





Wie man Sprühdüsen für Schiffbauanwendungen auswählt
Schiffbauarbeiten erfordern präzises Sprühen in Dutzenden kritischer Anwendungen – von der Oberflächenvorbereitung und Schweißkühlung von Stahlplatten bis hin zur Reinigung von Ladetanks und Brandlöschsystemen. Eine schlecht spezifizierte Düse kann zu ungleichmäßiger Beschichtungsabdeckung, verlängerten Trocknungszeiten, vorzeitigem Verschleiß beim Schleifstrahlen oder fehlerhaft IMO-Konformität in Tankwaschsystemen führen. Dieser Leitfaden führt Sie durch die technischen Überlegungen, Leistungsparameter und Materialauswahlkriterien, die die Lebensdauer der Düsen und die Prozesszuverlässigkeit bei der maritimen Fertigung und Schiffsausrüstung bestimmen.
Inhaltsverzeichnis
- [Kritische Sprühparameter für marine Anwendungen] (#1-kritische Sprühparameter für marine Anwendungen)
- [Nozzle-Typ-Vergleich für Schiffbauprozesse] (#2-Düsentyp-Vergleich-für-Schiffbau-Prozesse)
- [Materialauswahl und Korrosionsbeständigkeit] (#3 – Materialauswahl und Korrosionsbeständigkeit)
- Anwendungsspezifischer Auswahlleitfaden
- [Installations- und Wartungsaspekte](#5-Installations- und Wartungsaspekte)
- [Analyse der Gesamtkosten des Eigentums] (#6 – Analyse der Gesamtkosten des Eigentums)
- [Häufig gestellte Fragen](#7 häufig gestellte Fragen)
- Fazit und nächste Schritte
1. Kritische Sprühparameter für marine Anwendungen
Die Auswahl von Sprühdüsen für den Schiffbau erfordert das Ausbalancieren von vier Hauptparametern: Durchflussrate, Betriebsdruck, Sprühwinkel und Tropfengrößenverteilung. Jeder Parameter beeinflusst direkt die Beschichtungsqualität, die Kühleffizienz oder die Reinigungseffizienz.
Durchflussrate und Abdeckungsgebiet
Die Durchflussrate (typischerweise gemessen in Gallonen pro Minute oder Litern pro Minute) bestimmt, wie schnell man eine Zielfläche abdecken kann. Für das Vorabspülen der Stahlplatten vor dem Lackieren geben wir typischerweise 0,5–2,0 GPM pro Düse bei 40 PSI an, um eine Abdeckung von 80–120 Quadratfuß pro Minute zu erreichen. Höhere Abflussraten verkürzen die Zykluszeit, erhöhen aber den Wasserverbrauch und die Entsorgungskosten – entscheidend bei Trockendockbetrieben, bei denen die Abwasserbehandlungskapazität begrenzt ist.
Die Beziehung zwischen Druck und Durchfluss folgt der hydraulischen Gleichung Q = K × √P, wobei K der Düsenstromkoeffizient ist. Eine Verdopplung des Drucks erhöht den Durchfluss nur um etwa das 1,41-fache, nicht um das 2-fache. Das Verständnis dieser Quadratwurzelbeziehung verhindert Überdimensionierung von Pumpen und hilft, Leistungsverschlechterung vorherzusagen, wenn Düsen verschleißen und sich vergrößern.
Betriebsdruck und Aufprallkraft
Der Druck bestimmt sowohl die Durchflussrate als auch die Spritzkraft. Für die Reinigung von Ladetanks in Chemikalientankern schreiben IMO-Anforderungen typischerweise Mindestaufprallkräfte von 7–12 N an der Tankwand (gemessen am entferntesten Reichweitenpunkt) vor, um Ladungsrückstände zu lösen. Dies entspricht Betriebsdrücken von 80–150 PSI für Rotationstankreinigungsmaschinen, abhängig von Düsendesign und Tankgeometrie.
