verschleiß der Öffnung unter 3 %.
| Material | Relative Härte | Chemische Beständigkeit | Abrasionslebensdauer vs. Messing | Kostenfaktor | Beste Anwendungen |
|---|---|---|---|---|---|
| Messing | 1x (Baseline) | Arm an Säuren | 1x | 1x | Sauberes Wasser, nicht abrasive Flüssigkeiten |
| Edelstahl 316 | 2,5x | Ausgezeichnet | 3-5x | 3-4x | Lebensmittelverarbeitung, Pharmazeutika |
| Keramik (Al₂O₃) | 8x | Ausgezeichnet, außer HF-Säure | 20-50x | 5-8x | Abrasive Suspensionen, säurehaltige Umgebungen |
| Siliziumkarbid | 12x | Ausgezeichnet | 50-100x | 10-15x | Extreme Abriebung, Wasserstrahlschnitt |
| Wolframkarbid | 10x | Gut | 40-80x | 8-12x | Hochdruckreinigung, Schleifflüssigkeiten |
Edelstahl 316L bildet den Standard für lebensmitteltaugliche und pharmazeutische Anwendungen. Diese Düsen bewältigen saure ZIP-Lösungen und Hochtemperatur-Desinfektionszyklen ohne Zersetzung. Die geringere Wärmeleitfähigkeit von Edelstahl im Vergleich zu Messing spielt jedoch eine Rolle bei Kühlanwendungen – wir maßen 8°C höhere Flüssigkeitstemperaturen mit Edelstahldüsen im Vergleich zu Messing in unserem Extruder-Kühlkrümmer.
Keramische Düsen bieten außergewöhnliche Abriebbeständigkeit, brechen jedoch bei Aufprall oder Temperaturschock. Wir haben beim Start vier Aluminiumoxiddüsen gerissen, als Bediener Kugelventile zu schnell öffneten, was Druckspitzen über 3000 PSI verursachte. Installieren Sie Druckentlastungsventile und führen Sie vor der Spezifikation der Keramik langsame Verfahren durch – die Sprödigkeit des Materials erfordert sorgfältiges Systemdesign.
Siliziumkarbid stellt die ultimative abscheißfeste Wahl für extreme Anwendungen dar. Unser Wasserstrahl-Schneidetisch verwendet Siliziumkarbid-Düsen mit 60.000 PSI und schneidet aluminiumoxid-dotierte Verbindungen. Diese Düsen kosten 180 Dollar pro Stück, halten aber 400 Stunden im Vergleich zu 80 Stunden für gehärteten Stahl bei 45 Dollar – ein klarer wirtschaftlicher Gewinn trotz höherer Stückkosten. Siliziumkarbid bricht jedoch, wenn der Druck über die Nenngrenze ansteigt oder Schmutz auf die Öffnung trifft.
! 3-Düsen-Material-Vergleich-Nahaufnahme
{kind=link}
4. Reinigungsanwendungen: Düsenauswahl für die Teilereinigung und Oberflächenvorbereitung
Das Teilen Waschen erfordert ausreichende Aufprallkraft, um Schadstoffe zu entfernen, ohne die Substratoberflächen zu beschädigen. Wir verwenden flache Lüfterdüsen mit 15-Grad-Sprühwinkeln und arbeiten mit 800–1200 PSI für präzisionsgefertigte Luft- und Raumfahrtkomponenten. Größere Sprühwinkel verringern die Aufprallkraft – unsere Tests zeigten, dass 40-Grad-Düsen einen 50 % höheren Druck erfordern, um eine gleichwertige Reinigung zu erreichen, was Pumpenenergie und Wasser verschwendet.
{kind=link}
Die Tankreinigung stellt besondere Herausforderungen dar, die rotierende Sprühköpfe erfordern, die eine 360-Grad-Abdeckung bieten. Moderne Entwürfe verwenden zahnradgetriebene oder turbinengetriebene Rotationsmechanismen. Die Turbinenversionen verzichten auf externe Motoren und Dichtungen – wir laufen diese fünf Jahre lang in ätzender Lösung bei 180°F ohne Lagerwechsel. Turbinendüsen benötigen jedoch minimale Durchflussraten, um die Drehzahl aufrechtzuerhalten; Unzureichender Durchfluss führt zu unvollständiger Abdeckung und Streifen.
