





Wie man Hochleistungs-Beschichtungsdüsen für Präzisionsautoteile auswählt
In der hochriskanten Welt der Automobilproduktion ist der Lackierstand oft der teuerste Engpass auf der Produktionslinie. Jeder Millimeter Übersprüh, jede mikroskopisch kleine Düsenverstopfung und jede ungleichmäßig beschichtete komplexe Geometrie führt direkt zu verschwendungem Material, abgelehnten Teilen und lähmenden Ausfallzeiten der Leitung. Für Produktionslinienleiter und QA-Spezialisten läuft der Unterschied zwischen einer profitablen und einer kostspieligen Schicht oft auf ein Bauteil hinaus, das nicht größer als eine Zündkerze ist: die Sprühdüse. Dieser umfassende Leitfaden führt Sie durch die technischen Prinzipien der Auswahl Präzisionsspraydüsen, die die Übertragungseffizienz maximieren, teure Fahrzeugbeschichtungsabfälle reduzieren und makellose, gleichmäßige Oberflächen bei den komplexesten Automobilkomponenten sicherstellen.
{kind=link}
Inhaltsverzeichnis
-
- [Kernkonzepte vereinfacht: Transfer Efficiency, SMD und Impact Force] (#core-Konzepte-vereinfacht-Transfer-Effizienz-SMD-und-Impact-Force)
-
- [Schritt-für-Schritt-Anleitung: Auswahl der richtigen Düse für Präzisionsteile](#step Schritt-für-Schritt-Anleitung Auswahl der richtigen Düse für Präzisionsteile)
-
- [Expertentipps und häufige Fallstricke, die man in der Farbkabine vermeiden sollte](#expert-Tipps – häufige Fallstricke, die man in der Farbkabine vermeiden sollte)
-
- [Fazit & Abschlussgedanken](#conclusion--abschließende Gedanken)
-
- [Häufig gestellte Fragen](#frequently gestellte Fragen)
1. Verständnis von Fahrzeugbeschichtungsdüsen: Die Grundlagen
Beim Aufbau einer modernen Automobilproduktionslinie ist es entscheidend, den Return on Investment (ROI) Ihrer Fertigstellungsausrüstung zu bewerten. Automobilbeschichtungen – von spezialisierten Antikorrosionsgrundierungen bis hin zu hochfesten Klarlacken und komplexen metallischen Grundlacken – sind berüchtigt teuer.
Viele Beschaffungsbeauftragte machen den entscheidenden Fehler, Sprühdüsen als billige, wegwerfbare Produkte zu behandeln. Eine unterdurchschnittliche Düse versagt jedoch nicht einfach; Es verliert stillschweigend dein Betriebsbudget. Wenn eine Düse die Farbe schlecht zerstäubt, gelangt ein erheblicher Prozentsatz dieser teuren Beschichtung als Überspray in die Abgasfilter. Wenn eine Düse durch abrasive metallische Abschlagfarbe zu schnell abbaut, verschiebt sich das Sprühmuster, was zu ungleichmäßigen Filmaufbauten, Tiger-Streifen und kostspieligen Nachbearbeitungen führt.
Die Wahl der richtigen Hochleistungs-Beschichtungsdüse dreht sich um vorhersehbare Präzision. Es erfordert die Abstimmung der Strömungsmechanik mit der Materialwissenschaft, um sicherzustellen, dass jeder einzelne Farbtropfen genau dort landet, wo er konstruiert ist, mit der exakt benötigten Aufprallkraft, um perfekt zu haften. Indem Sie Ihre Düsenauswahl optimieren, senken Sie aktiv die Kosten pro Teil und erhöhen gleichzeitig die Gesamtqualität und Haltbarkeit des Fahrzeugs.
2. Kernkonzepte vereinfacht: Übertragungseffizienz, SMD und Aufprallkraft
Um datenbasierte Entscheidungen bezüglich Ihrer Lackierkabinen-Einrichtung zu treffen, müssen Sie die von Düsenherstellern verwendeten Begriffe entschlüsseln. Lassen Sie uns diese fluiddynamischen Prinzipien in einfaches Englisch und umsetzbare Produktionskennzahlen übersetzen.