Im Gegensatz dazu erfordern Nachschweiß-Kühlanwendungen ein sanftes, gleichmäßiges Sprühen, um thermische Schockrisse in dicken Stahlprofilen zu vermeiden. Wir empfehlen Betriebsdrücke unter 30 PSI mit vollen Kegeldüsen, die 200–400 Mikron-Tröpfchen erzeugen, um kontrollierte Verdunstungskühlung ohne übermäßigen Abfluss zu erzeugen.
! 1-Sprühwinkel-Abdeckungsdiagramm
{kind=link}
Sprühwinkel und Abdeckung überschneiden sich
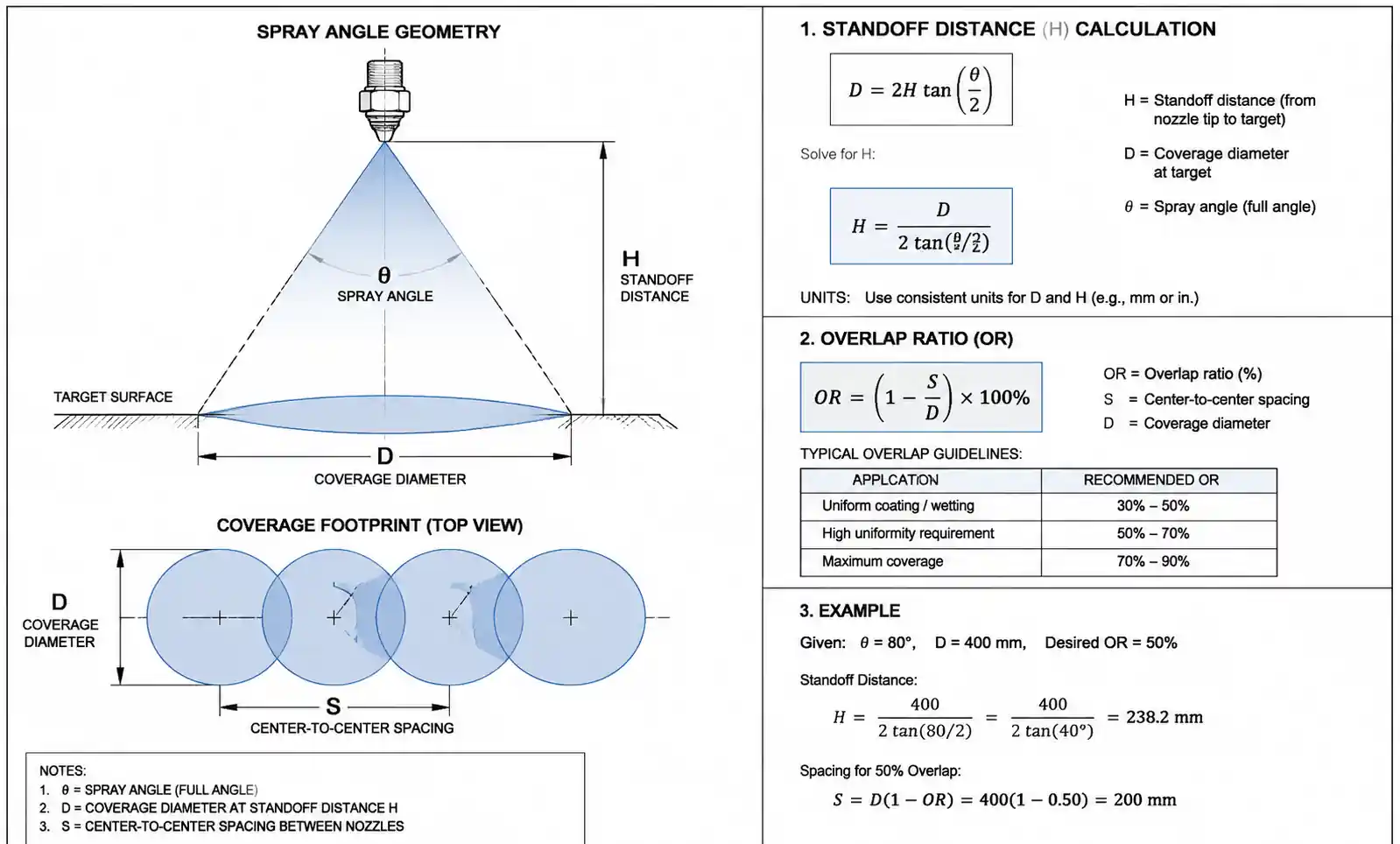
Der Sprühwinkel (typischerweise 15° bis 120° bei hydraulischen Düsen) bestimmt die Flächenbreite bei einem bestimmten Abstandsabstand. Für automatisierte Beschichtungskabinen in Werften berechnen wir das Überlappungsverhältnis mit folgender Formel:
Überlappung (%) = [(S - H × tan(θ/2) × 2) / (H × tan(θ/2) × 2)] × 100
Dabei = Düsenabstand, H = Abstandshöhe, θ = Sprühwinkel.
Die meisten Beschichtungsanwendungen erfordern eine Überlappung von 50–100 %, um eine gleichmäßige Filmdicke zu gewährleisten. Unterüberlappung erzeugt trockene Streifen; Überlappung verschwendet Material und verlängert die Flash-off-Zeit. Für eine 40° flache Lüfterdüse bei 18-Zoll-Abstand beträgt der optimale Abstand 10–12 Zoll für 50 % Überlappung.
Tropfengrößenverteilung
Die Tröpfchengröße (charakterisiert durch Dv0,5- oder Dv0,9-Werte aus der Laserbeugungsanalyse) beeinflusst die Verdunstungsrate, Oberflächenbenetzung und das Eindringen in Spalten. Feine Atomisierung (50–150 Mikrometer) kommt Brandschutzsystemen zugute, bei denen eine schnelle Verdunstungskühlung gewünscht ist. Grober Spray (300–800 Mikrometer) eignet sich besser für Spülvorgänge, bei denen Tröpfchenimpuls benötigt wird, um Schadstoffe zu verdrängen, ohne Aerosolnebel zu erzeugen, der Partikel in der Fertigungshalle verteilt.
Bei unseren Feldtests zur korrosionsfreien Grundierung lieferten Düsen, die 180–250 Mikron-Tröpfchen bei 35 PSI erzeugten, einen optimalen Filmaufbau ohne übermäßiges Übersprühen oder Durchhängen an vertikalen Schotten.
2. Düsentyp-Vergleich für Schiffbauprozesse
Unterschiedliche Sprühmuster passen zu unterschiedlichen Schiffbauaufgaben. Die Wahl des falschen Mustertyps ist einer der häufigsten Spezifikationsfehler, die wir bei Prozessaudits begegnen.
| Düsentyp | Sprühmuster | Typischer Durchflussbereich | Beste Anwendungen | Aufprallkraft | Verstopfungsrisiko |
|---|---|---|---|---|---|
| Flachventilator | Ellipsenförmige, konische Kanten | 0,05–5 GPM | Oberflächenreinigung, Beschichtung (flache Oberflächen), Spülen von förderbandgetragenen Teilen | Medium (konzentriert im Zentrum) | Niedrig (wenn auf 150 Mesh gefiltert) |
| Volle Kegel | Kreisförmige, gleichmäßige Verteilung | 0,1–50 GPM | Kühlung (geschweißte Verbindungen, wärmebehandelte Abschnitte), Abschrecken, Brandbekämpfung | Niedrig bis mittel (verteilt) | Medium |
| Hohler Kegel | Ringförmig, offenes Zentrum | 0,05–10 GPM | Tankreinigung (Zentrifugalkraft unterstützt die Reinigung), Verdunstungskühlung, Gasreinigung | Hoch (am Rand) | Low |