Die Oberflächenvorbereitung vor der Beschichtung erfordert eine konsequente Befeuchtung ohne Stause. Überlappende flache Lüftermuster bei 30–40 % sorgen für eine gleichmäßige Abdeckung, aber der Verschleiß der Düse erweitert die Sprühwinkel mit der Zeit. Führen Sie vierteljährliche Musterverifikation mit wasserempfindlichem Papier um – wir entdeckten drei abgenutzte Düsen, die 18-Zoll-Abdeckungslücken erzeugten und zu Haftungsversagen führten und 40.000 Dollar an Nachbearbeitungen kosteten.
Chemische Reinigungsanwendungen profitieren von hohlen Kegelmustern, die die Tröpfchenoberfläche maximieren und so bessere chemische Reaktionsraten ermöglichen. Unsere Aluminiumätzlinie verwendet hohle Kegeldüsen mit 80 PSI und erzeugt 150-Mikron-Tröpfchen. Diese Kombination bietet eine 30 % bessere Ätzgleichmäßigkeit im Vergleich zu vollen Kegeldüsen bei gleichwertigen Durchflussraten, reduziert den Verbrauch von Ätzstoff und verbessert die Oberflächenqualität.
5. Kühlanwendungen: Wärmetauscher und Prozesskühldüsen
Die Prozesskühlung erfordert eine schnelle Wärmeableitung durch Verdunstungskühlung oder direkte Kontaktwärmeübertragung. Vollkegel-Düsen, die 200–400 Mikron-Tröpfchen erzeugen, bieten eine optimale Verdunstungseffizienz in unserem Stahlwalzenkühlsystem. Kleinere Tröpfchen verdampfen, bevor sie die Oberfläche berühren, während größere Tröpfchen die Oberfläche verringern und die Verdunstung verlangsamen.
Notfallabschrecksysteme erfordern eine sofortige, hochvolumige Ablösung. Wir spezifizieren Weitwinkel-Vollkegeldüsen mit 1-Zoll-NPT-Anschlüssen, die 50 GPM bei 80 PSI liefern. Diese Düsen mit großen Öffnungen widerstehen dem Verstopfen durch Kalk und Sediment, die die präzisen Atomisierungsdüsen schnell verstopfen würden. Installieren Sie 50-Gitter-Siebe flussaufwärts, um vor katastrophalen Ablagerungen zu schützen und gleichzeitig zu akzeptieren, dass einige feine Partikel hindurchgehen.
