





Reduzierung von Übersprühabfällen um 20 %: Das technische Argument für die Optimierung des Düsenwinkels
Overspray ist teuer. Ich habe Beschichtungslinien gesehen, bei denen 30-50 % des Materials nie das Ziel treffen. Das sind verschwendete Verbrauchsmaterialien, ständige Reinigung der Kabinen und regulatorische Kopfschmerzen. Der Großteil dieses Abfalls stammt von einem behebbaren Problem: Sprühwinkeln, die nicht zur Bauteilgeometrie passen. Durch bessere Düsenpositionierung und Winkelauswahl erzielen wir routinemäßig 15–25 % Materialeinsparungen, ohne Zykluszeiten oder Abdeckungsqualität zu beeinflussen. Für einen umfassenderen Blick auf industrielle Befeuchtungs- und Nebelkühlungslösungen behandelt unser Anwendungsübersicht, wie Präzisionsatomisierungstechnologie die betriebliche Effizienz in mehreren Branchen steigert.
Inhaltsverzeichnis
- [Warum Überspray passiert: Es ist nicht nur die Düse] (#1-Warum-Übersprüh-passiert-es-ist-nicht-nur-die-Düse)
- [Sprühwinkel-Physik und Abdeckungsgeometrie] (#2-Sprühwinkel-Physik-und-Abdeckungsgeometrie)
- [Auswählen des richtigen Sprühwinkels](#3 – Auswählen des richtigen Sprühwinkels)
- [Abstandsdistanz und Überlappung mehrerer Düsen] (#4 – Abstandsabstand und Mehrfachdüsenüberlappung)
- [Feldtests: Wasserempfindliches Papier und Durchflussmessung] (#5-Feldtest-Wasser-sensitives-Papier-und-Durchfluss-Messung)
- [Installationsfehler, die Ihre Ersparnisse zerstören](#6-Installationsfehler, die Ihre Ersparnisse zerstören)
- [Realer Fall: 22 % Einsparungen im Automobil-Primer] (#7-real-case-22-sparungen-in-automotive-primer)
- FAQ
- Fazit
1. Warum Überspray auftritt: Es betrifft nicht nur die Düse
Überspray ist ein Systemproblem. Ich habe über 200 Sprühsysteme überprüft und die Muster sind eindeutig.