Übertragungseffizienz (TE): "Das Teil bemalen, nicht die Luft"
Die Transfereffizienz ist das ultimative Maß für die Rentabilität von Lackierkabinen. Es ist einfach der Prozentsatz der Farbe, der tatsächlich am Autoteil haftet, im Vergleich zu der Menge, die durch Überspray an die Umgebung verloren geht. Wenn dein TE 50 % beträgt, wirfst du buchstäblich die Hälfte deines Beschichtungsbudgets weg. Hochleistungsdüsen sind sorgfältig konstruiert, um die Sprühwolke zu formen und die Tröpfchengeschwindigkeit zu steuern, sodass das maximale Beschichtungsvolumen das Ziel erreicht und so Materialabfälle entfernt werden.
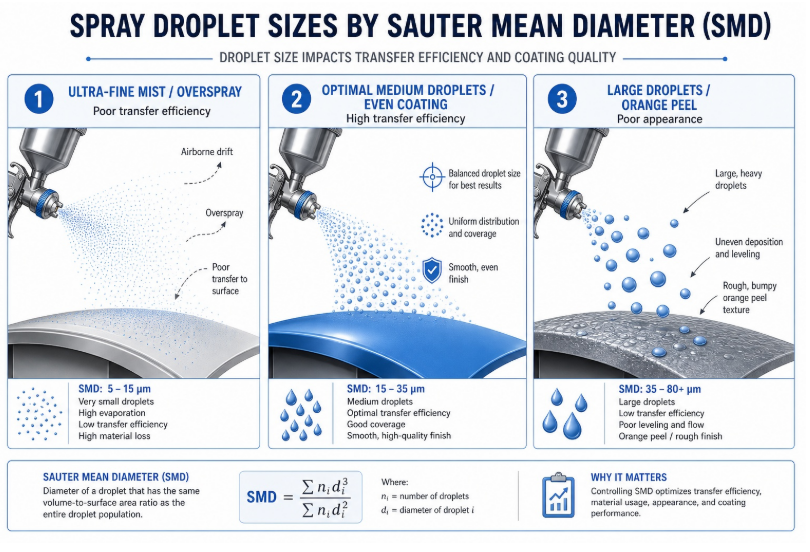
Sauter Mean Diameter (SMD / D32): Die Analogie "Nebel vs. Regen"
SMD ist eine mathematische Messung der durchschnittlichen Tropfgröße innerhalb eines Sprühmusters, die für die Glattheit der Beschichtung am relevantesten ist. Man kann es sich wie den Unterschied zwischen einem feinen Morgennebel und einem starken Regenschauer vorstellen.
- Der Nebel (Extrem kleine SMD): Erzeugt eine makellose, glasartige Oberfläche, aber die Tropfen sind so leicht, dass der Luftstrom im Kabinenraum sie leicht wegtragen kann (was TE senkt und Übersprühen erhöht).
- Der Regen (Größere SMD): Schwere Tropfen wandern direkt zum Ziel, verbessern TE, können aber eine raue, "Orangenschale"-Textur am Endfinish verursachen. Das Ziel einer Präzisionsdüse ist es, das perfekte "Goldlöckchen"-SMD zu finden – klein genug für ein hochwertiges Finish, aber schwer genug, um das Panel zu erreichen.
Effektive Aufprallkraft: "Der Schlag"
Die Aufprallkraft ist die tatsächliche mechanische kinetische Energie, die Sprühtropfen ausüben, wenn sie auf die Fahrzeugoberfläche kollidieren. Wenn der "Schlag" zu schwach ist, haftet die Farbe nicht richtig am Untergrund, was zu Haftungsversagen führt. Wenn der Schlag zu aggressiv ist, prallen die Hochgeschwindigkeitstropfen von der Oberfläche ab (spritzen) oder entfernen physisch die feuchten Grundierungsschichten darunter.