| Solider Stream | Konzentrierter Jet | 0,5–100 GPM | Hochdruckentkalkung, Schneiden, Hydrostrahlen | Sehr hoch | Sehr niedrig |
| Luftatomisierung | Feiner Nebel, kontrollierte Tröpfchengröße | 0,01–2 GPM | Präzisionsbeschichtung (Kleinteile), Formfreigabe, Schmierstoffanwendung | Sehr niedrig | Hoher (benötigt saubere, trockene Luft) |
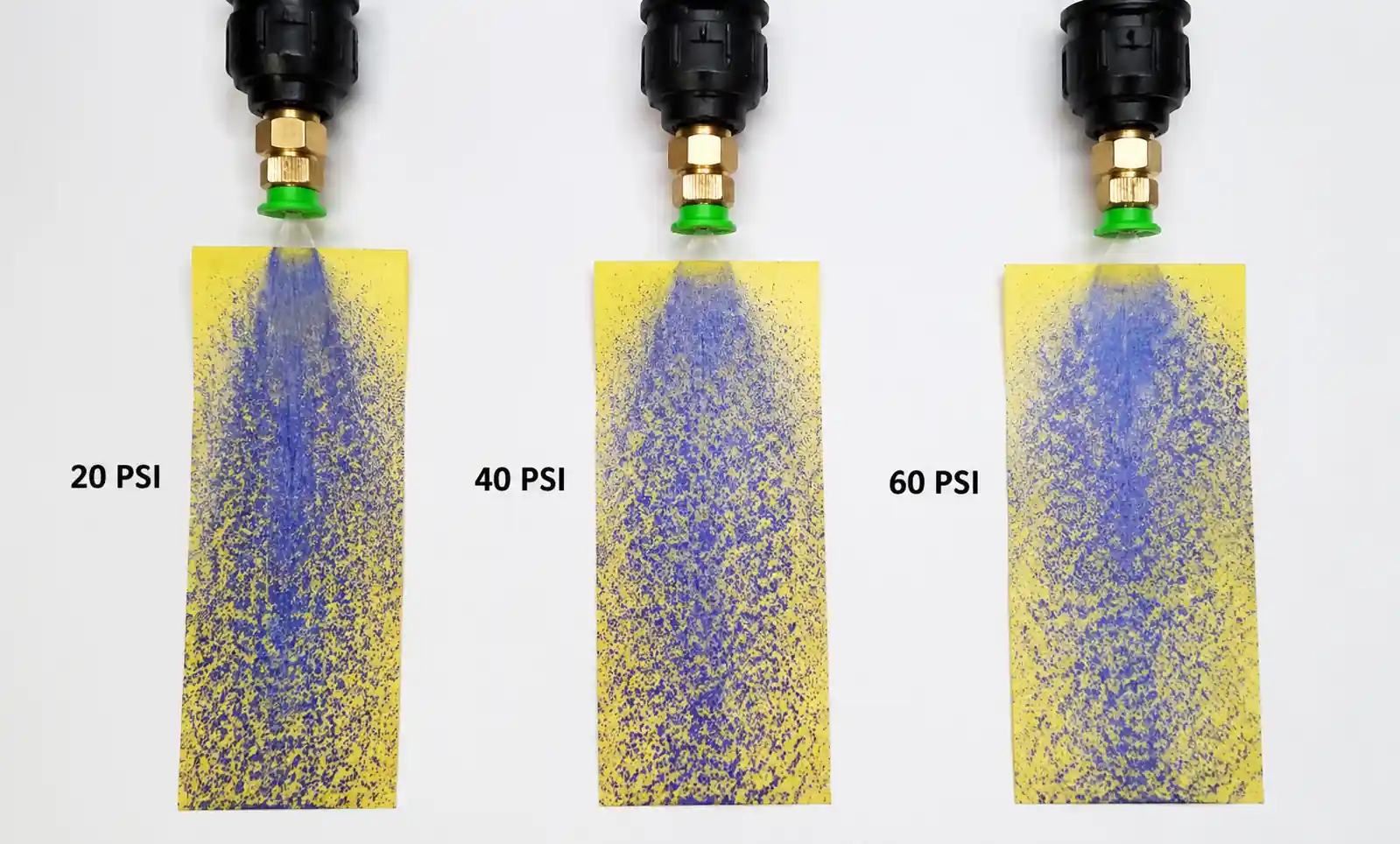
Flache Lüfterdüsen für Beschichtungsleitungen
Flache Lüfterdüsen erzeugen ein elliptisches Muster mit der höchsten Durchflussdichte an der Mittellinie, das sich zu den Rändern hin verjüngt. Dies macht sie ideal für automatisierte Beschichtungssysteme, bei denen mehrere Düsen in einem Ansaugrohr angeordnet sind, um breite Paneele zu bedecken. Das konische Kantenprofil hilft, eine glatte Überlappung zu erzielen, ohne dicke Ablagerungszonen zu erzeugen.
Wir spezifizieren eine gleichmäßige Sprühwinkelverteilung für flache Lüfter (früher "even flat spray" in der BETE-Nomenklatur genannt) für Grundierung und Decklack auf vorgeschnittenen Stahlplatten. Standard-flache Lüfter mit ihrem natürlichen Taper eignen sich gut zum Spülen, wo eine gewisse Variation akzeptabel ist.
! 2-Flat-Fan-Spray-Pattern-Vergleich
{kind=link}
Vollkegeldüsen für Kühlung und Brandschutz
Vollkegeldüsen verteilen die Flüssigkeit über einen kreisförmigen Querschnitt, was sie ideal für Kühlanwendungen macht, bei denen ein einheitliches Wärmemanagement erforderlich ist. Nach dem Schweißen von Längsversteifungen auf die Hüllenplatten verhindert kontrollierte Kühlung Verformungen. Wir positionieren Vollkegeldüsen 24–36 Zoll oberhalb der Schweißnaht, die mit 20–30 PSI arbeiten, um einen sanften, gleichmäßigen Nebel zu erzeugen, der die Kühlgeschwindigkeit kontrolliert, ohne Stoßrisse zu verursachen.
In Brandschutzsystemen (Wassernebel oder Deluge) erzeugen vollkegelförmige Düsen, die für 80–120 PSI ausgelegt sind, 200–400 Mikron-Tröpfchen, die Wärme effizient aufnehmen und gleichzeitig Wasserschäden an empfindlichen Geräten in Maschinenräumen oder Sicherungstafeln minimieren.
Hohlkegel und Spiraldüsen zur Tankreinigung
Hohle Kegeldüsen konzentrieren den Fluss am Rand des Musters und erzeugen so hochgeschwindigkeitige Tröpfchen, die eine überlegene Aufprallkraft zur Reinigung erzeugen. Statische Hohlkegeldüsen funktionieren gut für kleinere Tanks (bis zu 15 Fuß Durchmesser). Für Frachttanks in Chemikalientankern oder Produkttransportern bieten Rotationstankreinigungsmaschinen mit Spiraldüsen mit kontrolliertem Winkel systematische 3D-Abdeckung, die nach den IMO MEPC.1/Circ.642-Standards zertifiziert ist.
Bei unseren Tests zur Reinigung von Rohöltanks wurden Spiraldüsen mit 100 PSI und einem Durchfluss von 12–18 GPM 40 % schneller gereinigt als veraltete feste Sprühball-Systeme, was die Off-Hire-Zeit erheblich verkürzte.
3. Materialwahl und Korrosionsbeständigkeit
Meeresumgebungen setzen Düsen Salzwasser, sauren Reinigungschemikalien, abrasiven Schlammen (beim Strahlen oder Entkalken) und Hochtemperaturdampf aus. Die Materialwahl wirkt sich direkt auf die Lebensdauer und die Gesamtbesitzkosten aus.