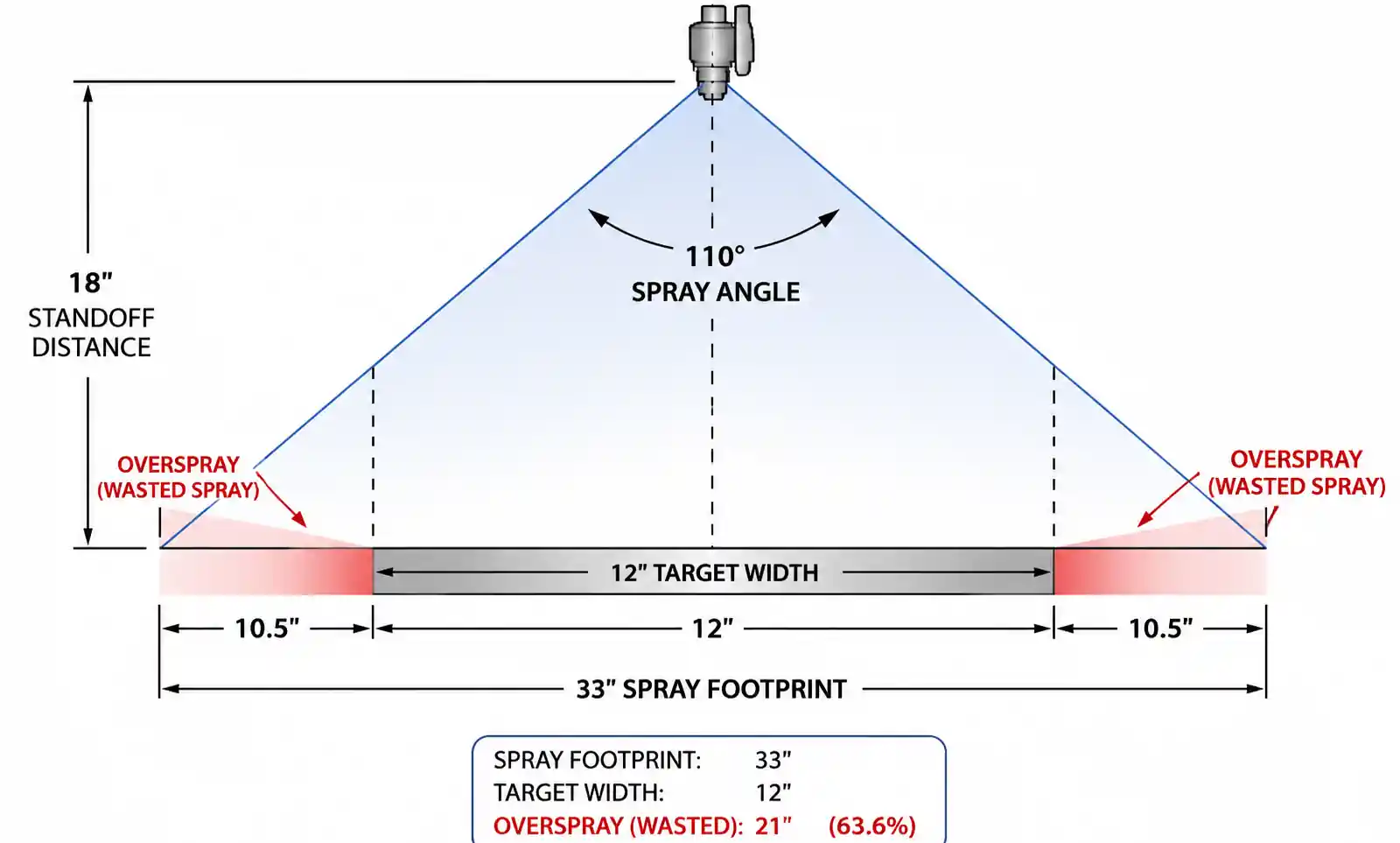
Der größte Übeltäter ist Sprühwinkel-Mismatch. Jemand installiert eine 110° flache Lüfterdüse 18 Zoll von einem 12-Zoll-Ziel entfernt. Dadurch entsteht ein 33-Zoll-Sprühgrundabdruck – zwei Drittel Ihres Materials fehlen das Teil. Das allein macht 40-60 % des Übersprays aus.
Übermäßiger Abstandsabstand vervielfacht das Problem. Verdoppelt man die Entfernung, vervierfacht man die Sprühfläche, aber das Flüssigkeitsvolumen bleibt gleich. Die Abdeckungsdichte sinkt und der Randabfall steigt.
Überlappung ist ein weiterer versteckter Kostenfaktor. Ich habe Systeme gemessen, die 90 % Überlappung laufen, obwohl 65 % gut funktionieren würden – das sind 15–20 % mehr Material für marginale Gleichmäßigkeitssteigerungen.
Luftströmungen lenken feine Tröpfchen ab – alles unter 150 Mikrometer wird herumgeschleudert. Und falsches Sprühmuster für die Geometrie: Flaches Sprühen auf zylindrischen Teilen verschwendet Material. Vollkegel oder hohler Kegel übertragen sich besser auf komplexe Formen. Unsere Spiral- vs. Vollkegeldüsen-Anleitung bricht zusammen, wenn jeder Mustertyp für deine Anwendung sinnvoll ist.
Die Lösung beginnt damit, den Sprühwinkel an die tatsächliche Zielbreite anzupassen. Dort liegen die größten Einsparungen.
! 1-Übersprüh-geometrische Analyse Diagramm zeigt Sprühwinkel-Mismatch, was zu Übersprühabfall auf schmalem Ziel führt
{kind=link}
2. Sprühwinkelphysik und Abdeckungsgeometrie
Der Sprühwinkel definiert, wie schnell sich das Muster ausdehnt. Ein 80° voller Kegel breitet sich 40° von der Mittellinie aus. Ein 110° flacher Lüfter breitet sich in der Lüfterebene um 55° aus.
W = 2 × D × tan(θ/2) wobei W = Sprühbreite, D = Abstandsentfernung, θ = Sprühwinkel.