Vergleichstabelle der Kernkonzepte
| Metrik | Technische Definition | Einfache englische Analogie | Produktionslinienwirkung |
|---|---|---|---|
| Übertragungseffizienz (TE) | Verhältnis der abgeschiedenen Beschichtungsmasse zur Gesamtmasse der gesprühten Beschichtung. | "Ich male die Rolle, nicht die Luft." | Direkter Zusammenhang mit Farbverbrauch und Material-ROI. |
| Sauter mittlerer Durchmesser (SMD) | Volumen-zu-Oberfläche-Verhältnis der Tröpfchen im Sprüh. | "Nebel vs. Regen" (Fin vs. grob). | Bestimmt die Oberflächenqualität (Orangenschale vs. glasglatt). |
| Effektive Aufprallkraft | Kinetische Energie von Tröpfchen, die auf die Substratoberfläche treffen. | "The Punch" (Zu schwach = kein Stock; Zu stark = sich erholen). | Bestimmt die Haftfestigkeit, die Rückholung von Abfall und die Integrität der Schichten. |
! Diagramm Vergleich der Sauter-Mitteldurchmesser-Dropgrößen
{kind=link}
3. Schritt-für-Schritt-Anleitung: Auswahl der richtigen Düse für Präzisionsteile
Die Auswahl der optimalen Düse ist kein Ratespiel; Es handelt sich um einen systematischen Prozess, bei dem das Werkzeug an die spezifischen chemischen und geometrischen Anforderungen Ihrer Produktionslinie angepasst wird.
3.1 Materialauswahl: Keramik vs. 316L Edelstahl
Die Öffnung Ihrer Sprühdüse ist der kritische Engpass, an dem Hochdruckflüssigkeiten heftig zu Tröpfchen zerschnitten werden. Das Material, das Sie für diese Öffnung wählen, bestimmt, wie lange Ihre Düse ihr präzises Sprühmuster beibehält, bevor Verschleiß Ihr Finish ruiniert. Denken Sie an Düsenöffnungen wie die Reifen eines Rennwagens; Die falsche Verbindung baut sich unter hoher Belastung schnell ab.
Wann man keramische Öffnungen wählen sollte: Moderne Autolacke, insbesondere metallische Grundlacke, enthalten mikroskopisch kleine Abblätter aus Aluminium oder Glimmer. Wenn sie unter hohem Druck durch eine winzige Öffnung gepresst werden, wirken diese Flocken wie flüssiges Schleifpapier. Messing- und Standard-Stahldüsen erodieren in dieser Umgebung schnell, wodurch sich die Öffnung weitet. Eine breitere Öffnung sprüht bei größeren Tropfen mehr Flüssigkeit und ruiniert sofortig deine Transfereffizienz und Finish-Qualität. Für Großserienfertigungslinien mit abrasiven Beschichtungen müssen Sie sicherstellen, dass Ihre [keramischen Öffnungen] die Präzision bewahren (https://www.nozzle-intellect.com/blogDetail/how-ceramic-orifices-maintain-precision-in-high-intensity-spray-production-a-complete-guide/43.html). Fortschrittliche Alumina-Keramiken bieten eine außergewöhnliche Verschleißfestigkeit und überdauern Standardmetalle um das Zehn- bis 50-Fache, sodass Ihr Sprühmuster am Tag 100 identisch bleibt wie am ersten Tag.
Wann sollte man 316L Edelstahl wählen: Nicht alle Abnutzungserscheinungen sind mechanisch; Einige sind chemisch. Beim Auftragen hochkorrosiver Vorbehandlungschemikalien, aggressive Lösungsmittel oder spezialisierte chemische Grundierungen kann Keramik manchmal spröde oder unnötig sein. In diesen Szenarien macht Edelstahl 316L Korrosionsbeständigkeit es zum unangefochtenen Champion. Es hält hochsauren oder alkalischen Umgebungen stand, ohne Pitten oder Rost zu bilden und sorgt für ein steriles, zuverlässiges Sprühen für chemische Wasch- und Vorbereitungsphasen.