| Material | Härte (HRC) | Relative Verschleißlebensdauer | Korrosionsbeständigkeit | Kostenmultiplikator | Beste Anwendungen |
|---|---|---|---|---|---|
| Messing | 10–15 | 1x (Baseline) | Armes Salzwasser, Säuren | 1x | Nur Süßwasser, wenig Abrieb |
| 316 Edelstahl | 20–25 | 3x | Ausgezeichnet (Salzwasser, milde Säuren) | 2–3x | Allgemeiner maritimer Gebrauch, chemische Waschanlage |
| Gehärtetes Edelstahl (17-4 pH) | 38–42 | 8x | Sehr gut | 4–5x | Abrasive Schlamm, stark verschleißig |
| Wolframkarbid-Einsatz | 70–75 | 25–40x | Ausgezeichnet | 8–12x | Starke Abschürfungen (Entkalkung, Körnung) |
| Siliziumkarbid-Keramik | 72–78 | 30–50x | Ausgezeichnet (Säuren, Kaustik) | 10–15x | Reinigung des chemischen Tanks, saure |
| Hastelloy C-276 | 22–28 | 5x | Außergewöhnlich (HCl, H2SO4, FeCl3) | 20–30x | Konzentrierte Säuren, extreme Korrosion |
Wann Edelstahl spezifiziert werden sollte
Edelstahl 316 ist das Arbeitstiermaterial für die meisten Sprühanwendungen im Schiffbau. Es behandelt Salzwasser-Exposition, alkalische Reiniger und milde Säuren, die häufig in der Oberflächenvorbereitung üblich sind. Für Süßwasserkühl- oder Spülsysteme ohne abrasive Partikel erreichen 316SS-Düsen problemlos 8.000–12.000 Betriebsstunden, bevor die Durchflussrate um mehr als 10 % ansteigt (unser typischer Austauschschwellenwert).
Vermeiden Sie Messing in jeglicher maritimen Anwendung – wir haben gesehen, dass Messingdüsen in Salzwassersprühsystemen innerhalb von 400 Stunden aufgrund von Entzündung versagten.
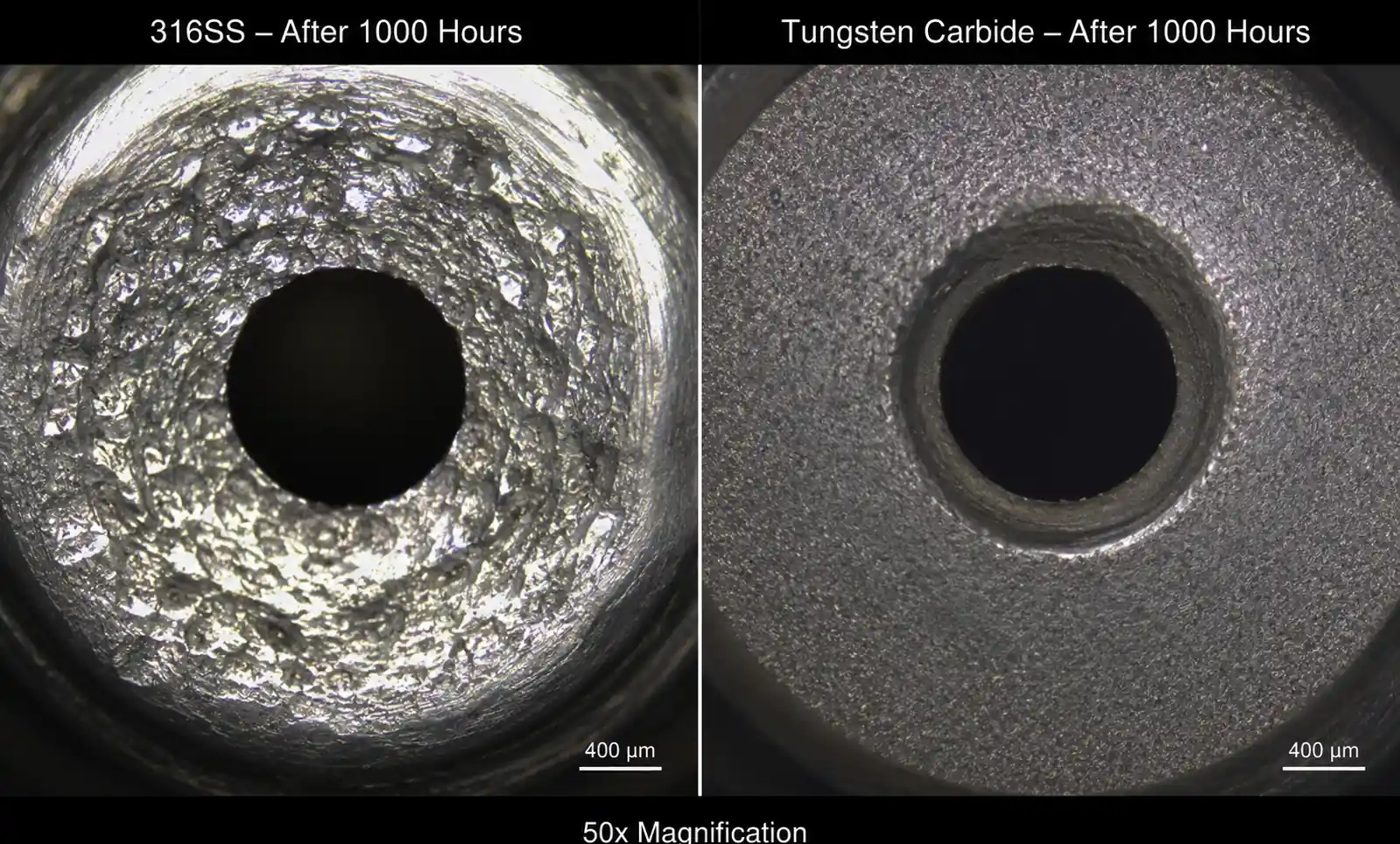
Hartmetall und Keramik für den Schleifservice
Entkalkungsverfahren mit Hochdruckwasser und eingezogenen Mühlkalkpartikeln zerstören Edelstahldüsen innerhalb von 200–400 Stunden. Wolframkarbid-Einsätze verlängern die Lebensdauer unter denselben Bedingungen auf 6.000–10.000 Stunden. Der Kostenaufschlag (8–12x) zahlt sich innerhalb des ersten Jahres zurück, indem häufige Austausche und damit verbundene Ausfallzeiten eliminiert werden.
Siliziumkarbid bietet eine ähnliche Verschleißfestigkeit und eine überlegene Säurebeständigkeit für Tankreinigungsdüsen, die konzentrierten Schwefelsäure- oder Salzsäurerückständen ausgesetzt sind. Keramikmaterialien sind jedoch spröde – vermeiden Sie Installationen, bei denen der Druck über die Grenzwerte hinaussteigt oder bei denen mechanische Einflüsse während der Wartung wahrscheinlich sind.
! 3-Düsen-Verschleiß-Verschleiß-Vergleich
{kind=link}
Hastelloy für extreme Korrosion
In Reinigungssystemen für Chemikalientanker, die hochkonzentrierte Säuren oder Eisenchlorid verarbeiten, leiden Standarddüsen aus Edelstahl unter Pittbildung und Spannungskorrosionsrisse. Hastelloy C-276 beseitigt Korrosionsstörungen, kostet jedoch das 20–30-fache der Basiskosten. Wir spezifizieren Hastelloy nur, wenn Ausfallzeiten oder Sicherheitsrisiken die Prämie rechtfertigen – typischerweise bei hochwertigen Spezialchemikalienträgern.