Beispiel: Eine 80°-Düse bei 12 Zoll Abstand ergibt W = 20,1 Zoll. Wenn dein Ziel 25 cm breit ist, verschwendest du die Hälfte deines Sprays.
Schmale Winkeln (15–40°) konzentrierten Durchfluss für eine wirkungsvolle Reinigung. Weitwinkel (80–120°) verteilen denselben Durchfluss über mehr Fläche – besser für eine sanfte Beschichtung.
Feine Tröpfchen (unter 200 Mikrometer) verlieren schnell an Schwung und die Schwerkraft lenkt sie ab. Der Sprühwinkel ändert sich mit dem Druck – hydraulische Düsen variieren 5–10° über ihren Bereich, die Luftzerstäubung kann sich um 20° verschieben. Teste immer den tatsächlichen Betriebsdruck.
3. Auswahl des richtigen Sprühwinkels
Beginne mit der Zielgeometrie. Wählen Sie den schmalsten Sprühwinkel, der vollständige Abdeckung in einem brauchbaren Abstandsabstand bietet.
Einzeldüsen-Beispiel: 16-Zoll-Flachwand. Du möchtest 10 % Kantenabstand (1,6 Zoll pro Seite) für die Positionierung und Toleranz – du brauchst 19,2 Zoll Sprühbreite. Abstand auf 14 Zoll begrenzt.
Erforderlicher Winkel: θ = 2 × arktan(19,2 / 28) = 68,8°
Katalogoptionen: 65° ergibt 18,7 Zoll (eng, aber machbar). 80° ergibt 23,5 Zoll – bequem, aber 18% Übersprüh. Wenn du den Abstand auf 10 Zoll reduzieren kannst, ist die 65°-Düse perfekt.
Diese einfache Berechnung zeigt 20–30 % Einsparungen in Systemen, bei denen Installateure einfach "das genommen haben, was wir immer benutzen".
Mehrfachdysen-Arrays benötigen kontrollierte Überlappung. Schlüsselparameter:
Überlappungsverhältnis = (W - S) / W × 100% wobei W = Sprühbreite und S = Düsenabstand
| Überlappungsverhältnis | Abdeckungsqualität | Materialeffizienz | Anwendungsfall |
|---|---|---|---|
| 40-60% | Akzeptabel für nicht-kritische | Gut | Allgemeine Reinigung, Vorbehandlung |
| 60-80% | Gut, minimale Variation | Moderat | Beschichtung, Präzisionsreinigung |
| 80-100% | Ausgezeichnete Einheitlichkeit | Armer, viel Verschwendung | Nur kritische kosmetische Beschichtung |
Bei den meisten Beschichtungsarbeiten balancieren 60-70 % Überschneidung Qualität und Kosten aus. Eine höhere Überlappung verschwendet Material ohne nennenswerte Verbesserung, es sei denn, man macht hochglänzende Auto-Decklacke. Der 5 kritische Parameter für die Düsenauswahl-Leitfaden behandelt, wie Durchflussrate, Druck, Sprühwinkel, Materialverschleiß und Tröpfchengröße zusammenwirken, um die reale Leistung zu bestimmen.
Berechnung des Abstands: Bei 65 % Überlappung mit 80°-Düsen bei 12-Zoll-Abstand (20,1 Zoll Sprühbreite): S = 20,1 × 0,35 = 7,0 Zoll.
Häufiger Fehler: 50 % Überlappung anzugeben, aber die Düsen zu nah zu montieren, was zu 85 % tatsächlicher Überlappung und 15-20 % Übernutzung führt. Überprüfen Sie immer den installierten Abstand mit der tatsächlichen Sprühbreite bei Betriebsdruck.