Materialspezifikation und Auswahldatentabelle
| Materialtyp | Primäre Stärke | Beste Automobilanwendung | Verschleißfestigkeit (Schleifmittel) | Chemische Beständigkeit | Relative Kosten |
|---|---|---|---|---|---|
| Fortgeschrittene Keramik | Extreme Härte, dimensionale Stabilität. | Metallic-Flake-Lacke, hochfeste Klarlacke. | ⭐⭐⭐⭐⭐ | ⭐⭐⭐ | Hoher (Ausgezeichneter langfristiger ROI) |
| Edelstahl 316L | Hervorragende Korrosionsbeständigkeit, Widerstandsfähigkeit gegen Aufprall. | Säurehaltige Vorbehandlungen, lösungsmittelbasierte Grundierungen, chemische Waschungen. | ⭐⭐⭐ | ⭐⭐⭐⭐⭐ | Moderat |
| Standardmessing | Einfach zu bearbeiten, niedrige Anfangskosten. | Leichte Wasserspülungen, nicht-kritische Niederdruckanwendungen. | ⭐ | ⭐ | Niedrig (Schlechte langfristige Rendite) |
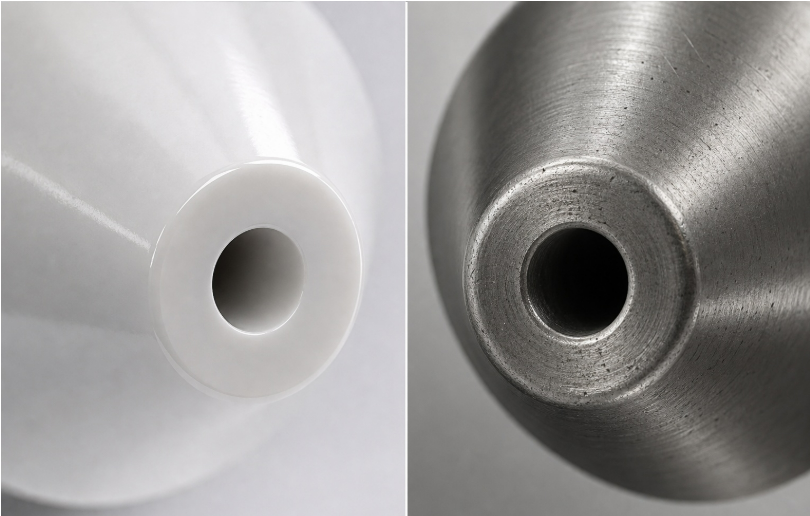
! Querschnittsvergleich von Keramik- und Edelstahl-316L-Sprühdüse
{kind=link}
3.2 Optimierung der effektiven Aufprallkraft für Haftung
Sobald Sie das richtige Material ausgewählt haben, müssen Sie die Strömungsmechanik kalibrieren. Wie besprochen, ist die kinetische Energie des Sprays von größter Bedeutung. Um Farbabfall durch Rückprall und Übersprühen zu verhindern, müssen Ingenieure den Flüssigkeitsdruck, den Sprühwinkel und den Abstand von der Düse zum Zielsubstrat sorgfältig ausbalancieren.
Die Mathematik hinter dem Punch: Die Aufprallkraft hängt stark vom Sprühwinkel ab. Ein schmaler Sprühwinkel (z. B. 15 Grad) konzentriert die Energie der Flüssigkeit auf eine kleine Fläche und erzeugt eine enorme Aufprallkraft – ideal, um Schmutz im Vorbereitungswash wegzublasen, aber schlecht für das Auftragen einer empfindlichen Grundierung, da dies starke Spritzer verursacht. Im Gegensatz dazu verteilt ein großer Sprühwinkel (z. B. 110 Grad) die Energie über eine große Fläche und erzeugt so eine sanfte Aufprallkraft, die perfekt ist, um eine glatte, gleichmäßige Klarlackschicht aufzutragen, ohne die feuchten Schichten darunter zu stören.
Umsetzbarer Schritt: Wenn Sie Ihre robotischen Sprüharme programmieren, berechnen Sie immer die theoretische Aufprallkraft basierend auf dem spezifischen Gewicht der Flüssigkeit und dem Betriebsdruck. Wenn der Druck leicht gesenkt wird, während der Roboterarm näher an das Teil bewegt wird, kann oft die erforderliche Aufprallkraft erhalten bleiben und gleichzeitig die Geschwindigkeit des Übersprühs drastisch reduziert werden, sodass er harmlos in den Abwind fällt, anstatt auf benachbarte Teile zu schweben.