4. Anwendungsspezifische Auswahlanleitung
Der Schiffbau umfasst vielfältige Sprühtätigkeiten. Dieser Abschnitt enthält die Auswahlkriterien der Düsen für die häufigsten Anwendungen.
Vorbereitung und Spülung der Stahlplattenoberfläche
Ziel: Entfernen Sie Fräskalk, Rost, Salz und Verunreinigungen vor der Beschichtung.
Empfohlene Düse: Flachlüfter, 40–65° Sprühwinkel, 1,0–2,5 GPM bei 40–60 PSI.
Material: 316SS oder gehärtetes Edelstahl, wenn recyceltes Wasser abrasive Partikel enthält.
Abstand: 12–18 Zoll für 50–80 % Überlappung bei Fördersystemen.
Wichtiger Aspekt: Filtern Sie das Wasser auf mindestens 100 Maschen, um Verstopfungen zu vermeiden. Das Vorspülen mit Süßwasser nach Salzwasser reduziert den Chemikalienverbrauch in den folgenden Reinigungsphasen.
Nachschweiß-Kühlung
Ziel: Kontrolle der Kühlrate, um thermische Schockrisse zu verhindern und Verzerrungen zu minimieren.
Empfohlene Düse: Volle Kegel, 60–90° Sprühwinkel, 0,5–3,0 GPM bei 15–30 PSI.
Material: 316 SS (Temperatur typischerweise unter 200°F am Sprühpunkt).
Tröpfchengröße: 250–500 Mikrometer für Verdunstungskühlung ohne übermäßigen Abfluss.
Wichtiger Aspekt: Positioniere die Düsen 24–36 Zoll von der Schweißnaht entfernt. Verwenden Sie Zeitschaltuhren, um intermittierendes Sprühen aufzutragen (30 Sekunden an, 60 Sekunden aus) statt kontinuierlicher Durchfluss für dicke Abschnitte (>2,5 cm), um Quench-Risse zu vermeiden.
! 4-Schweiß-Kühlung-Düse-Installation
{kind=link}
Antikorrosivbeschichtung
Zielsetzung: Schichten gleichmäßiger Grundierung, Zwischenschicht oder Deckschicht innerhalb des angegebenen Dickenbereichs (typischerweise 3–8 mil Trockenfilmdicke) auftragen.
Empfohlene Düse: Luftverdampfung oder luftloser Flachlüfter, Sprühwinkel 20–40° je nach Bauteilgeometrie.
Durchflussrate: 0,2–1,5 GPM, abhängig von Beschichtungsviskosität und gewünschtem Filmaufbau.
Material: Edelstahl benetzte Teile; Wolframkarbid für abrasive Beschichtungen (zinkreiche Grundierungen).
Wichtiger Aspekt: Luftlose Systeme (3.000–5.000 PSI) liefern eine bessere Übertragungseffizienz (60–75 %) als Luftatomisierung (40–60 %), verursachen aber mehr Übersprühkraft. Für komplexe Geometrien (Halterungen, Rohrdurchführungen) bietet die Luftverzerblütung eine bessere Abdeckung in Vertiefungen.
Reinigung von Ladetanks (Chemikalientanker, Produkttransporter)
Ziel: Entfernung von Frachtrückständen gemäß IMO-Vorgaben zur Sauberkeit; Bereite Tanks für die nächste Ladung oder Inspektion vor.
Empfohlene Düse: Rotatorische Tankreinigungsmaschine mit Spiral- oder kontrollierten Düsen; 12–25 GPM bei 80–150 PSI.
Material: 316SS für Erdölprodukte und Pflanzenöle; Hastelloy C-276 oder Siliziumkarbid für aggressive Chemikalien (Säuren, Ätzstoffe, chlorierte Lösungsmittel).
Aufprallkraft: Mindestens 7–12 N an der Panzerwand (variiert je nach Panzergröße und Ladung; siehe IMO MEPC.1/Circ.642).
Wichtige Überlegung: Wähle Maschinen aus, die nach Tankmaßen (vertikaler Abstand und horizontaler Durchmesser) bewertet sind. Untermotorisierte Maschinen können an der Prüfanlage der Aufprallkraft ausgesetzt sein, aber im Betrieb aufgrund unzureichender Wurfweite ausfallen. Verifizieren Sie die Leistung mit einer Vor-Ort-Aufprallkraftmessung mit der Lastzelle an der entferntesten Tankecke.
Feuerlöschung (Wassernebel / Flutsysteme)
Ziel: Schnelle Kühlung und Sauerstoffverdrängung in geschlossenen Räumen (Maschinenräume, elektrische Panels, Unterkunftsbereiche).
Empfohlene Düse: Voller Kegel oder hohler Kegel, je nach Systemdesign (Niederdruck- oder Hochdruck-Wassernebel).
Betriebsdruck: Niederdrucksysteme (12–20 PSI), Hochdrucksysteme (800–1.500 PSI für Feinnebel).
Tröpfchengröße: 200–400 Mikrometer bei Klasse-A-Bränden; <200 Mikrometer für Klasse-B-Kohlenwasserstoffbrände, die eine Dampfunterdrückung erfordern.
Material: Minimum 316 SS; Überprüfen Sie die Einhaltung des IMO-FSS-Codes und der geltenden Vorschriften des Flaggenstaates.
Wichtiger Aspekt: Die Düsenöffnungen müssen frei bleiben – spezifizieren Sie selbstreinigende Designs oder implementieren Sie vierteljährliche Spülprotokolle. Verwenden Sie korrosionsbeständige Materialien auch in Süßwassersystemen aufgrund langer Leerlaufzeiten zwischen den Tests.
5. Installations- und Wartungsaspekte
Eine ordnungsgemäße Installation und proaktive Wartung verlängern die Lebensdauer der Düsen und gewährleisten eine gleichbleibende Sprühleistung.
Häufige Installationsfehler
Unzureichender Rohrdurchmesser führt zu Druckabfällen: Eine 1/4-Zoll-Zuleitung kann bei Nenndruck nicht 5 GPM liefern, ohne einen übermäßigen Geschwindigkeitsverlust. Für Durchflussraten über 2 GPM verwenden Sie mindestens 3/8 oder 1/2 Zoll Versorgungsleitungen und begrenzen Sie die Geschwindigkeit auf 10 Fuß/s, um den Druckabfall zu minimieren.