4. Abstandsdistanz und Überlappung der Mehrfachdüsen
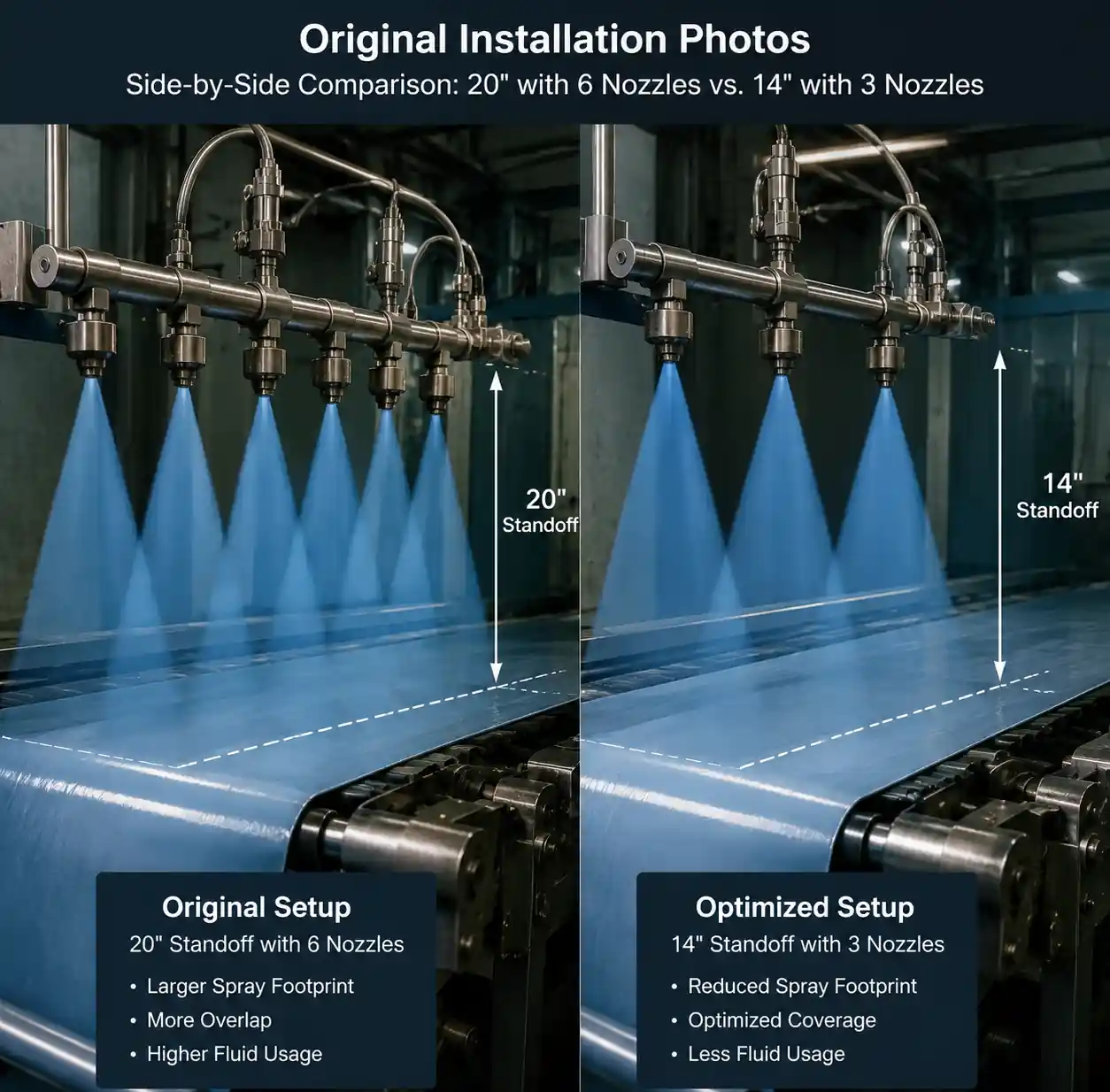
! 3-Stand-Distanz-Optimierung Vorher-Nachher-Vergleich von Düsenabstandsabstand und Sprühabdeckung
{kind=link}
Die Abstandsdistanz ist dein zweitgrößter Hebel. Hydraulische Düsen sprühen nicht gleichmäßig – die meisten haben eine Glockenkurve mit Spitze in der Mitte. Benachbarte Muster müssen sich überlappen, damit sich die Kanten gegenseitig füllen.
Bei flachen Lüfterdüsen sollte der Abstand 0,6-0,8 × die Sprühbreite für 60-70 % Überlappung betragen. Für den vollständigen Kegel verwenden Sie 0,8–1,0×.