Die Gaskühlung in industriellen Prozessen verwendet vollständige Kegelmuster, um den Kontakt zwischen Gas und Flüssigkeit zu maximieren. Unser Rauchgaskühlsystem arbeitet mit 150 PSI und erzeugt 300-Mikron-Tröpfchen, die Wärme aufnehmen, ohne dass der Nebel in die nachgelagerte Ausrüstung übergeht. Die Tropfengröße balanciert entscheidend die Kühleffizienz gegen die Feuchtigkeitsbindung aus – wir haben Größen von 100 bis 500 Mikrometer getestet, bevor wir den optimalen Bereich fanden.
| Kühlanwendung | Düsentyp | Typischer Druck | Ziel der Tröpfchengröße | Entscheidender Auswahlfaktor |
|---|---|---|---|---|
| Verdunstungskühlung | Vollkegel | 80-150 PSI | 200–400 Mikron | Maximale Oberfläche ohne Drift |
| Direktkontakt-Quench | Breiter Vollkegel | 40-100 PSI | 400-800 Mikron | Hoher Durchfluss, Verstopfungswiderstand |
| Gasreinigung/Kühlung | Vollkegel | 100-200 PSI | 250-500 Mikron | Gleichgewichtseffizienz vs. Übernahme |
| Walzen-/Prozesskühlung | Flachventilator oder Vollkegel | 60-120 PSI | 150–300 Mikron | Einheitliche Abdeckung, Durchdringung |
6. Beschichtungsanwendungen: Erreichen einer gleichmäßigen Filmdicke
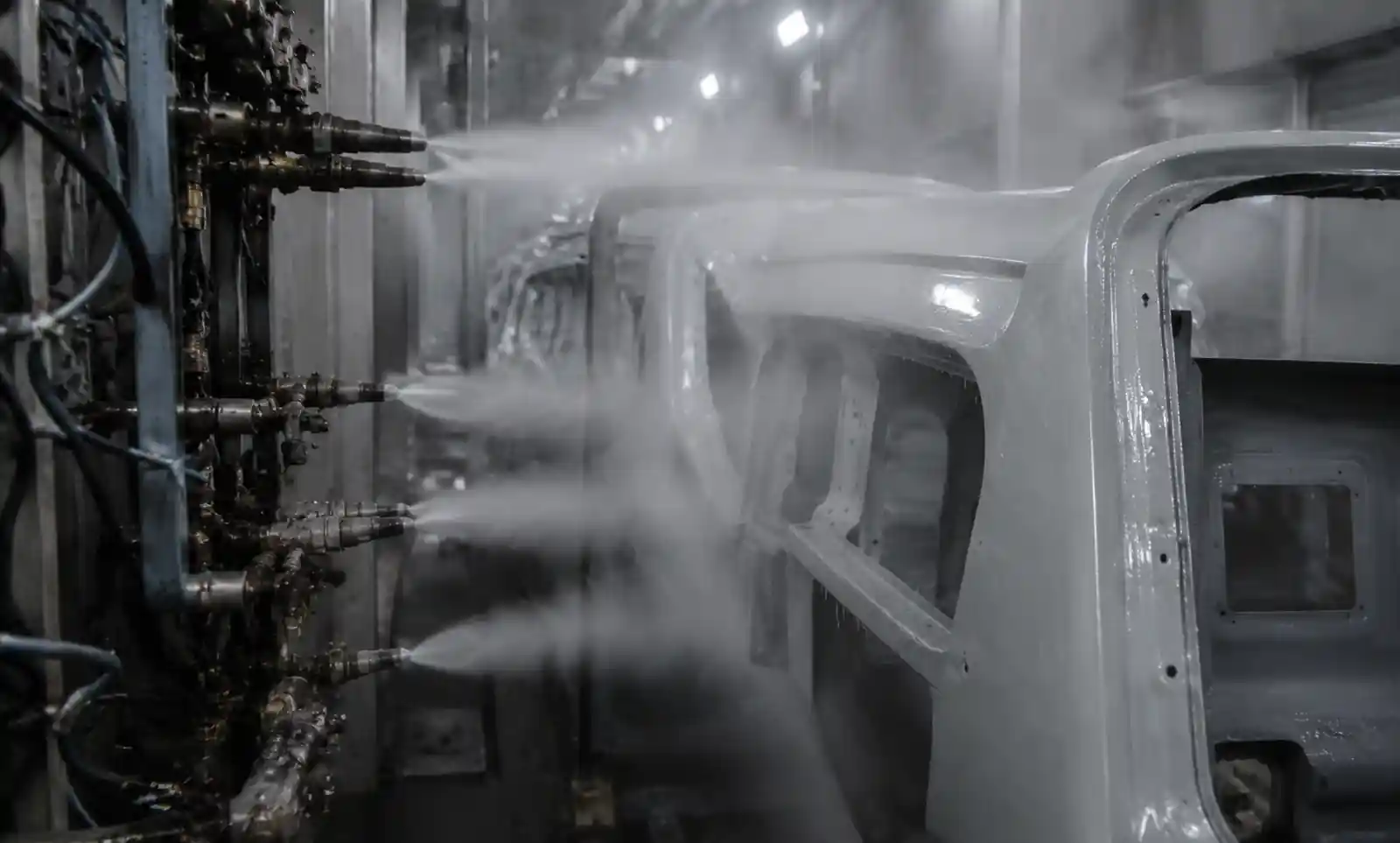
Die Gleichmäßigkeit der Beschichtung hängt von präziser Überlappung benachbarter Sprühmuster und einer einheitlichen Verteilung der Tropfengröße ab. Wir betreiben unsere Auto-Klarlacklinie mit Luftatomisierenden Düsen bei 25 PSI Flüssigkeitsdruck und 65 PSI Atomisierungsluft. Dadurch entstehen 35–50 Mikron-Tröpfchen, die vor dem Aushärten glatt herausfließen. Die Erhöhung des Luftdrucks auf 80 PSI reduzierte die durchschnittliche Tröpfchengröße auf 25 Mikrometer, erzeugte aber Übersprühung, die 12 % des teuren Beschichtungsmaterials verschwendete.
! 5-Beschichtung-Düse-Auto-Linie
{kind=link}
Hydraulische Zerstäubungsdüsen eliminieren Druckluftkosten, erfordern jedoch einen höheren Flüssigkeitsdruck – typischerweise 500–1500 PSI –, um eine feine Atomisierung zu erreichen. Unsere industrielle Ausrüstungsbeschichtung wechselte von Luftatomisierung auf hydraulische Düsen und senkte die Betriebskosten jährlich um 15.000 US-Dollar trotz höherer Kapitalinvestitionen. Hydraulische Systeme benötigen jedoch Impulsdämpfer, um Druckschwankungen zu vermeiden, die zu Durchflussschwankungen und Beschichtungsfehlern führen.