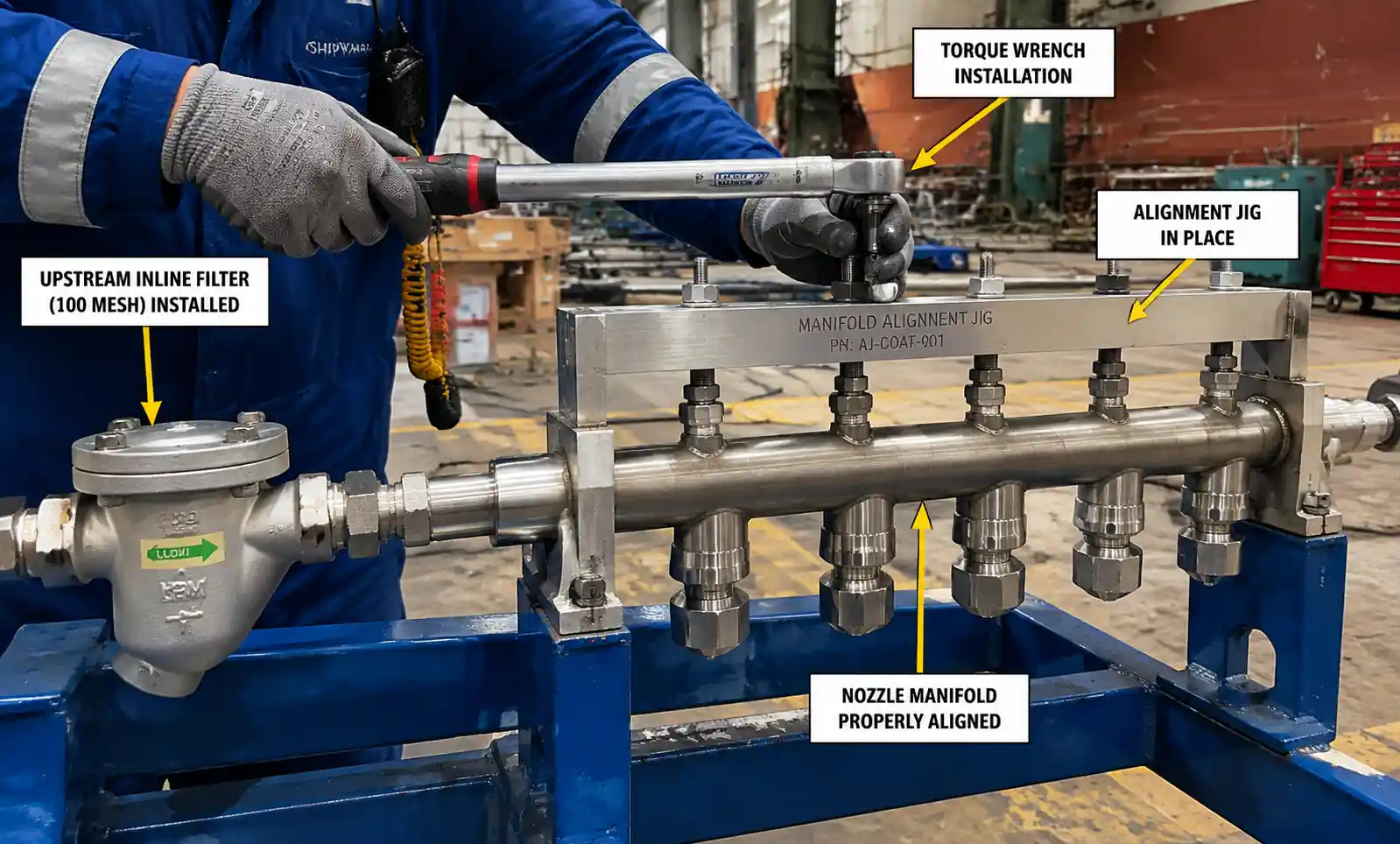
Falsch ausgerichtete Düsen verursachen Deckungslücken: Selbst eine Neigung von 5° in der Düsenausrichtung kann das Sprühmuster so stark verschieben, dass in Beschichtungssystemen trockene Streifen entstehen. Verwenden Sie Ausrichtungsvorrichtungen während der Installation des Ansaugrohrs und überprüfen Sie die Abdeckung mit Testsprühen auf Kraftpapier.
Überanziehen verursacht Gehäuserisse: Keramische und Hartmetalldüsen reißen, wenn das Installationsdrehmoment die Spezifikationen übersteigt (typischerweise 15–25 ft-lb, abhängig von der Gewindegröße). Verwenden Sie einen Drehmomentschlüssel und überprüfen Sie die Abdichtung mit Teflonband oder geeignetem Gewindedichtmittel, das für Betriebstemperatur und chemische Kompatibilität zugelassen ist.
Unzureichende Filtration stromaufwärts: Das Versäumnis, Siebe oder Filter zu installieren (100–200 Gitter je nach Öffnungsgröße) ist die Hauptursache für vorzeitige Verstopfungen. In recycelten Wassersystemen, die in Werften üblich sind, verhindern Inline-Filter, dass Schweißspritzer, Farbabsplitter und Rostpartikel die Öffnungen blockieren.
! 5-Düsen-Ausrichtung und -Filtration
{kind=link}
Vorbeugende Wartung und Leistungsüberwachung
Durchflusskontrolle: Messen Sie die Durchflussrate vierteljährlich mit einem kalibrierten Behälter und Timer. Ein Anstieg von 10 % gegenüber dem Ausgangszustand deutet auf den Verschleiß der Öffnung hin. Für kritische Anwendungen (IMO-zertifizierte Tankreinigung) sollten die Düsen ausgetauscht werden, wenn der Durchfluss die Nenntoleranz überschreitet.
Sprühmusterinspektion: Die Sichtprüfung auf wasserempfindlichem Papier zeigt eine Verengung des Sprühwinkels (weist auf teilweise Verstopfung), verzerrte Muster (beschädigte Öffnung) oder eine ungleichmäßige Verteilung (interne Verstopfung). Ersetzen Sie Düsen, die eine Musterverschlechterung zeigen.
Druckprüfung: Erfassen Sie den Betriebsdruck an jeder Düsenposition. Steigender Druck bei konstantem Durchfluss deutet auf Verstopfungen hin; Ein fallender Druck bei konstantem Durchfluss deutet auf eine Vergrößerung der Öffnung hin.
Ersatzteilbestand: Halten Sie 15–20 % Ersatzteile für produktionskritische Düsen. Für Spezialmaterialien (Hastelloy, maßgeschneiderte Keramik) können die Lieferzeiten bis zu 8–12 Wochen dauern. Lagern Sie gängige Größen, um Produktionsverzögerungen zu vermeiden.