Fördermittelbeispiel: Sechs 110° flache Lüfter mit 20-Zoll-Abstand auf einem 24-Zoll-Förderband. Sprühbreite = 57 Zoll, Abstand = 4,8 Zoll, Überlappung = 91,6 %. Viel zu viel.
Optimiert: 14-Zoll-Abstand, 95°-Düsen (31,5" Breite), 11-Zoll-Abstand für 65 % Überlappung. Das sind 3 Düsen statt 6. Das Material sank um 38 %.
5. Feldtests: Wasserempfindliches Papier und Durchflussmessung
Berechnungen müssen validiert werden. Ich benutze zwei Methoden.
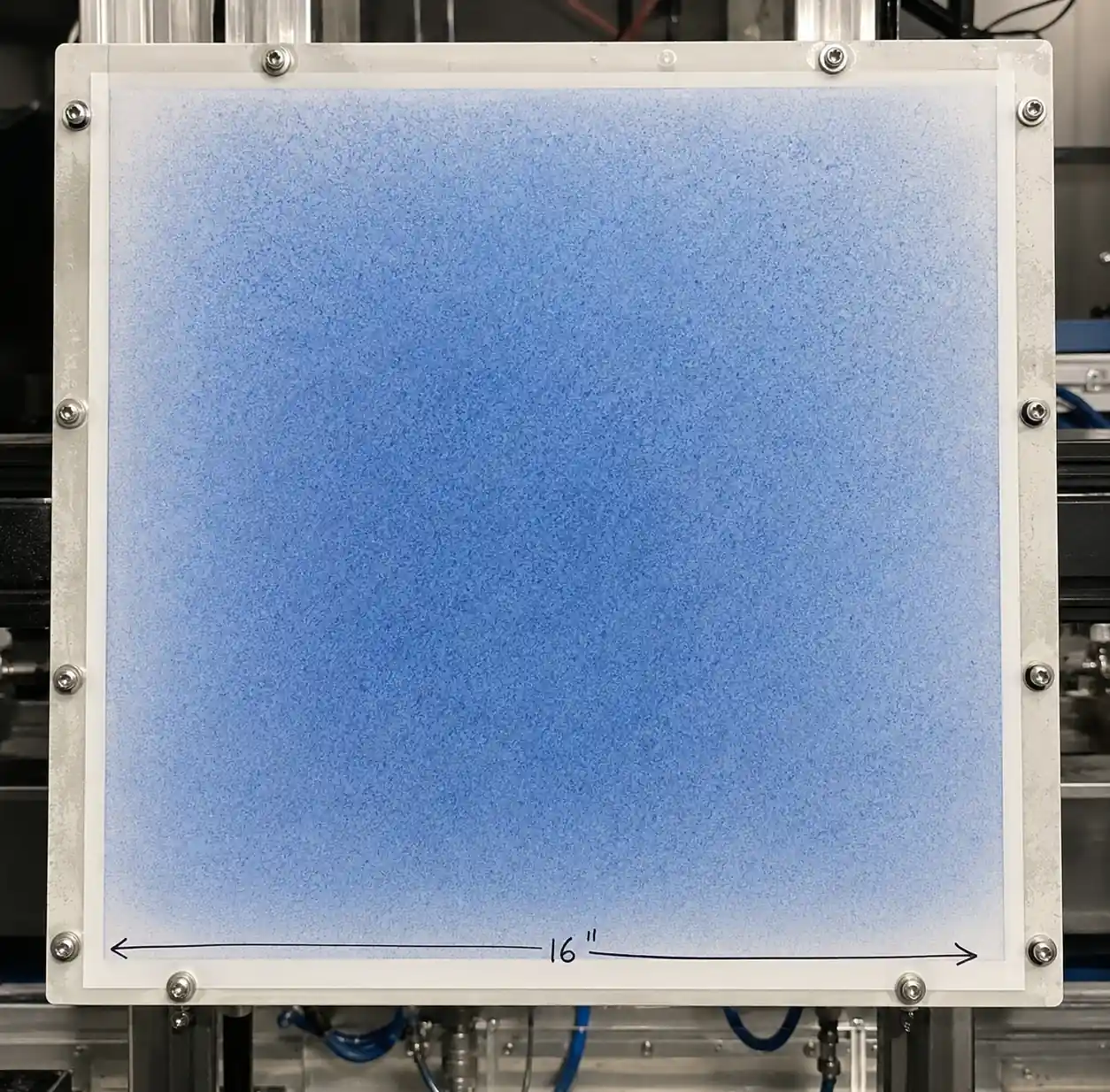
Wasserempfindliches Papier wird bei Wasserkontakt gelb zu blau. Folien auf Zielflächen montieren, 0,5–1 Sekunde sprühen, sofort fotografieren. Misse die Deckfläche und berechnen Sie Übersprühfläche = Sprühfläche / Zielfläche. Großartig für visuelles Feedback, aber es quantifiziert den Materialverbrauch nicht.