Elektrostatische Beschichtungssysteme verwenden spezialisierte Düsen, die im Flug elektrische Ladung auf Tröpfchen legen. Dies schafft eine umlaufende Deckung, die zurückliegende Bereiche und Rückseiten bedeckt, ohne die Teile neu zu positionieren. Mit elektrostatischer Pulverbeschichtung erreichen wir eine Übertragungseffizienz von 75–80 % gegenüber 50–60 % bei herkömmlichem Flüssigspray. Allerdings schränken Erdungsanforderungen und Einschränkungen des leitenden Substrats die Anwendungen ein.
Die Vorhangbeschichtung verwendet Schlitzdüsen, die kontinuierliche flüssige Schichten erzeugen, die auf bewegliche Substrate fallen. Dieser Ansatz beseitigt Übersprühen vollständig und erreicht eine perfekte Kantenabdeckung. Unsere pharmazeutische Tablettbeschichtungsanlage verwendet präzisionsbearbeitete Schlitzwerkzeuge, die eine Gleichmäßigkeit der Blattdicke innerhalb von 5 Mikrometern über eine Breite von 300 mm gewährleisten. Die Anfangskosten überstiegen 25.000 US-Dollar pro Düse, entfielen jedoch jährlich 80.000 US-Dollar an Lösungsmittelabfällen.
7. Häufige Auswahlfehler und wie man sie vermeidet
Überdimensionierte Düsen zur "Sicherheitsmarge" verursachen mehr Probleme als Unterdimensionierung. Als unser Wartungsteam 1,5-mm-Düsen anstelle der angegebenen 1,0-mm-Größen in unserer Teilewäsche installierte, stieg die Durchflussrate um 125 % über die Pumpenkapazität. Der Systemdruck sank von 1000 PSI auf 480 PSI, was die Aufprallkraft reduzierte und die Zykluszeit um 40 % erhöhte. Berechnen Sie stets den gesamten Durchflussbedarf des Systems und überprüfen Sie die Pumpenkapazität bei dem erforderlichen Betriebsdruck.
! 6-Düse-Verschleißmuster-Inspektion
{kind=link}
Das Ignorieren von Verschleißmustern verschwendet Geld durch Überkorrektur. Wir haben eine ganze Reihe von 48 Düsen ersetzt, weil zwei abgenutzte Einheiten Abdeckungslücken verursachten. Die Musterüberprüfung identifizierte die eigentlichen Problemdüsen und sparte 3.800 Dollar an unnötigen Ersatzmaßnahmen. Führen Sie vierteljährliche Inspektionen mit Durchflussmessern und Musterpapier statt kalenderbasierter Austauschpläne durch.
Die Verwendung von Katalog-Sprühwinkeln ohne Druckverifikation garantiert Enttäuschung. Die Sprühwinkel verengen sich, wenn der Druck steigt – unsere 80-Grad-flachen Lüfterdüsen maßen nur 68 Grad bei 100 PSI gegenüber dem angegebenen Testdruck von 40 PSI. Das verkürzte unsere Abdeckungsbreite und führte zu einer um 20 % größeren Überlappung als geplant. Charakterisieren Sie die Düsen immer unter tatsächlichem Betriebsdruck, bevor Sie die Abstandsberechnungen finalisieren.
Das Vernachlässigen von Temperatureffekten auf die Viskosität verändert die Sprühleistung dramatisch. Unsere Klebebeschichtung zeigte eine Viskositätssteigerung von 35 %, als die Umgebungstemperatur im Winter von 75°F auf 55°F sank. Dies verengte die Sprühmuster und verringerte die Atomisierungsqualität, bis wir Inline-Heizer mit einer Flüssigkeitstemperatur von 80°F hinzufügten. Spezifizieren Sie Düsen für die schlimmsten Viskositätsbedingungen oder implementieren Sie eine Temperaturkontrolle.