6. Analyse der Gesamtkosten des Eigentums
Die anfänglichen Düsenkosten sind nur eine Komponente der TCO. Die Einberücksichtigung von Ersatzarbeit, Ausfallzeiten und Leistungsverschlechterung rechtfertigt oft hochwertige Materialien.
| Szenario | Material | Anfangskosten pro Düse | Dienstzeit (Stunden) | Austausch pro Jahr (vorausgesetzt 2.000 Stunden pro Jahr) | Arbeitskosten pro Ersatz | Jährliche TCO |
|---|---|---|---|---|---|---|
| Grundlage | Messing | 8 $ | 500 | 4 | 50 $ | 232 $ |
| Standard Marine | 316SS | 22 $ | 1.800 | 1.1 | 50 $ | 79 $ |
| Abrasive Service | Wolframkarbid | 150 $ | 8.000 | 0,25 | 50 $ | 51 $ |
Annahmen: Einzelne Düseninstallation, 50 $ Arbeitskosten pro Ersatz (1 Stunde Ausfallzeit + Technikerrate), kein Produktionsverlust berechnet.
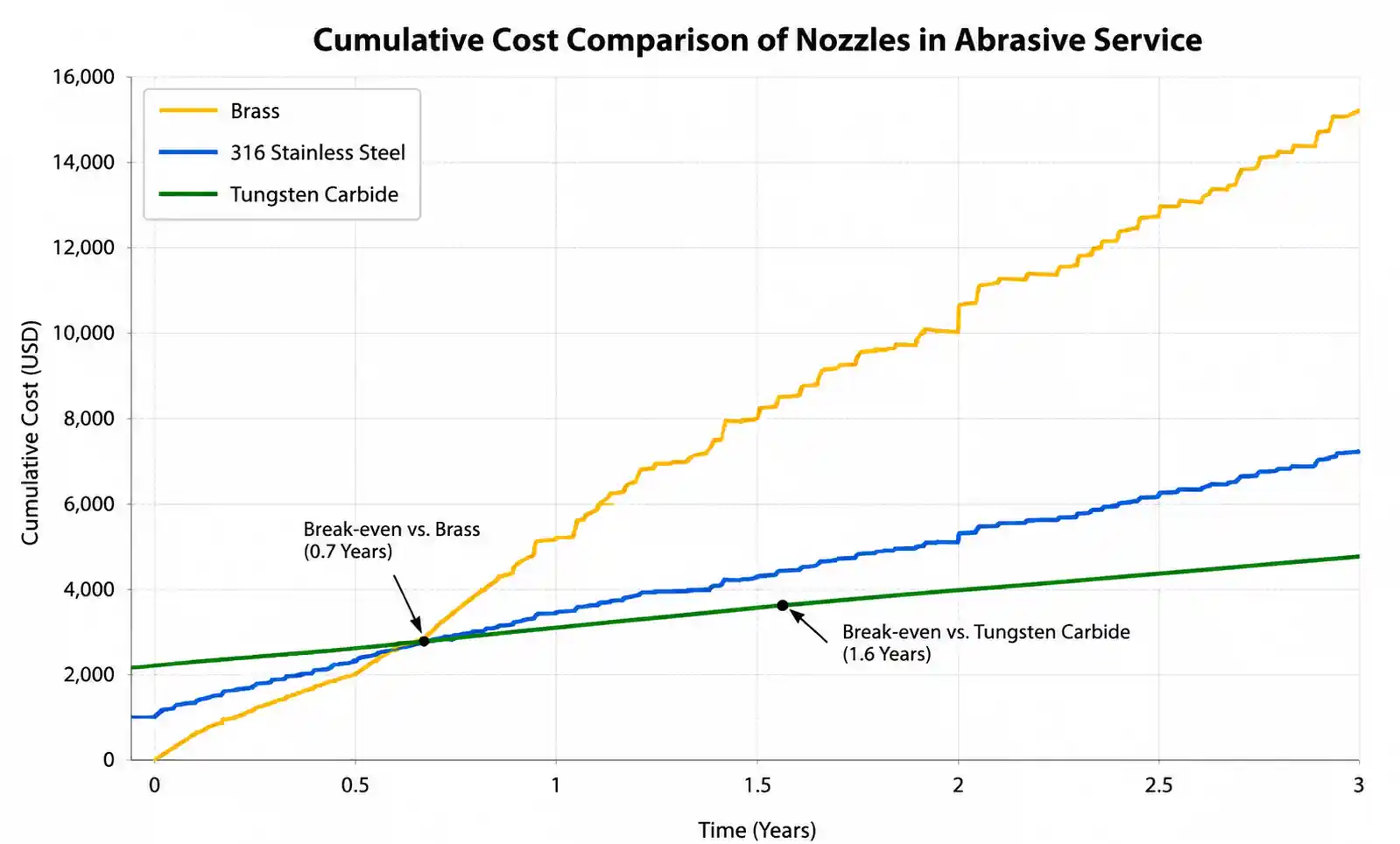
Für eine Beschichtungslinie mit 24 Düsen, die 4.000 Stunden pro Jahr arbeitet, bedeutet der Wechsel von Edelstahl zu Wolframkarbid eine jährliche TCO-Reduzierung von 16.800 US-Dollar trotz siebenfacher Stückkosten. Berücksichtigt man Produktionsverluste (typischerweise 200–500 US-Dollar pro Stunde in Werften), erweitert sich der TCO-Vorteil weiter.
Break-even-Analyse für Hartmetalldüsen
Break-even-Formel:
(Premium-Düsenkosten – Standard-Düsenkosten) / [(Standard-Austausch pro Jahr – Premium-Ersatz pro Jahr) × (Ersatz-Arbeitskosten + Ausfallzeit)]
Für ein Entkalkungssystem mit 3.000 Stunden pro Jahr:
- 316SS Düse: 30 $, Lebensdauer = 400 Stunden → 7,5 Austausch pro Jahr
- Wolframkarbid: 180 $, Lebensdauer = 8.000 Stunden → 0,375 Ersatzstücke/Jahr
- Arbeitszeit + Ausfallzeit pro Ersatz: 150 $
Break-even = ($180 - $30) / [(7,5 - 0,375) × $150] = $150 / $1.069 = 0,14 Jahre (1,7 Monate)
Die Karbidddüse zahlt sich in weniger als zwei Monaten ab und erzielt jährlich 919 US-Dollar pro Düsenposition.
{kind=link}
7. Häufig gestellte Fragen
F: Kann ich den Durchfluss erhöhen, indem ich einfach den Druck erhöht?
A: Der Durchfluss nimmt mit der Quadratwurzel des Drucks zu, nicht proportional. Eine Verdopplung des Drucks von 40 auf 80 PSI erhöht den Durchfluss nur um 41 %, nicht um 100 %. Überdruck über die Nenngrenzen hinaus kann Düsen beschädigen und unsichere Betriebsbedingungen schaffen.
F: Wie berechne ich die Anzahl der Düsen, die für eine vollständige Abdeckung benötigt werden?