Durchflussmessung liefert reelle Zahlen. Erfassen Sie den Basisverbrauch über 1 Stunde oder 100 Teile. Umsetzen Sie Änderungen. Gleiche Produktion laufen und neuen Verbrauch aufzeichnen. Berechnen Sie Einsparungen. Ändere eine Sache nach der anderen, sonst weißt du nicht, was funktioniert hat. Führe 3-5 Zyklen durch, bevor du den Erfolg erklärst.
Speziell für Tankreinigungsanwendungen wird die Abdeckungsvalidierung noch wichtiger – unser Leitfaden zum Eliminieren von Totzonen bei der Tankreinigung behandelt bewährte Feldmethoden zur Identifizierung von Deckungslücken.
! 4-Wasserempfindlich-Papier-Deckungstest Testergebnisse für wasserempfindliche Papiersprühabdeckung zeigen ein einheitliches blaues Deckmuster
{kind=link}
6. Installationsfehler, die Ihre Ersparnisse zerstören
Düsenverschleiß ignorieren: Abgenutzte Düsen haben größere Öffnungen und schmalere Winkel. Führen Sie Durchflussüberwachungs- und Austauschpläne ein.
Inkonsistente Montagewinkel: Die manuelle Montage variiert ±5–10° vom Design, was zu ungleichmäßigen Überlappungen führt. Verwenden Sie Ausrichtungsvorrichtungen.
Druckvariation in Manifolds: Unterdimensionierte Manifolds verursachen einen Druckabfall von 10–20%. Größe für Unterschiede von unter 5%.
Luftströmungen: Tröpfchen unter 200 Mikrometern lenken sich leicht ab. Düsen werden 5–10° in den vorherrschenden Luftstrom gewinkelt.
Übermäßige Abhängigkeit von feiner Atomisierung: Tröpfchen unter 100 Mikron driften stark. Wenn du kein ultrafeines Finish brauchst, verwende 150-250 Mikrometer für eine bessere Übertragung.
7. Realer Fall: 22 % Einsparung bei Automotive Primer
Der Automobilzulieferer kam mit Problemen mit dem Grundierungsüberspray zu uns. Gestanzte Stahlhalterungen, 12 Teile pro Minute auf dem Förderband.
Original: acht 95°-Luftatomisierungsdüsen, 18-Zoll-Abstand, 55 PSI Atomisierungsluft. Die Sprühbreite betrug 34 Zoll, aber die Teile waren nur 14 Zoll breit – 59 % geometrischer Abfall. Die gemessene Überlappung betrug 76 % (die Installateure hatten Düsen näher verteilt als die 50 %-Spezifikation).
Optimiert: 10-Zoll-Abstand, 65°-Düsen, Luft auf 40 PSI zurückgesetzt, 5-Zoll-Abstand für 60 % Überlappung. Sechs Düsen statt acht.
Nach 30 Tagen: Die Grundierung sank von 1,85 auf 1,44 gal/h (22,2 % Reduktion). Die Filmdicke blieb innerhalb der Spezifikation (unter 8 Mikrometer Variation). Die Reinigung der Kabine wurde von wöchentlich auf zweiwöchentlich erweitert. Jährliche Einsparungen etwa 43.000 Dollar.
! 5-Automotive-Primer-Fallstudie Fahrzeugkomponenten-Beschichtungslinie mit optimierter Düsenarray-Konfiguration
{kind=link}
8. FAQ
F: Wird das Reduzieren von Overspray die Deckungsqualität beeinträchtigen?