8. Innovationen 2026: Intelligente Düsen und vorausschauende Wartung
Integrierte Durchflusssensoren in modernen Düsen ermöglichen Echtzeit-Leistungsüberwachung und vorhersagende Wartung. Diese intelligenten Düsen messen sofortige Durchflussraten und vergleichen sie mit Basiswerten, um Verschleiß der Öffnung, Verstopfungen oder Druckprobleme stromaufwärts zu erkennen. Unsere Pilotinstallation stellte eine 12%ige Durchflussreduzierung fest, was auf einen frühen Verschleiß hinweist, was einen geplanten Austausch ermöglichte, bevor Beschichtungsfehler auftraten.
Selbstreinigende Düsendesigns enthalten gepulste Reverse-Flow- oder mechanische Schaber, die Ablagerungen bei stark beschmutzten Anwendungen verhindern. Wir testen federbelastete Nadeldesigns, die periodisch durch die Öffnung streichen und Ablagerungen befreien. Erste Ergebnisse zeigen dreimal längere Abstände zwischen manueller Reinigung und herkömmlichen Düsen in unserem Slurry-Beschichtungsprozess.
Additive Fertigung ermöglicht komplexe Innengeometrien, die mit traditioneller Bearbeitung unmöglich sind. 3D-gedruckte Düsen mit internen Wirbelgeneratoren verbessern die Atomisierungseffizienz bei niedrigeren Drücken. Wir bewerten titangedruckte Designs mit integrierten Antitropfventilen, die die derzeit benötigten Magnetventile eliminieren und so die Systemkomplexität und Ausfallpunkte reduzieren.
Variable Sprühdüsen verwenden mechanische Aktuatoren oder magnetisch gekoppelte Schaufeln, um den Sprühwinkel während der Fahrt anzupassen. Dadurch können einzelne Düsen mehrere Beschichtungsbreiten ohne manuellen Wechsel bewältigen. Unsere flexible Verpackungslinie verkürzt die Umstellungszeit pro Setup um 15 Minuten mit elektronisch einstellbaren Düsen, die durch Rezeptparameter der SPS gesteuert werden.
Maschinelle Lernalgorithmen sagen optimale Sprühparameter anhand der Umgebungsbedingungen und Substrateigenschaften voraus. Diese Systeme analysieren historische Beschichtungsergebnisse, Temperatur, Luftfeuchtigkeit und Substratgeschwindigkeit, um den Druck, die Durchflussrate und die Überlappung des Musters automatisch anzupassen. Early Adopter berichten von einer Reduzierung des Beschichtungsmaterials um 8–12 % und verbessern die Einheitlichkeit.
Fazit
Eine effektive Sprühdüsenauswahl erfordert das Verständnis der grundlegenden Beziehungen zwischen Druck, Durchfluss, Tröpfchengröße und Mustergeometrie. Die Materialwahl beeinflusst die Lebensdauer in abrasiven oder korrosiven Anwendungen erheblich – Siliziumkarbiddüsen kosten zehnmal so teuer wie Messing, halten aber im Wasserstrahlschnitt 100-mal länger und bieten damit klare wirtschaftliche Vorteile.
Reinigungsanwendungen erfordern ausreichende Aufprallkraft ohne Schäden am Substrat, während die Kühlung eine Abwägung der Verdunstungseffizienz gegen die Nebelübertragung erfordert. Die Gleichmäßigkeit der Beschichtung hängt von präziser Überlappung und gleichmäßiger Tröpfchenverteilung ab. Jede Anwendung hat optimale Düsenkonfigurationen – es gibt keine universelle "beste" Düse.
Vermeiden Sie häufige Fehler, indem Sie die Gesamtanforderungen des Systems vor der Dimensionierung der Düsen berechnen, die Leistung unter tatsächlichen Betriebsbedingungen statt in Katalogbewertungen überprüfen und Zustandsüberwachung implementieren, um Verschleiß zu erkennen, bevor die Qualität darunter leidet. Die Generation der intelligenten Düsen von 2026 mit integrierten Sensoren und selbstreinigenden Mechanismen reduziert den Wartungsbedarf und verbessert die Prozesskonsistenz.
Eine erfolgreiche Düsenauswahl beginnt damit, Ihre Anwendungsanforderungen klar zu definieren: Abdeckungsbereich, Durchfluss, Druckverfügbarkeit, Flüssigkeitseigenschaften und Leistungskriterien. Teste Kandidatendüsen unter tatsächlichen Betriebsbedingungen, bevor du eine vollständige Installation überlässt. Die geringe Investition in Anwendungstests verhindert teure Fehler und stellt sicher, dass Ihr Sprühsystem die gewünschte Leistung liefert.