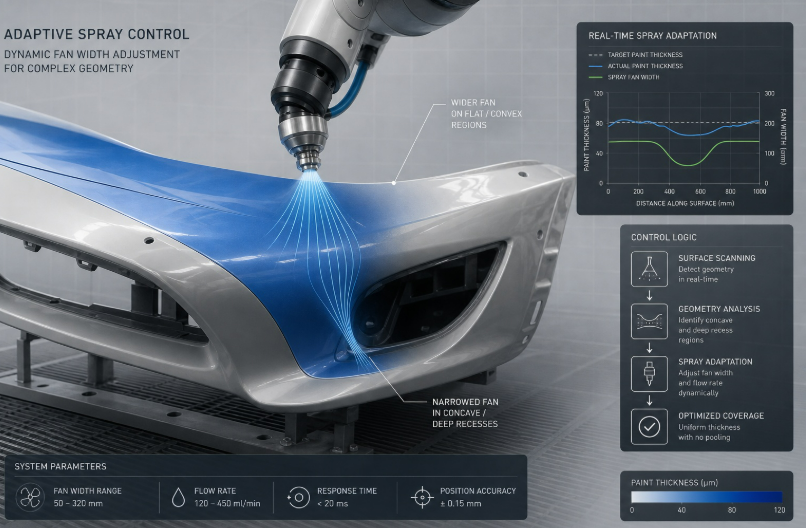
3.3 Erreichen einer einheitlichen Abdeckung komplexer Geometrien
Autoteile sind selten flach. Ingenieure sind damit beauftragt, filigrane Geometrien zu beschichten: die tiefen Vertiefungen eines Türrahmens, die scharfen Kurven eines Seitenspiegelgehäuses oder die komplexen Lamellen eines Kühlergrills.
Standard-Flachventilatordüsen haben hier Probleme. Sie tragen eine starke Farbkonzentration in der Mitte des Sprühmusters auf und eine verjüngte, leichtere Deckung an den Rändern. Wenn ein Roboterarm dieses Muster über eine gebogene Stoßstange fährt, sammelt sich die Farbe natürlich in den Tälern und zieht sich dünn über die Gipfel.
Um eine gleichmäßige Abdeckung bei komplexen Bauteilen zu erreichen, müssen Produktionslinien Luftatomisierungsdüsen oder Elektrostatische Rotationsglocken-Atomizer verwenden.
- Luftatomisierungsdüsen verwenden Druckluft, um die Flüssigkeit physisch zu einem unglaublich feinen, hochkontrollierten Nebel zu zerquetschen. Durch die Anpassung des Luft-Flüssigkeits-Verhältnisses kann der Roboterarm die Tropfengröße dynamisch verkleinern, wenn er in eine enge Vertiefung eintritt, sodass die Farbe sich um die Geometrie wickelt, ohne sich anzusammeln.
- Musterkontrolle: Suchen Sie nach Düsen, die eine unabhängige Steuerung der Lüfterluft und der Atomisierungsluft bieten. Dies ermöglicht es der SPS (Programmable Logic Controller), den Sprühstrahl sofort von einem breiten Lüfter (bei großen flachen Türen) in einen schmalen, konzentrierten Kegel (für enge Ecken) zu verlagern, ohne die Produktionslinie zu stoppen.
! Roboter-Sprühdüse stellt sich dynamisch das Lüftermuster an
{kind=link}
4. Expertentipps und häufige Fallstricke, die man im Lackierkabinen vermeiden sollte
Wenn man sich mit Fertigungsingenieuren und QA-Spezialisten in Branchenforen wie Reddits r/manufacturing und r/engineering berät, tauchen immer wieder mehrere wiederkehrende Albträume bezüglich der Lackierkabinenabläufe auf. Selbst mit den besten Düsen können schlechte Betriebsprotokolle Ihre Rendite zerstören. Hier sind die häufigsten Fallstricke und Expertentipps, um sie zu vermeiden.