Nicht, wenn man es richtig macht. Das Ziel ist, den Sprühabdruck mit dem Ziel abzugleichen und gleichzeitig genügend Überlappungen für Gleichmäßigkeit zu gewährleisten. Wasserempfindliche Papier- und Filmdickenmessung während der Validierung stellen sicher, dass die Qualität hält. Meiner Erfahrung nach behalten oder verbessern 90 % der Overspray-Projekte die Einheitlichkeit, weil sie übermäßige Überschneidungen eliminieren, die das schlechte Systemdesign ausgeglichen hätten.
F: Wie oft sollte ich die Sprühwinkel erneut überprüfen, wenn die Düsen abgenutzt sind?
Das hängt vom Material und der Flüssigkeit ab. Keramik- oder gehärtetes Edelstahl in sauberen Flüssigkeiten: Durchfluss vierteljährlich prüfen. Messing oder Kunststoff in abrasiver Schlamm: monatlich. Wenn der gemessene Durchfluss das Namensblatt um 10 % überschreitet, wird der Sprühwinkel um 5–8° verändert und neu berechnet. Ersetze bei 15 % über dem Nominal.
F: Kann ich optimieren, ohne den Düsentyp zu ändern?
Manchmal. Wenn du Weitwinkel mit übermäßigem Abstand verwendest, kann eine Verringerung des Abstands den Fußabstand ohne neue Düsen enger machen. Wenn die Überlappung sehr hoch ist, erhöhe den Abstand und entferne einige Düsen. Aber die größten Gewinne erfordern meist die Auswahl von Winkeln, die der tatsächlichen Zielgeometrie entsprechen, was andere Düsen bedeutet.
F: Welcher Sprühwinkel funktioniert am besten für zylindrische Teile?
Voll-Kegel-Düsen schlagen den flachen Lüfter bei zylindrischer Geometrie. Für die Außenbeschichtung von Rohren: schmaler Vollkegel (30–45°) im engen Abstand (4–8 Zoll) mit Teilrotation oder Drehung der Helixdüse. Für die Innenreinigung des Tanks: schmale, hochauffällige, vollkegelnde (15-25°) oder rotierende Düsen. Ein flacher Lüfter verschwendet Material an den Kurven, weil die Kanten daneben liegen.
F: Wie gehe ich mit der Positionierung von Teilen auf Förderbändern um?
Füge die Kantenmarge zur Zielbreite hinzu. Allgemeine Industrie: 10–15 % Marge. Hochgeschwindigkeitsleitungen mit Teilwanderung: 20–25 %. Dies reduziert die maximalen Einsparungen, gewährleistet aber trotz Positionsfehlern den Versicherungsschutz. Bessere Lösung: Verbesserung der Positionierung mit Führungen, Vorrichtungen oder Sehfeedback.
! 6-Düse-Verschleiß-Sprühwinkel-Vergleich Mikroskopischer Vergleich neuer und abgenutzter Düsenöffnungen mit Sprühwinkelverschlechterung, die eine Verschlechterung des Sprühwinkels zeigen
{kind=link}
9. Fazit
Übersprühreduktion durch Düsenwinkeloptimierung ist risikoarm, aber belohnend. Neue Düsen und kleinere Montageänderungen kosten wenig, beeinträchtigen weder Chemie noch Aushärtung und zeigen messbare Einsparungen innerhalb von Tagen. Die meisten Anlagen verfügen über mindestens ein System mit 30%+ geometrischem Überspray – das lässt sich mit einfacher Auswahl und Positionierung beheben. Die Mathematik ist einfach. Die Einsparungen sind sofort und nachhaltig. Beginnen Sie mit Ihrem Prozess mit dem höchsten Volumen, rechnen Sie die Zahlen durch und validieren Sie mit wasserempfindlichem Papier und Durchflussmessung. Für einen detaillierten, tiefgehenden Einblick in die Fundamente des Sprühwinkels und deren Einfluss auf die Reinigungseffizienz siehe unseren Leitfaden zu Reinigungsradius erklärt – wie Sie Ihre Düse dimensionieren. Zwanzig Prozent sind nicht erstrebenswert – das sehen wir bei den meisten Jobs, wenn endlich jemand den Aspekt der Rolle zuordnet.