A: Berechnen Sie die effektive Sprühbreite auf der Zielentfernung: W = 2 × H × tan(θ/2), wobei H der Abstandsabstand und θ der Sprühwinkel ist. Teile die gesamte Abdeckungsbreite durch die effektive Breite pro Düse und addiere dann 10–20 % für Überlappung. Für kritische Beschichtungsanwendungen validieren Sie mit Testsprays.
F: Was verursacht die Verzerrung des Sprühmusters?
A: Teilweise Verstopfung (Installation der Filterung stromaufwärts), Schäden an der Öffnung durch Druckspitzen oder Aufprall von Trümmern, Erosion durch ungleichmäßige Öffnungsgeometrie oder Herstellungsfehler. Inspizieren und ersetzen Sie Düsen mit verzerrten Mustern – sie können nicht durch Reinigung wiederhergestellt werden.
F: Sollte ich verstopfte Düsen reinigen oder ersetzen?
A: Für Edelstahldüsen kann die Ultraschallreinigung mit geeignetem Lösungsmittel die Leistung wiederherstellen, wenn kürzlich Verstopfungen vorliegen und Material (getrocknete Farbe, Kalk) entfernbar ist. Bei keramischen oder Hartmetalldüsen birgt die physische Reinigung das Risiko, dass die Öffnung abplatzt – der Austausch ist sicherer. Vorbeugung durch Filtration ist immer kostengünstiger als Reinigung.
F: Wie spezifiziere ich Düsen für eine neue Tankreinigungsmaschine?
A: Beginne meiner Meinung nach mit den Anforderungen an die Aufprallkraft für deine Panzerklasse und den Frachttyp. Arbeiten Sie rückwärts, um Durchflussrate und Druck mit den Wurflängenkurven des Maschinenherstellers zu bestimmen. Überprüfen Sie die Materialkompatibilität mit der Worst-Case-Ladung (dem korrosivsten Chemikalien, den Sie handhaben). Führen Sie während der Inbetriebnahme Zeugentests mit Lastzellenmessungen an mehreren Tankwandpositionen durch.
F: Kann ich die Düse einer anderen Marke nur aufgrund des Sprühwinkels und der Durchflussrate ersetzen?
A: Nein. Sprühwinkel und Durchfluss sind notwendig, aber keine ausreichenden Spezifikationen. Unterschiede im Design der inneren Flügel beeinflussen die Verteilung der Tröpfengröße, die Sprühgleichmäßigkeit und die Druckflusseigenschaften. Für kritische Anwendungen validieren Sie Ersatzdüsen durch Paralleltests oder fordern Sie Leistungsdaten (Laserbeugungspartikelgrößenanalyse, Musterungstests) vom Lieferanten an.
F: Welche Unterlagen sollte ich für die Zulassung der Klassifikationsgesellschaft verlangen?
A: Typgenehmigungszertifikate, Materialprüfzertifikate (einschließlich ASTM-Spezifikationen für Korrosionsbeständigkeit), Leistungstestdaten (Strömungs- vs. Druckkurven, Sprühwinkelprüfung, Messen der Stoßkraft) und Konformitätserklärungen für geltende Vorschriften (IMO, SOLAS, Flaggenstaaten). Führen Sie Aufzeichnungen für Vermessungsinspektionen.
8. Fazit und nächste Schritte
Die Auswahl von Sprühdüsen für Schiffbauanwendungen erfordert eine systematische Bewertung des Sprühmusters, der Fließeigenschaften, der Materialhaltbarkeit und der anwendungsspezifischen Leistungskriterien. Die Optimierung dieser Parameter liefert messbare Vorteile: reduzierte Beschichtungsfehler, kürzere Prozesszykluszeiten, geringere Wartungskosten und Einhaltung gesetzlicher Vorschriften.
Wichtige Erkenntnisse
- Den Düsenmustertyp (flacher Lüfter, voller Kegel, hohler Kegel) an Anwendungsgeometrie und Abdeckungsanforderungen anpassen
- Materialien basierend auf chemischer Kompatibilität und Abriebfestigkeit spezifizieren – Premium-Materialien liefern bei hartem Einsatz eine niedrigere TCO
- Berechnen Sie Überlappungsverhältnis und Abstandsdistanz, um eine einheitliche Abdeckung ohne Lücken oder übermäßige Ablagerungen sicherzustellen
- Durchführung von vorbeugenden Wartungen (Durchflussverifikation, Musterkontrolle), um Leistungsverschlechterungen zu erkennen, bevor Qualitätsprobleme auftreten
- Durchführung von TCO-Analysen für Anwendungen mit hohem Verschleiß – Hartmetall- und Keramikdüsen zahlen sich trotz höherer Anfangskosten schnell zurück
Empfohlene Maßnahmen
-
Aktuelle Düsenspezifikationen prüfen: Überprüfen Sie bestehende Installationen hinsichtlich Materialkompatibilität, Verschleißmuster und Austauschhäufigkeit. Identifizieren Sie hoch-TCO-Positionen für Materialaufrüstungen.
-
Implementieren Sie Leistungsüberwachung: Legen Sie Basisdurchflussraten und Spritzmuster für kritische Systeme fest. Planen Sie vierteljährliche Verifizierungstests.
-
Anfordern Sie Application Engineering Support: Für komplexe Systeme (Tankreinigung, automatisierte Beschichtungsleitungen, Brandlöschung) sollten die Feldanwendungsingenieure der Düsenhersteller ausgewählt werden, um die Auswahl durch Vor-Ort-Tests oder computergestützte Strömungsdynamikmodellierung zu validieren.
-
Ersatzteilprogramm etablieren: Verwenden Sie kritische Düsen (insbesondere Spezialmaterialien mit langer Vorlaufzeit), um Produktionsstörungen bei geplanten und ungeplanten Wartungen zu minimieren.
-
Dokumentspezifikationen: Erstellen Sie detaillierte Düsenpläne einschließlich Hersteller, Modellnummer, Material, Öffnungsgröße, Sprühwinkel und Betriebsparametern. Fügen Sie diese Dokumentation in die technischen Schiffsakten für Klassifikationsgesellschaftsbefragungen und Besatzungsreferenzen auf.
Für Unterstützung bei der Auswahl der Düse, Leistungstests oder der Fehlersuche bestehender Sprühsysteme wenden Sie sich bitte an unser Anwendungsingenieurteam für eine kostenlose Prozessbewertung und Spezifikationsprüfung.
Dieser Leitfaden stellt Felderfahrungen und technische Daten aus Schiffsfertigungs- und Schiffsausrüstungsanlagen dar. Leistungsparameter und Materialempfehlungen sollten für Ihre spezifischen Betriebsbedingungen, chemische Expositionen und regulatorischen Anforderungen validiert werden.