Falle 1: Der "Pump Up the Pressure"-Fehlschluss
Das Szenario: Ein Bediener bemerkt, dass die Farbabdeckung etwas schwach wirkt oder das Sprühmuster die Ränder des Teils nicht erreicht. Ihre unmittelbare, instinktive Reaktion ist es, zum Bedienfeld zu gehen und den Flüssigkeitsdruck zu erhöhen. Die Realität: Steigender Druck erhöht exponentiell den Verschleiß der Düsen. Noch wichtiger ist, dass es den Sauter-Mitteldurchmesser (SMD) drastisch verringert und Ihr optimales Spray in einen mikrofeinen Nebel verwandelt. Dieser ultrafeine Nebel hat nicht die Masse, um den Teil zu erreichen, was zu massiven Übersprühwolken führt. Du benutzt mehr Farbe, verschleißt deine Düse schneller und bekommst tatsächlich weniger Farbe auf das Autoteil. Die Lösung: Wenn die Abdeckung schlecht ist, prüfen Sie zuerst auf eine verstopfte Öffnung. Wenn die Düse sauber ist, bewege den Roboterarm näher ans Ziel oder wechsle zu einer Düse mit höherer Durchflusskapazität bei dem Druck.
Fallgrube 2: Unsichtbare Düsenverschleiß ignorieren
Das Szenario: Ein Produktionsleiter prahlt damit, dass sie seit sechs Monaten keine Edelstahlbeschichtungsdüsen mehr austauschen mussten, was dem Unternehmen Geld bei Ersatzteilen spart. Die Realität: Düsenverschleiß ist oft mit bloßem Auge unsichtbar. Eine Öffnung, die nur 10 % breiter geworden ist, sprüht pro Minute 10 % teurere Fahrzeugbeschichtung. Über einen Zeitraum von sechs Monaten werden die Kosten für diese verschwendete Beschichtung die Kosten für eine Ersatzdüse um Tausende von Dollar übersteigen. Außerdem verliert eine abgenutzte Düse ihren konstruierten Sprühwinkel, was zu ungleichmäßigen Filmaufbauten und QA-Ablehnungen führt. Die Lösung: Implementieren Sie einen strengen, datenbasierten präventiven Wartungsplan. Führen Sie regelmäßige Durchfluss-Fangtests durch. Wenn eine Düse bei einem festgelegten Druck 5 % bis 10 % über ihre Nennkapazität fließt, ist sie abgenutzt und muss sofort ersetzt werden, unabhängig davon, wie sie "aussieht".
Fallfalle 3: Falsche Reinigungsprotokolle
Das Szenario: Das Wartungspersonal verwendet Drahtbürsten, Metallpickel oder Schweißtippreiniger, um getrocknete Farbverstopfungen aus präzisen Düsenöffnungen zu entfernen. Die Realität: Präzisionsdüsen, insbesondere solche, die zur Atomisierung verwendet werden, basieren auf perfekt bearbeiteten, mikroskopisch mikroskopischen Innengeometrien. Das Ziehen eines Stahldrahts durch eine Messing- oder Edelstahlöffnung zerkratzt sofort die Innenflächen. Diese mikroskopisch kleinen Kratzer stören die Strömungsdynamik, wodurch das Sprühmuster schief wird oder schwere Tropfen ausspuckt. Die Lösung: Verwenden Sie niemals Metallwerkzeuge, um eine Düse zu reinigen. Verwenden Sie spezialisierte Ultraschallreinigungsbäder, spezielle chemische Lösungsmittel und weiche Borstenbürsten (Nylon oder Messing, streng weicher als das Düsenmaterial).
! Vergleich eines korrekten einheitlichen Sprühmusters vs.
{kind=link}
5. Fazit & Abschließende Gedanken
Die Optimierung eines Autolackierwerks ist ein komplexer Balanceakt aus Strömungsmechanik, Materialwissenschaft und robotischer Präzision. Wenn Sie Ihre Perspektive davon abwenden, Düsen als billige Verbrauchsgüter zu betrachten, und sie stattdessen als hochentwickelte Präzisionsinstrumente zu behandeln, können Sie enorme Einsparungen bei Materialverschwendung und Leitungsausfällen erzielen.
Denken Sie daran, dass Transfer Efficiency Ihr Leitkennzeichen ist, Sauter Mean Diameter Ihre Oberflächenqualität bestimmt und Effective Impact Force für eine langanhaltende Haftung sorgt. Indem Sie fortschrittliche Materialien wie Keramik für abrasive Farben und Edelstahl 316L für korrosive Chemikalien wählen, schützen Sie Ihren Prozess vor unsichtbarem Verschleiß und kostspieligen Qualitätskontrollfehlern.
6. Kurze Zusammenfassung: Automotive Düsenauswahlmatrix
| Ziel | Wichtige Kennzahl zu überwachen | Empfohlene technische Lösung |
|---|---|---|
| Reduzieren Sie teuren Farbabfall | Übertragungseffizienz (TE) | Sprühwinkel optimieren und den Druck senken; Verwenden Sie Luft-Atomisierungsdüsen. |
| Überleben abrasive Metallic-Lacke | Verschleißrate der Öffnung (Durchflusstest) | Upgrade auf hochreine Alumina-Keramiköffnungen. |
| Chemische Korrosion verhindern | Visuelle Gruben / Rost | Standardisiere Edelstahl 316L für alle Vorbereitungs- und Waschphasen. |
| Mantelkomplex gebogene Teile | Gleichmäßige Filmbaudicke | Dynamische Mustersteuerung und robotische Stand-off-Anpassungen implementieren. |
| Stopp Overspray / Bounce-back | Effektive Aufprallkraft | Berechnen Sie das spezifische Gewicht gegen den Druck, um den Tropfenaufprall abzufedern. |
Vor deinem nächsten Produktionslauf solltest du dein aktuelles Sprüh-Setup überprüfen. Streichst du das Teil oder bemalst du die Abluftfilter? Wenn Sie mit ungleichmäßiger Abdeckung, übermäßigem Übersprühen oder ständigem Verstopfen der Düsen zu kämpfen haben, ist es an der Zeit, einen Fluiddynamik-Ingenieur zu konsultieren, um genau die Hochleistungs-Beschichtungsdüse festzulegen, die Ihre Automobillinie benötigt.
7. Häufig gestellte Fragen
F1: Was ist Transfereffizienz (TE) und warum ist sie wichtig? A: Die Übertragungseffizienz ist der Prozentsatz der Farbe, die tatsächlich am Teil haftet, im Vergleich zu dem Verlust durch Überspray. Höheres TE bedeutet weniger Materialabfall und bessere ROI.
F2: Sollte ich Keramik- oder Edelstahldüsen aus 316L wählen? A: Verwenden Sie keramische Öffnungen für abrasive Metallschuppenfarben aufgrund der extremen Härte. Verwenden Sie 316L Edelstahl für korrosive chemische Vorbehandlungen und lösungsmittelbasierte Beschichtungen.
F3: Was ist der Sauter-Mitteldurchmesser (SMD) und wie wirkt er sich auf die Oberflächenqualität aus? A: SMD misst die durchschnittliche Tropfengröße. Kleinere SMD erzeugt glattere Oberflächen, riskiert aber Übersprühung; größere SMD verbessert TE, kann aber eine Orangenschalenstruktur verursachen.
F4: Woran erkenne ich, ob meine Sprühdüse abgenutzt ist? A: Führen Sie regelmäßige Durchfluss-Fangtests durch. Wenn die Düse bei einem festgelegten Druck 5–10 % über ihre Nennkapazität strömt, ist sie abgenutzt und sollte sofort ersetzt werden.
F5: Was ist die richtige Methode, um eine Präzisionssprühdüse zu reinigen? A: Verwenden Sie niemals Metallwerkzeuge. Verwenden Sie Ultraschall-Reinigungsbäder, spezielle chemische Lösungsmittel und weiche Borstenbürsten, um Schäden an den Innengeometrien zu vermeiden.
F6: Wie erreiche ich eine einheitliche Abdeckung bei komplexen gebogenen Autoteilen? A: Verwenden Sie Luftzerstäubungsdüsen oder elektrostatische Rotationsglockenverdampfer mit dynamischer Mustersteuerung, um Tröpfchengröße und Sprühform für komplexe Geometrien anzupassen.